

1. 서 론
환경에 대한 관심이 높아지면서 석유기반 물질의 대체물질로서 재생 가능한 바이오매스 물질을 활용하는 것에 대한 관심이 높아지고 있다. 대표적인 바이오매스 물질 중의 하나인 셀룰로오스는 지구상에서 가장 풍부한 천연물질로서 재생 가능할 뿐만 아니라 생분해성을 가지고 있으며, 글루코오스 분자가 β-1-4 글리코시드 결합을 하고 있는 쇄상고분자 물질로서 결정성의 마이크로 피브릴 형태로 존재하여 강도, 신도, 화학적 개질성 등이 우수한 특성을 가지고 있어 이에 대한 다양한 연구가 진행되고 있다. 특히 나노셀룰로오스에 대한 연구가 활발히 진행되고 있는데, 나노셀룰로오스는 직경이 5-100 나노미터에 불과한 초극세 섬유로 aspect ratio가 높고 비표면적이 넓어 강도적 특성, 공기/수분 차단성, 화학적 개질성, 열안정성 등이 우수하여 복합재, 유동성 조절제, 필름, 다공성 제품 등의 원료로서 활용 가능하다.1,2) 이와 같은 나노셀룰로오스는 원료 및 제법에 따라 크게 마이크로피브릴/나노피브릴 셀룰로오스(microfibrillated/nanofibrillated cellulose, MFC/NFC), 셀룰로오스 나노크리스탈(cellulose nanocrystal, CNC), 박테리아 나노셀룰로오스(bacterial nanocellulose, BNC)로 구분된다. 이들 중 MFC/NFC는 그라인더, 호모게나이저, 플루다이저 등을 이용하여 셀룰로오스 섬유를 물리적으로 소섬유화하여 제조되는데, 기계적 처리에 따른 에너지 소비율이 높다는 단점이 있다.3-7) 이와 같은 높은 에너지 소비율은 MFC/NFC의 제조 및 이용을 제한하는 큰 문제로 작용되고 있다. 따라서 높은 에너지 소비율을 낮추기 위한 고해, TEMPO 산화 처리, 카르복실화 처리, 알칼리 처리, 효소 처리 등 다양한 물리화학적 전처리들이 연구 개발되고 있다. 그러나 이와 같은 전처리 기술들은 과도한 산화 및 부분가수분해 처리에 의해 셀룰로오스 섬유의 분해가 발생할 가능성이 있을 뿐만 아니라 그 효율성에 한계가 존재하기 때문에 이를 해결할 수 있는 새로운 전처리 기술을 개발할 필요가 있다.
MFC 제조 에너지 소비율을 감소시키기 위한 새로운 전처리 방안 중의 하나로 카르복시메틸 셀룰로오스(carboxymethyl cellulose, CMC), 폴리에틸렌 옥사이드(polyethylene oxide, PEO), 수산화나트륨(sodium hydroxide) 등의 약품들을 이용한 화학적 전처리 방법들이 제시되어졌다.3,8,9) 실제로, 면이나 목재 펄프 고해 시 CMC를 전처리한 경우 펄프 섬유의 고해특성이 개선된다고 보고된 바 있다.8-10) 이에 그라인더를 이용한 MFC 제조 시 CMC를 첨가하여 활엽수 표백 크라프트펄프 섬유의 그라인딩 특성을 개선시키고자 하였으며, 그 가능성을 확인한 바 있다.11) 본 연구에서는 후속연구로서 첨가되어지는 CMC의 분자량 및 치환도가 활엽수 표백크라프트 펄프 섬유의 그라인딩 특성에 미치는 영향을 비교분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 펄프시료로 활엽수 표백 크라프트펄프(hardwood bleached kraft pulp, HwBKP, Eucalyptus, Brazil)를 H사에서 분양받아 사용하였다. 또한 치환도와 분자량이 다른 4종의 카르복시메틸셀룰로오스(carboxymethyl cellulose, CMC, Sigma-Aldrich, USA)를 사용하였으며, 자세한 성상은 Table 1에서 보는 바와 같다.
Table 1.
Properties of CMC
| CMC1 | CMC2 | CMC3 | CMC4 | |
|---|---|---|---|---|
| Average Mw (g/mole) | 250,000 | 250,000 | 250,000 | 700,000 |
| Degree of substitution | 0.65-0.90 | 0.85-0.95 | 1.15-1.45 | 0.85-0.95 |
| Viscosity (cps) | 400-800 | 400-800 | 400-800 | 2,500-6,000 |
또한 HwBKP 및 MFC 시료의 점도 분석을 위해 1 M의 에틸렌디아민구리(cupriethylenediamine, CED, Dajeong Chemical, analytical grade, Korea) 용액을 사용하였다.
2.2 실험방법
2.2.1 그라인딩 처리
HwBKP 전건무게 대비 2%의 CMC를 0.1% 농도로 제조하고, 4% 농도로 해리된 HwBKP 슬러리에 첨가하고 600 rpm으로 20분간 교반하였다. 이후 펄프 슬러리의 농도를 1%로 조절하고, 그라인더(Super Masscolloider, Masuko Sangyo Co., Ltd, Japan)을 이용하여 1 pass에서 5 pass까지 횟수를 달리하여 그라인딩하였다. 이때 그라인더 로터와 스테이터의 간격은 -150 μm로 조절하였다. 실험 시 각 샘플의 그라인딩 체류시간을 보정하기 위해 각 pass별 통과 시간과 펄프무게를 측정 하였다.
2.2.2 에너지 소비량 분석
CMC 첨가에 따른 HwBKP 섬유의 그라인딩 에너지 소비량을 비교 분석하기 위하여, 그라인딩 시 투입된 펄프의 양(전건무게), 그라인딩 시 그라인더의 전압, 부하전류, 체류 시간 등을 측정하여 다음 Eq. 1에 의해 에너지 소비량을 계산하였다.
2.2.3 섬유의 형태학적 및 소섬유화 특성 분석
L&W Fiber Tester(Lorentzen & Wettre, Sweden)를 이용하여 섬유폭, 섬유장, fibril area 등 섬유의 형태학적 및 소섬유화 특성을 분석하였다. 섬유에 부착된 macrofibril들의 area(fibril area, Afibrils)는 Eq. 2에 의해서 계산되어 졌다.12)
2.2.4 WRV(water retention value) 분석
MFC는 비표면적이 넓은 미세섬유로서 탈수가 어려워 정확한 WRV 분석이 어렵다. 이에 본 연구에서는 일반적인 펄프 섬유의 WRV 표준측정법인 SCAN-C 62:0013) 이외에 Dimic-Misic 등14)의 연구를 참고하여 MFC 시료들의 WRV를 측정하였는데, 자세한 측정법은 다음과 같다. 먼저 전건무게 1.8 g의 HwBKP를 함유한 펄프 지료를 글라스필터(1G4)를 이용하여 여과한 후 전건무게 0.2 g의 MFC를 함유한 MFC 지료를 HwBKP 펄프 지료를 통과시킨 펄프 패드 위로 여과시켰다. 이후 원심분리기에 넣고 3,000 G의 속도로 15분간 원심 분리시킨 후 펄프 패드의 무게(A)를 측정하고, 105°C의 건조기에서 건조시킨 후 펄프 패드의 무게(B)를 측정하여 Eq. 3에 따라 HwBKP와 MFC 혼합 시료의 WRVMix를 계산하였다. 이후 HwBKP 단일시료의 WRVHwBKP를 측정한 후 Eq. 4에 따라 MFC의 WRVMFC를 계산하였다.
2.2.5 MFC 슬러리의 점도 분석
MFC 슬러리의 점도는 그라인딩 시 펄프 섬유가 소섬유화 됨에 따라 증가한다. 따라서 MFC 슬러리의 점도는 그라인딩 효율을 간접적으로 나타내는 지표 중 하나이다. 이에 본 연구에서는 저전단 점도계(Brookfield viscometer, DV-11+pro, Brookfield, USA)를 이용하여 그라인딩에 따른 펄프 슬러리의 점도를 분석하였다. 펄프와 CMC가 혼합된 펄프 슬러리의 농도는 0.5%로 조절하였으며, 저전단 점도계의 spindle(no. 63) 회전속도는 100 rpm으로 고정하였다. CMC에 의한 효과를 상쇄하기 위하여, CMC 미처리 지료에도 그라인딩 시 CMC를 투입한 지료와 동일한 농도의 CMC를 투입한 후 펄프 슬러리 점도를 측정하였다.
3. 결과 및 고찰
3.1 CMC 종류가 섬유의 형태학적 특성 변화에 미치는 영향
HwBKP 섬유의 그라인딩 시 첨가하는 CMC의 분자량 및 치환도가 펄프 섬유의 섬유장 및 섬유폭에 미치는 영향을 분석한 결과를 Figs. 1-3에 나타내었다. Fig. 1에서 보는 바와 같이 그라인딩에 의해 HwBKP 섬유의 섬유장은 감소되었는데 특히 그라인딩 횟수 증가에 비례하였다. 이는 그라인딩 시 대부분의 섬유가 파괴되어 미세화하기 때문으로 판단된다. CMC 분자량 및 치환도가 동일한 에너지를 소비하였을 때의 섬유장 감소에 미치는 영향을 살펴본 결과 Fig. 2에서 볼 수 있듯이 치환도가 가장 낮은 CMC1의 섬유장 감소가 가장 두드러졌다. 반면 분자량이 높은 CMC4는 CMC2보다 낮은 섬유장 감소 경향을 나타내어, 분자량이 높은 CMC를 첨가할 경우 그라인딩 시 섬유장의 감소를 저하시키는 것으로 보인다.
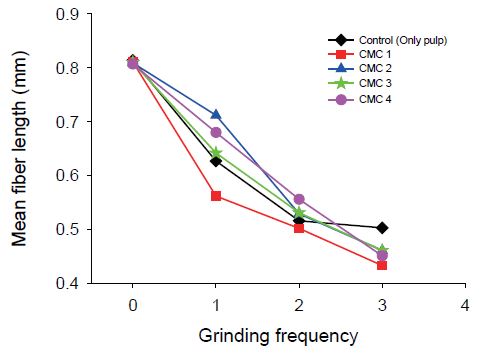
Fig. 1.
Changes in average fiber length of HwBKP as a function of grinding frequency during grinding of HwBKP with various CMCs.
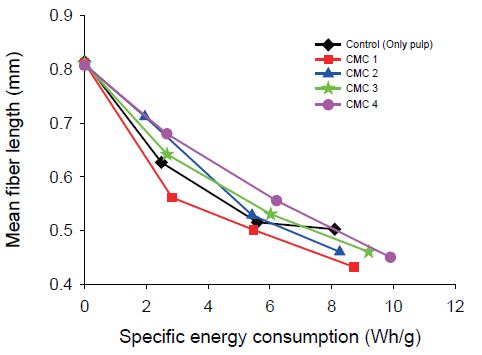
Fig. 2.
Changes in average fiber length of HwBKP as a function of specific energy consumption during grinding of HwBKP with various CMCs.
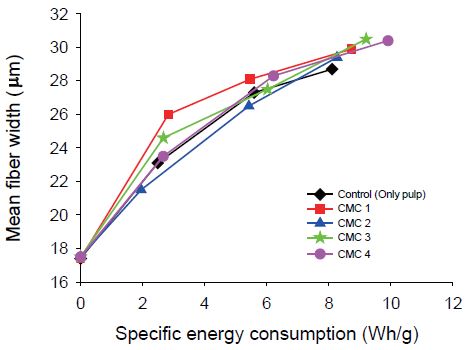
Fig. 3에서 보는 바와 같이 그라인딩 에너지가 증가함에 따라 HwBKP의 섬유폭은 섬유장의 경우와 달리 증가하였는데, 이러한 결과는 그라인딩 시 섬유가 소섬유화되는 것에 기인된 결과이다. CMC의 분자량 및 치환도에 따른 섬유폭 변화는 미첨가 시료와 거의 차이가 나지 않는 것으로 나타났다. 치환도가 가장 낮은 CMC1을 첨가한 경우 1-2 pass에서 섬유폭이 조금 더 증가되는 것으로 나타났다. CMC 분자량에 따른 뚜렷한 섬유폭 변화는 관찰되지 않았다.
3.2 CMC 첨가 유무에 따른 섬유의 소섬유화 특성 변화
3.2.1 Fibril area 및 fibril perimeter
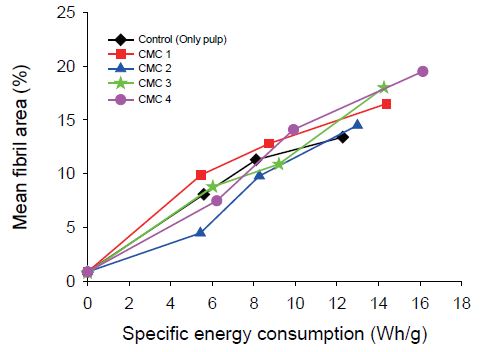
HwBKP 섬유의 그라인딩 시 첨가하는 CMC의 분자량 및 치환도가 펄프 섬유의 소섬유화 특성에 미치는 영향을 평가하기 위해 fibril area를 측정한 결과를 Fig. 4에 나타냈다. 그림에서 보는 바와 같이 CMC 첨가가 그라인딩에 의한 섬유의 fibril area 증가를 촉진시키는 것으로 나타났다. 즉, CMC 첨가에 의해 그라인딩에 의한 소섬유화가 개선되었다. 특히 분자량이 높은 CMC4를 첨가한 경우의 개선율이 가장 높게 나타났으며, CMC 치환도에 따른 뚜렷한 영향은 관찰되지 않았다. CMC는 대표적인 증점제 중의 하나로 펄프 슬러리에 첨가되어 펄프 슬러리의 점성을 높임으로써, 그라인더 통과시간을 지연시켜 기계적 처리 시간을 증가시키거나, 섬유들의 분산제로서 작용하여 그라인딩 시 섬유의 균일한 기계적 처리가 가능케 하는 것으로 볼 수 있다. 또한 음전하를 띄는 CMC가 셀룰로오스 피브릴들 사이에서 윤활제로서 작용하여 보다 균일한 섬유의 기계적 처리를 가능케 하는 것으로 볼 수 있다. 일반적으로 CMC의 분자량이 클수록 이와 같은 증점 효과는 증가할 것으로 사료된다.
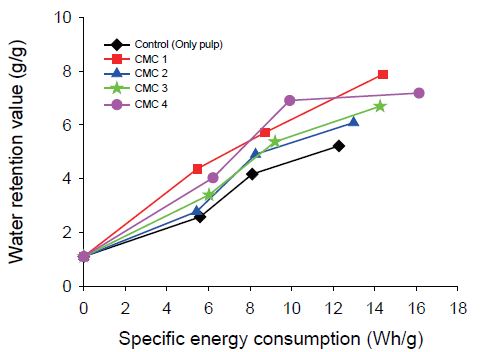
3.2.2 Water retention value(WRV)
HwBKP 섬유의 그라인딩 시 첨가하는 CMC의 분자량 및 치환도가 펄프 섬유의 소섬유화 특성에 미치는 영향을 평가하기 위해 water retention value(WRV)를 분석한 결과를 Fig. 5에 나타내었다. 그림에서 보는 바와 같이 그라인딩 에너지가 증가함에 따라 WRV가 증가되어 그라인딩에 의해 섬유가 소섬유화(fibrillation)됨을 알 수 있었으며, CMC 첨가가 의해 Control보다 뚜렷하게 WRV가 증가되는 것으로 나타났다. 즉, CMC 첨가에 의해 그라인딩 시 소섬유화가 개선되는 것으로 나타났다. 이와 같은 CMC 첨가에 의한 WRV 증가는 상기 기술된 바와 같이 CMC의 증점 및 윤활작용에 기인한 결과로 볼 수 있다. CMC 분자량 및 치환도에 따른 WRV 증가 경향을 살펴보면, CMC4와 CMC1을 첨가한 경우의 WRV 증가가 가장 높게 나타났다. 이러한 결과로 볼 때 동일한 치환도를 가지는 CMC의 경우 분자량이 높을수록, 동일한 분자량을 가지는 CMC의 경우 치환도가 낮을수록 소섬유화 개선효과가 보다 높은 것으로 판단된다.
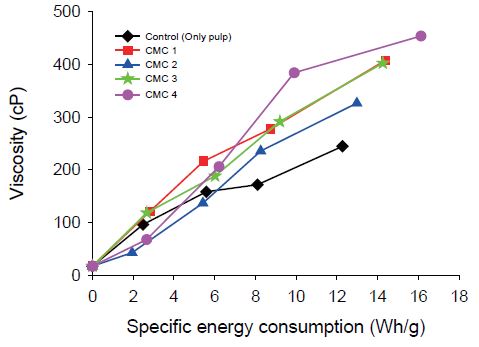
3.2.3 MFC 슬러리 점도
HwBKP 섬유의 그라인딩 시 첨가하는 CMC의 분자량 및 치환도가 펄프 섬유의 소섬유화 특성에 미치는 영향을 평가하기 위해 0.5% MFC 슬러리의 저전단 점도를 분석한 결과를 Fig. 6에 나타내었다. 그림에서 보는 바와 같이 그라인딩 에너지가 증가에 따라 MFC 슬러리의 점도 증가되었다. 특히 CMC를 첨가하여 MFC를 제조하는 경우, Control 보다 MFC 슬러리의 점도가 높게 나타나, CMC 첨가가 HwBKP의 소섬유화를 개선시키는 것으로 판단된다. 특히 분자량이 높은 CMC4를 첨가한 경우 보다 개선효과가 높은 것으로 나타났으며, 치환도 차이에 의한 뚜렷한 경향은 관찰되지 않았다. 이러한 결과로 볼 때 그라인딩 시 첨가하는 CMC의 분자량이 그라인딩 효율에 영향을 미치는 주요 인자인 것으로 판단된다. 이는 상기 기술된 바와 같이 CMC의 분자량이 클수록 증점 효과가 증가하는 것에 기인된 것으로 사료된다.
4. 결 론
본 연구에서는 CMC를 첨가하여 HwBKP를 그라인딩할 경우 첨가하는 CMC의 분자량 및 치환도가 섬유의 그라인딩 효율에 미치는 영향을 평가하였다.
CMC 첨가에 의해 그라인딩 시 fibril area, WRV, 펄프 슬러리 점도 등이 증가되어 CMC 첨가에 의해 섬유의 그라인딩 효율이 개선되었는데, 특히 분자량이 큰 CMC를 첨가한 경우의 개선효율이 가장 두드러져 CMC의 분자량이 주요인자로 작용하는 것으로 나타났다. 이는 분자량이 클수록 CMC의 증점 효과가 증가하는 것에 기인된 결과로 사료된다. 반면에 CMC의 치환도에 따른 영향은 거의 받지 않는 것으로 나타나지 않았다.
