

1. 서 론
최근 국내 종이제품 중에서 화장지나 식품용 포장지와 관련하여 국내 주요 언론매체가 형광물질의 잔류에 대해 빈번하게 보도하고 있고 이에 대한 일반 시민들의 우려가 높다. 화장지나 식품용 포장지를 제조하는 국내 제지업체에서는 제지용 형광증백제를 절대 사용할 수 없지만 이들 제품의 원료로 사용되는 고백색 종이제품에는 형광증백제가 잔류하고 있기 때문에 화장지와 식품포장지에서 빈번하게 형광물질이 검출되고 있다. 화장지와 식품용 포장지와 같이 사람의 피부와 직접적으로 접촉하는 종이제품에 잔류하는 형광물질을 완전히 차단하기 위해서는 고백색 인쇄용지뿐만 아니라 모든 종이제품에 형광증백제 사용을 억제하여야 하고 형광증백제가 포함되어 있는 종이제품을 재활용하지 않아야 한다. 그러나 현재 형광증백제가 사용되고 있는 지종에 대해 형광증백제 사용을 제한하고 종이의 재활용을 막는 것은 현실적으로 불가능하기 때문에 종이제품에 형광물질의 잔류는 피할 수 없을 것으로 판단된다. 그런데 종이제품에 잔류하는 제지용 형광증백제가 외부에 영향을 주기 위해서는 종이에서부터 외부로 전이가 이루어져야 한다. 그러나 제지용 형광증백제의 종류에 따라 분포와 특성이 다르기 때문에 종류별로 전이에 대한 조사가 무엇보다도 선행되어야 할 것으로 판단된다.
제지산업에서 종이의 백감도와 백색도를 향상하기 위해 제지산업에서는 펄프슬러리나 종이 표면에 diamino-stilbene disulfuric acid 계열의 형광증백제가 사용된다1-3). 주로 술폰기가 두 개인 다이타입 형광증백제는 섬유와 친화성이 높기 때문에 원료조성단계에서 펄프슬러리에 바로 투입된다4). 술폰기가 4개인 테트라타입 형광증백제와 6개인 헥사타입 형광증백제는 표면사이징공정과 피그먼트 코팅공정에서 각각 사용되는데 이들은 전분이나 폴리비닐알코올 등과 같은 캐리어 약품과 함께 사용된다5). 따라서 펄프슬러리에 바로 투입되는 내첨 형광증백제는 섬유와 수소결합을 하고 있고 표면처리 형광증백제는 캐리어약품과 종이 표면에 존재하는 섬유 일부와 결합을 하고 있기 때문에 형광증백제 종류별로 분포와 전이 현상이 다를 것으로 판단된다.
본 연구에서는 다이타입과 테트라타입 형광증백제로 처리된 모델 종이를 실험실적으로 각각 제조하였고 이들 종이에서 무형광 종이로 형광증백제의 전이를 분석하였다. 이를 위해 온도와 습도를 달리하여 종이를 조습처리 하였고 일정한 하중에 의한 수직압축 접촉과 반복적인 마찰에 의한 접촉에 따른 형광증백제의 전이 현상을 통계적으로 분석하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 K사로부터 내첨 형광증백제와 표면처리 형광증백제 용액을 분양받아 사용하였다. 내첨 형광증백제는 다이타입이고 표면처리 형광증백제는 테트라타입이었다. 내첨형광증백제를 함유하는 수초지를 제조하기 위해 활엽수표백크라프트펄프(HwBKP)와 침엽수표백크라프트펄프(SwBKP)를 사용하였다. 형광증백제 전이여부를 파악하기 위해 평량 95 g/m2의 종이를 H사로부터 분양받아 사용하였는데 이 지종은 식품용지로 사용되기 때문에 형광증백제를 전혀 포함하고 있지 않았다. 또한 이 종이는 표면사이징처리가 되지 않았기 때문에 테트라타입 형광증백제로 표면 처리된 모델 종이 제조 시 사이징원지로도 활용하였다.
2.2 실험방법
2.2.1 지료조성 및 내첨형광증백제를 함유한 종이제조방법
실험실용 밸리비터(Valley beater)를 이용하여 HwBKP와 SwBKP를 각각 여수도 450±10 mL-CSF로 고해를 실시하였다. 목표 고해도를 가지는 HwBKP와 SwBKP를 8:2의 비율로 혼합을 실시한 후 최종농도가 0.5%가 되도록 희석을 실시하여 지료를 준비하였다. 내첨형광증백제는 용액상태로 공급받았고 증류수를 이용하여 0.1% 농도로 희석을 실시하고 육안으로 용해가 완전히 이루어졌는지 여부를 파악한 후 사용하였다.
준비된 지료에 다이타입 형광증백제를 전건섬유대비 0.5, 1.0%로 투입하고 600 rpm으로 2분간 교반을 실시한 후 평량 100±5 g/m2의 습지필을 제작하였다. 제조된 습지필을 410±10 kPa에서 5분간 압착한 후 실험실용 실린더 건조기로 120℃ 조건에서 건조시켰다.
2.2.2 표면처리용 형광증백제로 표면처리된 종이제조
국내 제지업체인 H사에서 분양받은 평량 95 g/m2의 무형광 종이는 표면사이징 처리가 되지 않은 종이이기 때문에 본 종이를 이용하여 표면사이징을 실시하였다. 표면사이징은 산화전분과 테트라타입 형광증백제를 사용하여 실시하였다. 고형분 10%, 온도 90-95℃ 조건에서 산화전분용액을 30분간 가열호화한 후 전분호액의 온도를 50℃로 낮추고 pH 8.0-8.5로 조절하였다. pH를 조절한 후 전건전분 대비 10, 20%의 테트라타입 형광증백제를 투입한 후 최종 고형분을 10%로 조절하였다.
형광증백제를 함유하고 있는 전분호액과 실험실용 표면코팅기(SB100, Hannamchemical, Korea)를 이용하여 표면처리용 원지에 표면사이징을 실시하였다. 픽업량은 양면 4-5 g/m2으로 균일하게 조절하였다. 종이의 편면에 표면사이징을 실시한 후 송풍건조기를 사용하여 건조하였고 컬을 방지하기 위해 실린더 건조기를 이용하여 건조하였다. 이 후 뒷면에도 동일한 방법으로 표면사이징을 실시하였다.
2.2.3 형광증백제 함유 종이로부터 무형광 종이로 형광증백제 전이 방법
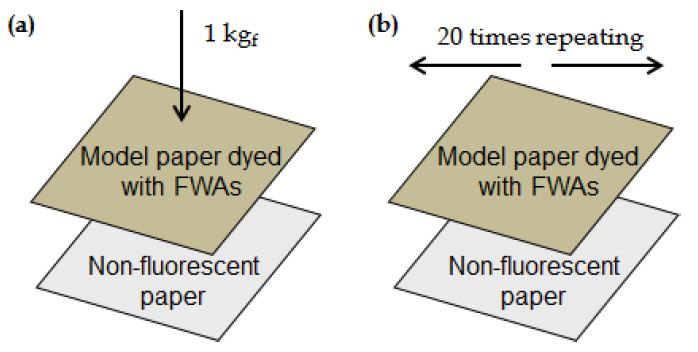
본 연구에서는 형광증백제가 함유되어 있는 종이로부터 형광증백제가 외부로 전이되는 현상을 파악하기 위해서 H사에서 분양받은 무형광 종이를 전이 대상으로 사용하였다. 형광증백제의 전이현상을 모사하기 위해 두 가지 실험방법을 설계하였는데 Fig. 1과 같이 두 종류의 종이간에 수직압축에 의한 접촉과 반복적인 마찰에 의한 형광증백제의 전이로 구분된다. 수직압축에 의한 전이실험은 형광증백제를 함유하고 있는 종이와 무형광 종이를 포개어서 항온항습기 내부에 넣은 후 1 kgf의 하중으로 눌러 준 상태에서 1, 2시간 동안 접촉을 실시하였다. 접촉시간이 지난 후 항온항습기에서 두 종류의 종이를 꺼내고 무형광 종이의 형광지수를 측정하였다. 반복되는 마찰에 의한 전이실험은 일정한 온도와 습도 조건에서 종이를 1시간 조습처리한 후 항온항습기에서 종이를 꺼내고 항온항습실로 이동한 후 빠른 시간 내에 형광증백제 함유 종이와 무형광 종이를 포갠 후 접촉면에 평행하게 20회 반복 마찰을 신속하게 진행하였다. 형광증백제의 전이 여부를 파악하기 위해 무형광 종이의 형광지수를 분석하였다. 전이 실험과정과 실험이전 종이의 함수율을 조절하기 위해 항온항습기를 일정온도와 상대습도로 조절을 하였다. 조건은 TAPPI Standard Method T402에 의거한 표준조건과 최근 3년간 국내 평균온도와 상대습도를 대한민국 기상청 데이터를 근거로 하여 Table 1과 같이 설정하였다. 각 온도와 상대습도 조건에서 조습처리된 무형광 종이의 함수율을 TAPPI Standard Method T412에 의거하여 측정하였다.
2.2.4 종이의 광학특성 측정 및 통계 분석
내첨과 표면처리 형광증백제로 각각 처리된 모델 종이의 광학특성은 분광광도기(Elrepho spectrophotometer, L&W, Sweden)를 이용하여 백감도(CIE whiteness), 백색도(ISO brightness), 형광지수(fluorescence index; FI)를 측정하였고 각 항목들의 측정조건을 Table 2에 도시하였다.
무형광 종이로 전이된 형광증백제를 정성적으로 분석하기 위해 무형광 종이의 형광지수를 측정하였는데 이는 형광증백제 함량과 높은 선형관계를 나타낸다는 선행연구6)를 근거로 하였다. 이 때 형광지수는 앞선 형광증백제가 포함된 모델 종이의 형광지수를 측정할 때와 동일한 항목과 조건에서 측정을 실시하였다.
Table 2.
Light sources for optical property measurements
| Item | Light source |
|---|---|
| Fluorescence index | D65 |
| CIE whiteness | D65 |
| ISO brightness | C |
형광증백제의 전이 여부를 정성적으로 분석하기 위해 전이 실험 전후 무형광 종이의 형광지수 변화를 분석하였고 측정값 변화의 유의성을 통계적으로 분석하기 위해 스튜어트 t검증(Student’s t test)을 실시하였다7). 우선 전이실험 이전 무형광 종이의 형광지수 측정 횟수, 평균 값, 표준편차와 전이실험 이후 동일한 측정값을 Eq. 1에 대입하여 형광증백제 처리 조건에 따라 t값을 계산하였다7). 이후 Table 3에서 볼 수 있듯이 자유도(degree of freedom)에 따른 t값과 비교하여 유의수준 95%에서 전이현상을 정성적으로 분석하였다.
(where, x is an average of fluorescence index, n is the number of fluorescence index measurement and spooled is a pooled standard deviation making use of both sets of data)
Table 3.
Values of Student’s t7)
| Confidence level(%) | Degree of freedom | t value |
|---|---|---|
| 50 | 10 | 0.700 |
| 90 | 1.812 | |
| 95 | 2.228 | |
| 98 | 2.764 | |
| 99 | 3.169 | |
| 99.5 | 3.581 | |
| 99.9 | 4.587 |
3. 결과 및 고찰
3.1 형광증백제로 내첨 및 표면 처리된 종이의 광학특성 측정
형광증백제 처리에 따른 종이의 백감도 변화를 Fig. 2에 도시하였다. 내첨 형광증백제는 전건섬유 대비 0.5% 투입하여도 백감도가 120% 이상 증가하였지만 0.5% 더 투입한 1.0% 수준에서는 120% 상승이후 약 7% 만 상승하였다. 따라서 내첨 형광증백제의 투입량이 0.5% 초과하지 않는 것이 바람직한 것으로 판단된다. 표면처리 형광증백제는 전건전분 대비 10%, 픽업량이 양면 5 g/m2 수준에서 110% 이상의 백감도를 보여주었다. 또한 표면처리용 형광증백제의 투입량이 20%로 증가하여도 백감도는 약 4% 증가하였기 때문에 표면사이징 공정에서 형광증백제의 투입량은 전건전분 대비 10%를 초과하는 것은 생산공정이나 생산원가 측면에서 바람하지 않는 것으로 판단된다. Figs. 3-4에서는 형광증백제 처리된 종이의 백색도와 형광지수를 나타냈다. 이들 측정값들은 앞선 백감도 측정결과와 동일한 경향을 보여주었다.
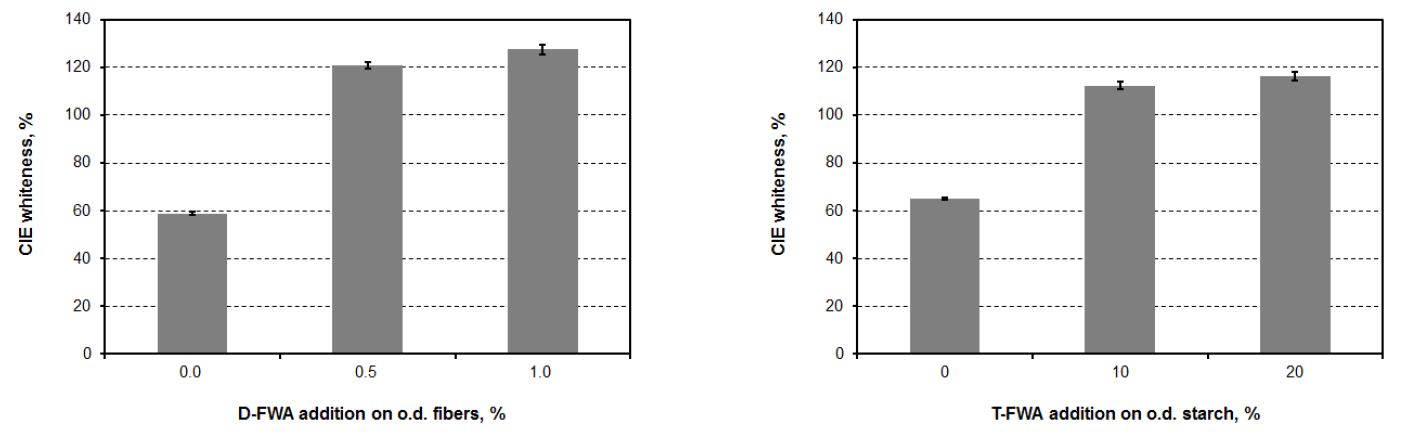
Fig. 2.
Effect of the addition and type of fluorescent whitening agent on the CIE whiteness of internal- treated (left) and surface-sized (right) papers with FWAs.
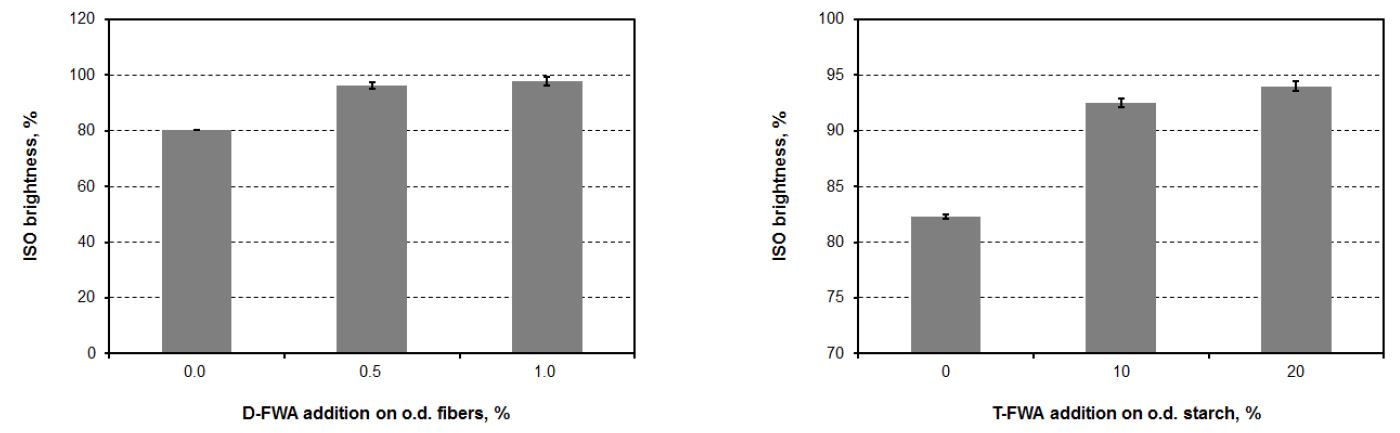
Fig. 3.
Effect of the addition and type of fluorescent whitening agent on the ISO brightness of internal- treated (left) and surface-sized (right) papers with FWAs.
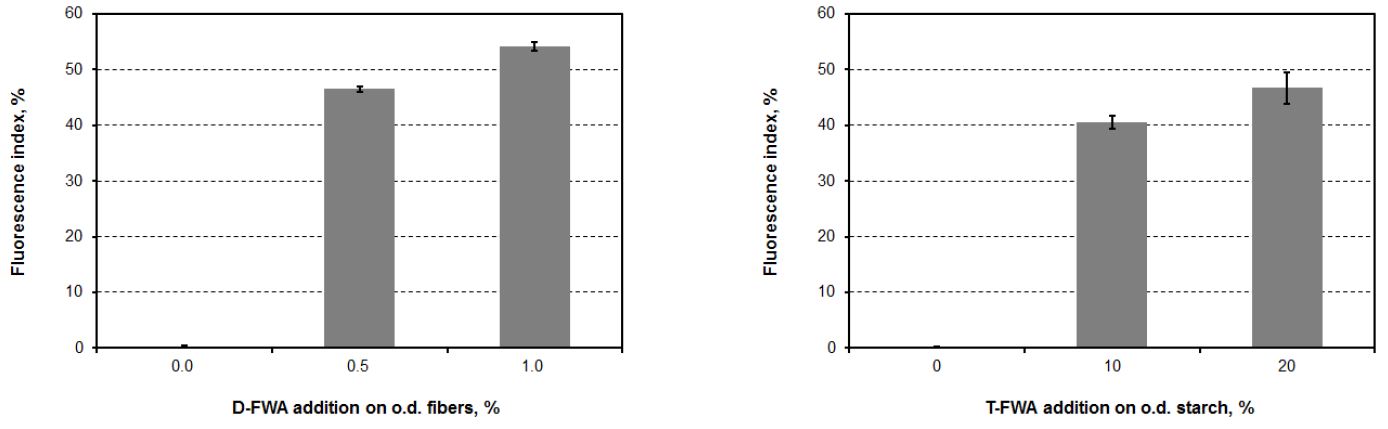
Fig. 4.
Effect of the addition and type of fluorescent whitening agent on the fluorescence index of internal-treated (left) and surface-sized (right) papers with FWAs.
본 연구에서는 형광증백제의 전이가 충분히 이루어지기 위해서는 형광증백제의 함량이 적정수준 이상이 되어야 할 것으로 판단하였다. 따라서 광학특성 측정결과로 볼 때 실험실에서 제조된 내첨과 표면 처리된 종이들은 전이실험에 사용 가능한 것으로 판단된다.
3.2 수직압축에 의한 접촉에 따른 형광증백제의 전이 분석
수직압축 접촉에 따른 형광증백제의 전이를 분석하기 위해 형광증백제를 함유하는 종이와 무형광 종이를 포갠 후 항온항습기 내부에서 1시간, 2시간 동안 1 kgf로 누른 후 무형광 종이의 형광지수를 측정하였다. 항온항습기의 온도와 습도, 처리시간에 따른 무형광 종이의 형광지수 변화를 Figs. 5-6에 도시하였다. 온도 23℃와 상대습도 50% 조건에서는 1시간동안 수직압축에 의한 접촉한 무형광 종이의 형광지수는 거의 변화가 없었다. 내첨처리된 종이와 접촉했을 때 형광증백제의 투입량이 증가하여도 무형광 종이로 전이가 거의 일어나지 않았다. 표면처리된 종이와 접촉했을 때 형광증백제 함량이 증가하여도 무형광 종이로 형광증백제 전이는 거의 관찰되지 않았다. 그러나 온도 30℃와 상대습도 50% 조건에서 접촉된 경우 무형광 종이의 형광지수는 유의하게 증가하였다. 형광증백제의 내첨과 표면처리에 관계없이 무형광 종이의 형광지수가 증가하였으나 내첨용과 표면처리용 형광증백제의 투입량이 증가하거나 접촉시간이 2시간 증가하여도 추가적인 형광지수의 상승은 관찰되지 않았다.
이러한 현상을 통계적으로 확인하기 위해 t검증을 실시하였고, 그 결과를 Tables 4-5에 도시하였다. 전이 실험 이전 무형광 종이의 자체 형광지수와 접촉 실험 이후 무형광 종이의 형광지수를 이용하여 t값을 계산하였다. 이후 유의수준 95% 조건에서 자유도가 10일 경우 t값이 2.228이기 때문에 계산된 t값이 이보다 크면 통계적으로 형광증백제의 전이가 일어난 것으로 볼 수 있다. 온도 23℃와 상대습도 50%일 때는 접촉시간이 1시간, 2시간 증가하여도 t값이 전체적으로 2.228보다 낮음을 볼 수 있었고 온도 30℃와 상대습도 70% 조건에서는 1시간 접촉시간에서도 t값이 전체적으로 2.228보다 높게 나타났다. 전이실험에 사용된 종이의 함수율을 측정하였을 때 온도 23℃와 상대습도 50% 조건에서는 종이의 함수율이 6%수준을 나타냈고 온도 30℃와 상대습도 70% 조건에서는 종이의 함수율이 9%를 보여주었다. 이는 형광증백제의 전이는 형광증백제 종류, 투입량, 접촉시간에 관계없이 종이의 함수율과 관련이 있는 것으로 판단된다.
이러한 결과로 볼 때 유의수준 95%에서 수직압축에 의한 형광증백제의 전이는 접촉시간이나 형광증백제의 종류 및 투입량보다는 종이의 함수율에 더 큰 영향을 받고 특히 형광증백제의 종류와 관계없이 형광증백제의 전이는 이루어지는 것으로 판단된다.
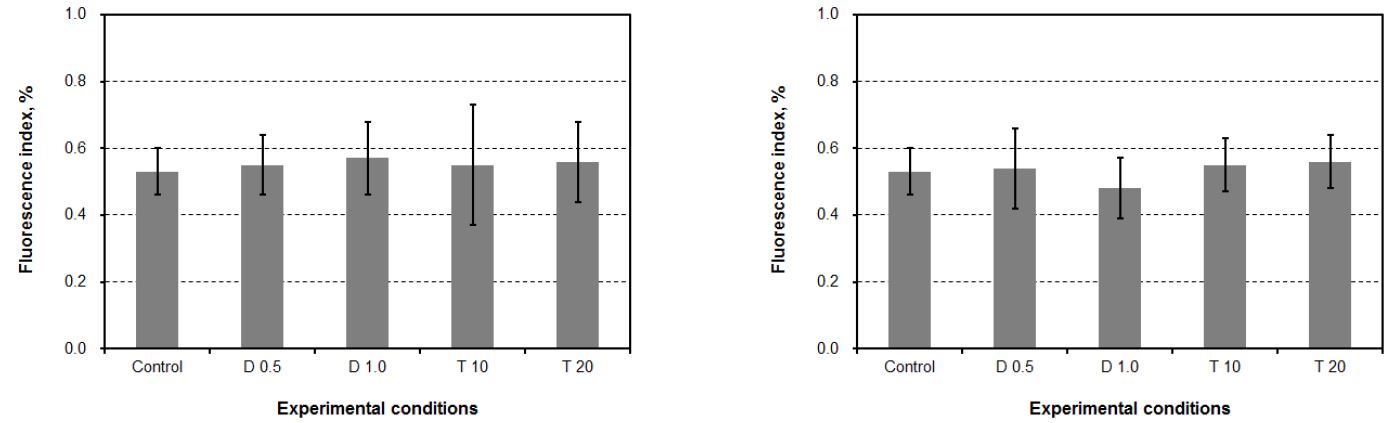
Fig. 5.
Change of the fluorescence index of non-fluorescent papers after vertical migration at 23℃ and 50% RH during 1 hour (left) and 2 hours (right).
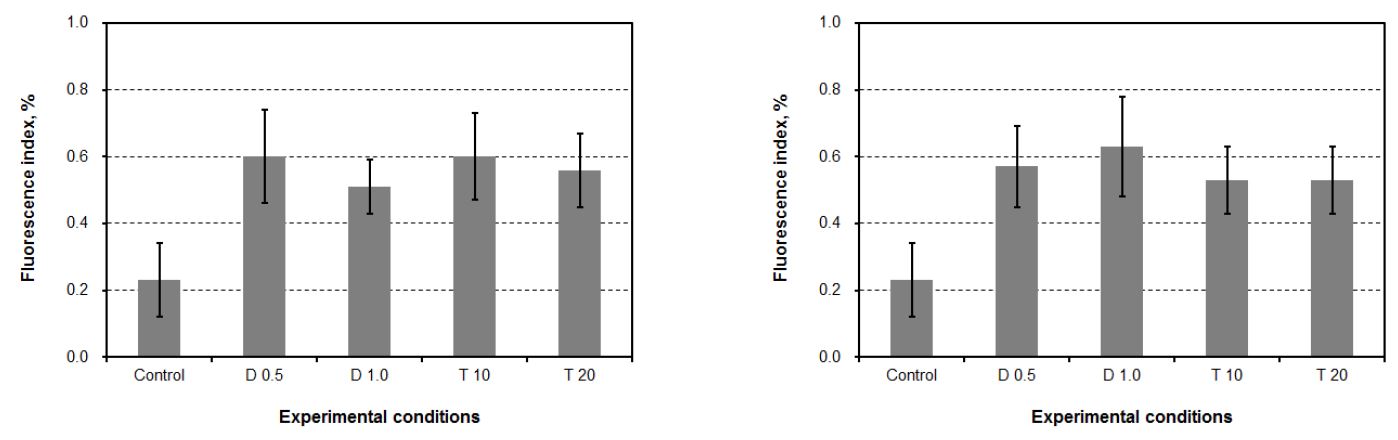
Fig. 6.
Change of the fluorescence index of non-fluorescent papers after vertical migration at 30℃ and 70% RH during 1 hour (left) and 2 hours (right).
Table 4.
Calculated value of Student’s t after vertical contact experiment during 1 hour
Table 5.
Calculated value of Student’s t after vertical contact experiment during 2 hours
3.3 마찰에 의한 접촉에 따른 형광증백제의 전이 분석
반복적인 마찰에 의한 형광증백제의 전이를 분석하기 위해 형광증백제를 함유하는 종이와 무형광 종이를 항온항습기에서 조습처리를 실시하고 항온항습기에서 꺼낸 후 두 종이를 포갠 상태에서 20회 반복적으로 문지른 후 무형광 종이의 형광지수를 측정하였다. 앞선 수직압축에 의한 접촉실험에서 제시한 바와 같이 항온항습기로 조습처리 할 경우 온도 23℃와 상대습도 50% 조건에서는 종이의 함수율이 6%를 나타냈고 온도 30℃와 상대습도 70% 조건에서는 종이의 함수율이 9%를 나타냈다. 이러한 함수율을 가지는 종이의 함수율을 유지한 조건에서 실험하기 위해 항온항습실에서 최대한 빠른 시간 내에 20회 마찰을 가하였다.
Fig. 7에서는 종이의 조습처리 조건, 형광증백제의 종류 및 투입량에 따른 무형광 종이의 형광지수 변화를 나타냈다. 온도 23℃와 상대습도 50% 조건에서도 무형광종이의 형광지수 상승이 관찰되었고 온도와 상대습도가 증가하면서 무형광 종이의 형광지수 상승은 뚜렷해졌다. Table 6에서는 마찰에 의한 접촉 이전과 이후 무형광 종이의 형광지수 간의 t값을 나타냈다. 전체적으로 살펴보면 유의수준 95%에서 조습처리 조건과 관계없이 마찰에 의해서는 무형광 종이의 형광지수가 통계적으로 유의하게 상승함을 볼 수 있었다. 형광지수 차이를 보면 온도와 상대습도가 더 높을 때 형광지수 상승이 더 높음을 볼 수 있었다. 형광증백제의 종류와 투입량에 의한 형광지수 상승 경향은 뚜렷하게 나타나지 않았다.
이러한 결과로 볼 때 반복적인 마찰에 의해서 형광증백제의 전이는 뚜렷해짐을 확인할 수 있었고 종이의 함수율 또한 형광증백제의 전이에 영향을 주는 것으로 확인할 수 있었다. 또한 앞선 수직압축에 의한 접촉과 마찬가지로 형광증백제의 종류와 투입량은 형광증백제의 전이에 추가적인 영향을 주지 않는 것으로 나타났다.
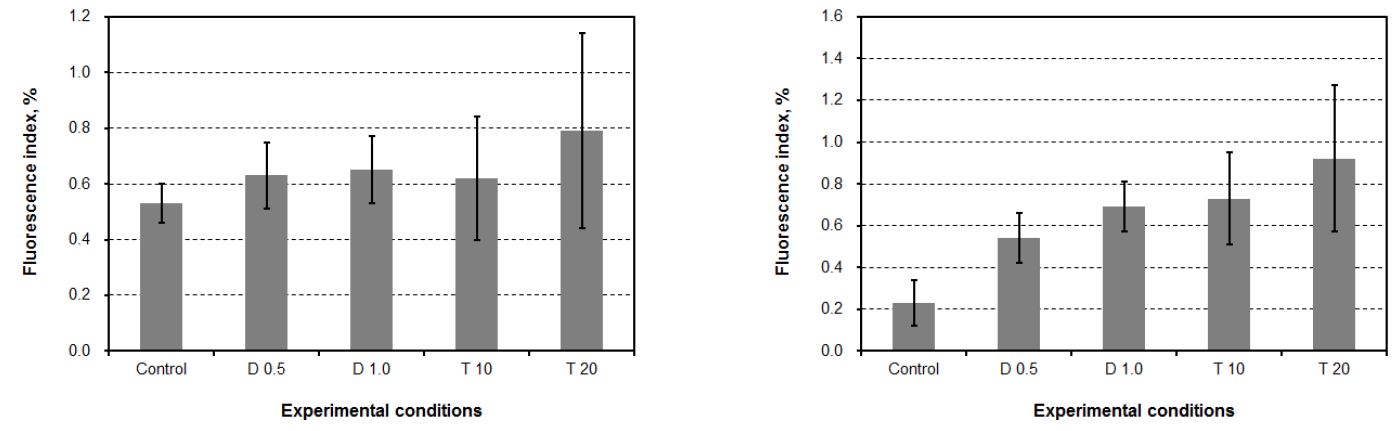
Fig. 7.
Change of the fluorescence index of non-fluorescent papers after friction migration after pretreatment of papers at 23℃ and 50% RH (left) and at 30℃ and 70% RH (right).
Table 6.
Calculated value of Student’s t after the migration by friction contact
4. 결 론
본 연구에서는 내첨형광증백제와 표면사이징용 형광증백제로 각각 처리된 모델 종이를 실험실적으로 제조하였고 이들로부터 무형광 종이로의 전이 현상을 분석하였다. 이를 위해 전이현상이 일어나는 조건을 수직압축에 의한 접촉과 반복적인 마찰에 의한 접촉으로 구분하여 실험을 실시하였고 접촉시간, 종이의 조습처리 조건, 형광증백제의 종류와 투입량의 영향을 파악하고자 하였다. 이를 위해 스튜어트 t검증을 실시하여 접촉실험 전후 측정된 무형광 종이의 형광지수 변화를 통계적으로 분석하였다.
수직압축에 의한 접촉에서는 접촉시간과 형광증백제 종류 및 투입량의 영향은 낮게 나타났고 접촉시 외부 환경에 따른 종이의 함수율 변화가 형광증백제의 전이에 가장 큰 영향을 주는 것으로 나타났다. 반복적인 마찰에 의해서는 내첨처리와 표면사이징처리에 관계없이 형광증백제의 전이가 나타났고 형광증백제의 종류와 투입량에 따른 추가적은 형광증백제의 전이는 나타나지 않았다.
따라서 종이제품에 존재하는 제지용 형광증백제의 전이는 반복적인 마찰에 의해서 가장 많이 나타나게 되고 종이의 함수율이나 전이대상이 높은 수분을 함유하고 있을 때 수직이나 마찰 접촉이 일어나게 되면 형광증백제의 종류나 함유량에 관계없이 형광증백제의 전이가 나타나는 것으로 판단된다.
