

1. 서 론
최근 제지산업은 원가절감이 가장 큰 화두이다. 제지업계에서 원가절감을 이루기 위해서 많은 방법들이 시도되고 있는데 그 중 가장 효과적인 방법은 상대적으로 비싼 펄프의 사용량을 감소시키고, 이를 상대적으로 가격이 저렴한 충전제로 대체하는 것이다.1) 충전제의 사용량을 증가시키면 부수적으로 건조 에너지를 저감시킬 수 있으며, 종이의 광학적 성질, 인쇄적성 등의 향상효과를 얻을 수 있다.2,3) 종이 내 충전제 함량이 증가하게 되면 종이의 강도가 저하된다는 것은 잘 알려진 사실이다. 이는 섬유와의 결합력이 없는 충전제가 섬유와 섬유 사이에 위치하게 되면 섬유 간 결합을 방해하기 때문이다.4)
이러한 문제점을 해결하기 위해서 여러 연구가 진행되어져 왔다. 지력증강제를 이용하거나 선응집기술,5,6) LbL 기술,7-9) 충전제 투입위치 이원화 기술,10-13) 루멘 로딩,14,15) 고분자를 이용한 충전제 표면 개질 기술16-18) 등 많은 연구가 발표되었다. 충전제 표면 개질에 주로 사용된 고분자들은 전분, 셀룰로오스, 키틴, 라텍스 등이고 이는 Shen 등16)에 의해서 잘 정리되어 보고되었다. 상대적으로 저렴한 가격과 우수한 지력증강 효과 때문에 전분이 많이 이용되어졌다. 이 기술은 전분을 겔화시키고 충전제 표면에 도포 후 건조, 분쇄하는 공정(전분-겔-코팅 개질법)을 포함하여, 제지공정에서 바로 적용하기에는 공정이 복잡한 문제점이 있다. 이 한계를 극복하기 위하여 제지공장 현장에서 충전제 슬러리에 고분자를 투입하여 충전제 표면에 고분자를 흡착, 도포하는 방법이 제시되었다. Kim 등은 경질탄산칼슘(precipitated calcium carbonate, PCC)을 양이온성 전분으로 전처리하여 동일 회분량에서 종이의 강도저하를 완화시킬 수 있음을 보고하였다.17) Choi 등은 이중고분자 시스템을 적용하였다.18) 음이온성 PAM(anionic polyacrylamide, A-PAM)과 양이온성 전분(cationic starch)을 PCC 표면에 차례로 흡착시킨 충전제를 사용하여 고충전지를 제조하고자 하였으며, 이중고분자를 표면에 흡착한 충전제를 사용하여 충전제 증가에 따른 강도 저하 현상을 완화 시킬 수 있다고 보고하였다.
고분자에 의해 도포된 충전제의 분산 상태는 종이의 광학적 및 물리적 성질에 영향을 미치는 중요한 인자이다. 충전제 입자들은 제지 공정상에서 여러 전단력에 노출되고, 입자의 응집 및 파괴, 재응집이 발생될 것이다. 여러 응집제에 의한 입자의 플록(floc) 강도와 파괴 현상은 Jarvis 등19)에 의해서 잘 정리되어 보고되었다. 고분자에 의한 입자들의 응집 및 재응집 현상은 주로 FBRM (focused beam reflectance measurement),20,21) PDA (photometric dispersion analyser), LDS (light differaction scattering) 장치22)를 사용하여 연구되어졌다. Yoon과 Deng은 전단력하에서 응집제로 사용하는 고분자의 전하밀도가 clay의 응집과 재응집에 영향을 미친다고 보고하였다.20) Rasterio 등은 가교결합에 의해 형성된 응집은 재응집율이 낮은 반면에 패치 기작에 의해 형성된 응집은 재응집이 잘 된다고 보고하였다.22) Seo 등6)은 교반속도와 고분자 첨가량이 선응집시킨 중질탄산칼슘(ground calcium carbonate, GCC)의 응집 크기와 종이 강도에 미치는 영향을 연구하였고, 교반속도를 증가시키면 응집 크기가 급격히 감소하고, GCC 응집 크기가 클수록 종이 강도에 유리하다고 보고하였다. Lee 등23)은 양이온성 전분과 음이온성 PAM으로 다층흡착된 GCC의 경우에 입자크기를 전단력을 제어하여 조절할 수 있고, 전단력 세기가 증가할수록 개질 GCC 입자 크기가 감소한다고 보고하였다.
본 연구에서는 음이온성 PAM과 양이온성 전분을 PCC 표면에 흡착시켜 충전제 표면을 개질 시 교반속도가 PCC의 응집 크기에 미치는 영향과, PCC 응집체의 크기가 종이물성에 미치는 영향을 평가하여, PCC 표면 개질 공정의 최적 공정을 선정하고자 하였다. 충전제 개질 시 교반속도를 3가지 조건으로 변화하여 응집 크기를 조절하고자 하였으며 각각의 교반속도에서의 응집체 크기와 응집체의 안정성을 비교하였다. 또한 서로 다른 크기를 갖는 개질된 충전제를 사용하여 수초지를 제조하고, 응집체 크기가 종이의 강도적, 광학적 특성과 제지 공정에 미치는 영향을 비교 분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 국내 H사에서 분양받은 활엽수 표백 크라프트 펄프(HwBKP)와 침엽수 표백 크라프트 펄프(SwBKP)를 450 mL CSF로 각각 분리고해 하여 사용하였다. 고해 후 HwBKP 80%와 SwBKP 20%의 비율로 혼합하여 사용하였다. 충전제는 농도가 약 15%인 슬러리 상태의 scalenohedral PCC를 H사에서 분양받아 사용하였으며, PCC의 평균 입경은 4.6 ㎛이었다.
충전제 표면 개질에 사용된 고분자는 음이온성 PAM과 양이온성 전분을 사용하였다. 분지형 음이온성 PAM의 평균분자량은 약 1.0×106 g/mol이었고, 전하밀도는 –3~5 meq./g이었다. 양이온성 전분은 지력증강제용을 S사에서 분양받아 사용하였고, 치환도는 0.06이었다. 보류제 시스템으로는 PAC(poly-aluminum chloride)과 음이온성 PAM, micro-polymer를 H사에서 분양받아 사용하였다. PAC의 농도는 12%, Al2O3 환산함량은 10.5%, %염기도(percent basicity)는 44.7%, pH는 4.2이었다. 보류용 음이온성 PAM은 파우더 형태로 분양받아 사용하였다. 보류용 음이온성 PAM의 평균분자량은 1.0×107~1.2×107 g/mol, 전하밀도는 –0.86 meq./g이었다. 음이온성 고분지상의 PAM인 micro-polymer는 35% 농도의 액상 형태로 분양받아 사용하였다. Micro-polymer의 평균분자량은 6.0×106~7.0×106 g/mol, 전하밀도는 –1.58 meq./g이었다.
2.2 실험방법
2.2.1 충전제 개질
충전제 표면을 개질하기 위하여 농도 15%인 PCC 슬러리에 음이온성 PAM과 양이온성 전분을 순차적으로 투입하였다. 0.1%로 희석한 음이온성 PAM은 PCC 전건 무게 대비 0.3%를 투입하였다. 음이온성 PAM을 투입하여 20분간 교반하고 양이온성 전분을 투입하였다. 양이온성 전분은 0.5%로 호화하였으며 PCC 전건 무게 대비 3.5%를 투입하였다. 양이온성 전분 투입 후 20분간 교반하였다. 교반 속도가 A-PAM과 양이온성 전분으로 도포된 충전제에 미치는 영향을 확인하기 위하여 개질된 충전제 제조 시 교반속도를 600, 1500, 3000 rpm으로 각각 달리하여 교반하였다.
2.2.2 충전제 입도 분석
각각의 교반속도별로 충전제를 개질한 후 입도 분석을 하였다. 입자 크기는 Malvern사(UK)의 Mastersizer 2000을 이용하여 측정하였다. 입도 분석 시 교반속도는 충전제 개질 시 교반속도와 유사하게 조절하였다. 각각의 속도에 맞추어 측정하였으며 시간은 약 30분간 15초 마다 측정하였다. 30분간 입도 분석을 한 후 초음파 처리를 약 10분간 하며 충전제의 입도를 분석하였다. 초음파 처리 시 진동수는 10 Hz로 조절하였다. 10분간의 초음파 처리 후 충전제 슬러리의 교반속도를 다시 개질 시 교반속도로 조절하고 다시 약 20분간 입도 분석을 하였다.
2.2.3 수초지 제조 및 종이 물성 분석
수초지 제조는 RDA (Retention and drainage analyzer)를 이용하여 평량 80 g/m2로 제조하였다. 음이온성 PAM과 양이온성 전분으로 개질된 충전제 투입량은 펄프섬유 전건대비 20, 30, 40%로 조절하였다. 수초지 제조 시 보류제 투입은 H사에서 분양받은 PAC과 보류용 음이온성 PAM, micro-polymer를 순차적으로 투입하였다. 각각의 첨가량은 펄프 전건 무게 대비 0.072%, 0.015%, 0.14%이었다.
제조된 수초지의 회분율은 회화로에서 4시간 동안 525℃에서 연소시킨 후 측정하였다. 온도 23±1℃, 상대습도 50±2%의 항온항습실에서 24시간 이상 제조된 수초지를 조습처리 후 물성을 측정하였다. 수초지의 물성은 TAPPI Test Methods에 의거하여 측정하였다. 두께(Thickness tester, TESTING MACHIENS. Inc., Canada), 인장강도(Horizontal tensile tester, L&W, Sweden), 인열강도(Elmendorf tearing tester, Thwing- Albert Instrument Co., U.S.A), 파열강도(Mullen bursting strength tester, L&W, Sweden), 내절도(MIT folding endurance tester, Tinius Olsen, USA)를 측정하였다. OpTest Equipment Inc.(Canada)의 Micro- Scanner를 이용하여 수초지의 지합을 측정하였다. Elrepho 3300(L&W, Sweden)을 이용하여 수초지의 광학적 특성을 측정하였다.
3. 결과 및 고찰
3.1 교반속도가 고분자 도포된 PCC의 응집 및 재응집에 미치는 영향
음이온성 PAM과 양이온성 전분을 이용하여 충전제 개질 시 교반속도를 다르게 하여 개질시켰다. 교반속도가 다르게 제조 된 개질충전제의 초기 입도 분포를 Fig. 1에 나타내었다. 초기 입도 분포는 Mastersizer에서 측정 시 15초에서 측정된 결과를 나타낸 것이다. 각각의 입도 분포는 D50을 측정하였다. 교반속도가 느릴수록 개질된 충전제의 초기 평균입도가 크고, 넓게 분포된 것을 확인할 수 있었다. 600 rpm에서 개질된 충전제의 경우 초기 평균 입도는 약 69.2 ㎛이었으며, 최대 입자크기가 181.9 ㎛정도로 완만한 분포를 보여주었다. 교반속도가 증가될수록 입자 분포 폭이 좁아졌다. 1500 rpm에서 개질된 충전제 경우에 평균 입자 크기는 31.7 ㎛, 최대 입자 크기는 91.2 ㎛, 3000 rpm에서 개질된 충전제의 평균 입자 크기는 18.5 ㎛, 최대입자크기는 45.7 ㎛로 감소되었다. 따라서 일정한 크기의 충전제를 얻기 위해서는 높은 교반속도에서 제조하는 것이 유리할 것으로 사료된다.
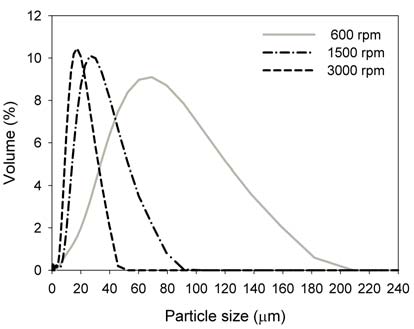
Fig. 1.
Effect of stirring speed during A-PAM/ C-starch adsorption on particle size distribution of PCC flocs.
분양받은 상태의 PCC의 평균입도는 4.6 ㎛이었다. PCC 입자가 고분자로 완전히 도포되는 경우에 충전제 입자들은 입체안정화(stearic stabilization)에 의해서 완전히 분산될 것으로 예측되었으나, 위의 입도 분석 결과는 고분자 도포에 의해서 개질된 경우 PCC 입자들이 응집하였다는 것을 보여준다. 상대적으로 전하밀도가 낮고 접착성이 강한 전분을 PCC에 도포함으로써 PCC의 응집이 발생한 것으로 사료된다. Lee 등은 고분자를 GCC 표면에 도포하여 개질하였고, 전하밀도가 높은 poly-DADMAC을 도포시킨 경우에 입자가 작게 분산하였으나, 치환도가 0.06인 양성전분으로 GCC 표면을 도포하는 경우에는 평균 입자 크기가 40 ㎛정도까지 GCC 입자가 응집하였다고 보고하였다.23)
충전제 개질 시 교반속도가 입자의 응집 및 재응집에 미치는 영향을 평가하기 위하여 전단력을 변화시키면서 약 50분 동안 입도분석을 수행하였다(Fig. 2). 초기 30분 동안은 충전제 개질 시와 동일 교반속도로 교반하였다. 교반이 진행됨에 따라 평균입도가 점차 작아졌다. 이는 응집이 일어난 충전제가 전단력에 의해서 응집이 깨지면서 안정화되기 때문으로 사료된다. 이 결과는 공정에 적용할 시 충전제를 투입 후 헤드박스까지 충전제가 이동하는 시간 동안 배관 안에서의 전단력에 의해서 충전제 플록 크기가 계속 작아질 수 있다는 것을 의미한다. 충전제 개질 시 교반속도가 작을수록 평균입자크기의 변화폭이 큰 것을 확인하였다. 600 rpm에서 제조된 충전제는 69 ㎛에서 44.4 ㎛로, 1500 rpm에서 제조된 충전제는 31.7 ㎛에서 24.6 ㎛으로, 3000 rpm에서 제조된 충전제는 18.5 ㎛에서 12.4 ㎛으로 감소하여, 각각 25.4 ㎛, 6.5 ㎛, 5.3 ㎛ 정도 감소하였다. 충전제 개질 시 초기 교반속도를 빠르게 하면 충전제 플록의 크기 변화를 최소화(즉, 안정성이 높음)시킬 수 있다고 판단된다.
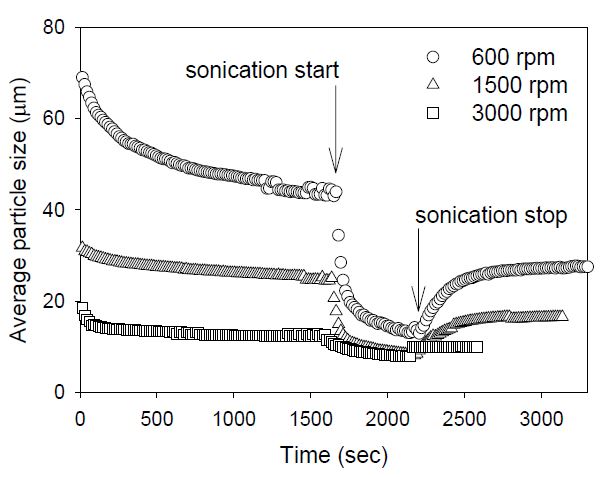
Fig. 2.
Effect of stirring speed during A-PAM/ C-starch adsorption on variations in average particle size of PCC flocs, deflocculation and reflocculation after sonication.
약 30분 정도에 입자 크기 변화가 안정화 된 후, 초음파 처리를 통하여 PCC 응집을 파괴하였다. 초음파 처리는 충전제의 평균입도를 급격히 감소시켰다. 초음파 처리 시간이 10분정도 되었을 때 다소의 차이는 있으나 8-13 ㎛정도 크기에서 충전제 응집체의 크기가 안정화 되는 것을 확인할 수 있었다. 600 rpm으로 제조된 충전제는 12.9 ㎛으로, 1500 rpm으로 제조된 충전제는 8.2 ㎛으로, 3000 rpm으로 제조된 충전제는 7.9 ㎛으로 응집되었던 충전제의 크기가 작아졌다. PCC 플록의 크기가 PCC 입자의 평균 입도(4.6 ㎛)보다 큰 크기에서 안정화 되는 것으로 보아, 개질된 충전제는 일정 크기 이하로는 응집이 깨지지 않는 것으로 사료된다. Rasteiro 등22)은 PCC 플록에 대한 초음파 처리는 플록 크기를 급격히 감소시키고, 초음파 주파수를 증가시킬수록 그 효과가 크다고 하였다. 또한 응집제의 종류 및 첨가량이 초음파 처리에 의해 파괴된 PCC 플록 크기에 영향을 미침을 보였다.
초음파 처리를 중지하고 충전제 개질 시 교반속도로 조절하여 다시 20분간 입도 분석을 실시하였다(Fig. 1). 초음파 처리를 중지한 후 PCC 플록의 크기가 증가하여 PCC 입자들의 재응집이 발생하는 것을 확인하였다. 각각 교반속도별로 입도의 크기는 14.1 ㎛에서 27.6 ㎛(600 rpm)로, 8.5 ㎛에서 16.6 ㎛(1500 rpm), 7.9 ㎛에서 10.1 ㎛(3000 rpm)으로 재응집이 일어난 것을 확인할 수 있었다. 상대적으로 높은 교반속도에서 제조된 충전제가 평형 상태에 도달하는 시간도 짧았고, 재응집 시 플록의 크기가 작았다. 위 실험결과는 고분자를 이용하여 충전제 표면 개질 시 적용한 전단력이 충전제 플록의 크기, 안정성 및 재응집에 영향을 미침을 의미한다.
3.2 PCC 개질 시의 교반속도가 수초지 물성에 미치는 영향
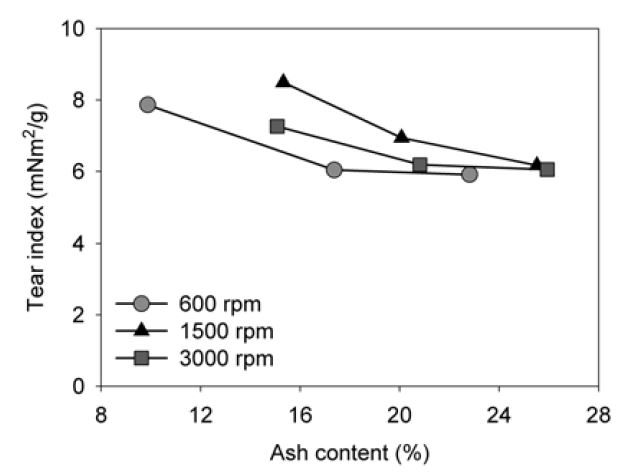
음이온성 PAM과 양이온성 전분을 PCC 표면에 흡착시켜 개질 시, 교반속도를 다르게 하여 개질된 PCC가 종이의 인장강도에 미치는 영향을 Fig. 3에 나타내었다. 인장강도는 종이 내의 회분 함량이 증가함에 따라서 감소하는 경향을 나타내었다. 3000 rpm에서 개질한 충전제로 제조한 종이의 인장강도가 가장 낮았다. 600 rpm와 1500 rpm으로 개질한 PCC를 사용하여 제조한 수초지의 인장강도는 유사하나 1500 rpm의 경우에 다소 높은 경향을 나타내었다. 인열강도 또한 회분이 증가할수록 강도가 감소되는 것을 확인하였다(Fig. 4). 인열강도의 경우도 1500 rpm에서 개질한 충전제로 제조한 종이가 가장 높았고, 600 rpm에서 개질한 충전제로 제조한 종이가 가장 낮게 나타났다. 종이의 회분율이 20% 이상으로 증가함에 따라 세 조건에서 인열강도의 차이는 감소하였다. 내절도는 1500 rpm에서 개질한 충전제로 제조한 종이의 것이 가장 높았고, 3000 rpm에서 제조한 충전제를 사용한 종이가 가장 낮게 나타났다(Fig. 5). 인열강도와 마찬가지로 회분율이 20% 이상으로 증가함에 따라 세 조건의 내절도 차이는 작아졌다.
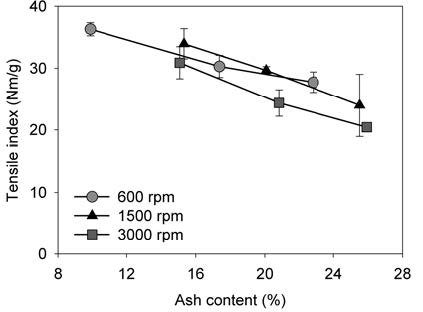
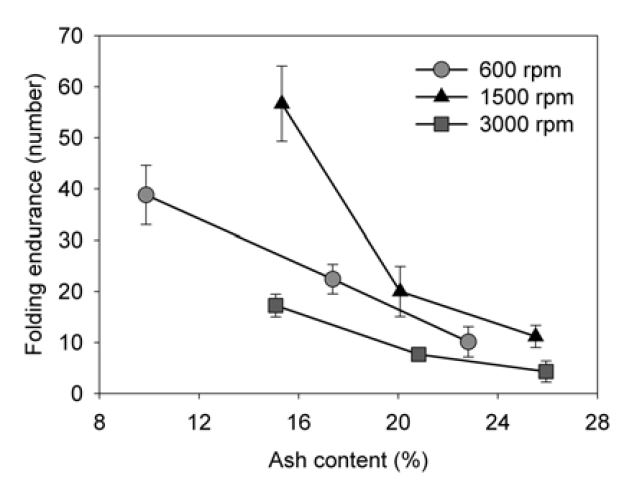
가장 강한 전단력이 적용된 3000 rpm으로 개질된 PCC를 사용한 종이의 강도가 가장 낮게 나타난 이유는 PCC 플록 크기가 가장 작아서 섬유와 섬유 사이에 고르게 분포하여 섬유 간 결합을 방해하기 때문으로 사료된다. 가장 낮은 전단력이 적용된 600 rpm으로 개질된 PCC를 사용한 경우에 가장 큰 PCC 플록이 형성되었고, 따라서 강도가 가장 높을 것으로 기대되나, 실험결과는 1500 rpm으로 개질한 충전제를 사용한 경우에 가장 우수한 강도를 나타내었다. 이 결과는 종이의 강도적 측면에서 최적 플록 크기가 존재한다는 것을 의미한다. 또한 플록크기가 너무 크면 강도에 좋지 않은 영향을 미친다는 이전의 보고6,24)와도 일치하는 결과를 보여준다.
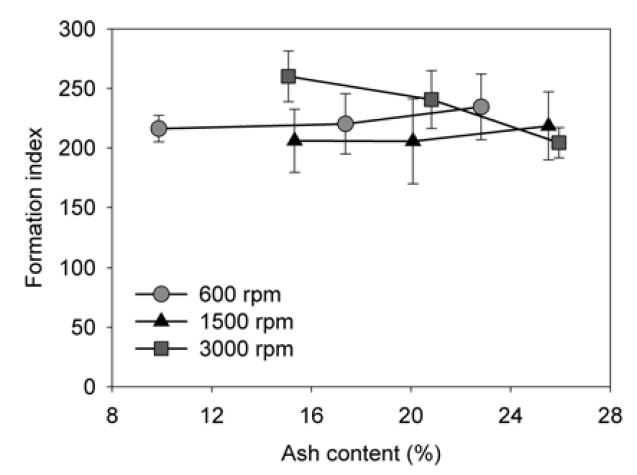
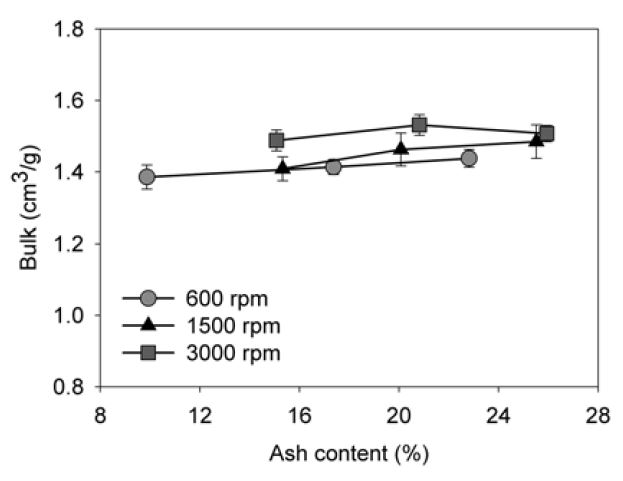
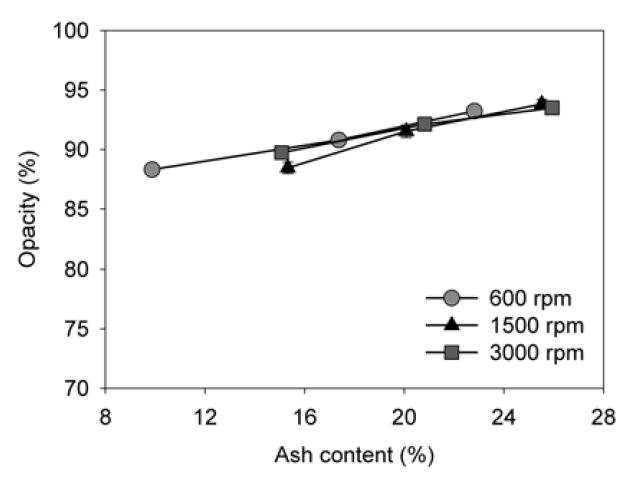
OpTest Equipment Inc.의 Micro-Scanner의 경우 수치가 높을수록 종이의 지합이 우수하다는 것을 나타낸다. 종이 회분율 20% 정도까지 3000 rpm으로 개질한 PCC를 사용하여 제조한 종이의 지합이 가장 우수하였고, 1500 rpm으로 개질한 경우 가장 낮은 지합지수를 나타내었다(Fig. 6). 그러나 세 조건 모두 지합지수가 모두 높은 수치를 기록하였으며 강도와 비교를 해 보았을 경우 지합이 종이의 강도에는 큰 영향을 미치지 않았다는 것을 의미한다. 종이 제조 시 충전제를 사용하게 되면 종이 내의 공극에 충전제가 위치하게 되고, 종이의 밀도가 높아짐에 따라 종이의 벌크는 감소하게 된다. 큰 차이는 보이지 않으나, 개질된 PCC를 사용한 경우에 종이의 회분율이 증가함에 따라 벌크가 조금 증가되었다(Fig. 7). 이는 충전제 표면을 고분자를 흡착시켜 개질시키면 종이의 벌크가 증가된다는 이전의 결과18)와 일치한다. 충전제 개질 시 교반속도가 증가될수록, 제조된 수초지의 벌크는 높게 나타났다. 충전제 개질 시 교반속도를 빠르게 하면 PCC 플록의 평균 입도가 작아졌다(Fig. 1). 이렇게 작아진 PCC 플록이 섬유와 섬유사이에 골고루 분포되고 섬유-충전제-섬유의 형태로 층을 이루어 충전제 플록 크기가 작을수록 종이의 벌크가 증가되었다고 사료된다. 불투명도는 충전제의 함량이 증가함에 따라서 증가하는 일반적인 경향을 나타내었다(Fig. 8). PCC 플록의 크기는 종이의 불투명도에는 뚜렷한 영향을 미치지 않았다고 판단된다.
4. 결 론
음이온성 PAM과 양이온성 전분을 순차적으로 PCC 표면에 흡착시켜 개질을 실시할 때 교반속도가 응집 및 재응집 거동에 미치는 영향과 교반속도를 다르게 하여 개질된 PCC가 수초지 물성에 미치는 영향에 대하여 평가하였다. 개질 시 교반속도는 PCC 플록의 크기 및 안정성과 플록 파괴 후 재응집 시 플록의 크기에 영향을 미치는 것으로 판단된다. 개질 시 교반속도를 빠르게 하면 할수록 초기 생성되는 PCC 플록의 크기는 작았고, 교반속도가 느려질수록 PCC 플록 크기가 컸다. 개질된 충전제에 동일한 전단력을 계속 가하게 되면 평균 입도가 작아지다 평형상태에 도달하였다. 또한, 개질 시 전단속도가 느릴수록 전단력 하에서 플록크기 변화가 크게 나타났다. 즉, 개질 시 교반속도를 빠르게 할수록 개질되는 PCC 플록의 안정성은 높아진다고 판단된다.
PCC 개질 시 교반속도는 수초지의 강도에 영향을 미쳤다. 수초지의 물성은 충전제 플록의 크기가 작을수록 강도가 낮아지는 것을 확인하였다. 또한 플록크기가 너무 크면 강도를 저하시켜서, 수초지의 강도적 측면에서 보면 최적 플록크기가 존재하는 것으로 판단된다. 이는 개질 시 교반속도를 제어하여 조절할 수 있을 것으로 사료된다.
