

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 실험방법
3. 결과 및 고찰
3.1 건조 온도가 CMC/전분 용액의 건조 효율에 미치는 영향
3.2 건조 온도가 SAP의 형태 및 내부 구조에 미치는 영향
3.3 건조 온도가 수분 흡수 거동 및 최대 흡수량에 미치는 영향
3.4 건조 온도가 겔 안정성 및 점탄성 거동에 미치는 영향
4. 결 론
1. 서 론
고흡수성 고분자(superabsorbent polymer, SAP)는 자체 질량 수백 배 이상의 수분을 흡수·보유할 수 있는 고분자 소재로서 기저귀·생리대·요실금 제품과 같은 위생용품을 비롯하여 토양 개질제 등 농업용품, 상처 드레싱 등 의료용품, 트레이 흡수 패드와 같은 식품·포장용품에 이르기까지 다양한 분야에서 활용되고 있다[1,2,3]. 현재 상용 SAP는 주로 폴리아크릴산(polyacrylic acid) 및 폴리아크릴레이트(polyacrylate) 계열의 석유계 고분자를 기반으로 하며[3], 이들 소재는 제한적인 생분해성과 함께 토양 환경에서의 풍화·열화 과정 중 미세플라스틱 유사 잔존물(microplastic-like fragments)을 형성할 가능성이 보고되고 있다[4]. 이에 따라 재생 가능하고 생분해성이 우수한 바이오 기반 친환경 SAP로의 전환 필요성이 지속적으로 제기되고 있다[5].
바이오 기반 SAP에 대한 연구는 주로 고분자 조성의 다양화 및 화학적 가교제 도입을 통한 네트워크 강화 전략에 초점을 두어 진행되어 왔다[6,7]. 한편, 건조 조건, 특히 건조 온도가 하이드로겔의 미세구조와 점탄성 거동에 미치는 영향은 polyvinyl alcohol (PVA) 기반 하이드로겔이나 가역적 결합을 포함하는 다양한 고분자 겔 시스템에서 보고된 바 있다[8,9,10]. 그러나 이들 연구의 대부분은 화학적 또는 동적 공유결합에 의해 사전에 형성된 네트워크를 대상으로 건조 후의 구조 재편성이나 기계적 응답을 분석한 경우에 해당한다.
본 연구에서는 생분해성 소재인 carboxymethyl cellulose (CMC)와 전분(starch)을 기반으로, 저고형분(≤2 wt%) CMC/전분 용액을 몰드에 주입한 뒤 건조 및 분쇄 공정을 통해 다공성 구조의 SAP를 제조하고자 하였다. 이렇게 제조된 CMC/전분 기반 SAP는 화학적 가교제 없이 건조하여 형성되는 물리적 네트워크 시스템으로, 네트워크 안정성이 수소결합, 정전기적 상호작용 및 사슬 얽힘과 같은 물리적 결합에 의존한다[11]. 이러한 시스템에서는 건조 과정이 단순한 탈수 단계가 아니라, 수분 제거 속도, 모세관 응력, 고분자 사슬 재배열 및 결합점 재형성을 통해 네트워크의 고정화와 조밀화를 결정하는 핵심 구조 형성 단계로 작용할 가능성이 크다[10,12]. 특히 저고형분 조건에서는 제거해야 할 수분의 비율이 매우 높아, 건조 속도와 온도에 따른 수분 이동 및 사슬 재배열의 차이가 최종 공극 구조와 겔 물성에 직접적으로 반영될 가능성이 크다.
그럼에도 불구하고, 동일한 조성 및 제조 조건에서 건조 온도만을 독립 변수로 설정하여, 저고형분·무화학가교 CMC/전분 기반 물리적 네트워크 SAP의 구조–물성 상관관계를 체계적으로 분석한 연구는 충분히 보고되어 있지 않다[8,9,12]. 또한 저농도 공정에서는 건조 공정이 제거 수분량 측면에서 에너지 소비와 생산성에 직접적으로 연계되므로[13], 건조 온도는 공정 효율과 최종 물성을 동시에 좌우하는 핵심 공정 변수라 할 수 있다.
따라서 본 연구에서는 1.5 wt% CMC/전분 수용액을 몰드에 주입한 후 서로 다른 온도(60–105°C)에서 건조하여 SAP를 제조하고, 건조 온도가 미세구조 고정화 및 네트워크 조밀화에 미치는 영향을 규명하고자 하였다. 이를 위해 건조 효율, 미세구조, 수분 흡수 거동, 원심분리 보수능, 겔 분율 및 팽윤 상태에서의 점탄성 특성을 종합적으로 평가하였다. 본 연구는 건조 공정을 공정–구조–성능 연계 관점에서 재해석하고, CMC/전분 기반 친환경 SAP의 용도 맞춤형 건조 전략 수립을 위한 기초 자료를 제공하고자 한다.
2. 재료 및 방법
2.1 공시재료
분자량 6,400 g/mol, 치환도(degree of substitution, DS) 0.6–0.8, 점도(viscosity, 1% in H2O at 25°C)는 10,000 cPs인 CMC는 A사로부터 제공받아 사용하였다. 전분은 치환도 0.08인 분말 형태의 양성 전분을 S사로부터 제공받아 사용하였다. SAP의 팽윤 특성을 평가하기 위해 염수(0.9 wt% NaCl, saline water)를 제조하여 사용하였으며, 염수 제조에 사용된 염화소듐(sodium chloride, 99.5%)은 대정화금에서 구매하였다.
2.2 실험방법
2.2.1 CMC/전분 기반 고흡수성 소재 제조
CMC/전분 기반 SAP 제조 시 건조 온도가 물성에 미치는 영향을 평가하기 위해 Table 1에 제시된 조건에 따라 분말형 고흡수성 소재를 제조하였다. CMC는 60°C의 증류수에 투입한 후 1,000 rpm에서 1시간 동안 교반하여 용해하였다. 양성 전분은 80°C의 증류수에 투입하여 550 rpm에서 1시간 동안 교반하여 호화시켰다. 전분 용액의 온도를 60°C로 조절한 뒤 CMC 용액에 첨가하고 1시간 동안 추가 교반하여 균일한 CMC/전분 혼합 용액을 제조하였다. 제조된 CMC/전분 용액을 원형 트레이(높이 2 cm, 직경 8.5 cm)에 주입한 후, 설정된 온도의 오븐 드라이어에서 질량 변화가 더 이상 관찰되지 않을 때까지 건조하였다. 건조된 필름은 실험용 분쇄기(Electric grinder, BioloMix, China)를 이용하여 분쇄한 후, 체(sieve)를 사용하여 40–80 mesh (180–425 µm) 범위로 분급하였다.
Table 1.
Preparation conditions for CMC/starch-based superabsorbent polymers
2.2.2 CMC/전분 용액의 건조 효율 분석
건조 온도가 CMC/전분 용액의 건조 효율에 미치는 영향을 평가하기 위해, CMC와 전분을 7:3 비율로 혼합한 용액 40 g을 원형 알루미늄 접시(높이 1.5 cm, 직경 3 cm)에 주입하였다. 시료는 설정된 온도의 오븐 드라이어에서 건조하였으며, 30 min 간격으로 꺼내어 질량을 측정하였다. 각 시간에서의 고형분 함량은 Eq. (1)에 따라 계산하였다.
여기서, Wr은 일정 시간 건조 후 시료와 알루미늄 접시의 질량(g), Wdish는 알루미늄 접시의 질량(g), Wd는 시료의 전건 질량(g)이다.
2.2.3 고흡수성 소재 특성 분석
CMC/전분 기반 고흡수성 소재의 내부 미세구조는 필름 형태의 시료를 파단하여 얻은 단면을 field emission scanning electron microscope (FE-SEM; JSM-7900F, JEOL, Japan)을 이용하여 관찰하였고, 가속전압(acceleration voltage)은 5.0 kV로 설정하였다.
CMC/전분 기반 고흡수성 소재의 수분 흡수량은 U.S. Environmental Protection Agency (EPA)에서 제시한 티백법 프로토콜[14]에 따라 평가하였다. 분말형 SAP 시료 0.1 g을 7.5 cm × 8.5 cm 크기의 식품용 티백에 넣은 후 증류수(distilled water, DW) 또는 염수(0.9 wt% NaCl, saline water, SW)에 일정 시간 동안 침지시켜 측정하였다. 초기 흡수 거동은 초기 60 min 동안 정해진 시간 간격으로 티백을 DW 또는 SW에서 꺼내어, 중력 탈수에 의해 10 min 동안 표면 잔존 수분을 제거한 후 무게를 측정하여 평가하였다. 수분 흡수량은 Eq. (2)에 따라 계산하였다. 최대 팽윤률은 시료를 24시간 동안 침지한 후 측정하였다.
여기서, Ws는 일정 시간 동안 팽윤된 시료의 질량(g)이며, Wd는 시료의 전건 질량(g)이다.
고흡수성 소재의 보수능은 원심분리 후 시료의 수분 보유 능력인 centrifuge retention capacity (CRC)를 측정하여 평가하였다[15]. 수분 흡수량 측정과 동일한 방법으로 전건 시료 0.1 g을 식품용 티백에 넣어 증류수 또는 염수에 15 min 동안 침지하여 팽윤시킨 후 평가하였다. 팽윤 직후 원심분리기(Combi-408, Hanil Science Industrial, Korea)를 이용하여 300 G에서 10 min 동안 원심분리 하였으며, CRC는 Eq. (3)에 따라 계산하였다.
여기서, Wc는 원심분리 후 티백과 SAP 시료의 질량(g), Wb는 티백의 전건 질량(g), Wd는 SAP 시료의 전건 질량(g)이다.
고흡수성 소재의 겔 분율(gel fraction)은 불용성 겔 네트워크의 분율을 평가하기 위해 측정하였다[15,16]. 각 시료 0.1 g을 100 mesh 체(sieve)에 올린 후, 시료가 증류수에 완전히 잠기도록 충분한 양의 물을 첨가한 뒤, 상온에서 60 min 동안 팽윤 및 용출을 수행하였다. 이후 시료를 오븐 드라이어에 넣어 105°C에서 24시간 동안 건조하였다. 건조 후 잔류 시료의 질량을 측정하고, Eq. (4)를 이용하여 gel fraction을 계산하였다.
여기서, W0은 초기 SAP 시료의 전건 질량(g)이고, Wins은 침지·용출 후 측정된 SAP의 불용성 부분의 전건 질량(g)이다.
CMC/전분 기반 고흡수성 소재의 겔 강도는 SAP 0.1 g을 증류수 10 mL에 넣어 15 min 동안 팽윤시킨 후 레오미터(Discovery HR20, TA Instruments, USA)을 이용하여 측정하였다. 측정에는 직경 40 mm의 평행판(parallel-plate) 지오메트리를 사용하였으며, 모든 유변학적 분석은 실온(약 20–25°C)에서 수행하였다. 시료의 점탄성 특성은 gap 간격 200 µm 조건에서 평가하였다. Amplitude sweep은 주파수 10 rad/s에서 변형률(strain) 0.01–100% 범위로 수행하여 선형 점탄성 영역(linear viscoelastic region, LVE)을 확인하였다. 이후, LVE 범위 내의 일정 변형률 조건에서 주파수 0.1–120 rad/s 범위로 frequency sweep을 수행하여 저장탄성률(G′)과 손실탄성률(G″)의 주파수 의존성을 분석하였다.
3. 결과 및 고찰
3.1 건조 온도가 CMC/전분 용액의 건조 효율에 미치는 영향
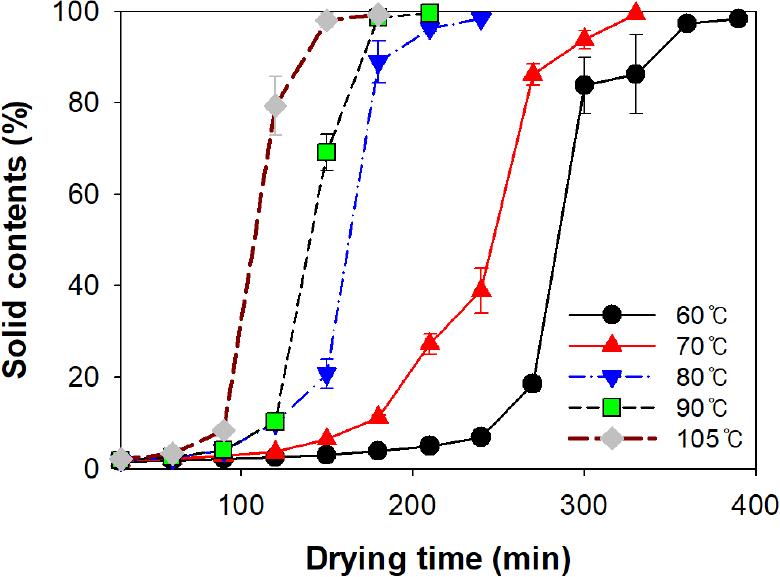
Fig. 1은 서로 다른 건조 온도 조건(60–105°C)에서 시간에 따른 CMC/전분 용액의 고형분 함량 변화를 나타낸 것이다. 건조 온도가 증가함에 따라 고형분 함량이 더 빠르게 증가하는 경향을 보였으며, 이는 수분 증발 속도가 온도에 의해 크게 지배됨을 의미한다. 60°C 조건에서는 고형분 함량이 98%까지 도달하는 데 약 380 min이 소요된 반면, 105°C 조건에서는 약 150 min 내에 동일한 고형분 함량에 도달하여 현저히 빠른 건조 속도를 나타냈다. 이러한 결과는 건조 온도 상승에 따라 표면 증발뿐만 아니라 내부 수분의 확산 및 이동이 동시에 가속되었기 때문으로 해석될 수 있다. 반면, 상대적으로 저온 조건에서는 초기 건조 속도가 느리고 고형분 증가 기울기가 완만하게 나타났으며, 이는 건조 과정 동안 고분자 네트워크 고정화가 상대적으로 완만하게 진행되고, 수축 거동 또한 완만할 가능성을 시사한다.
3.2 건조 온도가 SAP의 형태 및 내부 구조에 미치는 영향
Fig. 2는 다양한 건조 온도에서 제조된 CMC/전분 기반 SAP의 입자 형태 및 단면 구조를 주사전자현미경(SEM)으로 관찰한 결과이다. Fig. 2A는 60°C에서 건조 후 분쇄된 SAP의 외형을 나타내며, 물리적 분쇄에 의해 형성된 불규칙하고 각진 파쇄 입자의 형태가 관찰된다. 건조 온도에 따른 입자 외형의 뚜렷한 차이는 관찰되지 않아, 본 논문에서는 60°C 시료를 대표적으로 제시하였다. Fig. 2B–D는 각각 60°C, 80°C, 105°C에서 건조된 흡수 소재 필름의 단면을 보여준다. 모든 시료에서 수 마이크로미터 크기의 명확한 개방형 공극(open pore)은 관찰되지 않았으며, 전반적으로 치밀한 고분자 매트릭스 구조가 확인되었다. 이는 1.5 wt%의 저농도 용액을 열풍 건조하는 과정에서 수분이 제거되면서 모세관 응력과 고분자 사슬 수축이 동시 작용하여 고분자 네트워크가 조밀화·응집되었기 때문으로 판단된다[10,17]. 이러한 구조는 동결건조나 기공 형성제를 이용해 제조된 다공성(macroporous) SAP[18]과는 뚜렷이 구별되는 특성이다.
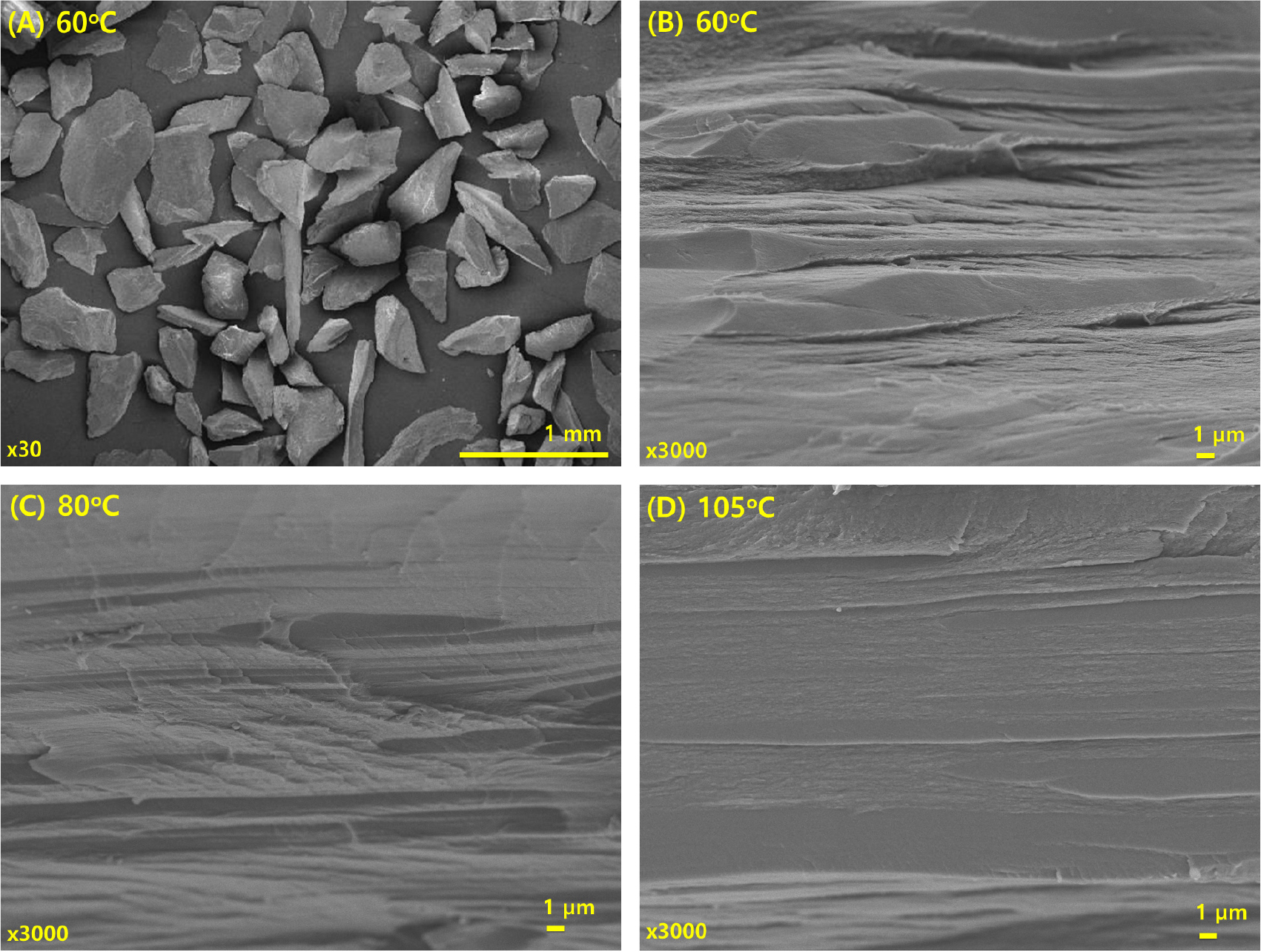
60°C와 80°C에서 건조한 시료(Fig. 2B and C)에서는 층상(Layered) 구조가 비교적 뚜렷하게 관찰되었다. 이는 완만한 건조 조건에서 고분자 사슬이 수분 증발 방향을 따라 재배열될 수 있는 시간적 여유가 확보되었기 때문으로 해석된다[17]. 반면, 105°C에서 건조한 시료(Fig. 2D)는 층상 구조가 상대적으로 덜 뚜렷하고, 보다 균질하고 평탄한 단면을 나타냈다. 이는 급격한 수분 제거로 인해 고분자 사슬의 운동성이 빠르게 제한되면서, 네트워크가 충분히 배열되기 전에 고정화(immobilization)되었기 때문으로 판단된다[10,17]. 이러한 결과는 건조 속도의 제어가 SAP의 내부 미세구조적 균질성에 중요한 영향을 미침을 의미한다.
3.3 건조 온도가 수분 흡수 거동 및 최대 흡수량에 미치는 영향
Fig. 3은 다양한 건조 온도에서 제조된 CMC/전분 기반 SAP의 시간에 따른 수분 흡수 거동과 최대 흡수량을 나타낸 것이다. Fig. 3A는 증류수 조건에서의 흡수 거동을 보여주며, 모든 시료에서 초기 수 분 이내에 급격한 흡수가 진행된 후 점진적으로 평형에 도달하는 전형적인 SAP의 흡수 거동[15,19,20]이 관찰되었다. 초기 흡수 구간(약 1–10 min)에서는 건조 온도에 따른 흡수량 차이가 크지 않았으나, 시간이 경과함에 따라 건조 온도가 낮을수록 흡수량이 증가하는 경향이 뚜렷해졌다. 흡수 시간 60 min에서, 60°C에서 건조한 SAP는 226 g/g의 가장 높은 증류수 흡수량을 보였으며, 105°C에서 건조한 시료는 144 g/g으로 가장 낮은 증류수 흡수량을 나타냈다.
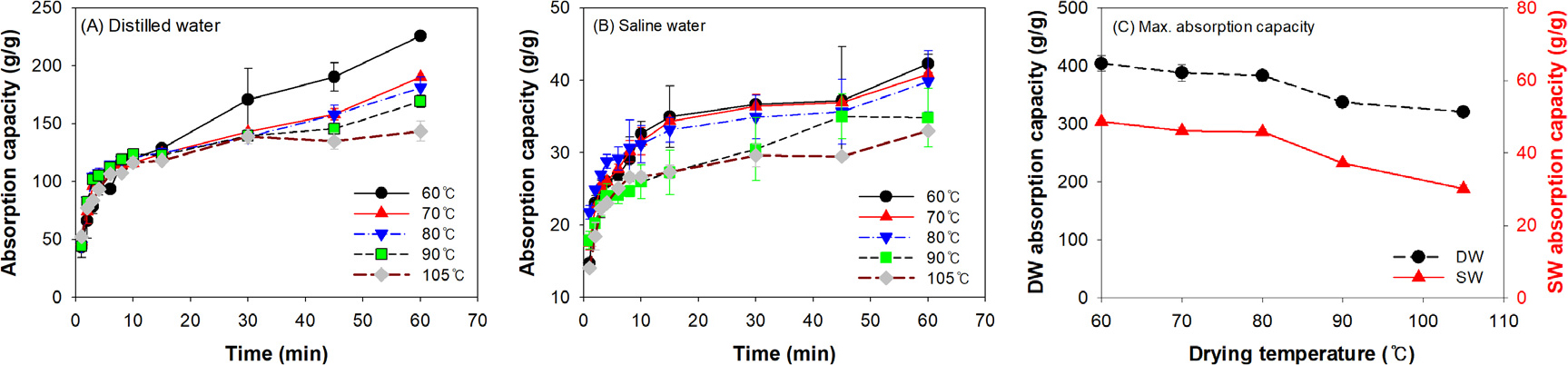
Fig. 3B는 염수(0.9 wt% NaCl) 조건에서의 흡수 거동을 나타낸다. 염수 조건에서는 용액 내 이온에 의한 전하 차폐 및 삼투압 감소로 인해 전체적인 흡수량이 증류수 대비 현저히 감소하였다[2,3,15]. 그럼에도 불구하고, 건조 온도에 따른 상대적 경향은 유사하게 나타났으며, 저온에서 건조한 시료가 고온에서 건조한 시료보다 다소 높은 흡수량을 유지하였다. 흡수 시간 60 min에서, 건조 온도를 60°C로 설정한 SAP가 가장 높은 염수 흡수량(42 g/g)을 나타낸 반면, 105°C에서 건조한 시료는 가장 낮은 염수 흡수량(33 g/g)을 보였다.
Fig. 3C는 건조 온도에 따른 증류수 및 염수의 최대 흡수량을 보여준다. 최대 흡수량은 건조 온도가 증가할수록 점진적으로 감소하는 경향을 보였다. 증류수의 경우에 60°C에서 건조한 SAP가 404 g/g으로 가장 높은 증류수 최대 흡수량을 보였다. 염수의 경우에도 60°C에서 건조한 SAP가 49 g/g으로 가장 높은 염수 최대 흡수량을 보였다. 이러한 결과는 고온 건조 시 고분자 네트워크가 보다 조밀하게 고정화되고 공극 구조가 수축되어 자유 팽윤에 필요한 공간이 제한되었기 때문으로 사료된다[9,10,12].
3.4 건조 온도가 겔 안정성 및 점탄성 거동에 미치는 영향
Fig. 4A는 건조 온도를 변화시켜 제조된 CMC/전분 기반 SAP들의 centrifuge retention capacity (CRC)를 증류수(DW) 및 염수(SW) 조건에서 비교한 결과를 보여준다. 증류수 조건에서 CRC는 건조 온도 80°C 이하에서는 완만하게 증가하다가, 90°C 이상에서 급격히 증가하여 105°C에서 약 90 g/g 수준에 도달하였다. 이는 고온 건조로 제조된 SAP가 원심분리와 같은 외력 하에서도 흡수된 수분을 더 효과적으로 유지할 수 있음을 의미한다. 반면, 60–70°C에서 건조된 SAP는 증류수 흡수량은 상대적으로 높았으나(Fig. 3A 참조), 저온 건조 시 형성된 겔 네트워크가 느슨하고 결합점 밀도가 낮아 외력이 가해질 경우 수분이 쉽게 배출됨에 따라, 원심분리 후 보유되는 수분량이 감소하여 CRC가 낮게 나타난 것으로 판단된다.
염수 조건에서는 모든 시료에서 CRC가 증류수 조건보다 현저히 감소하였다. 이는 Na+ 및 Cl- 이온에 의한 CMC 사슬의 전하 차폐로 삼투압 구동력이 감소하여 염수의 흡수량이 낮았기(Fig. 3B) 때문으로 판단된다. 특히 고온 건조된 SAP 시료의 경우, 팽윤 단계에서 흡수된 수분량 자체가 낮아서, 겔 네트워크의 구조적 안정성은 상대적으로 높더라도 최종적으로 보유 가능한 수분량이 작아 CRC 값이 낮게 나타난 것으로 판단된다. 이는 CRC가 단순히 겔 강도뿐 아니라, 초기 흡수량에 의해서도 크게 영향받음을 의미한다.
Fig. 4B는 건조 온도가 제조된 SAP의 겔 분율에 미치는 영향을 보여준다. 겔 분율은 60°C에서 55% 정도로 가장 낮았으며, 건조 온도가 증가함에 따라 점진적으로 증가하여 105°C에서는 약 74%에 도달하였다. 겔 분율은 팽윤 후에도 용출되지 않고 남아 있는 불용성 고분자 네트워크의 비율을 의미하므로, 이는 건조 온도가 증가함에 따라 네트워크 고정화 및 조밀화가 강화되었음을 보여준다. 고온 건조 조건에서의 빠른 수분 증발 과정에서 모세관 수축과 고분자 사슬 간 거리 감소가 동시에 발생하여, 물리적 결합점 및 사슬 얽힘이 보다 효과적으로 발생한 것으로 사료된다. 이러한 겔 분율의 증가는 CRC 결과와 정성적으로 일치하며, 고온 건조가 겔의 불용성 네트워크 형성에 유리한 공정임을 의미한다.
Fig. 4C는 건조 온도를 변화시켜 제조된 SAP를 15 min 팽윤 후, amplitude sweep을 평가한 결과를 보여준다. 90°C 및 105°C의 고온 조건에서 건조된 시료는 선형 점탄성 영역(LVE)에서 높은 저장탄성률(G′)을 보였으나, 변형률이 증가하면 G′가 급격히 감소하는 거동을 나타냈다. 이는 국부적으로 조밀한 네트워크가 형성되어 변형 순응성이 제한되고, 큰 변형하에서는 결합점 붕괴가 비교적 쉽게 발생함을 의미한다. 반면 60–70°C의 저온 조건에서 건조된 시료는 LVE 영역에서의 G′값은 낮았으나, 비교적 넓은 변형률 범위까지 G′가 안정적으로 유지되었다. 이는 저온 건조 시 형성된 네트워크가 보다 유연하고 변형 순응적인 구조를 가져, 큰 변형 하에서도 국부적인 결합점 붕괴없이 점진적인 응력 완화가 가능한 구조임을 의미한다.
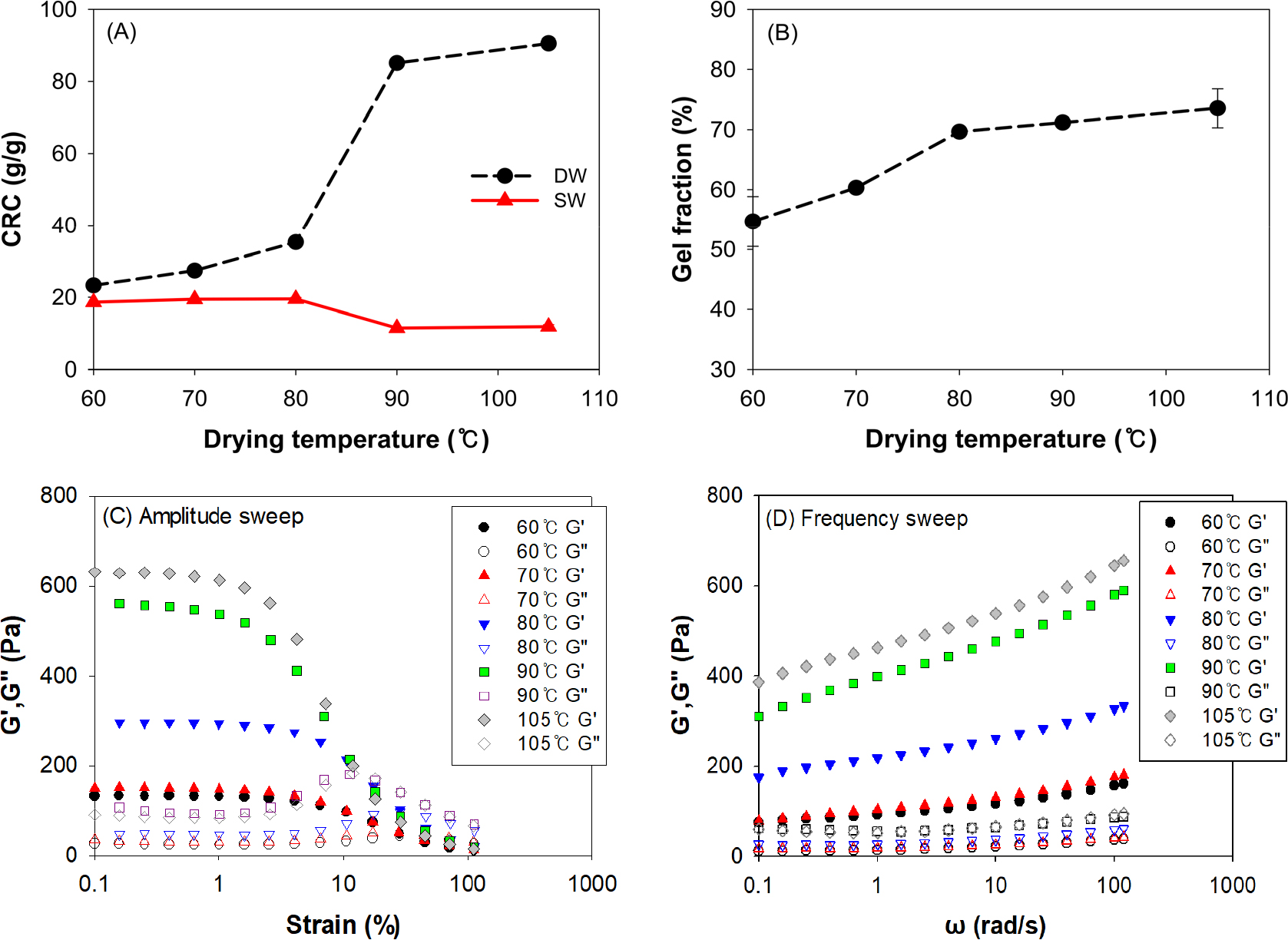
Fig. 4D는 frequency sweep 결과를 보여준다. 모든 SAP 시료에서 측정 주파수 범위 전반에 걸쳐 G′이 G″보다 크게 나타나, SAP가 점성 지배가 아닌 탄성 지배 겔 거동을 보임을 확인하였다. 건조 온도가 증가함에 따라 G′ 값이 전반적으로 증가하여 네트워크 조밀화 및 구조적 고정화가 강화되었음을 시사한다. 60–70°C의 상대적으로 저온에서 건조된 시료는 G′이 낮아 상대적으로 점성 기여가 높은 네트워크 특성을 나타내었다. 이는 물리적 결합점 밀도와 네트워크 고정화 밀도가 낮아, 사슬 이동성이 상대적으로 큰 구조임을 의미한다. 이러한 점탄성 거동은 CRC 및 겔 분율 결과와 일관되며, 고온 건조가 작은 변형 범위(LVE) 및 원심분리와 같은 제한된 외력 조건에서 겔 강도 및 구조적 안정성 향상에 유리함을 의미한다.
이상의 결과로부터 건조 온도는 CMC/전분 기반 SAP의 내부구조, 흡수 특성 및 겔 안정성을 동시에 지배하는 핵심 공정 변수임이 확인되었다. 고온 건조는 네트워크의 조밀화와 고정화를 촉진하여 겔 강도와 보수 성능을 향상시키는 반면, 자유 팽윤 능력은 감소하는 경향을 보였다. 반대로 저온 건조는 자유 흡수에 유리하지만, 외력 하에서의 구조적 안정성은 제한적이었다. 따라서 자유 팽윤 성능과 압력 하 수분 보유 성능은 건조 온도에 따라 trade-off 관계를 형성하며, 최종 SAP의 용도에 따라 건조 조건을 선택적으로 제어하는 전략이 필요하다고 판단된다.
4. 결 론
본 연구에서는 CMC와 양성전분을 기반으로 한 저농도(1.5 wt%) 수용액을 건조 및 분쇄하여 고흡수성 소재를 제조하고, 건조 온도가 SAP의 건조 효율, 내부 구조, 수분 흡수 거동, 겔 안정성 및 점탄성 특성에 미치는 영향을 체계적으로 검토하였다. 주요 결과는 다음과 같다.
1) 건조 온도가 증가함에 따라 CMC/전분 용액의 고형분 함량 증가 속도가 현저히 가속되었으며, 105°C에서는 60°C 대비 약 절반 이하의 시간 내에 고형분 함량 98% 이상에 도달하였다. 이는 고온 건조가 공정 효율과 생산성 제고에 직결되는 핵심 공정 변수임을 보여준다.
2) 모든 SAP는 침지 초기 급격한 흡수 후 점진적으로 평형에 도달하는 거동을 보였으며, 초기 흡수량과 최대 흡수량 모두 건조 온도가 증가할수록 감소하는 경향을 보였다. 이러한 결과는 고온 건조 시 수분 제거 속도 증가로 인해 고분자 네트워크가 보다 조밀하게 고정화되고 공극 구조가 수축됨에 따라, 자유 팽윤에 필요한 유효 공간이 제한되었기 때문으로 해석된다.
3) 건조 온도의 증가는 CRC, 겔 분율 및 저장탄성률(G′)의 증가로 이어졌으며, 이는 겔 네트워크의 조밀화와 구조적 고정화가 강화되었음을 의미한다.
이상의 결과를 종합하면, CMC/전분 기반 SAP의 제조 공정에서 건조 온도는 자유 팽윤 성능과 겔 안정성 사이의 상충관계(trade-off)를 제어하는 핵심 인자로 판단된다. 따라서 높은 자유 흡수량이 요구되는 용도에는 저온 건조 조건이, 우수한 보수 성능 및 구조적 안정성이 요구되는 응용 분야에는 고온 건조 공정이 적합하며, 최종 제품의 용도에 따라 건조 온도를 선택적으로 제어하는 공정 전략이 필요함을 시사한다.
