

1. 서 론
제지용 형광증백제(fluorescent whitening agent; FWA)는 자외선을 흡수하고 푸른색 계열의 가시광선을 방출하여 종이의 백감도와 백색도를 향상시키는 유기 화학물질이다1-2). 형광증백제는 제지산업 뿐만 아니라 섬유, 세제 등 다양한 산업에서도 사용되고 화학구조도 매우 다양하다. 제지산업에서 사용되는 제지용 형광증백제는 diamino-distilbene를 기본 구조로 하고 있는데 술폰기의 개수에 따라 형광증백제의 특성 및 적용법이 달라진다3).
최근 삶의 질에 대한 관심이 고조되고 일반 소비자들의 의식 수준이 향상함에 따라 종이 제품에 잔류하는 형광증백제에 대한 관심이 증가하고 있다. 형광물질의 유해성에 대해서는 논란이 지속적으로 제기됨에 따라 국가 기관에서도 종이제품에 잔류하는 형광증백제의 품질기준을 제정하고자 하였으나 현재까지 형광증백제를 분석할 수 있는 표준법이 부재하기 때문에 형광증백제가 사용되는 지종에 대한 정량 기준을 제시하지 못하고 있다. 따라서 제지산업에서 형광증백제의 효율적인 사용 방안을 마련하고 종이제품 소비자들에게도 형광증백제의 함유량에 대한 정보를 제공하기 위해서는 제지용 형광증백제를 정량적으로 분석할 수 있는 분석기법 개발이 시급하다.
제지용 형광증백제는 각 특성에 따라 내첨용, 표면사이징용, 코팅용으로 구분된다4-5). 고백색 인쇄용지의 개발 초기단계에서는 내첨용과 표면처리용 형광증백제가 모두 사용되었으나 최근 인쇄용지 생산업체에서는 표면처리용 형광증백제의 사용량을 증가하고 있다. 선행연구에서는 내첨용 형광증백제의 정량분석에 대한 연구결과가 보도되었으나6-7) 표면처리용 형광증백제를 분석하기 위한 연구는 거의 전무한 실정이다.
본 연구에서는 제지공정에서 표면처리공정에서 사용되는 테트라 타입과 헥사 타입 형광증백제를 이용하여 실험실적으로 표면사이징된 종이를 제조하였다. 표면사이징 처리시 픽업량을 측정하여 종이로 전이된 형광증백제 함량을 정확하게 파악하였고 조습처리 이후 분광광도계를 이용하여 백감도, 백색도, 형광지수, 반사율을 측정하였고 형광증백제 함량과 형광지수, 반사율의 각각의 상관관계를 분석하여 형광증백제 정량분석에 필요한 정량 회귀식을 유도하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 K사에서 분양받은 테트라타입 형광증백제(T-FWA)와 헥사타입 형광증백제(H-FWA)를 사용하였다. 형광증백제로 표면처리된 수초지를 제조하기 위해 활엽수 표백크라프트펄프(Hw-BKP)를 사용하였고 형광증백제의 표면처리를 위해 S사에 분양받은 산화전분을 사용하였다.
2.2 실험방법
2.2.1 지료조성 및 표면처리용 원지 제조
본 연구에서는 표면처리용 원지를 실험실적으로 제조하였다. 내첨용 형광증백제를 투입하지 않고 수초지를 제조한 후 형광증백제를 이용하여 표면처리를 실시하였다. 표면처리용 원지는 TAPPI Standard Method T 205에 의거하여 제조하였다. 밸리비터(Valley beater)를 이용하여 활엽수 표백크라프트 펄프를 여수도 450±5 mL CSF로 고해한 후 최종농도가 0.5%가 되도록 희석하였다. 원지는 평량 100±4 g/m2의 수초지로 제조하였다. 제조된 수초지는 3.5 kgf/cm2 조건에서 5분간 압착한 후 실험실용 실린더 건조기로 건조하여 표면처리용 원지를 제조하였다.
2.2.2 표면처리용 원지의 표면사이징 처리 및 형광증백제 함량 분석
실험실에서 제조한 표면처리용 원지에 표면사이징을 실시하였다. 표면사이징은 산화전분과 표면처리용 형광증백제인 T-FWA와 H-FWA를 각각 사용하여 실시하였다. 고형분 10%, 온도 90-95℃ 조건에서 산화전분은 30분간 가열호화한 후 전분호액의 온도를 50℃로 낮추고 pH 8.0-8.5로 조절하였다. pH를 조절한 후 일정량의 T-FWA 혹은 H-FWA를 투입(전건 전분대비 0.5-5%)한 후 최종 고형분을 10%로 조절하였다. 이 때 표면사이징에 의해 종이에 잔류하는 형광증백제의 함량을 변화하기 위해서 전분호액 제조시 산화전분과 형광증백제의 함량을 동시에 조절하였다.
형광증백제를 함유하고 있는 전분호액과 실험실용 표면코팅기(SB100, Hannamchemical, Korea)를 이용하여 표면처리용 원지에 표면사이징을 실시하였다. 종이의 편면에 표면사이징을 실시한 후 송풍건조기를 사용하여 건조하였고 컬을 방지하기 위해 실린더 건조기를 이용하여 건조하였다. 이 후 뒷면에도 동일한 방법으로 표면사이징을 실시하였다.
종이에 잔류하는 표면처리용 형광증백제의 함량을 평가하기 위해 픽업량을 측정하였다. 전분호액의 픽업량을 알게 되면 T-FWA나 H-FWA의 혼합비율이 정해져 있기 때문에 종이에 잔류하는 표면처리용 형광증백제의 함량을 분석할 수 있다. 따라서 표면에 잔류하는 형광증백제 함량을 Eq.1을 이용하여 계산하였다.
2.2.3 표면처리된 종이의 광학특성과 회귀식 유도
표면처리용 형광증백제를 함유하고 있는 종이는 온도 23℃, 상대습도 50% 조건에서 조습처리(conditioning)을 실시한 후 분광광도계(Elrepho spectrophotometer, L&W, Sweden)를 이용하여 주요 광학특성과 형광지수를 측정하였다. 광학특성은 백감도(CIE whiteness), 백색도(ISO brightness), 반사율(Reflectance)을 측정하였는데 반사율을 선행연구결과에 따라 D65 광원하에서 440 nm 파장에서 수치를 사용하였다7). 또한 형광지수는 D65 광원에서 자외선 유무에 따른 백감도 차를 통해 측정한 수치를 사용하였다. 각 항목의 측정조건을 Table 1에 표시하였다.
정량분석을 위한 회귀식은 픽업량 측정을 통해 계산된 형광증백제 함량과 형광지수, 형광지수 함량과 반사율 간의 상관관계를 분석한 후 상관관계가 가장 높은 회귀식을 유도하였다.
3. 결과 및 고찰
3.1 종이의 전이된 표면처리용 형광증백제의 함량 분석
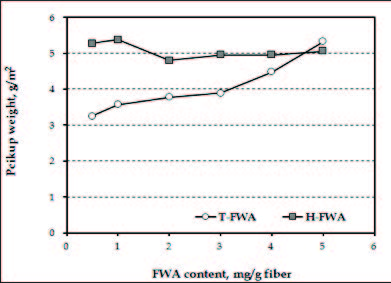
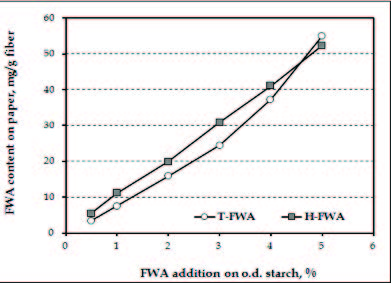
종이에 잔류하는 표면처리용 형광증백제인 T-FWA와 H-FWA의 함량을 평가하기 위해 형광증백제 투입량별로 표면사이징 처리한 종이의 픽업량을 측정하였고 Fig. 1에 도시하였다. T-FWA의 경우 픽업량이 3.0-5.0 g/m2, H-FWA는 4.5-5.5 g/m2 수준을 보여주었다. 산화전분호액 제조시 고형분 함량은 10%로 유지하면서 전건 전분대비 형광증백제 첨가량을 증가시켜 산화전분의 첨가량은 감소하였기 때문에, 그리고 산화전분 호액의 점도가 다소 달라졌기 때문에 일정한 픽업량으로 조절하기 힘들었다. 또한 산화전분 호액이 종이에 그대로 전이되기 때문에 픽업량과 형광증백제의 첨가량으로 종이에 전이된 표면처리용 형광증백제 함량을 계산하였고 Fig. 2에 도시하였다. 종이에 전이된 표면처리용 형광증백제는 산화전분 대비 투입량이 증가함에 따라 직선적으로 증가하였고 형광증백제 종류별로 형광증백제 함량은 거의 유사한 값을 보여주었다. 표면사이징과정에서 종이 표면에 전이된 형광증백제의 함량을 근거로 형광증백제 정량분석을 위한 회귀식을 유도하였다.
3.2 형광증백제로 표면처리된 종이의 광학적 특성
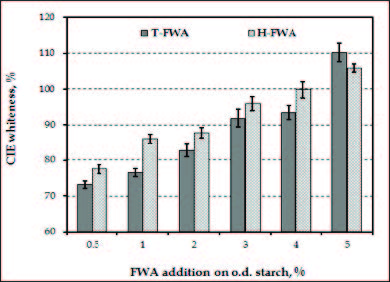
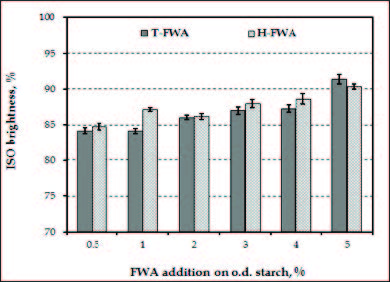
표면처리용 형광증백제인 T-FWA와 H-FWA로 처리된 종이의 백감도와 백색도를 Figs. 3-4에 도시하였다. 각 형광증백제의 투입량이 증가함에 따라 종이 표면에 존재하는 형광증백제 함량이 증가하기 때문에 백감도와 백색도는 거의 직선적으로 증가함을 볼 수 있었다. 또한 동일한 투입량에서 비교해 보면 H-FWA가 T-FWA에 비해 상대적으로 더 높은 백감도와 백색도를 나타냈다. 앞선 Fig. 2에서 볼 수 있듯이 형광증백제 투입량에 따른 형광증백제 함량이 H-FWA가 더 높을 뿐만 아니라 문헌에서 동일함량에서 H-FWA가 T-FWA에 비해 더 높은 증백효과를 나타낸다고 보고한 것4)으로 볼 때 H-FWA로 처리된 종이의 광학특성이 높은 것은 합리적인 결과라 사료된다.
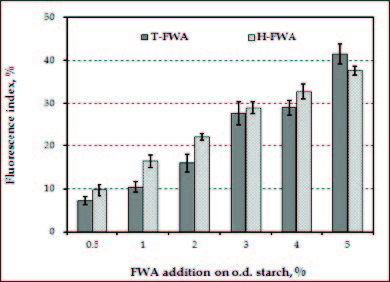
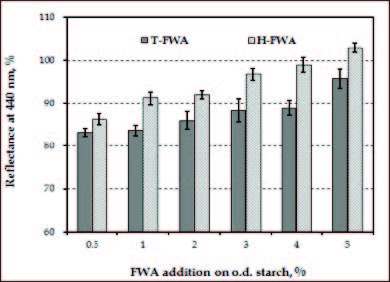
형광증백제의 투입량에 따른 표면처리된 종이의 형광지수와 440 nm의 반사율을 분광광도기를 이용하여 측정하였고 Figs. 5-6에 도시하였다. 전반적으로 표면처리용 형광증백제의 투입량이 증가함에 따라 직선적으로 증가하였다. 두 종류의 표면처리용 형광증백제를 비교해 보면 동일한 함량에서는 H-FWA가 더 높은 형광지수와 반사율을 나타났다. 이는 앞선 백감도와 백색도의 결과와 동일한 결과를 나타냈다.
3.3 표면처리용 형광증백제의 정량분석을 위한 회귀식 유도
내첨용 형광증백제의 정량분석에 대해 선행연구에는 정량분석에 사용가능한 측정항목은 형광지수와 반사율을 제시하였고 형광지수는 D65 광원하에서 백감도로 측정한 수치이고 반사율은 D65 광원에서 440 nm의 수치가 가장 적합하다고 보고하였다7). 본 연구에서는 표면처리용 형광증백제의 함량과 형광지수, 반사율의 상관관계를 각각 Figs. 7-8에 나타냈는데 형광지수와 반사율은 형광증백제 함량에 대해 동일하게 선형함수의 상관관계를 나타냈다. 이와 같은 상관관계 분석을 통해 형광지수와 반사율을 포함하는 형광현상과 표면처리용 형광증백제의 상관관계 함수를 이용하여 Table 2와 같이 선형 회귀식을 유도하였다. 따라서 표면처리용 형광증백제의 정량분석을 위해서는 형광지수와 반사율을 측정한 후 본 식에 대입하면 종이 표면에 존재하는 형광증백제의 함량을 분석할 수 있을 것으로 판단된다.
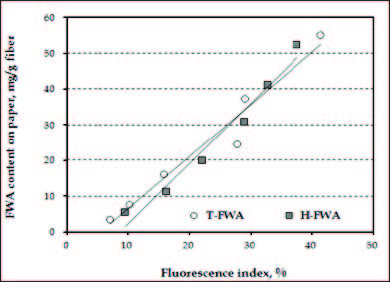
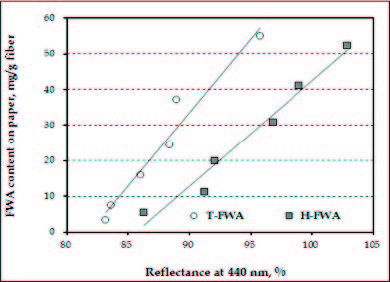
Table 2.
Regression equations for the quantitative analysis of FWAs used for surface treatment
4. 결 론
본 연구에서는 표면처리용 형광증백제인 테트라 타입(T-FWA)와 헥사 타입(H-FWA) 형광증백제를 이용하여 실험실적으로 표면처리된 종이를 제조하였고 종이의 광학적 특성과 형광현상을 분석하고 형광현상을 이용하여 표면처리용 형광증백제를 정량적으로 분석할 수 있는 회귀식을 유도하고자 하였다.
두 종류의 형광증백제를 동일 수준으로 투입하여 산화전분 호액을 제조한 후 양면 표면사이징처리를 실시한 후 픽업량을 측정하여 종이로 전이된 형광증백제 함량을 정확하게 측정하였다. 또한 종이의 주요 광학특성인 백감도와 백색도를 측정하였고 형광증백제의 정량 분석 항목으로 보고된 형광지수와 440 nm 파장의 반사율을 측정하였다. 이후 측정된 형광증백제 함량과 형광지수, 형광증백제 함량과 반사율간의 상관관계를 분석하였고 정량분석에 필요한 회귀식을 유도하였다.
두 종류의 형광증백제 함량을 0.5%에서 5.0%로 상향함에 따라 종이 표면으로 전이되는 형광증백제 함량이 직선적으로 증가하였고 종류별로는 큰 차이를 보이지 않았다. 형광증백제 투입량이 증가함에 따라 백감도와 백색도도 거의 직선적으로 증가함을 볼 수 있었고 H-FWA에 의핸 백감도와 백색도의 향상이 T-FWA에 비해 더 높음을 확인할 수 있었다. 형광증백제의 투입량이 증가함에 따라 형광지수와 반사율 또한 직선적으로 증가하였고 H-FWA의 의한 형광지수와 반사율이 T-FWA에 비해 더 높음을 볼 수 있었고 이는 백감도와 백색도 결과와 동일한 경향을 나타냈다. 형광증백제의 함량과 형광지수의 상관관계는 선형함수의 상관관계를 나타냈고 이를 통해 선형 회귀식을 유도하였다. 또한 형광증백제의 함량과 반사율의 상관관계도 선형함수의 상관관계를 나타냈고 선형 회귀식을 유도하였다. 따라서 형광증백제로 표면처리된 인쇄용지의 경우 형광지수와 반사율을 측정하고 본 연구에서 유도한 회귀식에 대입을 하면 인쇄용지의 표면에 존재하는 형광증백제의 함량을 파악할 수 있을 것으로 판단된다.
