

1. Introduction
2. Materials and Methods
2.1 Raw materials
2.2 Chemical analysis of raw materials
2.3 Pretreatment of wood chips and preparation of TMP
2.4 Measurement of physical properties
2.5 Pitch analysis
3. Results and discussion
3.1 Chemical characteristics of raw materials
3.2 Refining energy consumption and stock throughput
3.3 Fiber length and fines
3.4 Shive contents
3.5 Physical properties of TMP
3.6 Optical properties of TMP
3.7 Pitch comparison
4. Conclusions
1. Introduction
The forestry industry plays a crucial role in the global economy, providing raw materials for a wide range of products, from construction materials to paper.1,2) However, forests worldwide are increasingly threatened by pests and diseases, one of the most significant being the pinewood nematode (Bursaphelenchus xylophilus).3,4,5,6,7,8,9) This microscopic roundworm is responsible for pine wilt disease, which leads to significant economic losses by killing infected trees and reducing the quality of wood. Pinewood nematodes infect pine trees by entering through wounds or natural openings, often facilitated by insect vectors such as the pine sawyer beetle. Once inside, the nematodes multiply and spread throughout the tree, disrupting the water-conducting tissues (xylem), causing the tree to wilt, turn brown, and eventually die.10,11,12,13) As such, exploring sustainable and economically viable methods to utilize wood from pinewood nematode-infected forests is imperative.
Thermomechanical pulping (TMP) is a widely used method in the pulp and paper industry, known for its efficiency in producing high-yield pulp from wood chips. This process involves mechanically grinding wood chips at elevated temperatures, which softens the lignin and facilitates fiber separation with less damage. TMP is favored for its lower energy consumption compared to chemical pulping methods and its ability to produce strong, high-quality pulp suitable for various paper products. TMP is commonly used in the production of newsprint, magazine paper, and lightweight coated paper, where its high yield and strength properties are advantageous.14,15,16) Additionally, the high temperatures and pressures involved in the TMP process are effective in terminating pinewood nematodes, ensuring that the resultant pulp is free from these pests. Bleached Chemithermomechanical Pulping (BCTMP) is particularly useful for producing higher-quality paper products, such as coated and uncoated wood-free paper, paperboard, and tissue products.17,18) Both TMP and BCTMP are integral to the operations at Jeonju Paper Co. Ltd., a leading paper manufacturer in Korea, which utilizes these pulping methods to produce a wide range of paper products. In 2023, Jeonju Paper Co. Ltd. produced approximately 44,000 metric tons of TMP.
The utilization of wood from pinewood nematode-infected trees presents a unique set of challenges and opportunities. Infected wood is often considered less desirable due to the potential degradation of wood properties caused by the disease. However, recent studies suggest that with appropriate processing techniques, such as TMP and BCTMP, it may be possible to produce pulp with acceptable qualities from such compromised wood sources.19)This approach mitigates the economic losses associated with infected forests and contributes to sustainable forest management by reducing waste and promoting the use of available resources.
In Korea, forests are typically composed of a mix of a few softwood species and various hardwoods. Among these, Korean red pine (Pinus densiflora) is a vital raw material for TMP production. However, the supply of Korean red pine is critically short, largely due to the devastating impact of pinewood nematode infestations, which have infected approximately 1.6 million pine trees in Korea as of 2023. Since 2013, efforts by the Korea Forest Service, local governments, and related organizations have successfully led to a decreasing trend in pine wilt disease damage. However, since April 2022, this trend has reversed, with increasing damage observed across the country. To combat this resurgence, the Korea Forest Service oversees comprehensive forest management activities, including the clear-cutting of both coniferous and broadleaf trees in nematode-infected areas. This clear-cutting strategy helps prevent the spread of the nematode to healthy trees and facilitates the planting of new tree species, thereby restoring and diversifying the forest ecosystem.20,21)
Moreover, clear-cutting enables the efficient collection of infected wood, which can then be repurposed for value-added processes such as TMP and BCTMP production. This approach mitigates the impact of the infestation and maximizes the utility of otherwise compromised resources. The trees clear-cut from nematode-infected forest areas are immediately chipped on-site using mobile chippers and subsequently transported to their destinations for further processing. By integrating these forest management practices, Korea aims to stabilize the supply of raw materials for the pulp and paper industry while promoting sustainable forest management and mitigating the economic impact of pinewood nematode infestations.
The necessity of clear-cutting in infected forests, combined with the shortage of suitable raw materials for TMP and BCTMP, underscores the importance of exploring the potential of using wood chips from these clear-cut areas. By characterizing the thermomechanical pulping process using mixed wood chips harvested from pinewood nematode-infected forests, we can assess the feasibility of this approach and its implications for the pulp and paper industry in Korea.
In this study, we aim to characterize the thermomechanical pulping process using mixed wood chips harvested from pinewood nematode-infected forests. Specifically, we will investigate the physical and chemical properties of the resulting pulp, assess its suitability for paper production, and compare it with pulp derived from healthy wood sources. By doing so, we hope to provide valuable insights into the potential of using infected wood in the pulp and paper industry, thereby contributing to both economic and environmental sustainability.
Previous research has primarily focused on the impact of pinewood nematode infection on tree physiology and forest health. However, there is a notable gap in the literature regarding the processing and utilization of wood from infected trees. Our study seeks to fill this gap by comprehensively analyzing TMP from mixed wood chips sourced from infected forests. We will examine key parameters such as fiber length, tensile strength, brightness, and yield, which are critical indicators of pulp quality.
Furthermore, this study will explore the feasibility of integrating infected wood into existing pulp production lines. This integration could offer a practical solution for forestry operations dealing with pinewood nematode outbreaks, enabling them to convert potentially waste wood into valuable products.
2. Materials and Methods
2.1 Raw materials
For the preparation of TMP, pine chips manufactured at Jeseoksan Mountain in Geoje-si, Gyeongnam Provinc, were used. This region has been significantly affected by pine wilt nematodes, with more than 60% of the pine trees infected. During the logging process, both trees infected with pine wilt disease and those at risk of future infection were selectively felled. This was done to prevent further spread of the disease. On-site, mobile chippers were employed to convert these trees into chips.
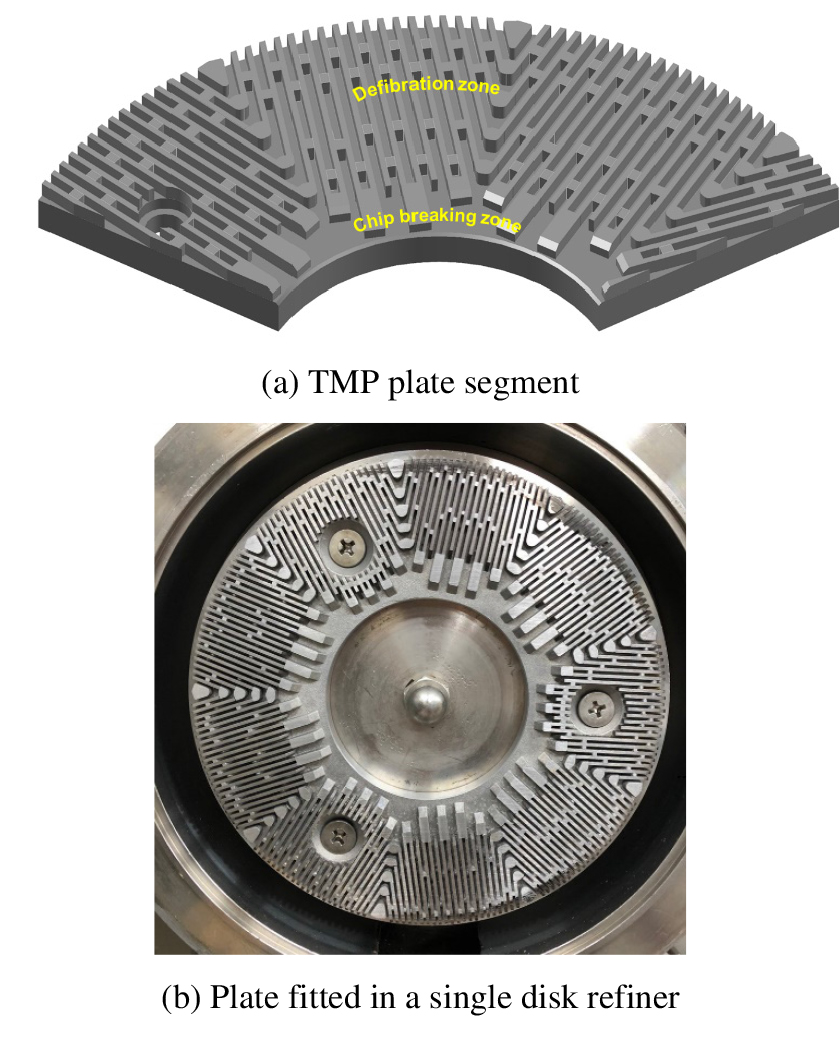
As a result, the chips produced on-site comprised a random mixture of infected pine trees, potentially infected pine trees, and some hardwoods unintentionally mixed during the process. By using these varied compositions of mixed chips as raw materials and presenting quantitative data, we aimed to demonstrate their potential as a viable source for TMP production (Fig. 1a).

In contrast, control pine (Pinus densiflora) chips were provided by Jeonju Paper Co. Ltd. in Korea (Fig. 1b). The control chips were sourced from healthy pine trees and served as a benchmark for evaluating the properties of the TMP produced from the mixed wood chips.
2.2 Chemical analysis of raw materials
The contents of lignin, extractives, and ash were measured according to ISO/DIS 21436, TAPPI T204, and ISO/DIS 1762.22,23,24)
2.3 Pretreatment of wood chips and preparation of TMP
Prior to manufacturing TMP, the wood chips were washed with water to remove contaminants and impurities. The washed wood chips were then impregnated at 40°C for approximately 12 hours. Subsequently, they were placed in an autoclave (DS-PAC 40, Lab House Co., Korea) and steam-treated at 90°C for 30 minutes. To further soften the chips, a laboratory digester (Duko, Korea) was used to soften the chips with steam at approximately 10 kgf/cm2 for about 60 minutes at 120°C, with a liquor-to-wood ratio of 4:1.
As shown in Fig. 2, the pretreated wood chips were fed into a single disk refiner (KOS1, Korea) equipped with a 12-inch lightweight plate, which includes both a chip-breaking zone and a defibration zone. The gap clearance between the stator and rotor set to approximately 0.6–0.8 mm. The base of the lightweight plate is made of aluminum alloy, and the vertical bars are made of stainless steel alloy, which were inserted into the plate base during the casting process. A single-disk refiner does not have the capability to adjust pressure or temperature conditions, so the refining time for pretreated wood chips under each condition was set to 20 minutes. After each pass, the temperature conditions were maintained at 90°C for 30 minutes using an autoclave. The chips were refined multiple times at 1,500 rpm until suitable pulp fibers were generated.
Stock throughput was measured by evaluating the amount of stock discharged during refining. Subsequently, pulp production efficiency was compared with power consumption. Energy consumption during refining was determined by measuring the cumulative power consumption in kilowatt-hours per ton (kWh/t) using a Multi-Function Digital Power Meter (MPM330, Daebung E&C Co., Ltd., Seoul, Republic of Korea).
Specific refining energy (SRE), expressed in kWh per ton, was calculated along with stock throughput based on ISO/TR 11371. This calculation involved recording the time and power required for the supplied raw material to pass through the refiner plate. The SRE was then determined using the amount of raw material discharged during this period, as described by Equation [1]:
In this equation, SRE represents the specific refining energy, Ptot is the total load power in kilowatts (kW), P0 is the no-load power in kilowatts (kW), f denotes the flow rate of stock through the refiner in cubic meters per hour (m3/h), and c indicates the stock consistency measured in tons per cubic meter (t/m3).
After refining, a small bundle of wood fibers (shives) was removed using the Sommerville Screen (DM-850, Daeil Machinery Co., Korea), which was fitted with slots of 0.15 mm width and 45 mm length. The percentage of shives in the TMP remaining on the slot plate was calculated using the following formula [2]:
After shives removal, the pulps, with a consistency of 1.57±0.04%, were further refined using a valley beater (DM-822, Daeil Machinery Co., Korea) until reaching the target freeness of 150 mL CSF, in accordance with ISO 5264-1.25)
2.4 Measurement of physical properties
A fiber quality analyzer (FQA-360, Optest Equipment Inc., Canada) was utilized to measure the mean fiber length and fines contents. For the assessment of the physical and optical properties of the pulps, handsheets with a basis weight of 60 g/m2 were prepared using a laboratory handsheet former. Tensile strength and tear strength were determined according to ISO 1924-1 and ISO 1974, respectively. Brightness and opacity were measured using an Elepho Spectrophotometer (Lorentzen & Wettre, Sweden).26,27)
2.5 Pitch analysis
To analyze the pitch in TMP, the quantitative method developed by Nam et al. (2015) was employed.28) Sudan IV dye (CI-26105, Tokyo Chemical Ind. Co. Ltd., Japan) was used to selectively stain the hydrophobic pitch in TMP. Images of the selectively stained pitches were captured using a stereomicroscope (Olympus BX51TF, Japan) with a 4x objective lens. Pitch analysis was subsequently conducted using image analysis software (Axiovision 4, Carl Zeiss Vision, Germany).
3. Results and discussion
3.1 Chemical characteristics of raw materials
As shown in Table 1, the chemical composition analysis of the wood chips from Pinus densiflora and the mixed wood chips from nematode-infected forests revealed notable differences relevant to TMP production. The higher holocellulose content in the mixed wood chips suggests a greater yield and potentially better fiber quality for TMP. However, the increased extractives may cause more pitch-related issues during pulping. The lower lignin content in mixed wood chips is advantageous for TMP, as it reduces the energy required for refining and improves fiber separation. The slight increase in ash content may impact equipment scaling and pulp quality, necessitating careful control. Overall, the mixed wood chips from nematode-infected forests could enhance TMP production efficiency and quality, though they require management of extractive and ash contents.
Table 1.
Chemical characteristics of wood chips
| Holocellulose (%) | Extractives (%) | Lignin (%) | Ash (%) | |
| Pine chips | 63.1±3.6 | 3.4±1.4 | 32.2±3.7 | 0.2±0.1 |
| Mixed wood chips | 74.1±0.3 | 4.4±0.3 | 20.9±0.1 | 0.6±0.1 |
3.2 Refining energy consumption and stock throughput
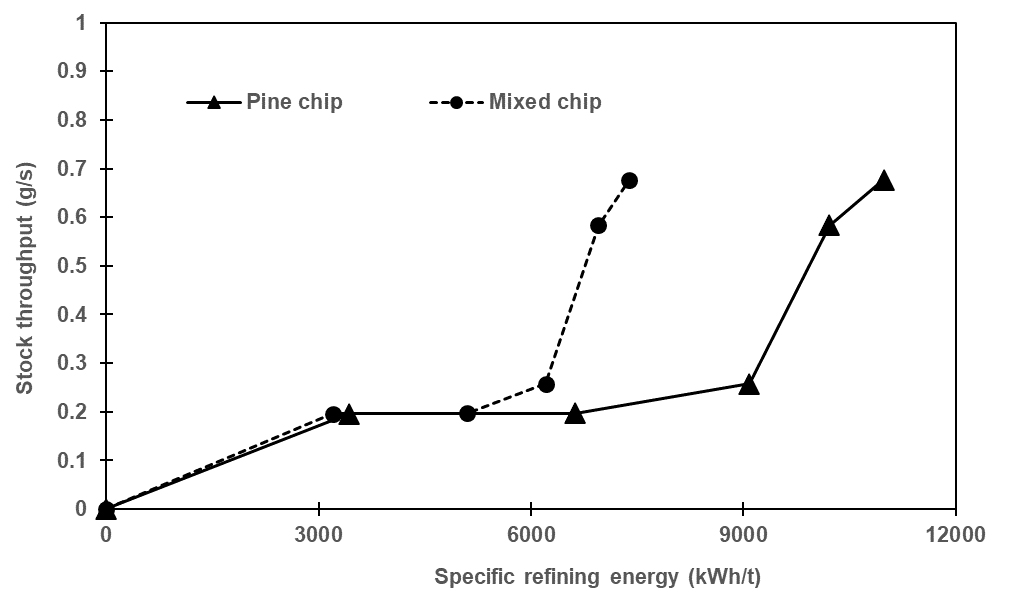
Fig. 3 illustrates the comparative analysis of stock throughput for TMP production using pine chips and mixed wood chips, focusing on the amount of stock passing through the refiner until achieving 150 mL CSF. The mixed wood chips, sourced from clear-cut areas affected by pine wilt disease, exhibited noteworthy performance in refining. Despite the lower refining energy consumption, these mixed chips produced a higher quantity of stock than the pine chips, suggesting higher efficiency in the refining process due to their varied composition and physical properties. Utilizing mixed wood chips substantially enhances throughput and reduces energy consumption in TMP mills, leading to cost savings and increased production efficiency. Additionally, the effective use of wood from disease-affected areas contributes to sustainable forest management practices, mitigating the negative impact of pine wilt disease. Thus, mixed wood chips from clear-cut areas present a viable alternative to traditional pine chips for TMP production, with enhanced throughput and reduced energy requirements highlighting their potential for optimizing refining processes and improving operational efficiency.
3.3 Fiber length and fines
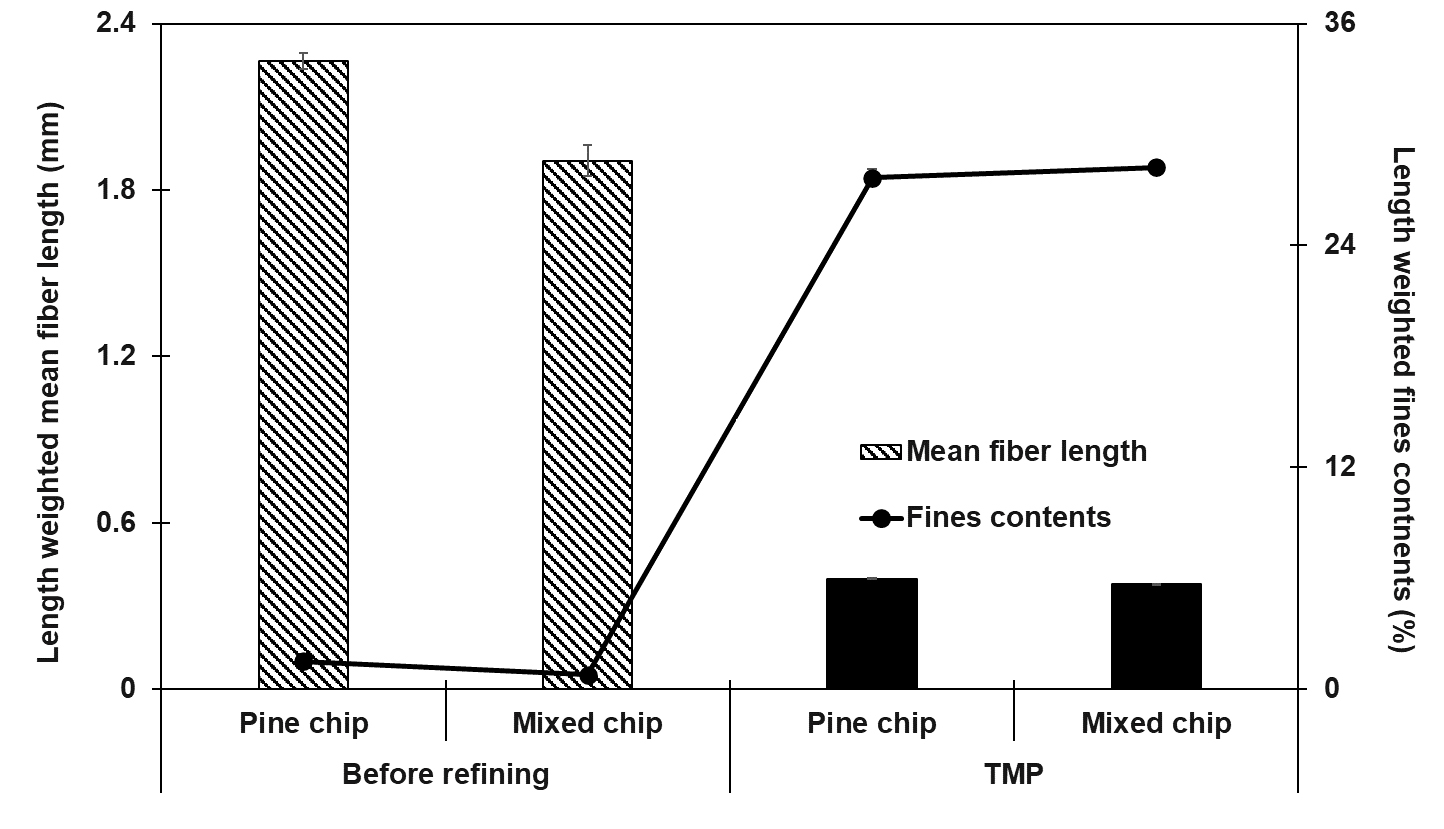
Fig. 4 compares the mean fiber length and fines contents of TMP fibers made from the pine chips and the mixed chips from clear-cut areas affected by pine wilt disease. Although the fiber length of the mixed chips was shorter than that of the pine chips before refining, the TMP fibers produced at 150 mL CSF did not show significant differences in fiber length. However, the TMP fibers from the mixed chips contained slightly more fines than those from the pine chips. This indicates that while the mixed wood chips may have shorter fibers initially, the refining process for TMP production results in similar fiber lengths regardless of the chip types used. The higher fines content in TMP fibers from the mixed chips suggests a potential trade-off, where the increased fines might affect the quality or properties of the final product. Nonetheless, the use of mixed wood chips, especially from areas affected by pine wilt disease, can be an effective strategy to compensate for raw material shortages in Korean TMP mills. This approach helps stabilize raw material supply and contributes to the sustainable management of forest resources. The mixed chips contain various species, i.e., softwood and hardwood. Considering this, it is plausible that the longer fibers from the softwood species in the mixed chips might offset the shorter fibers from the hardwood species during refining, resulting in TMP fibers with a mean fiber length similar to those produced from pine chips alone. This blending effect could explain why the mixed chips achieve comparable fiber lengths in the final TMP product, despite their initially shorter fiber lengths before refining.
3.4 Shive contents
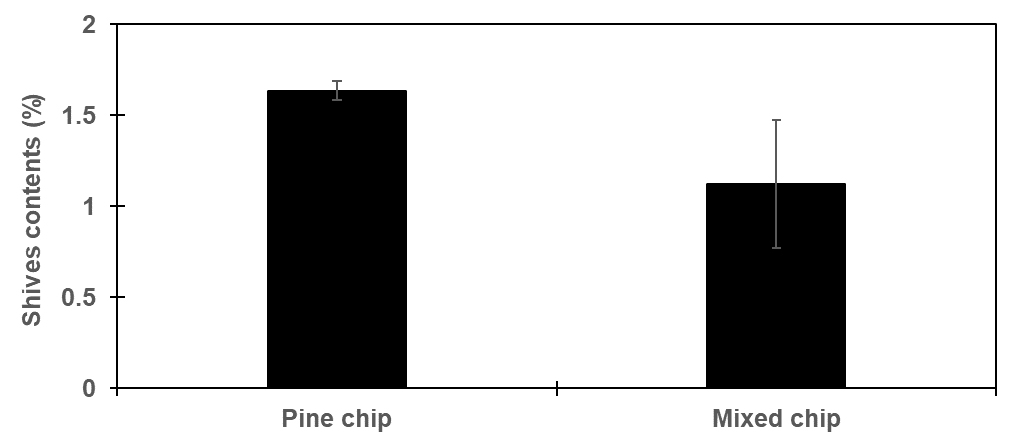
Fig. 5 compares the shive content of TMP fibers produced from the pine chips and the mixed chips obtained from areas infested with pine wood nematodes. The TMP fibers produced at 150 mL CSF showed that those made from pine chips had approximately 1.6% shive content, while those from mixed chips had about 1.1%. This indicates that TMP produced from mixed chips generates lower shive contents. Importantly, the TMP fibers from the mixed chips had lower shive contents than those from the pine chips. One possible reason for this could be that the mixed chips, containing wood from various sources, may have a different fiber structure or chemical composition that leads to more efficient fiber separation during the TMP process. Therefore, using the mixed chips collected from pine wood nematode-infested areas can improve TMP fibers' quality. These results suggest that the mixed chips can be superior raw material compared to pine chips and highlight the potential for effectively utilizing resources from nematode-infested regions.
3.5 Physical properties of TMP
Fig. 6 compares the bulk properties of thermomechanical pulp (TMP) produced from the pine chips and the mixed chips obtained from areas infested with pine wood nematodes, revealing no significant difference between the two pulps. This indicates that nematodes in the mixed wood chips do not adversely affect the bulk of TMP derived from infested forests. Consequently, it is confirmed that mixed chips can be used to produce TMP with bulk properties comparable to those manufactured from pure pine chips, even when various species are mixed. This finding suggests that wood resources from nematode-affected regions can be utilized without compromising pulp bulk. The similarity in bulk properties between the two chip sources demonstrates the resilience of the TMP production process in handling diverse raw material conditions.
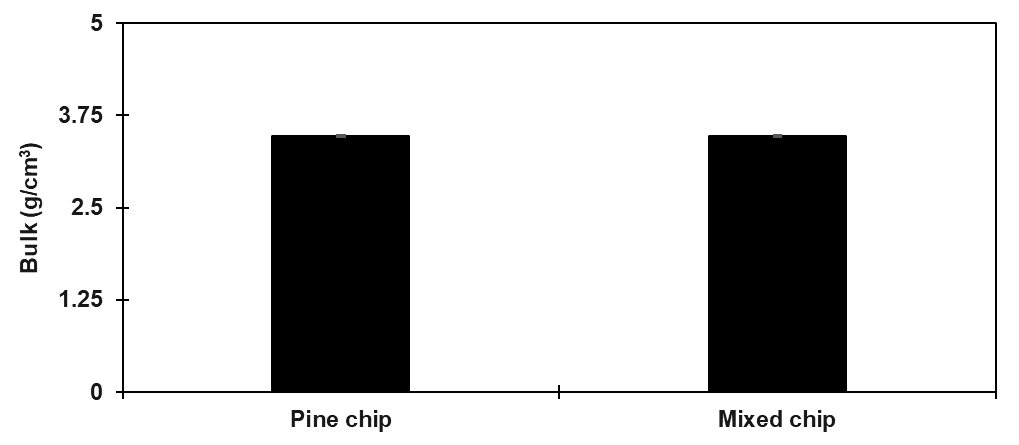
Fig. 7 compares the tensile strength of TMP produced from the pine chips and the mixed chips from nematode-infested areas, demonstrating that both pulps exhibit similar tensile strength values of approximately 0.6 kN/m. This suggests that pine wood nematodes in mixed wood chips do not negatively impact the tensile strength of the resultant TMP. Therefore, mixed chips from nematode-infested areas can be used to produce TMP with tensile strength comparable to that derived from non-infested pine chips. This finding has significant implications for a domestic TMP mill, indicating that wood resources from nematode-affected regions can be effectively used without compromising mechanical strength, providing an economically viable solution to mitigate the impact of nematode infestations. The consistency in tensile strength between the two sources of chips underscores the robustness of the TMP production process in handling varying raw material conditions.
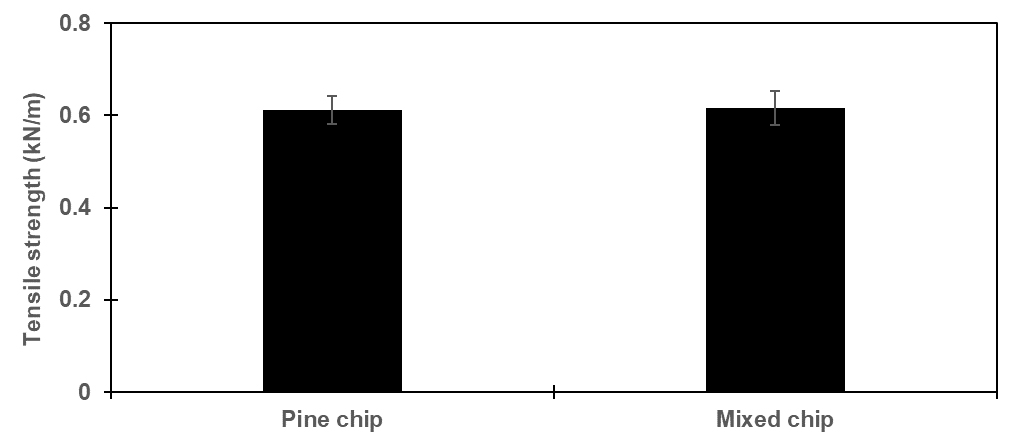
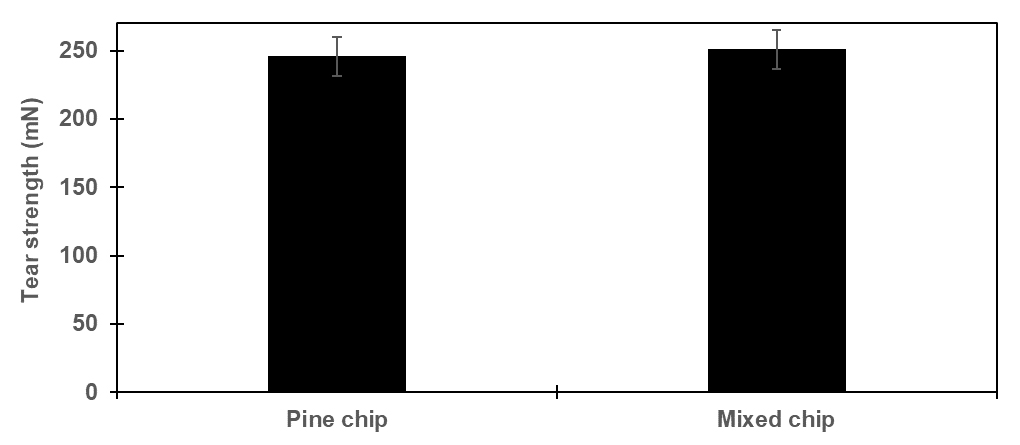
Fig. 8 compares the tear strength of TMP produced from pine chips and mixed chips collected from nematode-infested areas, showing that TMP from mixed chips exhibits a similar tear strength to that from pine chips. Although the mixed chips showed a 2% higher tear strength, this difference is not statistically significant. The ability to maintain similar tear strength despite the inclusion of nematode-infested wood and some hardwoods suggests that the performance in terms of tear strength can match that of pure pine chips. The similar tear strength observed in TMP from mixed chips highlights the adaptability and resilience of the TMP production process in maintaining pulp quality under varying raw material conditions. The similarity in tear strength, along with consistent bulk and tensile properties, underscores the potential of using mixed chips as a sustainable and cost-effective alternative in domestic TMP mills, contributing to mitigating the economic impact of pine wood nematode infestations.
3.6 Optical properties of TMP
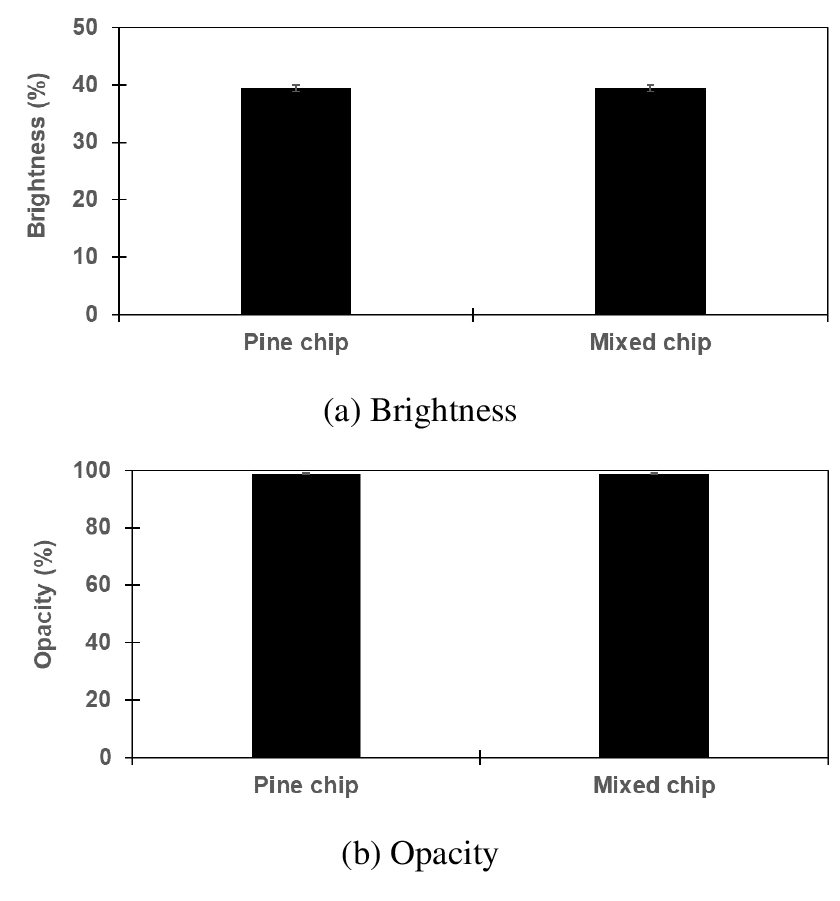
Fig. 9 compares the optical properties of thermomechanical pulp (TMP) produced from the pine chips and the mixed chips obtained from nematode-infested areas. Despite the common understanding that brightness is significantly influenced by raw material sources, the results show no remarkable difference in the optical properties of TMPs from the two types of chips. This suggests that nematodes in the mixed wood chips do not adversely affect the optical quality of the resulting TMP. Consequently, the mixed chips from nematode-infested regions can be used to produce TMP with optical properties comparable to those derived from pure pine chips. The consistent optical properties between the two sources of chips further emphasize the robustness of the TMP production process in maintaining high-quality standards under varying raw material conditions.
3.7 Pitch comparison
Fig. 10 compares the mean number and area of pitch per unit area in TMP manufactured from the pine chips and the mixed chips harvested from nematode-infested forest areas. The mean number and area of pitch per unit area were greater and larger in TMP produced from the pine chips than in TMP produced from mixed chips. The comparative analysis indicates that the TMP produced from the mixed chips sourced from clear-cut areas affected by pine wilt disease shows a lower pitch content both in terms of number and area per unit area. This suggests that the higher proportion of hardwoods in the mixed wood chips might have contributed to the reduced pitch formation during the TMP process. Generally, hardwoods contain lower amounts of resinous substances compared to softwoods, which can lead to less pitch formation. Pitch is a known issue in the pulp and paper industry, as it can cause various problems, such as equipment fouling and defects in the final paper products. The lower pitch content in TMP from the mixed chips indicates a potential advantage, as it could lead to fewer operational issues and higher quality in the final products.
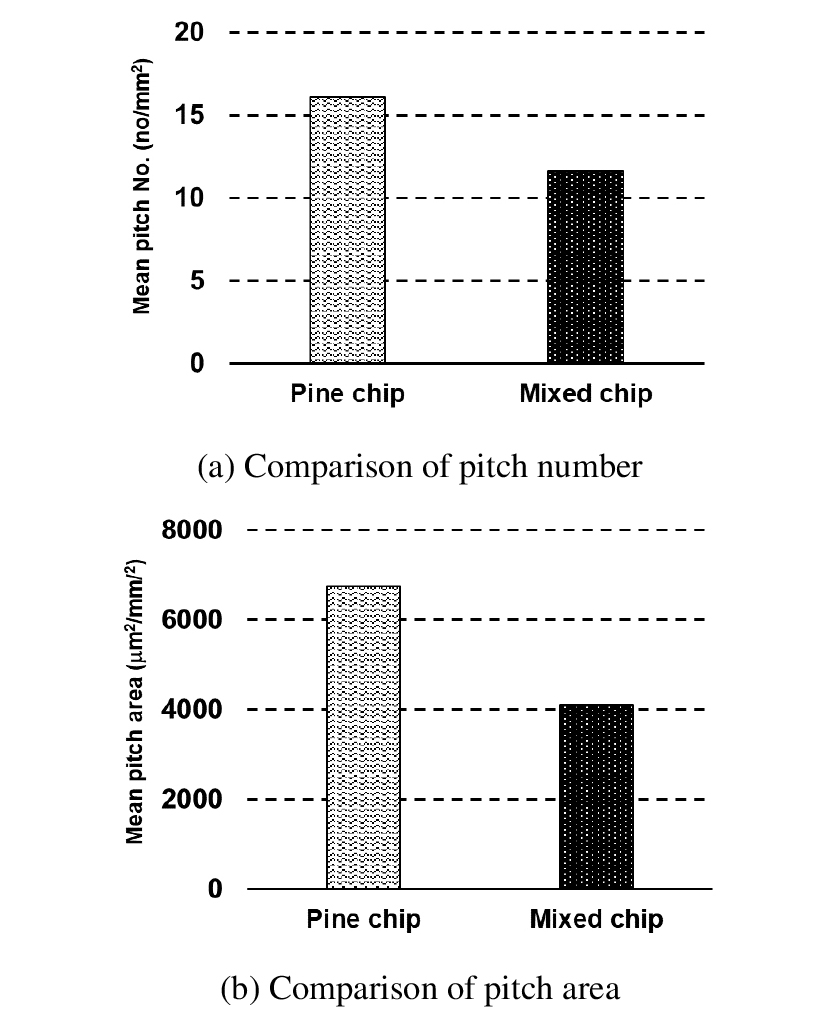
The results highlight the potential benefits of using the mixed chips from nematode-infested areas for TMP production. These mixed chips offer improved refining efficiency and mechanical properties, as discussed earlier, and they also present a solution to reduce pitch-related problems in the TMP process. This could result in cost savings and improved operational efficiency for mills adopting this raw material strategy.
4. Conclusions
This study demonstrates the viability of utilizing mixed wood chips from nematode-infested forests as a sustainable and cost-effective alternative for thermomechanical pulp (TMP) production. The mixed wood chips exhibited superior refining efficiency, lower shive content, and comparable mechanical properties to traditional pine chips. While increased extractives and ash content require careful management, the overall benefits outweigh these challenges. The study confirmed that mixed wood chips could produce TMP with comparable fiber length, bulk properties, tensile strength, and optical properties to those produced from pine chips. Moreover, mixed wood chips offered lower pitch content, reduced operational issues, and improved product quality. These findings highlight the potential of mixed wood chips to enhance TMP production efficiency, stabilize raw material supply, and contribute to sustainable forest management practices.
