

1. 서 론
전자사진 방식에 의한 보통지의 복사기, 레이져프린터 등의 현상제로서 토너가 사용되고 있다. 토너의 제조 방법은 기계적분쇄법, 중합법 등이 있고, 각각 특징을 갖고 있다. 그러나 안전성(安全性), 품질 안정성(安定性), 생산효율 면에서 현재 상당 부분의 토너는 기계적 분쇄법에 의해서 생산되고 있다. 기계적 분쇄법은 바인더수지 중에 결착수지와 착색제 등의 각 성분을 용융 및 혼육 시키고 분쇄, 분급을 거쳐 토너를 제조하는 방법이지만 분쇄법으로 제조된 토너는 최종적으로 기계적인 힘으로 미립자화 시키기 때문에 토너의 입경이 불균일하게 된다. 입경이 불균일하면, 토너의 유동성, 마찰대전성이 악화되기 때문에 양호한 미세화상을 얻기 어려운 결점을 갖는다. 한편, 중합법은 입자의 균일성을 향상시키는 것이 가능한 방법이고, 균일한 구형의 토너가 얻어지기 때문에 종래의 분쇄법 토너보다도 고성능의 기능을 갖는 토너를 제조할 수 있다. 중합법은 분산안정제를 함유한 수계분산매체 중에서 중합성단량체, 착색제, 대전제어제, 이형제 등을 함유하는 단량체혼합물을 중합하는 것에 의해 토너를 얻는 방법이다.
컴퓨터가 보급된 이후, 최근 레이져 프린터, 디지털 복합기용으로서 열에너지 소비량을 줄이고 인자 및 복사의 고속화, 풀 칼라화에 대응 등이 가능한 토너에 대한 요구 항목이 점점 고도화되고 있다. 복사기와 프린터에서 가장 에너지 소비가 높은 부분은 토너를 열에 의해 종이에 정착시키는 정착공정이며 에너지 소비량을 줄이기 위해 정착 롤의 온도를 낮추는 것이 가장 효과적인 처방이다. 또한 토너의 효율적인 정착을 목적으로 예열을 위해 종이에 공급 가능한 열에너지는 한계가 있기 때문에, 정착공정에서 각종 기계를 고속화하기 위해서는 설계 초기부터 예열을 위한 종이표면온도를 낮게 설정할 필요가 있고 이러한 점에서도 저온정착화는 중요한 요구사항이다.1-3)
중합토너의 기술동향은 화질향상을 위해 토너의 입경은 작아지고 컬러인쇄와 에너지 절감을 위한 수지의 저융점화가 진행되고 있다. 특히 저온 정착성과 토너의 내구성을 동시에 구현하는 것을 목적으로 코어-쉘형의 2중 구조를 갖는 캡슐형 토너에 대해 활발한 연구가 이루어지고 있으며 제조방법과 관련한 다수의 특허가 보고되고 있다.4-9)
코어부를 융점이 낮은 수지로 하는 캡슐형 토너의 상용화는 정착시스템의 효율화를 위해서도 특히 중요하다. 또한 캡슐형 토너의 정착 기구를 명확히 하기 위해서는 캡슐화한 저온 용융 토너의 열적 특성에 대한 이해가 필요하며, 2중 구조를 갖는 마이크로 캡슐형 토너의 용융 메커니즘의 해석을 위해 토너의 레올로지 특성을 평가하는 것은 유효한 방법 중 한가지로 생각된다.
이와 관련하여 Jeong과 그 연구팀은 캡슐막의 유무에 따른 레올로지 특성과 정착특성을 평가 보고 한 바 있다.9,10) 이 연구는 마이크로 캡슐형 토너의 정착기구를 설명하는데 있어서 토너의 캡슐부가 순간적으로 깨지는 것이 아니라 유리전이 온도가 낮은 심재부의 수지가 용융되고 캡슐막을 통해서 용출하는 과정을 설명하는 좋은 자료이지만 캡슐막의 두께차이가 심재부의 저온 용융수지의 용출거동에 미치는 영향을 레올로지 측정에 의해 정량적으로 해석하고 평가하는 데에는 기술적으로 해결해야 할 과제를 남기게 되었다.
본 연구에서는 레오로지 측정을 이용하여 캡슐형 모델토너의 저온용융 수지부가 가온에 의해 캡슐막을 통해서 용출되는 과정을 평가하기 위한 적절한 해석 기법을 제안하고, 토너의 용융 레오로지에 관한 측정 조건을 확립하기 위해 기초연구를 수행하였다.
2. 재료 및 방법
2.1 모델토너의 제조
분산안정제를 첨가한 수용액에 비율 6:4로 조정한 스틸렌 모노머(styrene monomer)와 n-부틸 메타크릴레이트(N-butyl methacrylate/NBMA)의 혼합물을 적하하면서 교반하였다. 이 때 중합반응이 산소의 영향을 받지 않도록 질소 분위기하에서 실시하였고 교반을 통해 공중합시키면서 융점이 60°C인 토너 슬러리를 제작하였다.
얻어진 토너 슬러리에 30% 구연산(citric acid) 수용액을 첨가하여 pH를 9에서 중성이하가 되도록 조제하였다. 그 후에 1200 mesh여과포를 장착한 소형원심분리기와 이온교환수를 사용하여 저온용융 토너를 합성하는데 사용되었던 분산안정제와 미반응물을 세척을 통해 제거 하였다. 마지막으로 진공건조기에서 수분이 0.15%이하가 될 때까지 건조하고 직경이 약 6 μm인 저온용융 토너를 제조하였다. In situ 중합법에 의해 저온용융 토너 표면에 열경화성 멜라민수지 박막을 형성시킴으로써 막 두께가 3 nm, 5 nm, 8 nm인 3종류의 마이크로 캡슐형 모델토너를 제조하였다(Table 1).
2.2 모델토너의 열적 물성
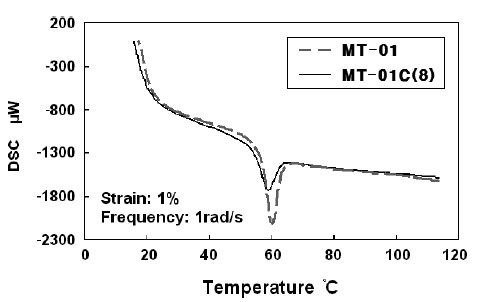
모델토너의 DSC 측정결과를 Fig. 1에 나타내었다. 이 측정결과로부터 비캡슐형 모델토너와 캅셀형 모델토너의 수지부의 융점이 약 60°C인 것을 알 수 있다. 또한 토너를 캡슐화하더라도 융점의 변화가 거의 나타나지 않는 것을 그림의 결과를 통해 알 수 있듯이 캡슐막의 존재는 내부에 존재하는 수지의 용융거동에 영향을 미치지 않는 것으로 생각된다.
2.3 내블로킹성 측정
서론에서 언급한 바와 같이 에너지 절감, 고속화란 측면에서 중요한 역할을 차지하는 저온 정착화 기술은 정착공정 시스템의 효율화와 토너의 저온 정착성이 밀접하게 연관되어 있다. 종이에 대한 토너의 정착온도를 낮추기 위해서는 바인더 수지의 유리전이온도를 낮추는 것으로 가능하지만 이 때 유리전이온도를 적절히 제어하지 못하면 복사기 내부 등에서 토너가 서로 녹아 붙어버리는 블로킹 문제가 일어난다. 이러한 내블로킹성은 채진동기(micro vibro sifter, model M-2, Japan)를 이용하여 간접적으로 측정하여 비교 평가 할 수 있다(Fig. 2).

상온(25°C)에서 보존한 비캡슐형 모델토너와 캡슐형 모델토너 3종류, 그리고 토너의 융점부근의 온도에 해당하는 55°C에서 24시간, 60°C에서 2시간 방치해 두었던 비캡슐형 모델토너와 캡슐형 모델토너 3종류, 그리고 융점을 넘어선 수지부의 용융영역의 온도인 70°C에서 30분간 방치해 두었던 비캡슐형 모델토너와 캡슐형 모델토너 3종류를 각각 3.0 g을 취해서 1분간 채 진동을 부여한 후 통과량을 측정하였다. 채의 메쉬 사이즈는 선직경은 45 μm, 눈의 크기는 63 μm였다.
2.4 토너의 레올로지 특성
측정장치는 Physica MCR(Anton Paar社)를 이용하였다(Fig. 3). 측정용 geometry로서는 평행형-플레이트(직경 12 mm)를 이용하였다. 캡슐토너를 측정용 플레이트에 충진시킬 때 캡슐막이 파괴되지 않도록 하면서 최밀 충전하였다.

측정조건으로서 변형 1%, 각주파수 1 rad/s에서 온도를 50°C에서 120°C까지 증가시키면서 온도의존성을 측정하였다. 변형 1%, 온도 80°C에서 각주파수를 0.1에서 1 rad/s로 변화시키면서 60초 간격으로 360초간 주파수의존성을 평가하였다. 이때 Test A는 80°C로 가온과 함께 바로 점탄성 측정을 시작한 경우이고, Test B는 80°C로 가온하면서 360초의 대기시간을 부여하고 그 이후에 점탄성 측성을 실시한 결과이다.
3. 결과 및 고찰
3.1 내블로킹 특성
4종류의 모델토너에 대한 내블로킹성의 측정결과를 Table 2에 나타내었다.
Table 2.
Cohesion tests of the four kinds of model toner
| Amount of pass through (mesh: 63 μm, wt%) | |||||
|---|---|---|---|---|---|
| 25°C, 24 h | 55°C, 24 h | 60°C, 2 h | 70°C, 30 min | ||
| Non-capsule | MT-01 | 95 | 0 | 1 | 1 |
| Capsule | MT-01C(3) | 99 | 98 | 98 | 7 |
| MT-01C(5) | 98 | 98 | 99 | 58 | |
| MT-01C(8) | 99 | 99 | 96 | 96 | |
Table 2에 나타낸 바와 같이, 수지부의 융점이 동일하고 캡슐막의 두께가 다르게 설계된 4종류의 모델 토너에 대해 내블로킹성을 측정한 결과를 보면, 저온 용융수지의 용출량은 캡슐막의 두께에 의존하는 것으로 생각된다. 특히, 수지부의 융점인 60°C보다 높은 온도인 70°C에서 30분간 방치한 4종류의 모델토너에 대한 내블로킹성 측정결과를 보면 수지의 용출량과 토너의 응집정도를 확인할 수 있고 그 결과 메쉬 통과량이 서로 다른 결과를 나타내고 있는 것을 알 수 있다. 다시 말해, 캡슐막의 두께가 얇아짐에 따라 수지의 용출양은 증가하고 그로인해 토너입자의 응집이 증가하여 mesh 통과율이 낮아진 것으로 생각된다.
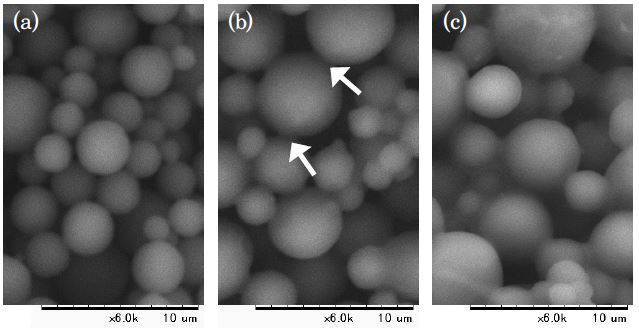
Fig. 4은 캡슐형 모델토너(MT-01C(8))을 상온과, 60°C, 70°C의 온도에서 일정시간 방치한 후 상온으로 냉각하여 관찰한 SEM 사진이다. 온도가 상승함에 따라 캡슐 내부의 수지가 용융되고 그 일부가 캡슐막을 통해서 스며 나와 토너 입자사이에서 점착제와 같은 역할로서 존재하는 것을 확인할 수 있다. 또한 융점 부근에서 최초 용융이 시작된 심재부의 수지성분이 주변 온도가 상승함에 따라 캡슐막을 통해 스며 나오는 것으로 생각된다.1,10)
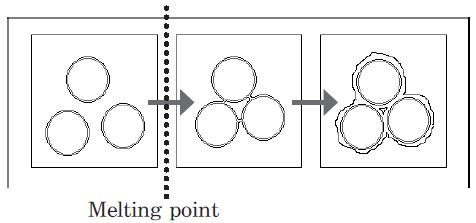
수지 성분의 용출량은 온도와 압력조건에 의존하는 것으로 생각되며 Fig. 5에 나타낸 모식도를 통해 좀 더 알기 쉽게 표현할 수 있다. 이와 관련된 내용은 Jeong과 그 연구팀이 보고한 바 있다.10) 융점을 지난 비캡슐형 모델토너는 용융이 시작되고 최종적으로 균질한 용융상태에 도달하는 것으로 생각된다. 그러나 마이크로 캡슐형 모델토너는 용융된 수지성분이 캡슐막을 통해 스며 나오기 때문에 용출된 수지성분이 토너와 토너사이에 존재하게 되고 수지성분의 용출량이 충분하지 않은 온도 범위에서는 토너간의 마찰력을 증대시켜 내부응력의 증가 및 증가된 응력이 일정기간 유지되는 영역이 존재하는 것으로 생각된다. 캡슐형 모델토너의 경우, 앞서 설명한 용출 메커니즘을 바탕으로 캡슐토너가 융점보다 높은 온도와 가열시간과 관련하여 나타내는 레올로지 거동의 해석이 가능할 것으로 생각되었다.
3.2 토너의 레올로지
3.2.1 온도 의존성
모델 토너에 대한 탄성률의 온도의존성 측정결과를 Fig. 6에 나타내었다. 비캡슐형 모델토너의 경우, 온도가 상승하면 내부구조의 연화 및 용융이 진행되고 저장탄성률 G'은 저하된다. 이와 비교해서 캡슐형 모델토너의 경우는 일부 탄성률의 상승영역(MT-01C(3), MT-01C(5))이 존재하고, 일부는 증가한 저장탄성률이 80°C부근까지 유지(MT-01C(8))되는 등 비캡슐형 모델토너와 비교해서 다른 경향을 나타내고 있다.
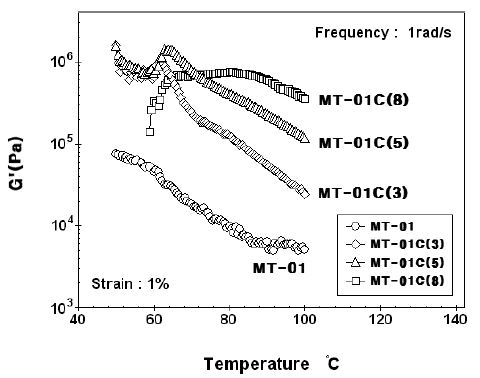
Fig. 6.
Results of temperature dependence of storage modulus for four kinds of model toner at temperature ranging from 50°C to 100°C.
두께가 3 nm, 5 nm인 모델토너의 경우는 일시적인 탄성률의 증가가 존재하지만, Fig. 1에서 확인된 바와 같이 캡슐 내부에 존재하는 저온 용융수지의 융점(melting point)에 해당하는 온도 60°C를 지나 계속해서 증가하면서 저장탄성률은 감소하는 경향을 나타내고 있다. 이와 같은 경향은 수지부의 융점에 해당하는 온도인 60°C 부근에서 수지성분이 캡슐막을 통해서 용출되기 시작하고 수지성분의 용출량이 적은 초기에는 용출된 수지성분이 모델토너 입자와 입자 사이에 존재해서 점착력을 부여하고 토너와 토너간의 마찰력을 증가시킴으로서 계 내부에 탄성적인 성질의 증가로 나타나는 것으로 생각된다. 다시 말해 레오메터에 부여된 변형력과 주파수에 대응하는 내부 응력이 발생 또는 증가하는 영역이 생기는 것으로 생각된다. 한편, 용융된 수지성분의 용출양이 충분히 증가해서 토너입자와 입자가 서로 구속되기 보다는 오히려 자유롭게 움직일 수 있도록 윤활 역할을 제공 할 수 있는 영역이 나타나기 시작하고 그 결과 저장 탄성율 G'이 감소하는 것으로 해석될 수 있다.
3.2.2 시간 의존성
비캡슐형의 모델토너와 막의 두께가 3 nm인 캡슐형 모델토너에 대한 탄성률의 시간의존성 측정결과를 Fig. 7에 나타내었다. 비캡슐형 모델토너의 경우, 온도 증가에 의해 입자는 용융하기 시작하고, 용융된 수지층에 의해 입자들이 서로 일체화하는 상변화과정이 일어나고 이러한 변화는 저장 탄성률 G'의 상승 또는 증가와 상관관계가 있는 것으로 생각된다.
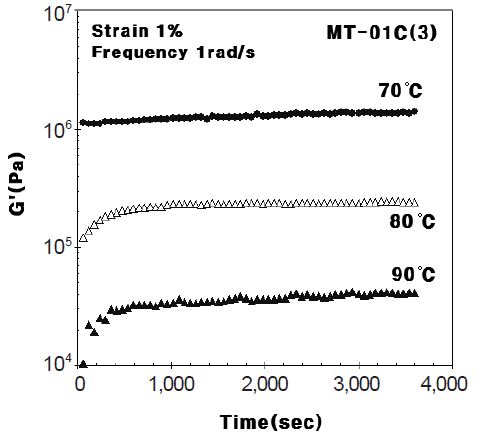
캡슐형 토너의 경우, 80°C, 90°C에서 측정한 결과를 보면 시간의 초기영역에서 비캡슐형 모델토너와 유사한 결과로서 G'의 증가현상이 검출되었다. 이것은 캡슐막을 통해서 용출된 수지성분에 의해 입자간 점착력이 생기는 결과로 생각된다. 캡슐토너의 용출특성에 대해서 검토하기 위해서는 수지가 용출되기 시작해서 탄성률의 변화가 생기는 약 800초까지의 시간영역에서 레오로지 특성의 평가가 유효한 것으로 생각된다.
그러나, 정착성의 경우 수초에서 수십 초 사이에 정착과정이 완료되기 때문에 토너의 정착성과 레오로지 특성과의 상관성을 구명하기 위해서는 될 수 있는 한 단시간 영역에서의 레오로지 특성의 평가가 필요하고, 수지부가 캡슐막을 통과하는 용출특성의 해석에 있어서는 저장·손실 탄성률의 대소 변화를 의미하는 tan δ에 주목하여 해석 하는 것이 중요할 것으로 생각된다.
3.2.3 주파수 의존성
캡슐막의 두께가 각각 3 nm, 8 nm인 모델토너(MT-01C(3), MT-01C(8))를 이용하여 수지부의 용융온도(melting point: 60°C)보다 높은 온도(80°C)에서 일정온도로 가온하면서 주파수 의존성을 측정하였다(Fig. 8(a), Fig. 8(b)). 저장 탄성률의 경우, 두 가지의 캡슐형 모델토너 모두 가온과 동시에 점탄성 측정을 시작한 조건A보다 가온과 함께 바로 측정하지 않고 360초의 대기시간을 부여한 후 점탄성 측정을 실시한 조건 B의 경우가 측정 주파수(frequency 10-1-100(rad/s)) 전 영역에 걸쳐 보다 높은 점탄성 수치를 나타내고 있다. 한편, 내부의 용융수지의 용출량의 많고 적음에 따라 모델토너 입자간의 상호작용의 크기, 다시 말해 내부응력의 차에 기인하는 저장 탄성률 G'과 손실 탄성률 G"은 각각 다른 경향을 나타내는 것을 알 수 있다. 저장 탄성률 G'과 손실 탄성률 G"의 관계는 일반적으로 tan δ(=G"/G')로 나타낼 수 있는데 Fig. 7에는 손실 탄성률 G" 대신에 tan δ를 도시하여 비교하였다.
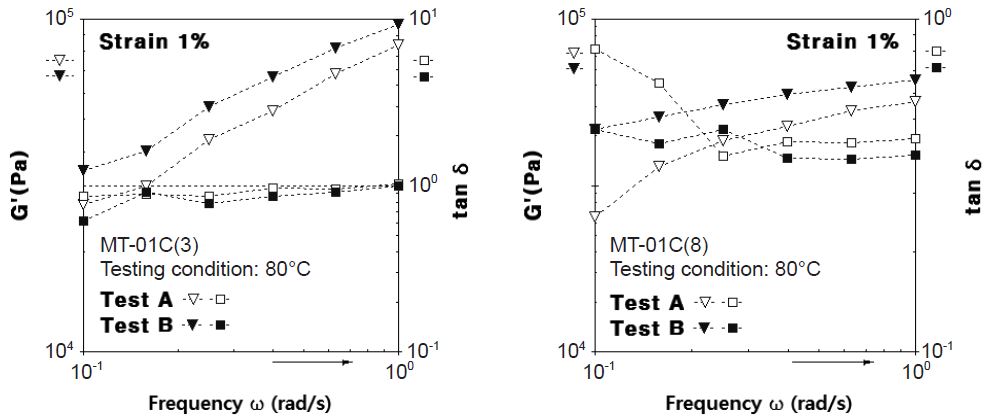
Fig. 8.
Result of frequency dependence of storage modulus for the model toner ((a)MT-01C(3), (b) MT-01C(8)).
Fig. 8에 나타낸 바와 같이 캡슐의 두께가 3 nm인 MT-01C(3) 토너의 경우, Test A와 Test B의 tan δ는 유사한 경향을 나타내고 있다. 한편, 캡슐의 두께가 8 nm인 MT-01C(8) 토너의 경우는 Test A와 Test B는 모델토너 입자간 상호작용을 의미하는 저주파수영역에서 다른 경향의 tan δ를 나타내고 있다.
다시 말해, 캡슐의 두께가 3 nm인 MT-01C(3) 토너의 경우는 수지부의 용출속도가 상대적으로 빠르고 모델 토너의 입자와 입자간의 움직임이 자유로울 수 있을 만큼 그 용출량이 단시간에 증가하기 때문에 내부응력이 증가되기 보다는 낮은 상태에서 Test A와 Test B의 측정이 진행된 것으로 생각된다. 따라서 손실 탄성률도 안정된 값을 나타냄으로서 tan δ의 수치가 일정한 값을 나타내는 것으로 분석된다.
캡슐의 두께가 8 nm인 MT-01C(8) 토너의 경우, 용출속도가 MT-01C(3) 토너와 비교하여 상대적으로 느리고, 용융되어 캡슐막을 통해 용출되는 수지의 양이 적은 점탄성 측정 초기(0-180 sec, 1-3번째 측정결과), 모델 토너 입자와 입자간의 상호 작용력이 높은 구조에서 캡슐막 내부의 용용수지가 계속적으로 용출됨으로서 모델토너 입자와 입자간의 상호 작용력은 계속적으로 감소하고 내부응력 손실에 의한 계 내부의 구조변화가 증가되는 것으로 생각할 수 있다. tan δ는 약 45°의 음의 기울기를 갖는 감소경향을 보이고 3번째 측정점(0-120초)까지 그 경향이 계속되고 있다. 그 이후 계 내부의 구조는 안정화 되고 응력손실은 주파수 전 범위 걸쳐 유사한 값을 나타내기 때문에 tan δ 값이 일정한 수지를 나타내는 것으로 분석된다. 한편 360초의 대기시간이 부여된 Test B의 경우, 용융된 저온수지가 캡슐막을 통해 충분히 용출된 이 후, 점탄성 측정이 진행되었기 때문에 모델 토너 입자와 입자간의 상호 작용력을 의미하는 계의 구조변화는 거의 일어나지 않는 안정한 상태가 되었고 tan δ는 전 주파수 영역에 걸쳐서 유사한 값을 나타내는 것으로 분석된다.
4. 결 론
본 연구에서는 캡슐형 모델 토너의 용융 또는 용출특성에 대한 레오로지 평가를 실시하였다. 토너의 레오로지 특성과 밀접히 관련된 토너입자와 입자의 상호작용은 캡슐막 내부에 존재하는 수지 성분의 용출량과 관계가 있기 때문에 여러 가지 온도 조건에서 가온하면서 점탄성을 측정을 실시하였다. 특히 본 연구에 사용된 캡슐형 모델 토너의 경우, 저온수지부의 용융온도(melting point) 이상으로 가온할 경우, 측정시간은 최초 가온을 시작한 지점을 0초로 약속할 경우 약 800초까지의 레올로지 평가가 유효한 것으로 생각된다. 또한, 주파수 의존성 측정을 통해 캡슐막의 두께의 차이에 따라 구분되는 2종류의 캡슐형 모델토너(MT-01C(3), MT-01C(8))의 용출특성의 차이를 탄성률과 주파수의 함수로 정량화하는 것이 가능하였다.
용출특성은 측정온도·시간에 의존하기 때문에 각각의 영향인자를 충분히 고려한 조건에서 토너의 레오로지 측정조건을 설계하고 저장 탄성율 G'과 손실 탄성율 G"의 상관관계를 나타내는 tan δ 값에 주목할 경우 다양한 형태의 계 내부의 구조변화에 대한 해석이 가능할 것으로 생각된다.
