

1. Introduction
Because of the increasing demand for high quality uncoated and coated papers, local gloss variations and print unevenness have become one of important issues. Although precalendering is performed to improve the surface properties, quality problems are caused by many factors, including poor formation and surface roughening of sheets during coating or printing. Surface roughening caused by deformation of the fibrous network of paper by water absorption.1) According to previous studies, it is affected by the affinity to water of a paper sheet, which depends on the pulp type, coating and printing conditions, and its ability to recover its original shape and relieve stress during drying and calendering.2-7) Generally, sheets comprising more mechanical pulp fibers or fibers with thicker cell walls show more fiber roughening than kraft pulp on applying water.3,4,8) According to a study by Skowronski,5) roughening is due to internal stresses in the cell wall relaxing to restore its original form and fiber shape; this recovery process predominates in mechanical pulp fibers compared to chemical pulp. This was evaluated using a technique for measuring the swelling pressure exerted when paper is in contact with water.6) The more water applied to paper and the longer the contact time between water and base paper, the greater the surface roughening of the base paper.8) Calendering can change the bulk, thickness, and roughness of a base sheet, and its effect depends on the calender type and operating conditions. Generally, precalendering positively affects the properties and uniformity of coated products, but the stress induced in the sheet by precalendering and the ability to release this stress differ depending on the calender type and calendering conditions. For example, a thermal-gradient (TG) calendered sheet shows less roughening than a conventional one.5) Dooley et al. also found that increasing the calendering roll temperature reduces the roughening tendency at the same linear load.9) Zou also indicated that high-pressure and high-temperature precalendering helped to collapse the mechanical pulp fibers and caused less roughening.10) However, there were few effective and practical methods for controlling or reducing surface roughening. To effectively control surface roughening, it is important to understand the roughening mechanism. Some studies have quantitatively evaluated the surface roughening or fiber rising. Surface roughening was mostly evaluated by measuring the change in Parker Print-Surf (PPS) roughness and gloss after applying water.4,11) Also, image analysis of a paper surface under a low angle doubles beam illumination and stereo images of scanning electron microscope were analyzed in previous studies.12,13) However, the relationship between the surface and structural properties of precalendered sheets and surface roughening by moistening appears obscure. To understand the relationship between water penetration and surface roughening of a precalendered sheet, the water penetration depth is required. Moreover, it is also necessary to understand the heat transfer distribution in the z-direction to verify the effect of hot calendering on surface roughening. Confocal laser scanning microscopy (CLSM) is useful for visualizing fluorescent materials in paper.14) CLSM is expected to visualize the water penetration and quantify the penetration depth. Therefore, this study aimed to quantitatively evaluate the water penetration depth using CLSM. It also aimed to determine how to effectively control surface roughening by investigating the correlation between the water penetration depth and heat distribution in the z-direction.
2. Materials and Methods
2.1 Materials
Bleached chemithermomechanical pulp (BCTMP) was used for making handsheets. BCTMP was beaten to 470±10 mL CSF using a laboratory valley beater. Deionized water was used to moisten the paper. Fluorescent dye, acridine orange (Sigma-Aldrich), was used to stain the sheet.
2.2 Methods
2.2.1 Preparation of handsheet
BCTMP handsheet with a grammage of 100 g/m2 was prepared using a laboratory sheet former. After couching five times, the wet sheet was pressed at 3.5 bar using a laboratory press. Cylinder drying was then conducted at 120℃. The handsheet was preconditioned at 23±1℃ and 50±2% relative humidity. The moisture content of the sheet was 7.9%.
2.2.2 Calendering
Handsheets were calendered using a laboratory soft nip calender. Calendering was performed at various roll temperatures and linear nip pressures. Roll temperatures were 40℃, 70℃, 100℃, and 120℃, and linear pressures were 42, 114, 184, and 270 kgf/cm.
2.2.3 Moistening
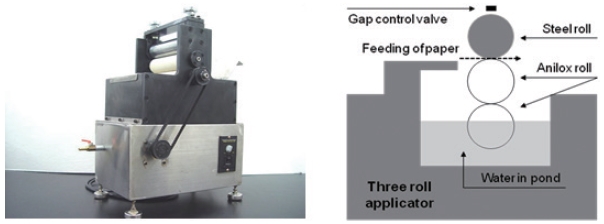
Deionized water was applied to the sheet surface with a three-roll applicator (Fig. 1). The amount of applied water was controlled by the gap between the upper two rolls and the roll speed. The amount of absorbed water ranged from 0 to 30 g/m2. After moistening, sheets were dried at room temperature and conditioned at 23±1℃ and a relative humidity of 50±2%.
2.2.4 Evaluation of surface roughening
The roughness of sheets before and after calendering was measured using a PPS roughness tester (L&W Co., Sweden). Surface roughening was evaluated as the roughening index by moistening (RIM).15) This is the relative deformation of the surface from moistening to before water absorption by the calendered sheet. The RIM was calculated using Eq. 1.
Here, Ruc,bm is the roughness of the uncalendered sheet before moistening, Rc,bm is the roughness of the calendered sheet before moistening, and Rc,am is the roughness of the calendered sheet after moistening. Therefore, the RIM includes roughening by water as well as deformation by calendering.
2.2.5 Evaluation of water penetration depth and deformation
After applying deionized water containing a fluorescent dye to the paper surface, the paper cross-section was observed using CLSM. The thickness and its changes were measured from CLSM images using an image analysis program. Image processing was performed as shown in Fig. 2. To visualize deformation of the paper structure after moistening, z-directional scanning electron microscopy (SEM, JEOL Co., Japan) images were also obtained. To evaluate the penetration depth and deformation of the paper structure by water adsorption, over 30 measurements were obtained.
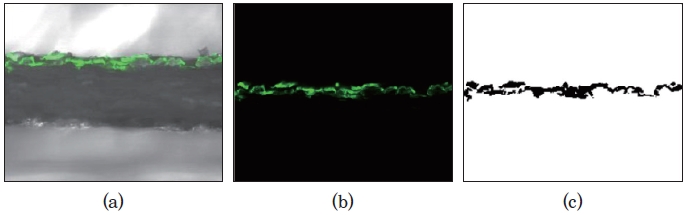
Fig. 2.
Image processing: (a) CLSM image in the z-direction, (b) image of stained section, and (c) binary image of stained section.
On exposing paper to water, the water penetrates the pores and the fibers swell simultaneously. Fig. 3 shows a schematic of the deformation of a sheet by water absorption. The section stained with fluorescent dye in the cross-sectional image of the handsheet shows the water penetration depth and paper deformation. Therefore, the deformed thickness after moistening should be subtracted to obtain the water penetration depth in the stained section as shown in Eq. 2. The deformation index (DFI) of the paper structure was considered to be the change in stained thickness against the water penetration depth. The DFI was calculated using Eq. 3.

Here, L is the water penetration depth, Ti is the initial thickness, Tw is the thickness after moistening and Ts is the thickness stained with fluorescent dye.
2.2.6 Quantification of heat penetration depth into the sheet in the z-direction
To evaluate the thermal deformation of the fiber structure by hot calendering, the heat penetration depth was obtained using Eq. 4.16-18) According to Vreeland et al.,16) paper was assumed to be a semi-infinite plate. It was also assumed that conduction is the dominant mechanism of heat transfer in the z-direction of the sheet, and convection and radiation of heat are extremely small.
Here, T(z,t) is the temperature at distance z into the plate at time t, T0 is the temperature of the steel roll surface, Ti is the ingoing sheet temperature, z is the depth into the plate from the surface, t is the nip residence time, α is the thermal diffusivity of the plate and erfc is the complementary error function.
3. Results and Discussion
3.1 Effect of precalendering on surface roughening
After applying water to the paper, its thickness and roughness were increased. This was because the fibers were swollen by water absorption. Fig. 4 shows the surface roughness (a) and roughening (b) of sheets calendered at different linear pressures at 40℃ as a function of applied water. Before moistening, the surface roughness decreased as the calendering pressure increased. The sheet roughness increased with water absorption by the sheet surface (Fig. 4(a)). Especially, calendering at high pressure considerably increased the surface roughening (Fig. 4(b)). More compressed fibers and voids between the fibers tended to swell more reversibly by water absorption. High-pressure calendering increased the smoothness of a paper, but its effect disappeared after contact with water.
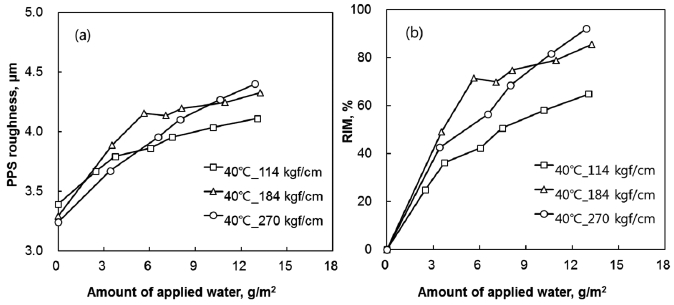
Fig. 4.
Surface roughness (a) and RIM (b) of sheets calendered at different linear pressures as a function of the amount of applied water.
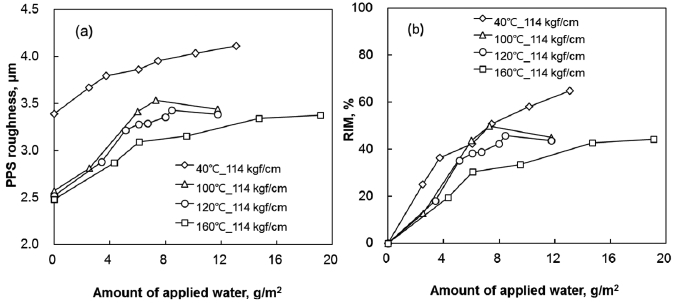
Fig. 5 shows the effects of calendering temperature on the surface roughness and roughening of BCTMP sheets. The calendering pressure was maintained at 114 kgf/cm. Sheets calendered at higher temperatures had lower roughness as shown in Fig. 5(a). Contrary to the calendering pressure effect, less surface roughening occurred at higher temperatures (Fig. 5(b)). This indicates that permanent heat deformation must be developed in a paper that remains after exposure to water. This result is similar to that for hardwood kraft handsheet,15) but the surface roughening tendency is remarkable in BCTMP sheets. Consequently, deformation and smoothing of a BCTMP handsheet by pressure disappeared after moistening, whereas hot calendering is effective in reducing surface roughening by permanent deformation. This might be due to reduced water penetration into the paper or less fiber swelling after water absorption. Particularly, with hot calendering, softened lignin in BCTMP could be relocated on the fiber surfaces, preventing water absorption and fiber swelling.
3.2 Evaluation of water penetration
The water penetration depth and deformation after moistening were evaluated using Eqs. 2 and 3 with CLSM. The initial thickness and density of the sheet after calendering treatment is shown in Fig. 6. As the calendering temperature increased from 23℃ to 160℃, the sheet thickness decreased by 20%. Fig. 7 shows the sheet thickness after moistening as a function of the amount of applied water. Fibers and fiber networks compressed by hot calendering were swollen by water, and the thickness was recovered. The increase in thickness is linearly related to the amount of water. The slope of the thickness (Tw) vs. the amount of water decreased as the calendering temperature increased. Thus, hot calendering inhibited deformation of the paper structure by moistening.
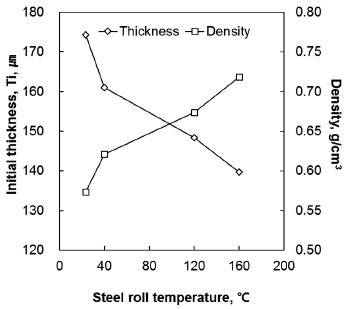
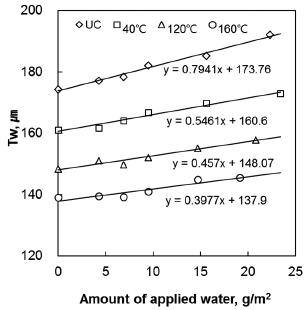
Fig. 8 shows the stained thickness (Ts). Compared with the uncalendered and calendered sheets at low temperature (40℃), the calendered sheet at high temperature (120℃, 160℃) had a smaller stained thickness. The smallest stained thickness was observed when the sheet was calendered at a high temperature, 160℃. A higher stained thickness indicates a deeper penetration of fluorescent dye into the sheet in the z-direction or larger deformation of the structure after moistening. To investigate the dominant mechanism for surface roughening of the hot calendered BCTMP handsheet after moistening, it was necessary to evaluate the depth of water penetration into the sheet and the deformation of the paper structure after moistening. The stained thickness comprised the penetration depth into the fiber network and the thickness change due to fiber swelling. Therefore, the penetration depth was determined by subtracting the thickness of the unabsorbed (unstained) part from the initial thickness of the sheet (Eq. 2).
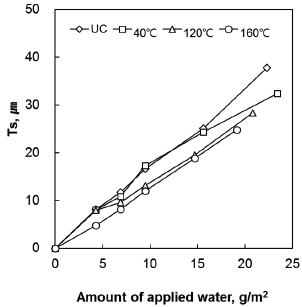
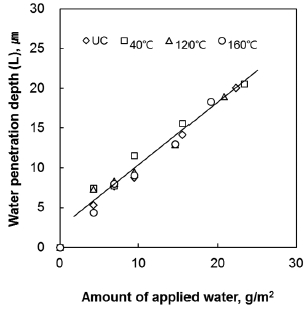
Fig. 9 shows the penetration depth in the z-direction of a BCTMP handsheet under 114 kgf/cm of calendering pressure. It was noticeable that water penetration depths as a function of the amount of applied water were generally positioned on the same line even for dense sheet produced by hot calendering. Densifying the sheet does not appear to affect the water penetration depth. This might be because of fast water penetration along capillaries in dense networks. According to Roberts et al.,19) the fluid movement is primarily due to advance of the wetting fluid in the form of bulk liquid films along channels formed by fiber overlaps. Calendering decreased the pore size by densification, which might cause high capillary penetration of water into the sheet.
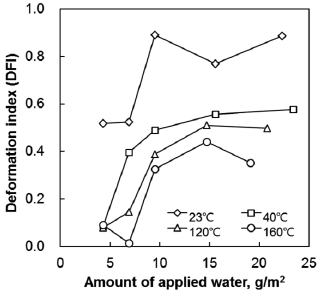
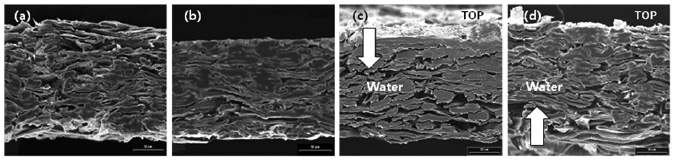
The DFI of paper was obtained using Eq. 3 and is plotted in Fig. 10. A DFI of zero indicates that there is no change in thickness after moistening, and a lower DFI indicates less surface roughening. The DFI increased with the amount of applied water. Especially for a sheet hot calendered above 120℃, an extremely low DFI close to zero was obtained when a relatively small amount of water, below 9.5 g/m2, was applied to the sheet surface. Even when more than 20 g/m2 water was applied to the sheet, the DFI was below 0.5 at 120℃ and 160℃. These results were verified by visualizing the deformation (Fig. 11). Compared to the uncalendered sheet (Fig. 11(a)), the structure of the hot calendered sheet (Fig. 11(b)) is very dense at the top side because of contact with the hot steel roll. When water was applied to the top side (Fig. 11(c)), which was in contact with the hot roll, there was no significant change in the dense structure of the paper. However, a bulky structure was observed when water was applied to the wire side (Fig. 11(d)), which was not in contact with the hot roll. Moreover, swollen fibers and fiber rising were observed after moistening at the wire side of the sheet. Consequently, reversible structural changes occurred for the sheet that was not heat treated, whereas irreversible change occurred in the network of fibers when the fibers hot calendered. This was due to thermoplastic softening of the lignin in the fiber wall according to Zou’s review.10)
3.3 Heat distribution in z-direction of paper
When hot calendering was performed, conductive heat transfer into the paper occurred. The initial temperature decreased exponentially as a function of depth from the sheet surface. When a sheet was calendered above the glass transition temperature (Tg), sufficient and permanent deformation and densification could occur on the top side in the z-direction.16,17) Therefore, it was necessary to compare the water penetration depth with the thermal depth, which shows irreversible structural change. Vreeland et al. suggested that the glass transition temperature decreased exponentially as a function of the moisture content of the sheet according to Eq. 5.16) In this study, the moisture content of the BCTMP handsheet was 7.9% when it was compressed by calendering. Therefore, we considered that the Tg was 83℃.
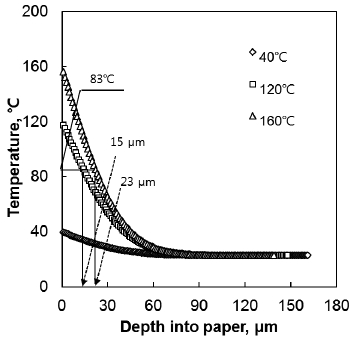
According to Eq. 4, the heat distributions in the z-direction of sheets calendered at different temperatures were calculated mathematically, as shown in Fig. 12. The depths into the paper to reach Tg were 15 and 23 μm after calendering at 120℃ and 160℃, respectively. When water at 9.5 g/m2 was applied to the calendered sheet at 120℃ and 160℃, the water penetration depths were 9.5 and 9.1 μm, respectively (Fig. 9). Water at above 20 g/m2 penetrated into the paper to around 21 μm in the z-direction for all temperatures. This indicates that water did not penetrate to the depth where thermal deformation occurred when the sheet was calendered at 160℃. Therefore, less surface roughening and a DFI below 0.4 were observed for the sheet hot calendered at 160℃. A low DFI below 0.5 was also obtained with 120℃ calendering because deformation up to 15 μm in the z-direction was offset due to heat treatment. However, more surface roughening was observed in the calendered sheet at 40℃ because there was no thermal deformation. That is, this indicates that permanent deformation by hot calendering inhibits surface roughening.
4. Conclusions
Surface roughening is a cause of surface deterioration in paper during coating and printing. It originates from interactions between base paper and water in coating color or dampening water, which are affected by pulp type, precalendering, and coating operation variables. In this study, the effect of calendering variables on the surface roughening of a BCTMP sheet and the relationship between hot calendering and water penetration depth were investigated. High-pressure calendering reduced surface roughness before moistening, but its smoothing effect was mostly lost by contact with water. Conversely, sheets calendered at a high temperature showed the least roughening. To examine the effect of hot calendering, the correlation between water penetration depth and structural deformation was determined using CLSM and SEM. Densification by calendering at different temperatures barely affected the water penetration depth. However, permanent fiber deformation occurred on hot calendering. Consequently, hot calendering above Tg inhibited surface roughening by irreversible deformation of the top side of the sheet in the z-direction. Especially, surface roughening by moistening could be effectively reduced by transferring heat above the Tg into paper sheet at a depth exceeding that of water penetration.
