

1. 서 론
박엽지는 평량 40 g/m2 미만의 얇은 저평량 종이로 일반적인 인쇄용지 이외에 필터용지, 미용종이, 식품포장용지, 과실봉지와 같이 일상생활에서 자주 접할 수 있는 기능성 종이도 이에 포함된다. 박엽지는 사용 분야가 다양한 만큼 요구되는 특성 또한 다양하다. 예를 들어 티백(teabag)이나 담배 필터에 사용되는 필터용지는 일정 이상의 강도와 높은 투기도를 가져야 한다.1,2) 이와 반대로 과실봉지의 경우에는 약품이나 습기에 젖어도 강도를 유지할 수 있도록 습윤강도를 충족시키면서 적절한 건조강도와 투기저항성을 가져야만 한다.3) 과실봉지의 투기저항성이 너무 낮으면 제대과정에서 접착제가 종이를 뚫고 배어 나와 봉지끼리 달라붙는 blocking 현상이 발생하고, 투기저항성이 너무 높은 경우 과실로부터 발생하거나 외부에서 침투한 수분의 배출이 어려워 과실봉지 내의 미기상 조건이 너무 다습해진다는 단점이 있다.4) 이처럼 박엽지는 다양한 분야에서 사용됨에 따라 제조 시 각각의 용도에 맞게 종이의 강도와 다른 물성들을 함께 충족시켜야 하나, 상대적으로 매우 낮은 평량을 지님에 따라 기본적으로 종이의 강도가 취약하고 투기저항성이 낮은 문제가 있다.5)
종이의 강도를 개선하기 위해 사용되는 대표적인 방법으로 고해(refining) 공정을 들 수 있다.6) 고해란 섬유를 기계적으로 처리하여 섬유의 특성을 조절하는 방법이다. 섬유는 기계적 처리를 겪음에 따라 섬유 내부의 층이 분리되는데, 구조가 느슨해지고 비표면적이 증가하면서 팽윤이 쉬워지고 섬유가 유연해진다. 특히 섬유 표면에 피브릴(fibril)이 보풀처럼 발생하여 섬유의 비표면적이 넓어짐에 따라 섬유 간 결합력이 향상되는 장점이 있다. 그러나 이와 동시에 섬유가 파괴되어 단섬유화가 진행되고 미세분이 발생하는 단점도 존재한다.7) 이처럼 고해된 펄프로 종이를 제조할 시 섬유 간 결합력의 향상으로 종이의 강도는 개선되나 전술한 단점으로 인하여 여수도가 감소하는 문제가 있다. 고해를 통해 강도나 투기저항성을 향상시킬 경우 상기 고해의 단점으로 인하여 여수도가 변화하기에 박엽지에 요구되는 강도와 투기저항성을 충족시키면서 동시에 박엽지의 초지 조건에 맞게 여수도를 조절하는 것은 매우 까다롭다. 특히 환망 초지기를 사용하여 박엽지를 생산할 때는 장망 초지기의 경우보다 운용 가능한 여수도 범위가 좁아 너무 낮거나 높은 여수도의 지료로는 원만한 종이 생산이 어렵다는 단점이 있다.
부분고해란 펄프의 여수도를 조절할 때 펄프 전체를 고해하지 않고 펄프의 일부분만 고해하여 여수도가 다른 펄프와 혼합하는 방법이다. 전체고해(일반적으로 사용되는 고해)가 적용됨에 따라 여수도가 저하되는 이유는 기계적 처리로 펄프 내 모든 섬유의 섬유 간 결합력이 향상되어 web의 구조가 전체적으로 치밀해지기 때문이다.7) 그러나 부분고해를 실시하면 고해에 의해 여수도가 감소하지만, 미고해 펄프의 섬유가 종이의 구조를 엉성하게 만들기에 동일한 여수도에서 종이 강도와 투기도를 충족하는 박엽지를 제조할 수 있을 것으로 기대된다.
이에 본 연구에서는 일반적으로 사용되는 고해 방식이 아닌 부분고해 방식을 적용하여 박엽지의 강도를 개선하면서 투기도를 조절할 수 있는지 탐색하고자 하였다. 이를 위해 한 종류의 펄프를 고해하여 세 가지 여수도의 펄프로 조성하고 섬유 특성을 분석하였으며 세 가지 펄프를 혼합비별로 배합한 뒤 수초지 후 물성 분석을 진행하였다.
2. 재료 및 방법
2.1 공시재료
공시펄프로는 Canadian Pulp Canfor사의 침엽수 표백 크라프트펄프(softwood bleached kraft pulp, Sw-BKP)를 건조된 시트 상태로 분양받아 사용하였다.
2.2 실험방법
2.2.1 해리 및 고해
실험실용 표준 해리기(Pulp disintegrator, Lorentzen & Wettre, Sweden)를 이용해 건조된 상태의 Sw-BKP를 교반속도 3000 rpm, 농도 2.5% 조건으로 10분간 해리하였다. 해리된 펄프를 1.5±0.03%로 조절한 뒤 실험실용 Valley beater를 사용하여 고해를 진행하였다. 펄프를 균일하게 분산시키기 위해 처음 10분 동안 하중 없이 고해기를 운전하였고, 이후에 8 kgf의 하중으로 각각 55분, 84분 동안 고해를 진행하였다. 이에 따라 712 mL CSF(미고해 펄프)와 500 mL CSF, 300 mL CSF의 여수도를 갖는 펄프들을 얻을 수 있었으며 여수도는 TAPPI Standard T 227 om-99에 의거하여 측정하였다.
2.2.2 여수도에 따른 펄프 특성 분석
고해 처리에 따른 펄프 변화를 분석하기 위해 섬유특성과 미세분 함량을 분석하였다. 먼저 섬유특성 분석을 위해 섬유장 및 피브릴화(fiber fibrillation) 정도 등을 L & W Fiber Tester Plus(Lorentzen & Wettre, Sweden)를 사용하여 분석하였으며 보수도(water retention value, WRV)를 ISO 23714에 의거하여 측정하였다. 200 mesh 스크린을 사용하여 수세한 후 투입한 펄프의 전건량 대비 잔존한 섬유의 전건 무게를 측정하여 펄프 내 섬유와 미세분 비율을 계산하였다.
2.2.3 수초지 제조 및 물성 분석
여수도가 다른 3종의 펄프 배합비에 따른 박엽지의 강도와 투기도 변화를 알아보기 위해 사각 수초지기(30×30 cm2)를 이용하여 평량 17±1 g/m2의 수초지를 제조하였다. 80 mesh 스크린을 사용한 수초지 제조 시 투입한 펄프의 전건 무게 대비 제조된 수초지의 전건 무게를 비교하여 일과보류도를 측정하였다.
수초지 물성을 분석하기 전에 ISO 187에 의거하여 온도 23±1℃, 상대습도 50±2%의 항온항습조건에서 24시간 이상 조습 처리하였다. 여수도에 따른 종이의 강도 변화를 알아보고자 ISO 1924-2에 의거하여 인장강도(Tensile Strength Tester, Lorentzen & Wettre Sweden)를 측정했다. 시편의 폭이 15 mm인 경우 시편의 강도가 너무 낮아 L & W사의 인장강도 측정기의 측정한계를 벗어나는 이유로 측정이 불가능한 문제가 있었기에 시편의 폭을 25 mm로 늘려서 측정하였다. 지합(formation)은 Micro-Scanner(Optest Equipment, Canada)를 이용하여 측정하였으며 측정된 지합지수는 종이의 지합이 우수할수록 수치가 높았다. 투기저항성은 Densometer(Lorentzen & Wettre Micrometer, Sweden)를 사용하여 측정하였는데 수초지의 평량이 낮아서 초지 조건별 차이를 확인하기 위해 공기 300 mL가 시편 열다섯 겹을 통과하는 데 소요되는 시간을 측정하였으며 이를 통해 여수도가 다른 3종의 펄프 배합비에 따른 종이의 투기도 변화를 비교하였다.
2.2.4 삼성분 디자인을 통한 펄프 배합비에 따른 여수도 및 수초지 물성 평가
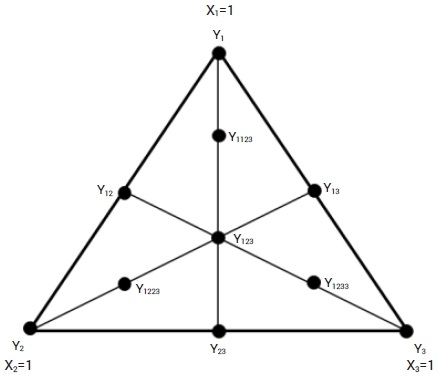
부분고해 적용을 통해 박엽지의 강도를 개선하며 투기도를 향상시킬 수 있는지를 파악하기 위해 여수도 713 mL CSF, 500 mL CSF, 300 mL CSF로 준비된 펄프 3종의 배합 시험을 진행하였다. 현실적으로 모든 배합비를 실험하여 평가하는 것은 불가능하기에 여수도가 다른 세 종류의 펄프 배합비 변화에 따른 종이의 강도와 투기도 변화를 알아보기 위해 Eq. [1]에 나타낸 삼성분 디자인인 Scheffe의 분석법을 이용하여 평가하고자 했다.8) 먼저 Table 1에 나타낸 10가지의 펄프 배합비에 따른 여수도를 측정하고 제조된 박엽지의 강도 및 투기저항성을 측정하였다. No. 1-7의 측정치는 Eq. [1]에 대입하여 세 가지 펄프의 비율에 따른 종이의 물성을 계산하는 데 필요한 b1-b123을 구하였고 이를 이용해 임의 혼합 상태에서의 물성값을 계산하고 삼각좌표에 등고선으로 도시하였다(Fig. 1). 이후 기존 데이터를 이용해 예측된 값과 직접 측정한 물성값인 No. 8-10을 비교하여 본 분석 방법의 신뢰성을 평가하였다.
b1=Y1 b12=4Y12-2(Y1+Y2)
b2=Y2 b13=4Y13-2(Y1+Y3)
b3=Y3 b23=4Y23-2(Y2+Y3)
b123=27Y123-12(Y1+Y2+Y3)+3(Y1+Y2+Y3)
3. 결과 및 고찰
3.1 여수도에 따른 펄프 특성 및 보류도 변화
부분고해에 따른 수초지의 물성 변화를 탐색하기에 앞서 배합되는 펄프의 여수도에 따른 펄프 특성을 분석하고자 하였으며, Table 2에 펄프의 여수도에 따른 섬유 특성을 나타내었다. 펄프의 여수도가 낮을수록 섬유 길이는 감소하였으며 외부 피브릴화 정도와 보수도는 많이 증가하였다. 이는 기계적 처리인 고해가 진행됨에 따라 섬유에 외부 피브릴화가 발생하고 단섬유화 및 미세분 발생에 따라 다량의 수산기가 노출되었기 때문으로 보인다. 여수도가 500 mL CSF에서 300 mL CSF로 감소함에 따라 섬유장과 미세분 함량은 급격히 변화하였으나 보수도의 변화는 미미하였다. 이는 고해 초기 여수도가 500 mL CSF로 감소할 때 이미 섬유의 내부 피브릴화가 충분히 진행되었기에 나타난 결과로 더 이상의 여수도 저하가 일어나도 추가적인 보수도 증가로 이어지지 못했다는 것을 의미한다.
Table 2.
Pulp characteristics
| Items | Unit | 713 mL CSF | 500 mL CSF | 300 mL CSF |
|---|---|---|---|---|
| Average fiber length | mm | 2.344 | 2.150 | 1.741 |
| Average fiber width | μm | 29.6 | 30.8 | 30.3 |
| Average fibril perimeter | % | 1.9 | 11.8 | 17.5 |
| WRV | g/g | 1.04 | 1.42 | 1.45 |
| Fines content | % | 5.75 | 8.94 | 16.05 |
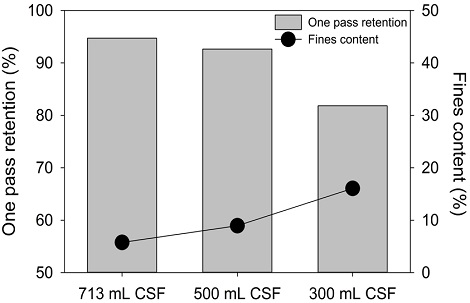
Fig. 2는 여수도에 따른 펄프의 일과 보류도와 미세분 함량의 변화를 나타낸 그림이다. 보류도는 원료펄프의 전건무게 대비 완성된 수초지의 전건무게 비율을 계산하여 구하였다. 고해가 진행됨에 따라 펄프의 여수도가 감소하며 보류도도 함께 저하되었다. 여수도가 300 mL CSF로 감소함에 따라 보류도가 큰 폭으로 감소하였으나 713 mL CSF와 500 mL CSF의 보류도는 큰 차이를 보이지 않았다. 이를 앞서 전술한 펄프의 평균 섬유장과 미세분 함량변화에 비추어 다음과 같이 분석하였다. 본 실험에서 제조된 수초지는 평량 17 g/m2의 박엽지이며 장섬유로 이루어진 침엽수 펄프를 주원료로 사용하였다. 또한 수초 시 80 mesh 스크린을 이용하여 지층을 성형하였기에 미세분이 보류되기에 가혹한 조건이었으며 고해처리로 발생하거나 이미 포함된 미세분 대부분이 보류되지 못하는 것으로 판단되었다.9) 또한 713 mL CSF와 500 mL CSF 펄프의 보류도는 94.7%와 92.6%로 펄프 내 포함된 미세분 함량만큼 보류도가 낮아진 것을 알 수 있다. 즉, 보류되지 못한 성분은 대부분 미세분이라는 것을 의미한다.
3.2 삼성분 디자인을 통한 여수도 조건별 펄프의 배합비율에 따른 여수도 및 수초지 물성 비교
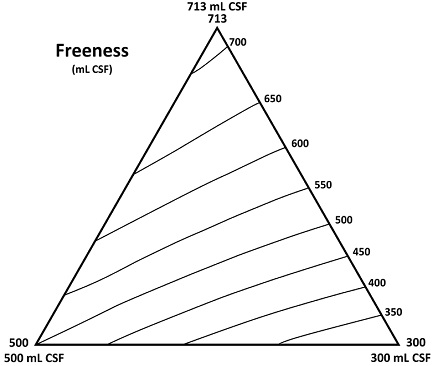
고해를 통해 종이의 강도를 개선하고자 할 때 펄프의 여수도와 종이의 투기저항성은 반비례한다. 펄프를 기계적으로 처리하여 여수도가 저하함에 따라 섬유 간 결합력이 향상되어 wet-web의 구조가 치밀해져 투기저항성은 증가하기 때문이다. 본 실험에서는 전체 펄프 중 일부만을 고해하는 방식인 부분고해를 실시하여 다양한 여수도 특성을 가지도록 준비한 뒤 이들을 배합하여 종이의 강도를 보완하고 무엇보다 투기저항성을 향상하고자 하였다. 이를 위해 여수도가 다른 3종의 펄프를 배합하여 제조된 종이의 물성을 Sheffe의 종속변수 분석법을 이용해 비교하였다. Fig. 3은 세 가지 여수도(713, 500, 300 mL CSF)를 갖는 펄프들의 혼합에 따른 종이의 여수도 변화를 나타낸 그래프이다. 여수도가 713 mL CSF인 미고해 펄프에 고해된 펄프 2종(500 mL CSF 또는 300 mL CSF)을 배합함에 따라 종이의 여수도는 감소하는 경향을 보였다. 이는 미고해 펄프에 고해된 펄프가 혼합됨에 따라 web의 구조가 치밀해졌기 때문으로 판단된다. 특히 300 mL CSF 펄프의 혼합 비율이 높아짐에 따라 여수도가 급격히 감소하였는데, Table 2에서 알 수 있듯이 펄프가 300 mL CSF까지 고해되면 섬유가 절단되어 평균 섬유장이 감소하고 외부 피브릴이 다량 발생하기 때문으로 추정되었다.
여수도 특성이 다른 펄프 3종의 배합 비율에 따른 투기저항성 변화를 나타낸 Fig. 4는 Fig. 3의 여수도 결과와 유사한 경향을 나타내었다. 여수도가 낮은 펄프가 배합됨에 따라 투기저항성은 증가하였으며 여수도가 높은 펄프(713 mL CSF)의 혼합량이 많을수록 투기저항성이 감소하였다. 일반적으로 펄프를 고해하면 섬유의 유연성이 향상되어 섬유 간 결합이 개선되고 섬유장이 짧아지며 지합이 향상하면서 종이의 구조가 치밀해져 투기저항성이 증가하게 된다. 미세분 함량의 증가도 투기저항성이 증가하는 원인 중 하나이나, 이 경우 종이의 평량이 낮아 충분한 보류가 이루어지지 않았기에 여수도의 저하가 투기저항성에 큰 영향을 미치지 못했을 것으로 생각된다(Fig. 2). 특히, 혼합되는 300 mL CSF 펄프의 혼합 비율이 높아짐에 따라 투기저항성이 급격히 증가하였는데, 이는 300 mL CSF 펄프가 배합됨에 따라 종이의 구조가 치밀해지는 효과와 더불어 개선된 수초지의 지합도 영향을 주었을 것으로 판단된다(Fig. 5). Huber 등 (2008)10)은 펄프를 고해함에 따라 섬유 유연성이 개선되어 종이의 지합이 개선된다고 보고하였다. 그리고 Kerekes와 Schell (1995)11)은 섬유장이 길고 조도가 낮을수록 종이의 균일성을 감소시킨다 보고하였다. 따라서 고해도가 제일 높아 섬유장이 가장 짧고 섬유 유연성이 높을 것으로 기대되는 여수도 300 mL CSF 펄프가 배합됨에 따라 종이의 지합이 개선되었다고 해석되었다.
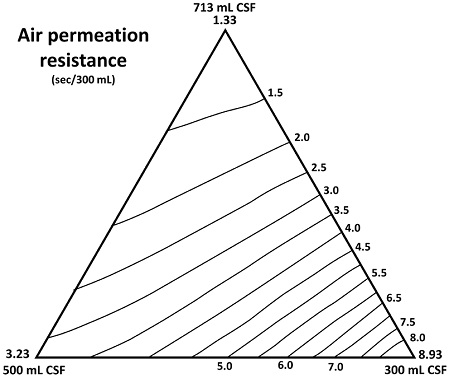
Fig. 4.
Contour plot of the air permeation resistance of three pulp mixtures with different freeness.
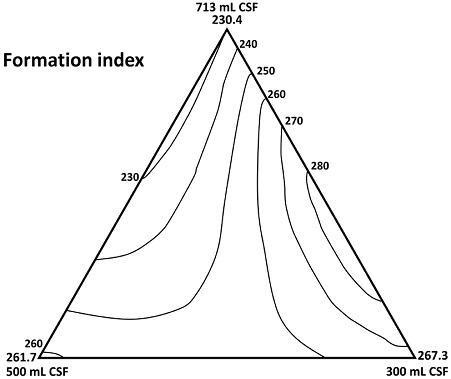
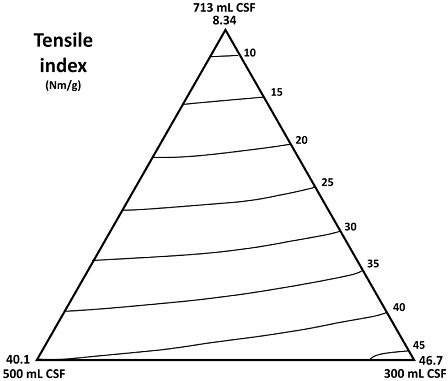
Fig. 6은 여수도가 다른 세 가지 펄프의 배합비율에 따른 수초지의 인장강도를 나타낸 그래프이다. 배합되는 펄프의 여수도가 낮을수록 인장강도가 우수해지는 것으로 나타났다. 그러나 300 mL CSF 펄프가 배합되었을 때 500 mL CSF 펄프가 혼합되는 경우에 비해 인장강도 개선효과는 더 우수하였으나 급격한 개선은 이루어지지 않았으므로 적당한 강도 개선과 높은 투기도가 요구되는 경우에는 굳이 300 mL CSF 펄프의 배합량을 늘릴 필요는 없을 것으로 생각된다.
여수도가 다른 3종의 펄프의 배합비율에 따른 수초지의 인장강도와 여수도의 관계를 Fig. 7에 나타내었으며 인장강도와 투기저항성의 관계를 Fig. 8에 나타내었다. 동일한 여수도 400 mL CSF 조건에서 713 mL CSF 펄프의 배합비율이 증가함에 따라 종이의 강도가 감소하는 경향을 보였다. 상기 결과는 713 mL CSF 펄프의 섬유 간 결합능력이 미약함에 따라 수초지의 강도 저하를 초래하기 때문으로 판단된다.
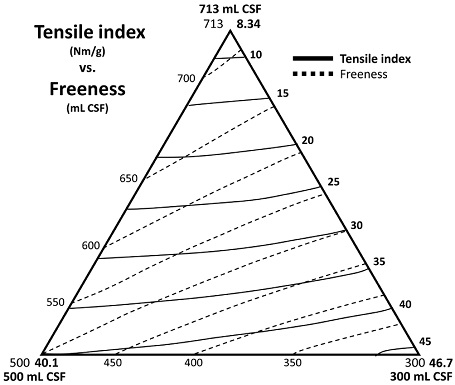
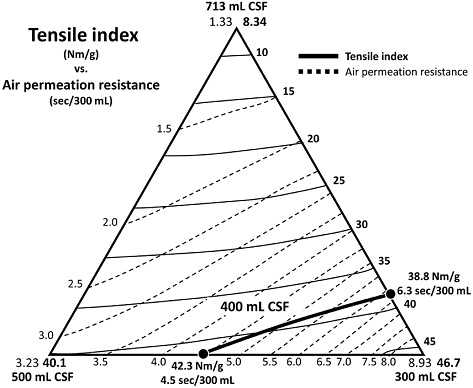
Fig. 8을 보면 500 mL CSF 펄프와 300 mL CSF 펄프가 배합되어 여수도가 400 mL CSF일 때의 인장강도와 투기저항성은 42.3 Nm/g와 4.5 sec/300 mL이지만 713 mL CSF와 300 mL CSF 펄프가 혼합된 400 mL CSF 지료조건에서의 인장강도와 투기저항성은 38.8 Nm/g와 6.3 sec/300 mL로 인장강도는 다소 저하되었으나 투기저항성은 증가한 결과를 나타냈다.
이는 미고해 펄프와 고해도가 높은 300 mL CSF 펄프를 혼합할 경우 낮은 섬유간 결합력을 갖는 섬유가 혼합됨에 따라 수초지의 인장강도가 다소 감소하였지만 수초지의 지합이 개선됨에 따라 투기저항성이 향상된 결과로 판단된다. 따라서 여수도의 변화 없이 인장강도와 특별히 투기저항성을 향상하고자 할 때, 부분고해처리를 활용하여 고해 펄프(300 mL CSF)에 미고해 펄프(713 mL CSF)를 배합한다면 고해펄프(300 mL CSF)와 고해펄프(500 mL CSF)를 배합할 때보다 투기저항성을 더 향상할 수 있다고 판단된다.
즉, 여수도를 고정한 조건에서 인장강도 이외에 투기저항성을 좀 더 향상하고자 한다면 높은 고해도의 펄프와 미고해 펄프를 배합하는 것이 적합할 것으로 생각된다.
4. 결 론
본 연구에서는 부분고해를 적용하여 저평량 박엽지의 강도를 보완하며 투기저항성을 향상하는 방법을 찾고자 하였다. 이를 위해 Sw-BKP를 고해하여 세 가지의 여수도(713, 500, 300 mL CSF)로 조정된 지료를 준비하고 펄프 특성 및 보류도를 분석하였다. 또한 세 종류 펄프 지료의 혼합에 따른 종이의 물성 변화를 조사하기 위하여 Scheffe의 분석법을 활용하였고, 이를 통해 펄프의 여수도 및 종이의 투기저항성, 인장강도 등을 비교, 평가하였다.
Sw-BKP의 여수도가 낮아짐에 따라 평균 섬유장이 감소하며 외부 피브릴화 및 WRV가 향상되었다. 단, 500 mL CSF에서 300 mL CSF로 여수도가 감소하였을 때의 WRV의 변화는 미미하였다. 여수도가 낮아짐에 따라 미세분 함량이 증가하였으며 박엽지의 보류도는 이와 반비례하여 감소하였다. 상기 결과를 통해 보류되지 못한 구성 성분들의 대부분이 미세분인 것을 확인하였다.
300 mL CSF 펄프와 미고해 펄프 (713 mL CSF)를 배합하여 400 mL CSF 펄프를 제조할 시에 동일한 여수도가 되도록 300 mL CSF 펄프와 500 mL CSF 펄프를 배합한 경우보다 수초지의 인장강도는 다소 낮았지만 투기저항성이 향상됨을 확인하였다. 713 mL CSF 펄프와 300 mL CSF 펄프가 배합되었을 때 수초지의 지합이 개선되고 미세분이 증가함에 따라 투기저항성이 많이 증가하였지만 미고해 펄프가 섞여 종이에 섬유 간 결합이 취약한 결점을 초래하는 이유로 인장강도는 감소하였다고 추정된다. 결과적으로 박엽지 제조 시 부분고해를 적용하여 일정한 여수도 조건에서 인장강도의 저하를 감수하고도 투기저항성을 향상하고자 한다면 낮은 여수도의 펄프와 미고해 펄프를 배합하는 것이 유리함을 확인하였다.
