

1. 서 론
사이즈프레스에서 사용되는 사이즈액의 고형분 함량이 증가됨에 따라 건조가 효율적으로 이루어질 수 있고 사이즈프레스에서 단위 시간 당 처리되는 사이즈액의 양이 감소되어 조업성이 향상될 수 있다.1) 표면사이징 공정에서 다량의 물이 종이에 재흡수됨으로써 강도 악화 및 지절 등이 발생할 수 있는데,2-4) 사이즈액의 고형분 함량을 증가시키면 이러한 가능성을 상당히 억제할 수 있다. 더욱이 표면사이징 공정 이후에 행해지는 후반 건조부의 에너지 부하를 크게 저감할 수 있어 최근 들어 사이즈액의 고고형분화는 매우 큰 관심을 끌고 있다.5,6) 하지만 사이즈액의 고형분 함량 증가는 점도의 상승과 직접적인 관련이 있고 이로 인하여 불균일한 도피 형태나 픽업량 변화 등의 문제가 발생할 수 있다. 그리고 사이즈액의 점도는 사이즈액이 지필 내 침투하는 형태에 영향을 미치고,4) 사이징된 필름의 두께 및 종이 강도와 관련이 있다.7)
표면사이징 공정에서 사용되는 사이즈액으로 전분이 널리 사용되고 있다. 일반 전분은 점도가 높고 안정성을 확보하기 어렵기 때문에 표면사이징용 전분은 산화 등의 변성 처리를 거치는 것이 일반적이다.
본 연구팀은 표면사이징용 전분에 대한 산화 처리의 효율을 높임으로써 기존에 시판되고 있던 산화전분에 비하여 낮은 점도 특성을 보이는 산화 전분을 제조하였고 이를 현장에 적용한 결과를 발표한 바 있다.5,6) 하지만 변성방법을 산화 처리로 한정할 경우 전분 노화에 따른 점도 상승 부분 등에서 한계가 노출되었다. 따라서 고농도 호액에서도 낮은 점도 특성을 가지는 전분을 제조하기 위해서는 에스테르화 변성을 시도하고 그 효과를 평가한 바 있다.6) 에스테르화 계열의 전분 유도체는 호액의 안정성과 필름 형성 능력이 우수하다고 알려져 있으며,1,5) 제지 분야에서도 코팅용 바인더 등으로 활용되고 있다. 그 결과 에스테르화 전분 유도체를 표면 사이즈액으로 활용 시 고형분 함량의 증가가 가능하며, 이를 통한 후단 건조부의 에너지 저감을 도모할 수 있을 것으로 보고한 바 있다.5,6)
하지만 제지 공정이 고속화되고 기술 요구도가 높아짐에 따라 사이즈액의 점도를 기존보다 더욱 낮추어 다루기 쉽게 만들 필요가 있다. 본 연구에서는 전분을 에스테르화 뿐 아니라 에테르화 변성 처리를 하여 상용 전분과 비교하고 표면사이징 효과를 평가함으로써 가장 효율적인 표면사이징용 전분의 변성 방법을 모색하고 그 효과를 검증하고자 하였다.
2. 재료 및 방법
2.1. 공시재료
변성전분 제조를 위한 생전분으로는 옥수수 전분을 사용하였다. 전분 산화제로 차아염소산소다(NaOCl)를 사용하였다. 에테르화 변성을 위한 약품으로는 propyleneoxide(PO),sodiummonochloroacetate (SMCA), acrylonitrile(AN)의 3종을 사용하여 비교하였다. 또 에스테르화 변성을 위한 약품으로는 vinyl acetate monomer(VAM), maleic anhydride(MA), fumaric acid(FA), itaconic acid(ITA)의 4종을 사용하여 비교하였다. 표면사이징 원지로는 평량 68 g/m2의 미도공 아트지 원지를 사용하였다.
2.2 실험방법
2.2.1 변성전분 제조
옥수수 생전분을 물에 고형분 40%가 되도록 분산시킨 후 차아염소산소다를 3.5% 투입하여 3시간, 에테르화제 및 에스테르화제를 투입하여 1시간 동안 변성반응이 일어나도록 하였다. 변성과정 중 온도는 40°C로 유지하였다. 변성반응이 종결된 후에는 일반적인 변성전분 제조 공정과 같이 소염, 중화, 정제 과정을 거쳐 시료를 제작하였다.
2.2.2 표면사이즈제 평가
브룩필드 점도계와 Brabender사의 비스코그라프를 사용하여 시료의 점도를 평가하였다. 정제 후 여과 과정에서 나오는 여액의 탈수속도와 COD를 측정하여 변성전분의 생산성 및 제조 과정에서 발생하는 폐수 부하를 평가하였다. 탈수속도는 정제 처리 방식에 따라 1리터의 변성 전분 분산액을 필터페이퍼에 통과시켜 탈수가 완료될 때까지의 시간을 측정하여 평가하였다.
앞서 기술한 평가에 따라 표면사이즈제로 사용할 변성전분 1종을 선정하여 표면사이징 효과 평가를 하였다. 표면사이징은 실험실용 로드 코터를 사용하여 편면사이징을 실시하였다. 표면사이즈액의 고형분 함량의 영향을 평가하기 위해 사이즈액의 고형분을 14, 16, 18%로 달리하여 준비하고 표면사이징 실험을 실시하였다. 표면사이징된 시편은 23±1°C, 50±2% RH의 항온항습 조건에서 12시간 조습처리 후 백색도, 인장강도, 휨강성을 측정하였다.
3. 결과 및 고찰
3.1 변성전분의 제조 개선 효과 평가
Fig. 1은 비스코그라프 장비를 사용하여 에테르화 및 에스테르화 전분의 호화 중 유동성을 평가한 결과이다. 고형분 27%인 슬러리를 이용하여 평가하였을 때 에테르화 전분의 호화 과정 중 최고 점도가 에스테르화 전분에 비하여 낮음을 알 수 있다. 이는 에테르화 전분 그래뉼이 팽윤되는 크기가 작고 고분자 형태로 완전 호화되는데 필요한 에너지가 더 적게 요구되기 때문이다. 에테르화제의 종류에 따라서 에테르 변성된 전분의 호화특성은 큰 차이를 보이지 않았다. 하지만 에스테르화제의 경우에는 그 종류에 따라 최고점도가 차이를 나타내었다. 에스테르화제 가운데에서 MA를 사용한 경우의 최고점도가 가장 높게 나타났다. 에스테르화 변성 처리 시 산화전분에 비하여 최고 점도는 높고 호액 냉각 시에 노화가 적게 발생하는 경향을 보였다.
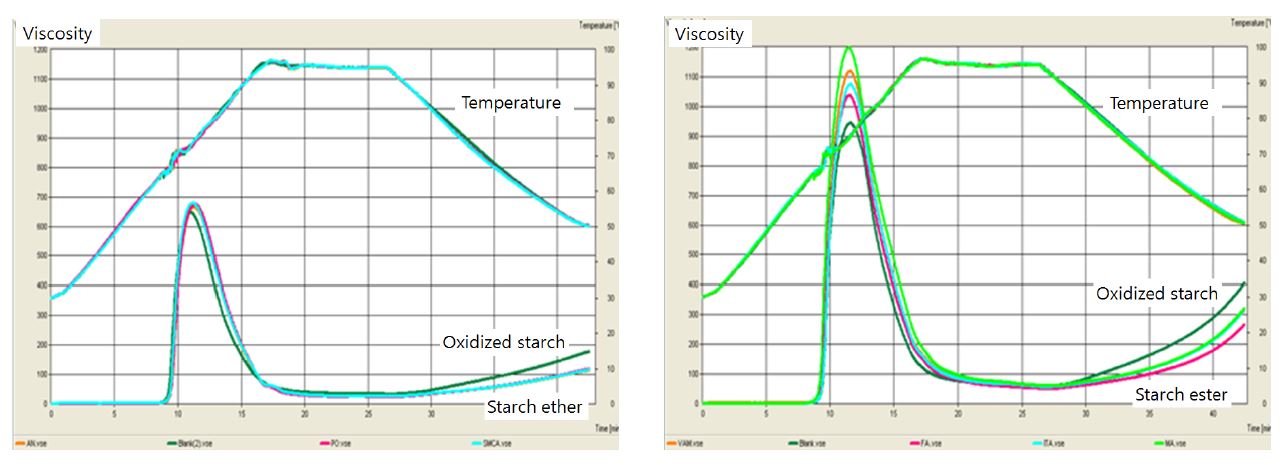
일반적으로 전분의 호화 과정 중 최고 점도가 낮으면 호화설비의 운전 시 부하발생이 적어 공정 트러블 발생이 적고, 호화된 전분 용액의 분산 상태도 보다 안정적이 된다. 또한 기존 공정 조건을 그대로 적용한다고 가정하였을 때 상대적으로 높은 고형분 함량에서 호화가 가능하므로 단위 시간 당 호화 가능한 전분의 양이 증가하게 된다. 하지만 호화 전분의 분자량이 낮은 경우가 많아 물성 향상에는 제약이 발생할 수도 있다는 단점도 있다.
Fig. 2는 27%의 고형분 함량을 가지는 호화액의 Brookfield 점도를 측정한 결과이다. 에테르 및 에스테르 변성 시 사용된 전분 시료는 산화전분이지만 약간의 점도 차이를 나타내었으므로 두 변성 방식이 최종 점도에 미치는 영향을 직접 비교하기에는 부적합한 부분이 있다. 하지만 동일한 변성방식 간에 점도 변화를 비교하는 것은 가능하다. 일반적으로 에테르 및 에스테르 변성 처리에 따라서 호화액의 점도는 산화전분에 비하여 낮아졌다. 에스테르화 조건에서는 FA로 변성 처리한 조건에서의 점도가 가장 낮았으며 에테르화 조건에서는 SMCA로 변성 처리한 조건에서 점도 하락이 가장 두드러졌다.
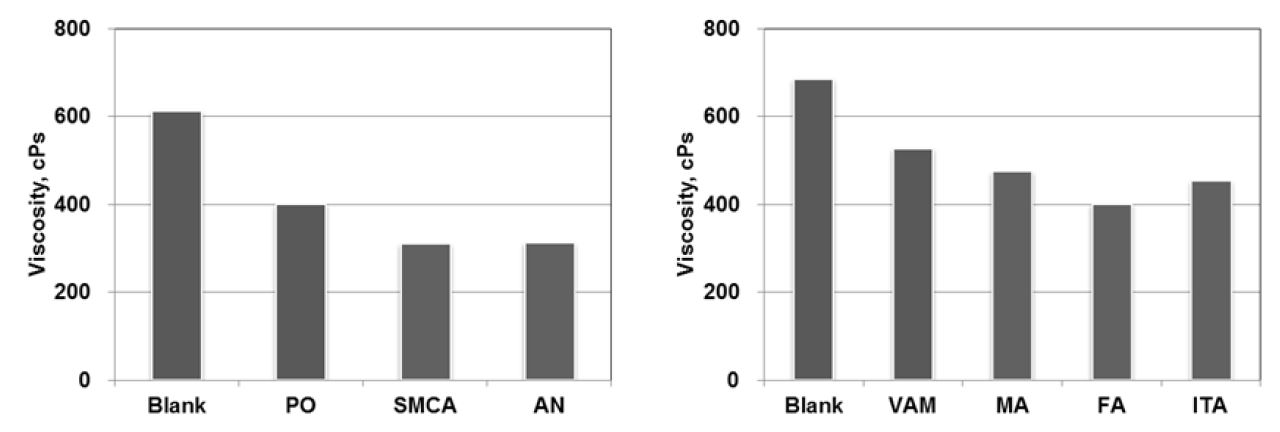
Fig. 2.
Brookfield viscosity of starch ethers (left) and starch esters (right) at 27% solids content prepared with the use of etherification or esterification chemicals.
변성전분 제조 공정에서는 변성을 마친 전분 슬러리의 물을 제거하여 건조하는 과정을 거치게 된다. 이 과정에서 탈수의 용이성과 탈수된 용수의 COD는 변성 전분 제조공정의 효율성과 환경부하를 결정하는 주요 변수이다. Fig. 3은 변성방법이 전분 슬러리의 탈수 속도에 영향하는 정도를 평가한 결과이다. 전분에 대한 변성 처리 후 탈수 속도가 느려지면 생산성에 악영향을 미친다. 본 연구에서 선정한 변성 조건 중 에스테르화의 경우에는 MA가, 에테르화제의 경우에는 SMCA와 AN의 탈수지연이 산화 처리만 한 경우에 비하여 높게 나타났다. 하지만 MA로 변성한 경우를 제외하면 탈수 속도의 증가는 2초 내외에 불과하였다. 경험적으로 볼 때 실험실 조건에서 2초가량의 탈수시간 증가는 생산성에 영향을 미치지 않는 범주라고 판단되었다.
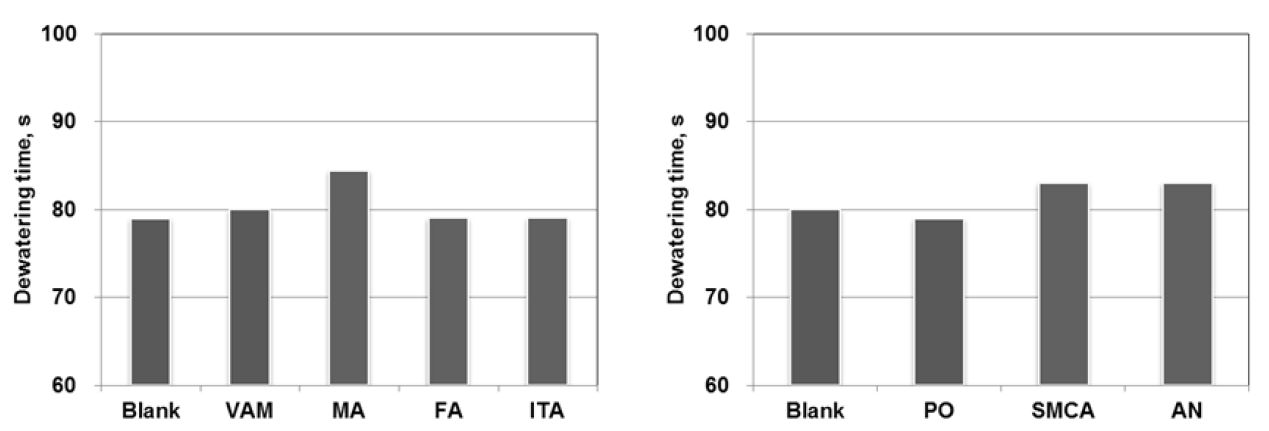
Fig. 3.
Dewatering time for starch ethers (left) and starch esters (right) prepared with the use of etherification or esterification chemicals.
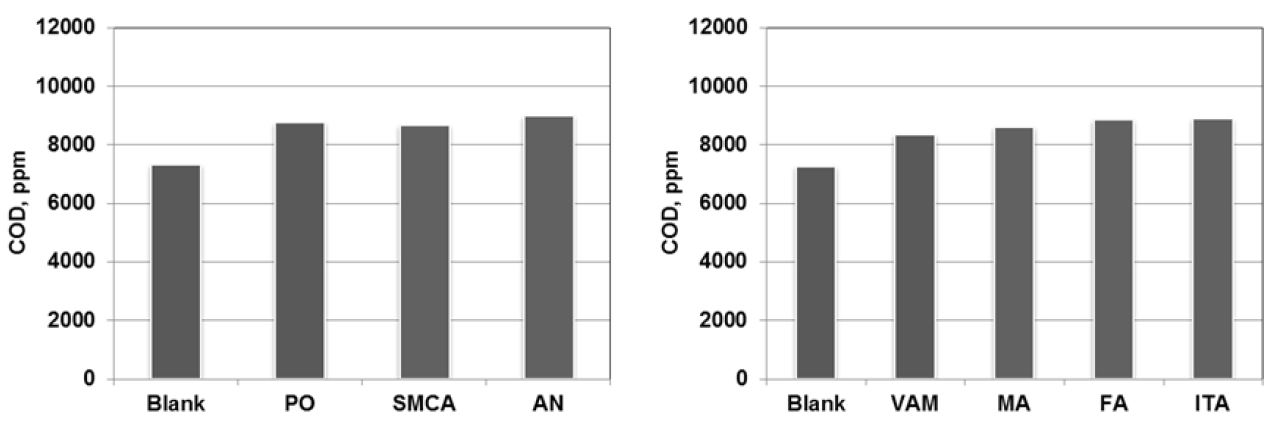
Fig. 4는 여액의 COD를 측정한 결과이다. 폐수 COD 증가는 변성전분 생산 공정의 환경부하와 밀접한 관련을 가지고 있다. 점도 등의 유변 특성이 개선되어 변성에 따른 제품의 성능변화가 크게 수반된다고 할지라도 실제 공정에 적용하기 위해서는 변성과정에서 용수의 오염을 줄일 수 있는 방식을 채택하는 것이 필수적이다. 이는 생산 공정 관리 뿐 아니라 폐수발생총량규제를 극복하기 위해서도 반드시 고려되어야 한다. 여액의 COD 측정 결과, 산화 이후 추가 변성 과정을 적용하면서 미 반응된 약품이 여액으로 빠져 나오기 때문에 모든 변성 조건에서 폐수 COD가 상승하는 것으로 나타났다. 변성 조건을 그대로 적용하여 전분을 생산한다고 볼 때 폐수 처리 비용으로 인한 생산 비용 상승이 있을 것으로 생각되므로 COD 증가폭이 적은 변성 조건을 선정하는 것이 유리하다.
이상의 결과를 종합해보면 에스테르화 변성 처리 시에는 fumaric acid로 처리한 조건이 점도와 탈수 부하에서 유리하였고, 에테르화 변성 처리 시에는 sodium monochloroacetate로 처리할 경우 점도와 폐수 COD에서 유리하게 나타났다. 또한 전반적으로 에테르화 변성 시 최종 점도 및 호화 시 최고 점도가 낮게 나타났다. 이상의 결과를 바탕으로 sodium monochloroacetate를 적용한 에테르화 전분을 표면사이즈액으로 활용하는 것이 가장 좋은 효과를 볼 수 있을 것으로 판단되었다.
3.2 표면사이징 적용 효과 평가
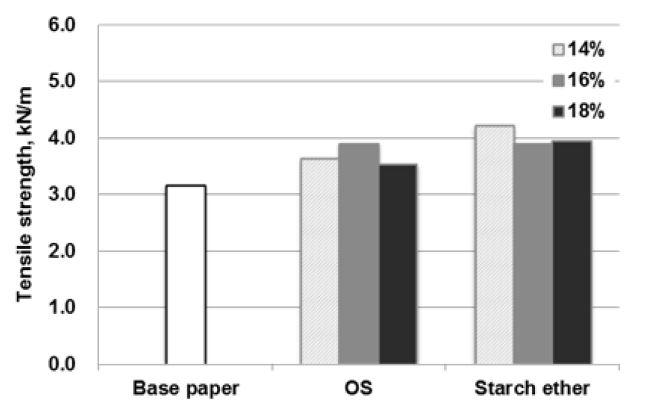
백상지의 표면사이징에서는 사이즈액의 표면잔류량 증대를 통한 표면 특성 및 인쇄 적성 증가가 내부 침투를 통한 섬유 간 결합 증대와 이에 따른 강도향상과 더불어 중요한 목표로 여겨진다. 사이즈액의 표면잔류량이 증가하면 휨강성 등 물성이 향상되는 경향이 있으나 표면잔류의 증가는 인장강도 등 섬유 간 결합에 의존하는 물성 증가에는 제한적인 효과가 있다. 따라서 인장강도와 휨강성을 동시에 증가시킬 수 있다면 매우 효과적인 표면사이징 처리라고 판단할 수 있다. 이와 동시에 처리된 이후의 광학적 성질이 유지 또는 개선된다면 더욱 바람직한 표면사이징이라 할 것이다.
Figs. 5-7은 산화전분과 SMCA로 변성한 에테르화 전분을 각각 사이즈액으로 적용한 다음, 이들 시료의 백색도, 인장강도, 휨강성을 비교한 결과이다. 산화전분과 SMCA로 에테르화한 전분호액의 고형분 함량은 14, 16, 18%의 세 단계로 적용하여 전분의 고농도화에 따른 영향도 함께 검토하였다.
표면사이징 전후를 비교하였을 때 백색도, 인장강도, 휨강성은 모두 상승하는 양상을 보였다. 백색도의 경우에는 표면사이징에 따라 종이의 두께가 증가하여 광산란효과가 증대된 때문으로 판단된다. 일반적으로 초지공정에서의 표면사이징은 사이즈액이 흡수된 상태에서 압착이 발생하므로 사이즈 프레스 이후에 종이의 두께 감소가 발생하며 이에 따라 백색도와 불투명도 역시 감소하는 것이 일반적이다.3,7) 하지만 본 연구에서는 실험실적으로 로드코팅 방식을 적용하였기 때문에 표면사이징에 의한 종이의 두께 감소가 발생하지 않았다. 사이즈액의 고형분 변화에 따른 백색도 차이는 나타나지 않았다.
종이의 인장강도는 Fig. 6에서 보는 것과 같이 표면사이징에 따라 증가하였다. 고형분 함량 14%와 18%로 적용한 조건에서는 SMCA 에테르 전분을 적용하였을 때 인장강도는 상승하였고 16% 고형분 함량에서는 유사한 수준의 강도를 보였다. 하지만 전반적인 경향으로 봤을 때, 산화전분을 활용한 경우보다도 SMCA 에테르전분을 사용한 경우의 인장강도가 더 크게 나타나 에테르화 전분의 지력증강 효과가 있다는 것을 알 수 있다. 일반적으로 전분 호액의 농도가 낮은 경우에 호액의 점도가 낮아 지필 내부로의 침투가 쉽게 발생하므로 섬유간 결합 증대가 더욱 크게 얻어질 수 있으나 본 연구에서 고형분 함량에 따른 차이는 크게 발생하지 않았다. 이는 농도의 범위가 작았기 때문이라 판단된다.
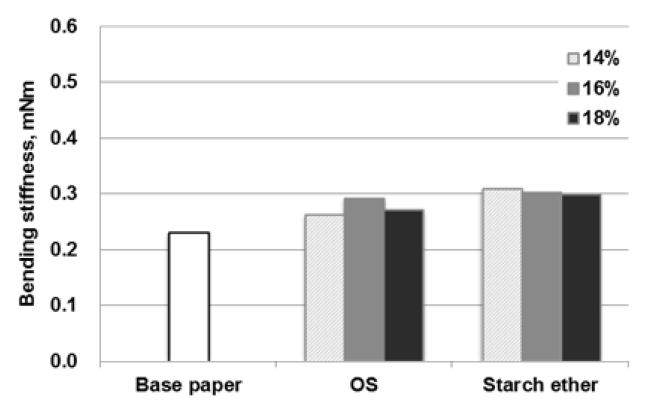
휨강성 역시 에테르 전분을 적용한 경우가 산화전분에 비해 높게 나타났으며 그 정도는 인장강도와 매우 유사하였다. 에테르전분의 경우 휨강성과 인장강도가 동시에 증가하였다는 사실은 물성개선 측면에서 매우 유용한 것이라 할 수 있다. 이는 인장강도는 전반적인 섬유간 결합의 증가를 통하여, 휨강성은 표면층의 결합력 향상을 통하여 더욱 크게 발생하기 때문이다.
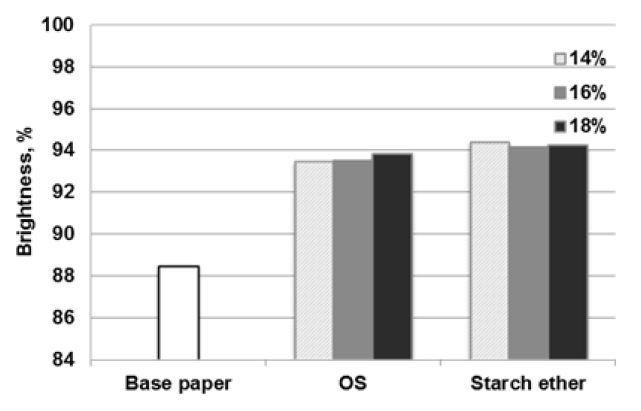
Fig. 5.
Brightness of surface sized papers after surface sizing with oxidized starch and starch ether at three different solids content.
4. 결 론
본 연구는 표면사이징 공정에 적용하기 위한 표면사이즈액의 성능 개선을 위하여 진행되었다. 주로 이용되던 산화전분 생산 방식에 2차 변성 과정을 추가하여 에스테르화 전분 및 에테르화 전분을 제조하고 최종 점도 및 호화 중 유변특성, 탈수 속도, 폐수 COD, 표면사이징 시 효과에 대한 평가를 하였다. 에테르화제 3종과 에스테르화제 4종을 이용하여 산화에 이어 2차 변성을 실시한 결과 SMCA를 사용한 에테르화 전분이 전반적으로 우수하다고 평가되었다. 이 결과는 기존의 산화전분 제조 방식에 한 가지의 변성 과정만을 추가하여 사이즈액을 개량함으로써 변성전분의 생산효율성을 높이고, 환경부하를 경감시킴과 동시에 인쇄용지 생산에 적용하여 인장강도, 휨강성을 동시에 개선할 수 있음을 보여준다.
