

1. 서 론
세계적으로 기후변화 대응 대체 에너지원으로서 목질 바이오매스(lignocellulosic biomass)의 중요성이 부각됨에 따라 목질 바이오매스를 이용한 바이오에탄올 등 바이오연료 생산에 대한 높은 관심과 더불어 기술 개발 및 상용화에 막대한 연구 투자가 이루어지고 있다. 대표적인 수송용 액체 바이오연료인 바이오에탄올은 탄수화물을 함유하고 있는 바이오매스로부터 당을 추출하고 효모 발효를 거쳐 생산된다. 식량자원의 이용에 따른 윤리적 문제 및 agflation 등 1세대 바이오에탄올 생산 원료인 전분계 바이오매스가 가지는 여러 문제점으로 인해 2세대 바이오매스인 목질 바이오매스를 이용한 고수율의 바이오에탄올 생산 연구가 꾸준히 진행되고 있다. 목질 바이오매스는 풍부한 탄수화물을 포함하고 있으며 재생 가능하다는 특징 때문에 바이오에탄올 생산을 위한 원료로서 적합할 뿐만 아니라 장기적인 관점에서 화석자원 의존도를 낮추고 대기 중 이산화탄소 농도 조절에 도움을 주어 기후변화협약에 따른 제약에 대처할 수 있는 방안이라고 할 수 있다.1)
목질 바이오매스를 이용한 바이오에탄올 생산은 바이오매스의 전처리, 효소 당화, 그리고 에탄올 발효 과정을 통해서 이루어진다. 목질 바이오매스는 셀룰로오스와 헤미셀룰로오스가 함께 연결되어 있고, 헤미셀룰로오스는 목재 세포벽 내에서 리그닌과 공유결합을 형성하여 복합체를 이루고 있어 당화 효소의 접근이 어려운 단점이 있다.2-4) 따라서 목질 바이오매스로부터 에탄올로 발효 가능한 당을 고 수율로 획득하기 위해서는 적절한 전처리 과정을 통해서 바이오매스 내 존재하는 리그닌을 우선적으로 제거할 필요가 있다. 또한, 바이오매스의 전처리시 화학적·생물학적 처리의 효율성 향상뿐만 아니라 환경에 미치는 영향을 고려하여 공정 에너지를 감소시키고 화학약품의 사용량을 최소화하는 방향으로의 연구 개발이 매우 중요하다.5)
지금까지 바이오에탄올 생산을 위한 다양한 전처리 방법이 연구되어 왔으며 그 중 화학적 전처리는 시간 대비 전처리 수율이 높고 사용되는 화학약품의 조절이 용이하여 많은 관심을 받아 왔다.6-9) 대표적인 화학적 전처리 방법 중 유기용매 전처리(organosolv pretreatment)는 전형적인 탈리그닌 방법임과 동시에 원료 내 헤미셀룰로오스의 용해가 가능한 전처리 방법으로서 제지산업에서의 유기용매 펄프화법을 응용한 방법이다. 전처리 후 사용 약품의 회수 및 재이용이 용이하고 화학공업 제품의 원료로서 이용 가치가 높은 리그닌을 분리 회수할 수 있어 목질 바이오매스의 전처리 방법으로 각광받고 있다.10-12) 지금까지 바이오에탄올 생산을 위한 유기용매전처리 대상으로서 유칼립투스, 포플러, 백합나무 등의 활엽수재13-16)와 갈대, 억새 및 농업 부산물 등 비목질계 바이오매스17-19)가 주로 연구되어 왔다. 목질 바이오매스 중 침엽수의 경우 가문비나무, 미송 등과 같은 해외 수종을 대상으로 유기용매 전처리하여 바이오에탄올 생산에 관한 연구가 이루어져 왔으며,12,20-22) 국내산 침엽수의 경우 리기다소나무 목분을 유기용매 전처리하여 효소 당화와 에탄올 발효 수율을 평가한 바 있다.23) 그러나 전처리 원료의 준비 과정에서 소요되는 공정 에너지를 감소시키고 원료의 성상에 따른 최적 전처리 조건의 탐색을 위해서는 목재 칩과 같은 벌크한 상태의 원료를 대상으로 한 연구가 반드시 요구된다.
리기다소나무는 우리나라의 대표적인 침엽수 조림수종으로서 1960-1970년대에 걸쳐 전국적으로 국토 녹화를 위한 조림을 실시하여 현재는 대부분 3영급 이상의 벌기령에 도달한 상태이다. 그러나 목재의 질이 좋지 않고 송진과 옹이가 많은 특성 때문에 단순 연소용 원료로 허비되거나 합판 또는 중밀도섬유판 등 산업용재 원료로 이용되고 있으며 고부가가치 원료로서의 활용에 관한 연구는 미흡한 실정이다. 본 연구에서는 숲가꾸기사업 및 수종갱신사업을 통해 향후 지속적인 수확량의 증가가 예상되나 실제로 그 활용에 대한 집중 연구가 부족하다고 판단되는 리기다소나무로부터 발효 가능한 단당을 획득함으로써 바이오에탄올 생산을 위한 리기다소나무의 활용 가능성을 평가하고자 하였다. 이를 위하여 유기용매전처리를 적용하였으며, 특히 바이오매스의 생물학적 변환 공정에 영향을 미치는 리그닌의 제거에 초점을 맞추어 유기용매 전처리가 리기다소나무의 탈리그닌에 미치는 영향을 실험실적으로 분석하였다. 또한, 전처리 후 얻어진 펄프의 화학 조성 및 물성 변화를 비교 분석하고 효소를 이용한 당화 효율을 분석함으로써 최종적으로 리기다소나무의 바이오에탄올 생산에 대한 적용성을 평가하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서 사용한 공시목은 수령 약 30년의 리기다 소나무(Pinus rigida Mill.)로 경기도 남양주시 소재 동국대학교 운길산 학술림에서 벌채하여 사용하였다. 벌채한 공시목에서 두께 약 10 cm의 DBH 원판을 채취하여 기본 화학 조성 분석용 시료로 사용하였으며, 나머지 원목은 수피를 제거한 상태에서 disc chipper(Abraham Co., Finland)를 이용하여 치핑하여 약 30×3×3 mm 크기의 목재 칩을 선별, 천연건조 후 전처리 시료로 사용하였다. 목재 칩의 최종 함수율은 평균 10.6%였다.
효소 당화에 사용한 가수분해효소는 Novozymes(Denmark)사의 Cellulosic Ethanol Enzyme Kit 중 Cellulase complex(NS22074) 및 β-glucosidase(NS50010)를 사용하였으며, 효소의 활성도는 각각 1,000 EGU/g 및 250 CBU/g이었다.
2.2 실험방법
2.2.1 화학 조성분 분석
전처리가 리기다소나무의 화학 조성에 미치는 영향을 분석하기 위해서 목재 칩을 Willey mill(Thomas Scientific, USA)을 사용하여 분쇄한 후 40 mesh 이하의 목분을 정선하여 사용하였다. 화학조성 분석에 앞서 전건 목분을 속슬렛 추출장치에서 아세톤(99.5%, Daejung, Korea)으로 48시간 추출하여 탈지시료를 제조하였다. 탈지시료를 이용하여 산 불용성 리그닌 정량 분석 (TAPPI T 204 cm-97) 및 산 가용성 리그닌 정량 분석 (TAPPI UM 250)을 실시하였다. 리그닌 정량 분석 여과액을 가지고 Bio-LC(ICS-3000, Dionex, USA)를 이용하여 리기다소나무 목재 칩 내 단당의 조성 및 함량을 측정함으로써 당 분석을 실시하였다. 홀로셀룰로오스의 함량은 아염소산나트륨법24)에 따라 분석하였다. 탈지시료 2.5 g을 80 mL의 증류수, 0.5 mL의 아세트산 및 1 g의 아염소산나트륨과 혼합하여 250 mL 삼각플라스크에 넣고 70℃ 항온수조에서 반응시켰다. 반응 중 매 시간마다 같은 양의 아세트산과 아염소산나트륨을 첨가하였으며, 본 과정을 총 5회 반복하였다. 일정 반응 후 반응물을 냉각시키고 증류수와 아세톤을 이용하여 순차적으로 여과 및 수세하였으며 105±1℃ 건조기에서 24시간 건조 후 홀로셀룰로오스 함량을 계산하였다.
2.2.2 Organosolv 전처리
스테인리스 스틸 압력 반응기(Mini vessel; Ilshin Autoclave, Korea)에 목재 칩과 전처리 용매를 액비 7:1 (v/w)로 투입하고 밀봉한 압력 반응기를 항온유조 (Oil bath; Daihan Science, Korea)에 넣고 전처리를 실시하였다. 전처리 용매는 에탄올(Anhydrous EtOH, 99.5%)을 이용하여 65, 75% (v/v)로 구분하여 사용하였다. 촉매는 황산(H2SO4, 98%, J.T.Baker, USA)을 사용하여 전건 목재 칩 중량 대비 1.25, 1.5, 1.7 및 2.0 wt% 로 구분하였으며, 최대 반응 온도는 170, 180, 190℃, 최대 온도 유지시간은 40, 60, 80분으로 각각 설정하였다.
전처리 조건별 반응이 끝난 후 반응기를 ice bath에서 급랭시켜 반응을 정지시킨 뒤 여과망(40 mesh)을 사용하여 섬유상 고체 잔사와 액상 여과액을 분리하였다. 이 때 전처리에 사용된 에탄올과 동일한 농도의 에탄올을 이용하여 반응물을 수세하였다(60℃, 100 mL×3회). 이후 고체 잔사는 증류수로 중성이 될 때까지 수세한 뒤 표준 해리기(Donghak Machinery, Korea)에서 10분 간 해섬한 다음 실험실용 펄프 정선기(flat screen)로 펄프와 리젝트를 분리하였다. 전처리 펄프 정선수율 및 리젝트율은 투입된 목재 칩의 건조 중량에 대한 전처리 후 얻어진 펄프 및 리젝트의 건조 중량 비를 통해서 계산하였다. 또한 전처리 전후 리기다소나무의 리그닌 함량 변화를 분석하여 탈리그닌율을 계산하였다.
2.2.3 FT-IR 분석
리기나소나무 목재 칩의 전처리로 얻어진 펄프의 화학구조 변화를 알아보기 위해 ATR(Miracle, PIKE Tech, USA)이 장착된 FT-IR Spectrometer(Vertex 70, Bruker Optics, Germany)를 이용하여 섬유 표면의 화학적 기능기 변화를 분석하였다. 스캔 범위를 4,000∼600 cm-1로 설정하여 4 cm-1의 해상도로 128회 스캔하여 그 변화를 분석하였다.
2.2.4 SEM 관찰
주사전자현미경(SEM; EM-30, COXEM, Korea)을 이용하여 펄프 섬유소의 표면을 관찰함으로써 탈리그닌 정도에 따른 펄프 섬유소의 표면 특징 변화를 비교 분석하였다.
2.2.5 효소 당화
리기다소나무 목재 칩의 전처리 조건별 펄프 섬유소를 대상으로 당화 특성 및 바이오에탄올 생산 적용성을 평가하기 위하여 효소 당화를 실시하였다.
전건 기준 0.7 g의 목질 섬유소 기질을 250 mL 삼각 플라스크에 넣은 후 완충용액(50 mM acetate buffer, pH 4.8)과 효소 칵테일을 첨가하여 총 부피가 100 mL이 되도록 하였다. Cellulase complex와 β-glucosidase는 기질 중량 대비 각각 5%와 0.6%를 투입하고 진탕 배양기에서 50℃, 150 rpm의 배양 조건으로 72시간까지 효소 당화를 실시하였다. 일정 시간대별(3, 6, 12, 24, 48, 72시간)로 당화 액을 채취하고 BioLC를 이용하여 당 분석을 실시하였다.
3. 결과 및 고찰
3.1 리기다소나무 목채 칩의 화학 조성분 및 organosolv 전처리 효과
공시재료로 사용된 리기다소나무 목재 칩의 주요 화학조성분 분석 결과는 Table 1과 같다. 리그닌의 함량을 분석한 결과, 산 불용성 리그닌은 27.3%, 산 가용성 리그닌은 0.6%로 나타났다. 탄수화물 총 함량은 약 64.9%로, glucose가 43.9%로 가장 많은 양을 차지하고 있었으며 헤미셀룰로오스 구성 당 중 mannose, xylose 및 galactose의 함량은 각각 12.2, 6.5 및 1.4%로 나타났다.
Table 1.
Chemical composition of Pinus rigida wood chips
| Chemical components | Content (%) a |
|---|---|
| Lignin | |
| Acid-insoluble | 27.3±0.16 |
| Acid-soluble | 0.6±0.01 |
| Monosaccharides | |
| Glucose | 43.9±0.61 |
| Mannose | 12.2±0.22 |
| Xylose | 6.5±0.10 |
| Galactose | 1.4±0.01 |
| Arabinose | 0.9±0.01 |
Fig. 1은 organosolv 전처리에 적용된 H-factor에 따른 펄프 수율 및 리젝트율을 비교하여 나타낸 것이다. H-factor 1000에서의 펄프 수율 및 리젝트율은 각각 25.5%와 32.7%로 전처리 조건 중에서 가장 낮은 수율과 가장 높은 리젝트율을 나타냈다. H-factor 6000의 경우, 리젝트율은 거의 0%에 가까웠으나 전처리 수율이 33.2%로 비교적 낮은 수율을 나타냈다. H-factor가 낮을수록 목재 칩의 전처리가 원활하게 이루어지지 못하여 낮은 수율과 함께 높은 리젝트율을 보인 반면, H-factor가 지나치게 높을 경우 리그닌뿐만 아니라 탄수화물의 분해가 동반되는 것으로 사료된다.
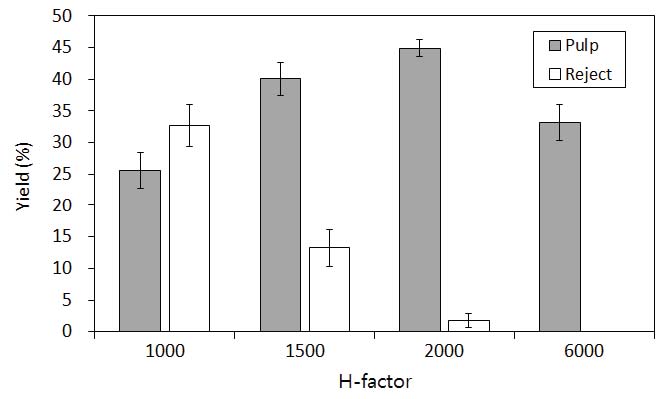
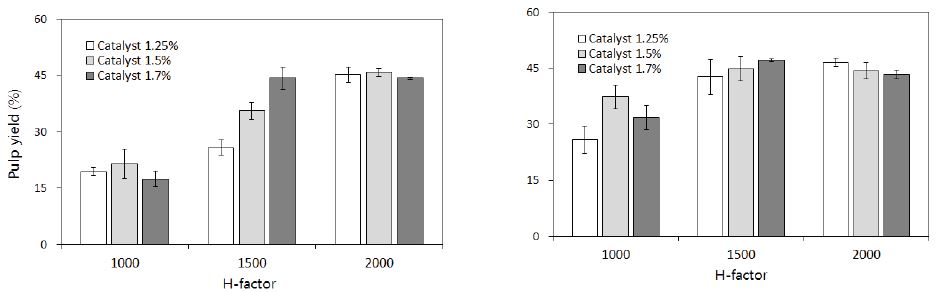
Fig. 2는 전처리에 적용된 에탄올 및 촉매의 농도에 따른 펄프 수율의 변화를 나타낸 것이다. 같은 H-factor 조건에서도 에탄올 및 촉매의 농도가 변함에 따라 전처리 수율이 달라짐을 확인하였다. H-factor 1500의 반응 조건에서 에탄올 및 촉매의 농도가 증가하면서 전처리 수율이 증가하는 것을 확인하였으며, 75%의 에탄올과 1.7 wt%의 황산을 사용하여 전처리하였을 때 가장 높은 수율(47.2%)을 나타냈다. 한편, H-factor 2000의 반응 조건에서 촉매의 농도가 증가함에 따라 전처리 수율이 감소하는 것은 상대적으로 높은 반응 온도로 인해 황산의 탄수화물 분해가 촉진되어 나타난 결과로 사료된다.
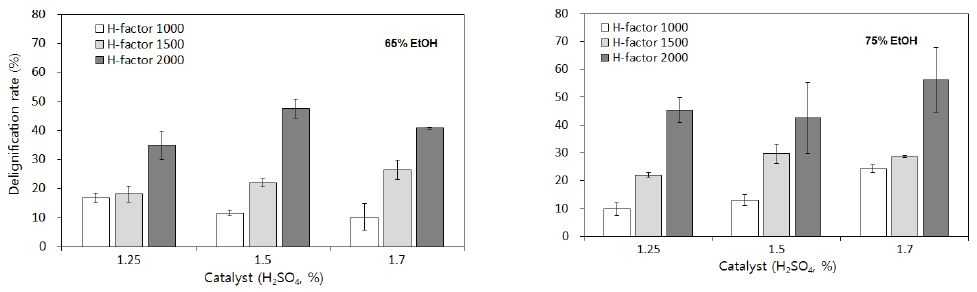
목질 바이오매스의 특성상 리그닌에 의한 견고한 구조로 인해 당화 효소의 기질에 대한 접근이 제한된다. 따라서 효소의 접근성을 용이하게 하여 당화 효율을 향상시키기 위해서는 목질 바이오매스로부터 리그닌을 우선적으로 분리해 낼 필요가 있다. 공시재료로 사용된 리기다소나무 목재 칩의 총 리그닌 함량(27.9%, Table 1)과 전처리 펄프의 잔존 리그닌 함량을 토대로 탈리그닌율을 계산하여 Fig. 3에 나타냈다. 전처리를 통한 탈리그닌 효과는 H-factor가 증가할수록 현저히 증가하는 것으로 나타났으며, 최대 탈리그닌율은 56.2%로 H-factor 2000의 반응 조건에서 75%의 에탄올 및 1.7%의 황산 촉매를 사용하여 얻을 수 있었다. H-factor 6000의 경우에서도 56.1%로 높은 탈리그닌 효과를 나타냈으나 펄프 수율이 낮고 고온의 반응 조건에 따른 에너지 소모가 크기 때문에 전처리 조건으로서 비효율적이라고 판단된다. Oragnosolv 전처리 시 투입된 에탄올의 농도가 65%에서 75%로 증가될 경우 탈리그닌율이 다소 증가되는 경향을 확인하였다. 예를 들면, H-factor 2000의 반응 조건에서 에탄올의 농도가 증가함에 따라 평균 탈리그닌율이 41%에서 48%로 증가하였다. 에탄올은 고온의 반응 조건에서 소수성 화합물인 리그닌을 용해한다고 알려져 있다. 특히, 상대적으로 저 농도의 에탄올은 산 촉매에 의해 리그닌 분자 내 α- 및 β-ether 결합의 분열을 야기하고 고농도의 에탄올의 경우 저분자화된 리그닌를 용해시킨다.18) H-factor 1500과 2000 조건에서 상대적으로 낮은 농도의 촉매를 사용했음에도 불구하고 높은 탈리그닌율을 보이는 것은 에탄올에 의한 리그닌의 저분자화 및 용해로 인한 결과로 사료된다.
3.2 리기다소나무 목채 칩의 organosolv 전처리에 따른 화학적 및 미시적 특성 변화
Fig. 4는 리기다소나무 목분과 전처리 펄프의 FT-IR 스펙트럼을 나타낸 것이다. 리기다소나무 목분의 FT-IR 스펙트럼에서 관찰되는 1738 cm-1 피크는 리그닌과 탄수화물 복합체의 에스터 결합에 기인하는 피크이다.25) 목질 바이오매스 내에 존재하는 리그닌은 분자 구조가 복잡하며 헤미셀룰로오스와 에스터 결합을 통해 복합체를 형성하고 있어 리그닌 분리를 어렵게 한다고 보고되었다.26) FT-IR을 통한 화학 기능기 분석 결과 리기다소나무 목분과는 달리 대부분의 전처리 펄프에서 1738 cm-1의 피크가 사라졌음을 확인할 수 있었다. 이러한 결과는 전처리 과정에서 리기다소나무 목부 세포벽 내 리그닌-탄수화물 복합체의 공유결합 일부가 깨짐으로써 리기다소나무의 탈리그닌화에 영향을 미칠 수 있다는 것을 간접적으로 확인한 결과로 볼 수 있다.
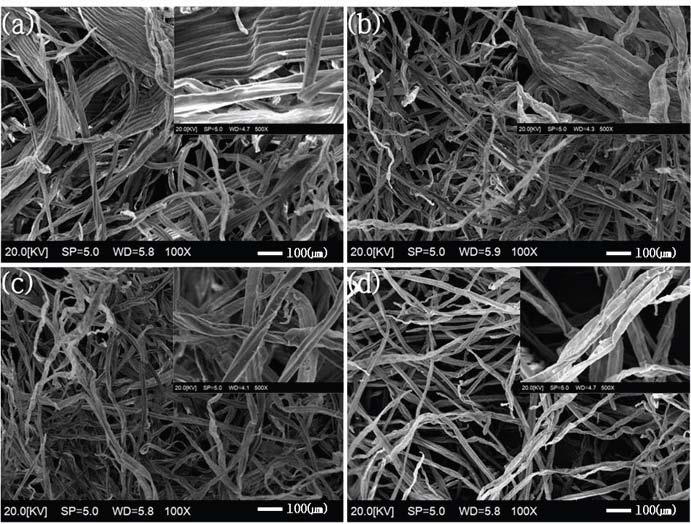
Fig. 5는 탈리그닌 정도에 따른 펄프 섬유소 표면 특성을 SEM으로 관찰한 사진이다. 탈리그닌율이 9.8% 및 21.9%인 펄프의 경우 개개의 섬유소로 분리되고 않고 다발을 형성하고 있음이 관찰되었다. 특히, 9.8%의 탈리그닌율을 보인 펄프는 섬유소 표면이 매끄러우며 견고한 섬유 다발을 형성하는 것을 확인하였다. 약 30% 이상의 탈리그닌율을 보인 펄프의 경우 섬유소의 표면 상태가 매끄럽지 못하며 전체적으로 각질화가 많이 이루어진 것을 확인하였다. 탈리그닌율이 56.2%인 펄프의 섬유 표면 상태는 구겨짐과 갈라짐이 심하게 발생하였으며 섬유 다발 또한 관찰되지 않았다. 바이오에탄올 생산을 위한 효소 당화 공정에서 기질의 표면 상태 및 비표면적은 효소의 기질과의 반응 속도에 큰 영향을 미쳐 당화 효율을 좌우하는 주요 요인 중 하나이다. 전처리 과정에서의 탈리그닌을 통해 목재 칩의 섬유화 및 섬유의 각질화가 이루어졌으며 이러한 결과로 볼 때 organosolv 전처리에 의해서 섬유 표면의 비표면적이 증가되었을 것으로 사료된다.
3.3 리기다소나무 목채 칩의 당화 특성
Organosolv 전처리 전·후 리기다소나무 목재 칩의 효소 당화 효율을 알아보기 위하여 무처리 리기다소나무 목분과 전처리 후 얻은 펄프 섬유소를 대상으로 효소 당화를 실시, 생산된 글루코오스의 함량을 분석한 결과를 Fig. 6에 나타냈다. 무처리 리기다소나무 목분의 경우 당화 반응시간 경과에도 글루코오스 함량에 큰 변화가 나타나지 않았다. 전처리 후 얻어진 펄프를 기질로 효소당화를 실시한 결과, 당화 초기에는 글루코오스 함량에 큰 변화가 없었으나 3시간 이후 점차 증가하여 가수분해 효과가 뚜렷이 나타났음을 확인하였다. 특히, 전처리를 통한 탈리그닌율이 56.2%로 높을 경우 탈리그닌율이 낮은 기질보다 효소 당화 효율이 크게 증가될 수 있음을 확인할 수 있었다. 따라서 organosolv 전처리에 의한 섬유화 및 표면 각질화를 통해 효소가 접근할 수 있는 섬유소 비표면적이 증대되었으며 전처리가 리기다소나무 목재칩의 효소 당화 효율 향상에 기여하였음을 확인하였다.
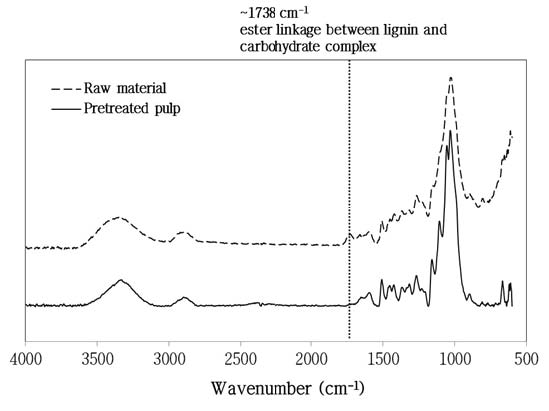
Fig. 4.
FT-IR spectra of Pinus rigida wood (raw material, < 0.425 mm) and pretreated pulp (75% EtOH, 1.7% H2SO4, H-factor 2000).
4. 결 론
리기다소나무 목재 칩의 organosolv 전처리를 통한 바이오에탄올 생산 적용성을 평가하였다. 리기다소나무 목재 칩의 organosolv 전처리 결과, H-factor, 에탄올 및 촉매의 농도가 증가함에 따라 펄프 수율의 증가 및 리젝트의 감소를 확인할 수 있었다. 그러나 지나치게 가혹한 전처리 조건에서는 펄프 수율이 감소되어 당화 기질을 감소시키는 것으로 나타났다. 이는 전처리를 통한 목재칩 내부의 리그닌 제거는 물론 탄수화물의 손실도 동반하기 때문으로 사료된다. Organosolv 전처리 전후 탈리그닌 특성을 분석한 결과, 전처리 수율 40% 이상을 나타낸 H-factor 1500 및 2000의 반응 조건에서 비교적 높은 탈리그닌율을 나타냈으며, H-factor 2000의 반응 조건에서 에탄올 및 촉매 농도를 각각 75% 및 1.7%로 처리하였을 때 가장 높은 탈리그닌율(56.2%)을 나타냈다. 이러한 탈리그닌율의 향상은 organosolv 전처리 동안 고온의 반응 조건에서 에탄올에 의한 리그닌 용해 및 제거뿐만 아니라 바이오매스 내 리그닌-탄수화물 복합체의 에스터 결합이 끊어짐으로써 나타난 결과로 사료된다.
Organoslov 전처리 전후 리기다소나무 펄프 섬유소의 효소 당화 결과 무처리 리기다소나무 목분의 경우 효소 당화가 거의 이루어지지 않은 반면, 전처리 펄프 섬유소의 경우 높은 글루코오스 생산율을 나타냈다. 이는 바이오매스로부터 리그닌 제거량이 늘어남에 따라 목재 섬유의 단리와 함께 섬유소 표면의 미세 공극이 증가하여 당화 효소의 기질 접근이 용이하였기 때문으로 사료된다. 이러한 결과를 종합해 볼 때 리기다소나무 목재 칩을 전처리하여 약 50% 이상의 리그닌 제거를 선행할 경우 효소 당화 과정을 거쳐 고 수율의 단당 생산이 가능할 것으로 보이며, H-factor 1500과 2000의 반응 조건에서 투입되는 화학약품의 농도를 세분화하여 연구를 수행한다면 다양한 침엽수재에 적용이 가능한 organosolv 전처리 조건이 확립될 수 있을 것으로 기대된다.
