

1. 서 론
골판지는 재생 가능한 친환경 포장소재로써 다양한 제품의 포장소재로써 널리 사용되고 있으며, 친환경 포장의 중요성이 커짐에 따라 더욱 사용량이 증가되고 있다. 대부분 국가에서는 포장용지 제작에 골판지 사용이 가장 높은 비중을 차지하고 있다. 우리나라의 경우 골판지 원지 제조공정의 주요 섬유상 원료는 재활용 폐지(OCC, old corrugated container)이며 최근 2014년 기준 재활용 폐지의 사용량은 10,133,493 톤이며 국내 폐지 재활용은 약 88% 이상이 되고 있는 상황이다. 더욱 경제적이고 친환경적 폐자원 재활용 산업으로서 산업용지의 생산공정 효율성 증대는 중요한 이슈가 되고 있다. 실제 제지산업 공정 중 사용되는 에너지 중 약 50%는 압착탈수 공정 이후 습지필의 건조를 위한 스팀에너지로 활용되고 있는데 재활용 폐지기반의 산업용지 생산 시 저급 원료로 지필구조의 조밀화 등으로 인한 스팀에너지의 공정효율성 증대는 더욱 어려운 기술적 과제가 되고 있다. 건조공정에 사용되는 에너지를 절약하기 위한 방안으로서 압착공정 이후 출구의 고형분 함량을 최대한 높이고1) 건조공정에서 효율적 수분의 증발을 위한 다공성 구조를 형성시키는 것이 유리하지만 압착기계설비의 한계력과 지필구조의 뭉개짐(crushing) 발생으로 고형분 함량을 물리적 압력만으로 높이기는 어려운 상황이며 폐지섬유의 악화된 물성 역시 습지필 구조에 나쁜 영향을 미치고 있는 실정이다.
이에 압착탈수공정에서 습지필의 구조가 유지될 수 있는 최대압력을 증가시키며, 습지필 내에서의 수분 유동성을 향상 시킬 수 있는 벌크 향상 첨가제로서 목질계 스페이서를 적용하는 연구들이 꾸준히 진행되어 왔다.2-4) 하지만 선행 연구들에서 스페이서의 적용으로 벌크의 향상으로 인한 탈수 및 건조 공정효율 증대효과를 가져오지만, 섬유간의 결합면적이 감소되어 물리적 성질의 감소 및 제단 작업 시 발생하는 지분 발생 등의 단점이 발생하는 것으로 보고되고 있다.5) 이를 보완하기 위한 섬유간의 결합 감소로 인한 강도적 문제를 다양한 종류의 지력증강제를 추가적으로 첨가하거나 상대적으로 소수성을 나타내는 목분 표면에 개질처리하여 적용하는 방법 등의 연구가 추가적으로 진행되어 오고 있다.6)
이에 본 연구에서는 OCC 폐지를 주원료로 제조되는 골판지 원지 제조현장에서 실제 목질계 스페이서 및 고분자전해질로 표면 개질처리한 스페이서를 투입했을 때 공정에 미치는 영향과 제품에 미치는 영향을 살펴보았다. 특히 실제 제조공정에 투입하였을 때의 영향성 등이 상대적으로 소수성인 스페이서 표면에 amphoteric-PAM 고분자전해질로 전처리한 스페이서를 투입할 경우 공정에 미치는 영향과 제품에 미치는 영향을 각각 나뉘어 살펴보았다.
2. 재료 및 방법
2.1 공시재료
2.1.1 목질계 스페이서
목질계 스페이서는 열대 활엽수 수종의 목재분말을 D사로부터 분양받아 평균 90 mesh 사이즈의 목재분말을 적용하였으며, 지료에 투입되기 전 약 5% 농도로 수화시킨 후 투입하였다.
2.1.2 스페이서 표면 처리 고분자전해질 첨가제
스페이서의 표면 전처리를 위해 공정투입을 위한 스페이서 수화탱크에 투입된 고분자전해질은 음이온과 양이온을 모두 가지고 있는 양쪽성 고분자 전해질의 amphoteric-PAM을 스페이서 전건대비 0.05% 투입하였다. Amphoteric-PAM 의 자세한 특성은 Table 1에 정리하였다.
2.2 실험방법
2.2.1 현장 적용 실험방법
현장테스트는 국내 산업용지 생산업체인 D사에서 진행하였으며, 약 5% 로 수화된 목질계 스페이서를 top, middle, bottom으로 구성된 골심지 원지의 중간층에 분당 220 mL로 지료대비 5% 투입되었다. 골판지의 생산속도는 750 mpm 이며, 평량 173-178 g/m2으로 생산되었다.
2.2.2 고분자전해질 전처리 방법
목질계 스페이서 표면에 고분자전해질을 전처리하기 위하여 스페이서 수화탱크에 amphoteric-PAM 고분자전해질을 첨가하였으며, 고분자전해질은 스페이서 전건대비 0.05 % 투입하였다.
2.2.3 공정영향 평가
2.2.3.1 압착탈수 공정 이후 건조도 및 스팀사용량 측정방법
목질계 스페이서를 투입 후 압착탈수 공정을 마친 습지필의 dryness를 측정하기 위하여 공정 습지필 수분측정장치(MCA)를 이용하였으며, 건조에너지의 사용량은 스페이서 투입될 때 시간당 스팀사용량(ton/hr)을 분석하였다.
2.2.4 제품특성 평가
2.2.4.1 물리적특성평가 제품특성평가
생산공정을 마친 골판지를 CD(cross direction) 방향으로 3개 위치의 시료를 채취하여 TAPPI Standard Test Method 402에 의거 23±1℃, 상대습도 50±2% 에 24시간 동안 조습처리 하였다. 조습처리 된 각각의 샘플은 미세두께 측정기(L&W micrometer)를 이용하여 밀도 및 벌크를 산출하였으며, 평활도는 TAPPI T 479에 의거하여 측정하였다. 파열강도는 TAPPI T 407에 의거하여 평가하였고, 압축강도(TAPPI T 423), 인장강도(TAPPI T494 om-88), 내절도(TAPPI T 423)는 섬유방향인 MD(machine direction)방향과 CD방향으로 나누어 제품특성 변화를 측정하였다.
3. 결과 및 고찰
3.1 목질계스페이서 투입에 따른 공정 효율 변화
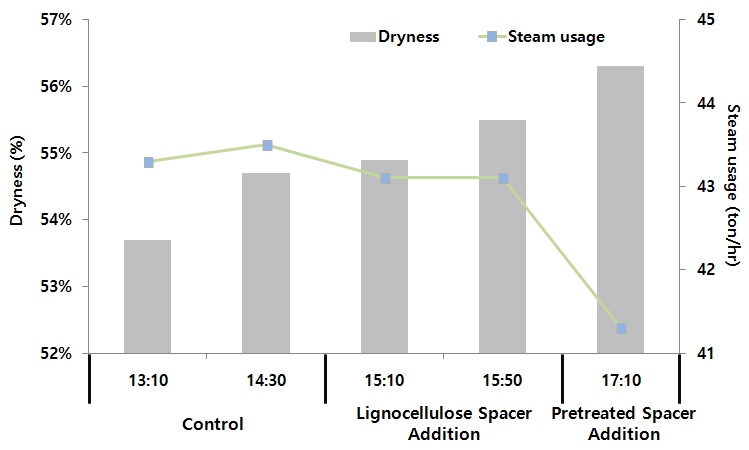
압착탈수 공정 이후 습지필의 고형분 함량을 측정한 결과 스페이서의 투입 전 생산할 경우 평균 고형분 함량은 54.7%였고, 스페이서 투입 후 공정이 안정화됨에 따라 55.5%로 약 0.8% 상승하였다. 스페이서 표면에 고분자전해질을 전처리하여 투입한 경우 1.3%상승하여 고형분 함량 56.3%를 나타내었다. 스페이서를 투입했을 때 지필의 공극성이 향상되어 수분 유동성에 긍정적 영향으로 발전되어 탈수 효율이 증가 된 것으로 판단되었으며 스페이서에 amphoteric-PAM 고분자전해질을 표면 처리한 경우에서 고형분 함량이 56.3%로 추가적으로 증가된 것은 공정의 안정화 및 스페이서의 정착이 원활하게 진행되면서 나타난 결과로 생각되었다. 실제 이러한 압착탈수 공정 이후 증가된 습지필의 고형분 함량과 벌크의 향상으로 인해 건조과정 중 사용된 스팀에너지 사용량이 기존 목질계 스페이서를 넣기 전보다 스팀에너지 사용량이 약 2%가량 감소된 것을 확인 할 수 있었다.
3.2 스페이서 투입에 따른 물성평가
3.2.1 골판지의 물리적 특성평가
스페이서 첨가에 의해 산업용지의 벌크가 향상되는 것을 Fig. 2에서 볼 수 있다. 스페이서 투입 이후 1.56 cm3/g으로 향상되었지만, 스페이서에 고분자전해질을 전처리하여 투입한 경우 상대적으로 벌크상승효과가 다소 감소한 결과를 알 수 있었다. 이는 스페이서 표면이 고분자 전해질에 의해 개질 처리되어 섬유간의 결합이 증가됨에 따라 스페이서 투입에 의한 벌크상승효과가 감소되는 것으로 판단된다.
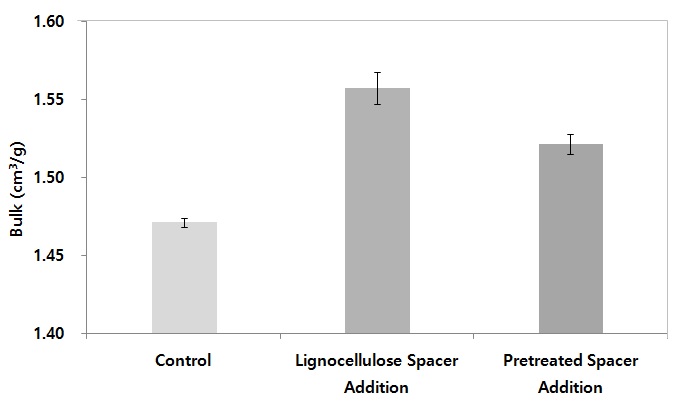
Fig. 2.
Changes in the bulk of liner board by the addition of wood powder spacers depending on the polyelectrolyte treatments.
파열강도는 섬유간의 결합에 의해 영향을 받는데, 스페이서 투입 이후 산업용지의 파열강도 영향은 Fig. 3에서 볼 수 있다. 섬유에 비해 상대적으로 소수성인 스페이서 투입 후 파열강도는 감소하였고, 스페이서에 고분자전해질을 전처리하여 투입할 경우에 파열강도에서는 유의한 차이를 나타내지 않았다.
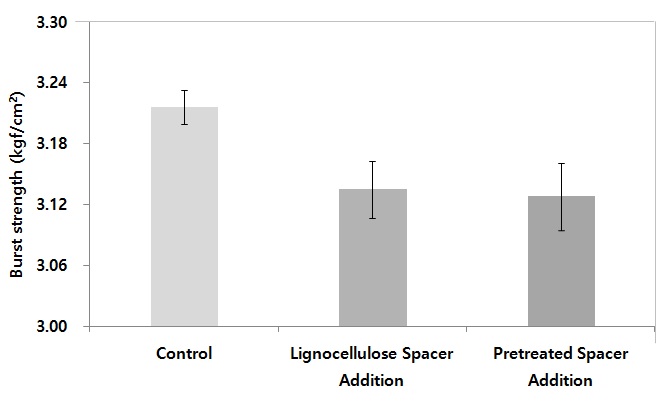
Fig. 3.
Changes in the liner board burst strength by the addition of wood powder spacers depending on the polyelectrolyte treatments.
스페이서를 투입했을 때 나타나는 산업용지의 압축강도 영향은 다음 Fig. 4에서 볼 수 있다. 섬유의 배향성 특징으로 인하여 MD방향, CD방향을 각각 나누어 측정하였다. 섬유 방향인 MD방향이 CD방향보다 압축강도가 더 높으며, 스페이서를 투입했을 때 상대적으로 압축강도는 감소하게 되는데, 스페이서 표면에 고분자전해질 전처리를 통해 강도의 감소를 상쇄하고 실제 스페이서 투입전과 유사하거나 상승된 강도 개선효과가 있음을 볼 수 있었다.
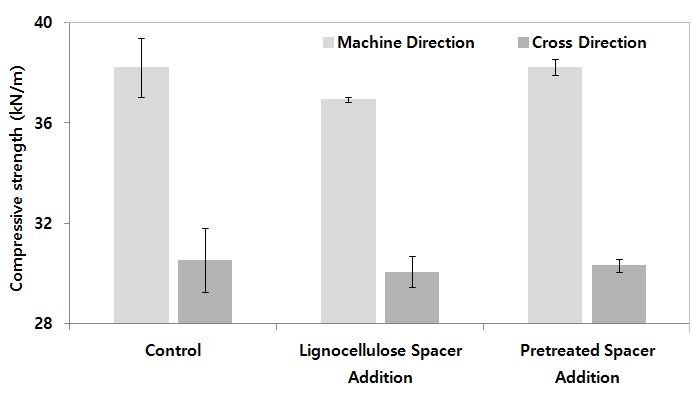
Fig. 4.
Changes in the compressive strength of liner board by the addition of wood powder spacers depending on the polyelectrolyte treatments.
스페이서를 첨가했을 때 나타나는 산업용지의 인장강도 영향은 다음 Fig. 5에서 볼 수 있다. 압축강도와 마찬가지로 MD방향과 CD방향을 나누어 평가를 진행하였다. 스페이서를 투입했을 때 MD, CD방향 인장강도가 감소하게 되며, 스페이서에 고분자 전해질을 투입 했을 경우 MD방향의 강도감소를 상쇄하고 오히려 강도적 특성이 개선되었지만, CD방향은 상대적으로 스페이서 투입 전과 비교했을 때 인장강도는 감소하였다.
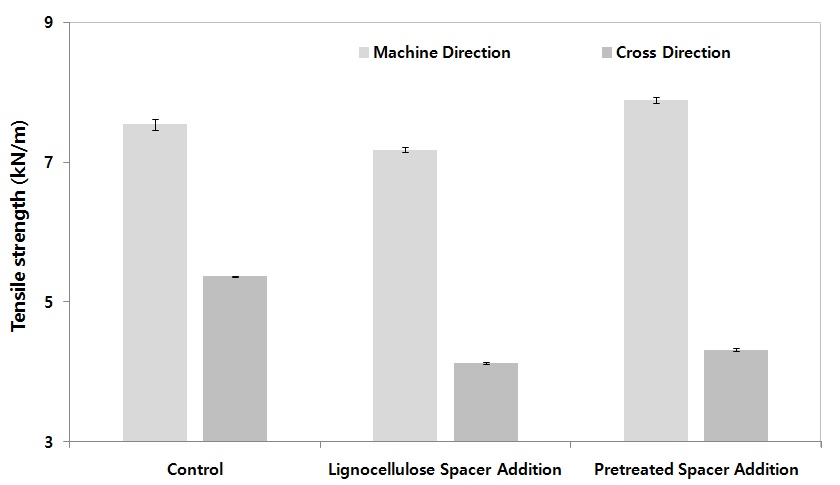
Fig. 5.
Changes in the tensile strength of liner board by the addition of wood powder spacers depending on the polyelectrolyte treatments.
스페이서를 첨가했을 때 나타나는 산업용지의 내절도 영향은 다음 Fig. 6에서 볼 수 있다. 압축강도, 인장강도와 마찬가지로 MD방향과 CD방향을 나누어 제품 물리적 특성평가를 진행하였다. 스페이서를 첨가했을 때 MD방향의 내절도가 감소되었으며, 스페이서에 고분자 전해질 전처리를 통해 강도의 감소를 상쇄하였다. 하지만 CD 방향의 인장강도는 스페이서 투입 이후 강도적 변화는 유의한 차이를 나타내지 않았다.
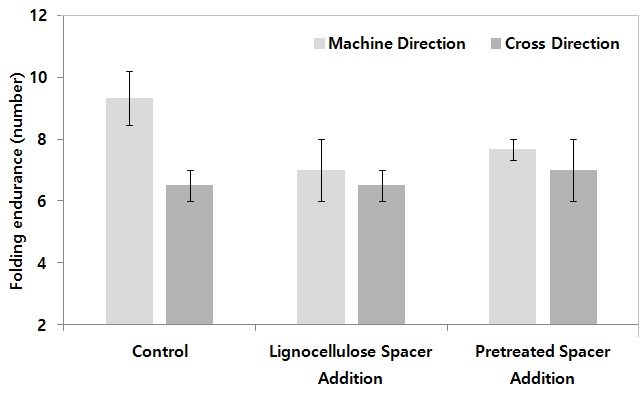
Fig. 6.
Changes in the folding endurance of liner board by the addition of wood powder spacers depending on the polyelectrolyte treatments.
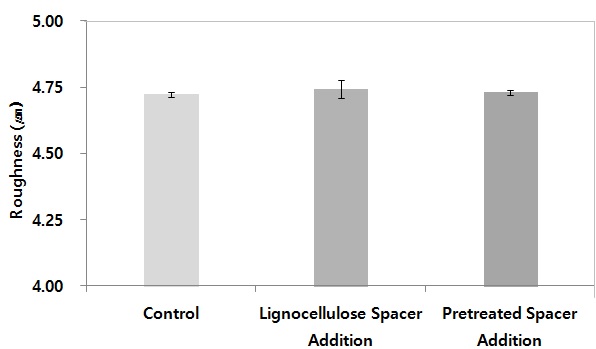
스페이서를 투입했을 때 나타나는 산업용지의 표면 거치름도 변화는 Fig. 7에서 볼 수 있다. 스페이서의 투입에 따라 표면 거치름도의 변화는 크게 나타나지 않았으며, 또한 스페이서에 고분자전해질 전처리하여 투입 할 경우에도 유의한 변화는 나타나지 않았다. 이는 실제 라이너지의 중간층에만 스페이서가 첨가됨에 따라 표면의 구조의 변화를 크게 유발되지 않는 것으로 판단되었다.
4. 결 론
제지산업에 사용되는 공정에너지를 감소하기 위한 여러 연구들이 진행되어 왔다. 특히 산업용지 생산에 있어 재생고지 사용에 따른 원료의 단섬유화 및 미세분 증가 등으로 인한 탈수 및 건조효율 저하는 해결해야 하는 중요한 문제가 되고 있다. 이러한 문제의 해결을 위해 목질계 스페이서를 적용하여 벌크 향상, 펄프원료 저감, 건조공정효율 상승 등을 가져오는 연구와 기술개발이 지속적으로 이루어져 왔다. 본 연구에서는 실제 산업용지 생산 공정에서 목질계 스페이서를 투입하여 공정효율 변화 및 제품물성의 변화를 평가하여 보았다. 특히, 목질계 스페이서가 가져올 수 있는 지필 강도의 저하 등의 문제들을 보완하기 위한 방안으로 스페이서의 투입을 위한 수화공정 중에 양쪽성 고분자 전해질로 표면처리를 실시하여 그 영향을 평가하였다. 실제 공정에서 이러한 전처리한 스페이서의 투입은 프레스 출구 건조도 증가 및 스팀소모량 절감 등의 에너지 절감효과를 가져오는 것을 확인할 수 있었고 고분자 전처리에 의하여 스페이서에 의한 강도감소 등이 보완될 수 있음을 확인할 수 있었다. 이로서 향후 산업용지의 생산 공정에서 스페이서의 적용을 통한 건조에너지 감소를 위한 현장 적용 데이터를 확보할 수 있었다.
