

1. 서 론
부유부상은 탈묵 펄프의 품질을 결정하는 주요 공정 중 하나이다. 부유부상은 순환제지자원에 포함되어 있는 잉크 입자를 분리 제거하는 공정으로 약 1% 농도의 지료에 공기를 주입하여 지료에 잔존하는 잉크 입자 및 소수성 이물질을 공기 표면에 부착시켜 제거하는 방법이다. 부유부상은 세척법에 비하여 선택적으로 잉크입자를 제거할 수 있으며 지료 내 유용성분의 손실을 줄일 수 있다는 장점이 있다.
신문용지 제조 공정에서는 ONP(old newspaper), OMG(old magazine), white ledger 등 다양한 종류의 순환제지자원이 원료로 사용된다. 이러한 순환제지자원이 신문용지 생산 공정의 원료로 혼입될 경우 지료 내 섬유뿐만 아니라 코팅 층의 안료 및 바인더, 잉크 등이 혼재하므로 섬유 및 무기 안료 등 유용성분의 손실을 최소화하고 바인더, 소수성 이물질, 잉크 등을 효과적으로 제거할 수 있는 적절한 탈묵제 선정을 통해 공정 효율을 최적화해야 한다.
탈묵제는 지방산계 탈묵제와 비이온성 계면활성제로 구분할 수 있으며 주로 원료를 해리하는 펄퍼 혹은 부유부상 cell 전단에 투입된다. 지방산계 탈묵제는 탈묵 공정에서 가장 많이 사용되는 탈묵제로서 잉크 입자를 분산 및 포집하는 역할을 한다. 일반적으로 탄소가 14-18개로 구성된 지방산이 혼합된 탈묵제이며 지방산의 혼합비율이 기포성, 잉크 입자의 포집성, 기포 안정성 등을 결정한다. 지방산계 탈묵제는 알칼리 조건에서 칼슘이온과 염을 형성하여 ROO-Ca+의 soap 형태로 존재하며 이러한 칼슘 soap은 섬유 표면으로부터 탈리된 잉크 입자를 효과적으로 포집할 수 있다.1) 계면활성제는 친수성기와 소수성기를 모두 지니고 있는 구조로서 양, 음 및 비이온성으로 구분할 수 있다. 최근 중성 탈묵 시스템에 널리 적용되고 있는 비이온성 계면활성제는 ethylene oxide(EO)와 propylene oxide(PO)의 친수성기와 탄화수소 사슬로 구성된 소수성기로 구성되어 있다. 이러한 비이온성 계면활성제는 섬유에 부착되어 있는 잉크 입자를 탈리시키고 분산시킴으로서 잉크입자의 재흡착을 방지하는 역할을 한다.2) 비이온성 계면활성제의 탈묵 특성을 결정하는 주요 인자는 HLB(hydrophilic-lipophlic balance)와 운점(cloud point)이다. HLB는 계면활성제 사슬 내 포함된 친수성기와 소수성기의 비율로서 탈묵 공정에서 비이온성 계면활성제의 거동을 예측할 수 있는 인자이다.3) 비이온성 계면활성제는 물에 용해되어 친수성기는 물 쪽으로 향하고 소수성기는 그 반대방향으로 배열함으로써 미셀(micelle)을 형성한다. 일반적으로 미셀을 형성할 정도로 비이온성 계면활성제가 용매에 충분히 용해되었을 때의 농도를 임계미셀농도라 하며 미셀이 형성될 때의 온도를 운점이라 한다.4) 앞에서도 언급했듯이 친수성기가 EO와 PO로 구성되는 비이온성 계면활성제는 EO와 PO의 비율에 따라 운점이 달라진다. 알킬 탄소 사슬 길이가 길어질수록 운점이 낮아지며 EO의 비율이 증가하거나 이온성 물질이 계 내에 다량 존재할 경우에는 운점이 상승하는 경향을 나타낸다. 일반적으로 운점 이하에서는 비이온성 계면활성제가 물에 용해된 상태로 존재하며 잉크의 탈착을 촉진하고 재흡착을 막는 역할을 수행한다. 특히, 거품의 안정성은 투입된 비이온성 계면활성제의 운점에서 제일 양호하다. 운점 이상으로 온도가 증가할 경우 계면활성제 입자들이 서로 가까워져 결합함으로써 상분리가 일어나게 되고 표면 활성이 낮아져 용액이 탁해지는 특성을 나타내게 되어 탈묵효율이 저하된다.5) 상기한 이유로 탈묵용 비이온성 계면활성제의 운점은 일반적으로 탈묵공정의 수온과 일치하게 설계된다. 따라서 비이온성 계면활성제의 운점은 탈묵 효율을 결정짓는 중요한 요소라고 판단된다.
국내 신문용지 제조 공정의 경우 원료로 유입되는 원료에는 OMG가 포함되어 있으며 국민생활 수준 향상과 함께 도공지의 소비량이 증가함에 따라 원료로 투입되는 순환제지자원 내 도공지의 함량이 증가하는 추세이다. 특히 국내 신문지 소비량이 줄면서 상대적으로 도공지의 배합비율이 증가할 수 밖에 없는 실정이다. 원료 내 도공지의 함량이 증가할 경우 탈묵 펄프의 백색도를 개선시키고 거품의 안정성을 유지할 수 있다는 장점이 있으나, 잉크입자와 함께 도공층에 존재하는 무기 안료 등 유용 성분이 같이 제거되므로 수율이 낮아지는 단점이 있다. 이에 Seo 등6)은 지방산과 비이온성 계면활성제를 조합한 탈묵 시스템을 도공지 함량이 50% 이상으로 구성된 원료에 적용한 결과 백색도는 개선되었으나 회분으로 인한 리젝트의 증가로 수율이 감소하였다고 보고한 바 있다. 결국, OMG의 비율이 증가하고 부유부상 공정의 효율을 증가시키기 위한 비이온성 계면활성제를 투입함에 따라 부유부상 공정의 reject 증가에 따른 수율저하가 예상되나 이를 개선하기 위한 연구는 미비한 실정이다. 따라서 본 연구에서는 향후 신문지 사용량 감소 및 도공지 사용량 증가로 인하여 신문용지 제조용 원료에 OMG의 비율이 증가할 것으로 예상되는 바, 이로 인한 수율 저하의 문제점 극복 방안을 마련하기 위하여 운점을 달리한 비이온성 계면활성제가 순환제지자원의 탈묵 효율에 미치는 영향을 분석하였다.
2. 재료 및 방법
2.1 공시재료
주 원료로 동일한 날짜에 인쇄되어 배포된 ONP와 OMG를 사용하였다. 탈묵 약품으로 지방산은 B사로부터 분양받아 사용하였으며 규산나트륨과 가성소다는 국내 신문용지 생산업체인 J 사로부터 분양받아 사용하였다. 비이온성 계면활성제는 Table 1에 나타낸 바와 같이 운점을 달리한 4종의 국산 비이온성 계면활성제를 사용하였다.
2.2 실험방법
2.2.1 탈 묵
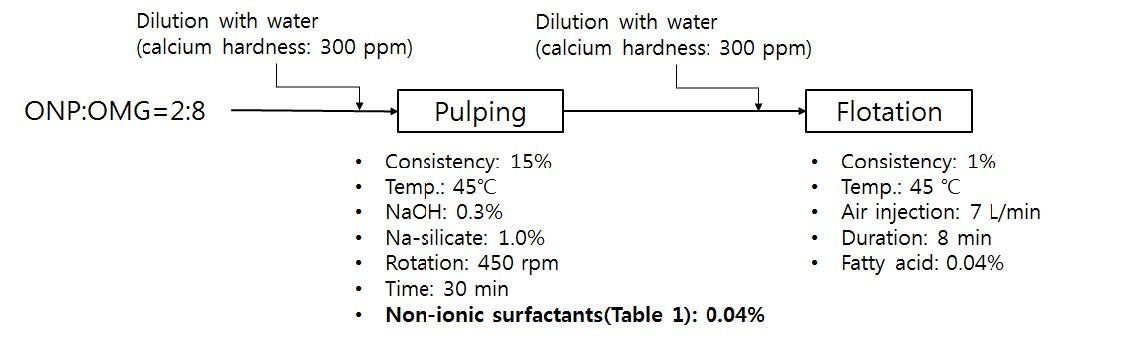
Fig. 1과 같이 ONP와 OMG를 2:8 비율로 배합한 후 실험실용 고농도 펄퍼에 투입하고 칼슘경도를 300 ppm으로 조절한 온도 45℃의 희석수를 사용하여 농도를 15%로 조절한 후 450 rpm 교반조건에서 30분간 해리를 실시하였다. 이때 규산나트륨은 펄프 대비 1.0%, 가성소다는 펄프 대비 0.3% (유효농도: 100%)를 첨가하였으며 Table 1의 비이온성 계면활성제를 0.04%를 투입하였다. 해리가 완료된 지료는 300 ppm 칼슘경도, 45℃ 온도의 희석수를 사용하여 1% 농도로 희석한 후 Voith社의 DeltaCell을 개조한 부상부유 탈묵기에 투입하고 탈묵을 실시하였다. 부유부상 처리 시 지방산 0.04%를 첨가한 후 1000 rpm 교반조건에서 분당 7 L의 유량조건으로 공기를 주입하여 8분간 탈묵 처리 하였다.
3. 결과 및 고찰
3.1 비이온성 계면활성제 운점에 따른 탈묵 펄프 특성
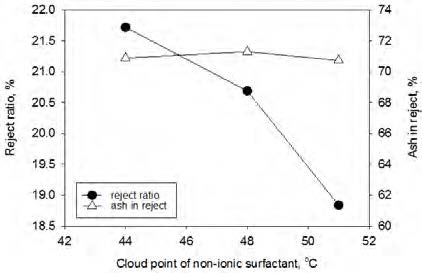
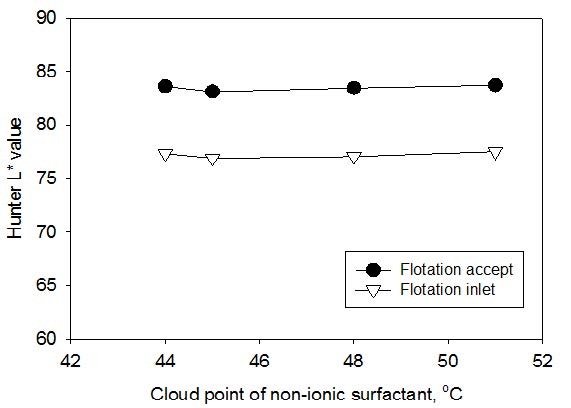
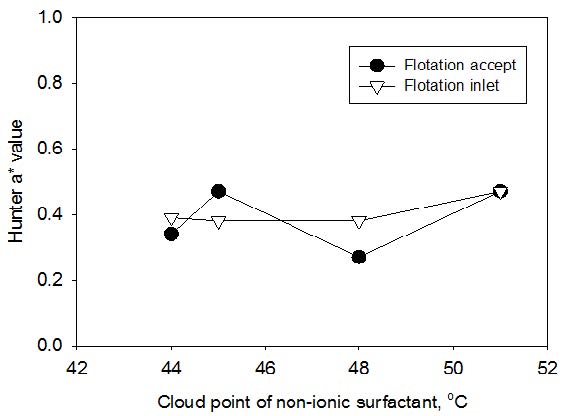
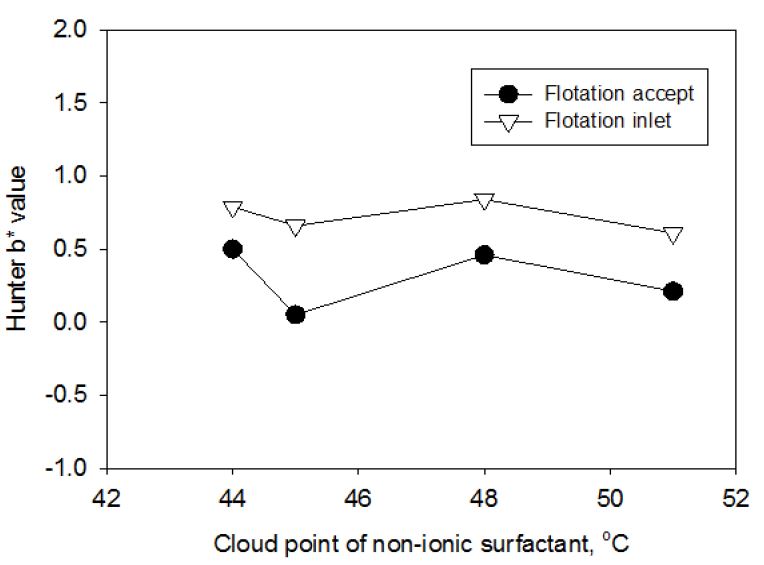
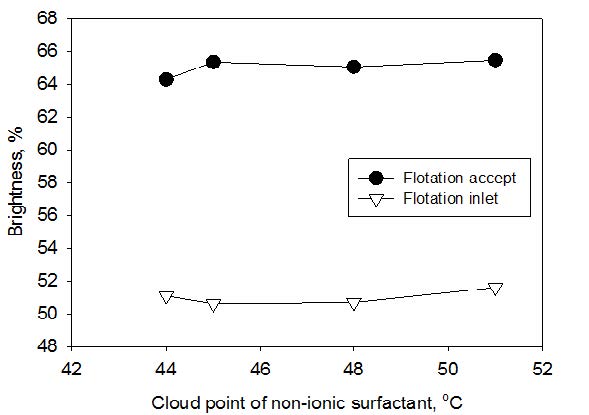
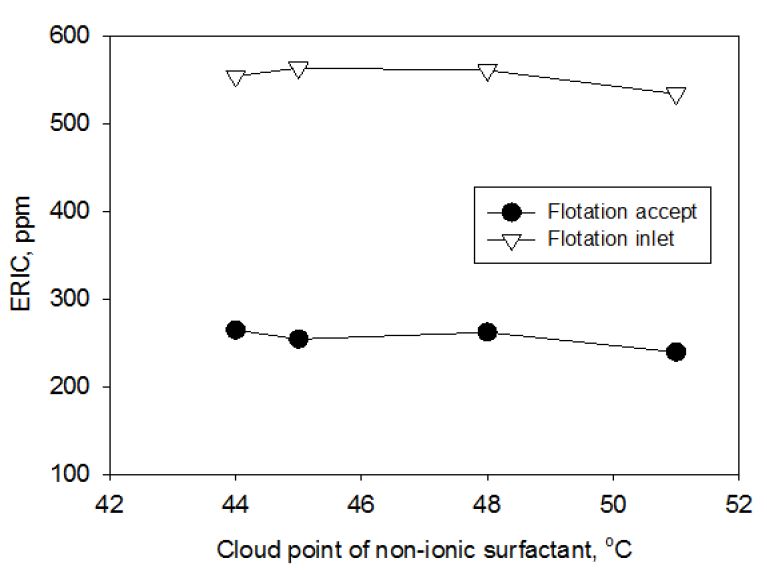
부유부상은 순환제지자원 탈묵 펄프의 백색도를 향상시키기 위한 공정으로서 지료 내 존재하는 잉크 입자를 부상하는 공기의 표면에 부착시켜 제거하는 처리방법이다. 이 과정에서 잉크 입자와 함께 무기 안료와 같은 소수성 물질, 소수화 된 섬유 등의 지료 구성 성분이 reject로 버려지므로 백색도 뿐만 아니라 수율에도 큰 영향을 미친다. 그러므로 부유부상 처리 시 섬유를 최대한 손실하지 않고 잉크입자를 제거할 수 있는 운전 조건을 확립하기 위해서는 공정 조건에 알맞은 탈묵제의 선정이 중요하다. Fig. 2는 비이온성 계면활성제의 운점에 따른 부유부상 reject 비율과 reject에 포함된 회분함량을 나타낸 결과이다. 비이온성 계면활성제의 운점이 상승함에 따라 회분함량은 일정하였으며 부유부상 reject 비율은 감소하였다. Figs. 3-5는 Table 1의 비이온성 계면활성제를 투입함에 따른 탈묵 펄프의 L*, a*, b* 값을 측정한 결과이다. 비이온성 계면활성제의 운점이 상승함에 따른 L*, a*, b* 값은 유의한 차이를 나타내지 않았으나 부유부상 처리에 따라 L* 값은 증가하였다. Figs. 6과 7은 비이온성 계면활성제의 운점에 따른 백색도와 ERIC 측정 결과이다. Figs. 6과 7에 나타난 바와 같이 부유부상 처리에 따라 백색도는 증가하고 ERIC은 감소하였으며 비이온성 계면활성제 운점상승에 따른 백색도와 ERIC은 유의성 있는 차이를 나타내지 않았다.
위의 결과로 미루어 볼 때 비이온성 계면활성제의 운점이 상승함에 따라 탈묵 펄프의 L*, a*, b*, 백색도, ERIC 변화 없이 부유부상 reject를 줄임으로써 수율을 개선할 수 있을 것으로 판단된다. 본 연구에서는 45℃의 물을 순환제지자원의 해리 및 부유부상 처리 시 희석수로 이용하였다. Fig. 2의 결과에 나타난 바와 같이 45℃보다 낮은 운점을 갖는 비이온성 계면활성제 A의 경우 reject 비율이 21.72%로서 가장 높았으며 45℃보다 높은 비이온성 계면활성제 D의 경우 18.84%로서 2.88%의 reject를 줄일 수 있었다. 해리 시 투입한 비이온성 계면활성제의 운점이 펄퍼 및 부유부상 cell에서의 온도보다 높을 경우 회분을 일정하게 제어하면서 부유부상 reject를 낮출 수 있는 것으로 판단된다. 비이온성 계면활성제의 경우 음, 양이온성 계면활성제와 달리 수용액 상에서 작용기의 해리가 일어나지 않는 에테르 구조를 가지고 있어 물과 수소결합을 통한 수화(hydration)작용을 통해 친수성을 나타낸다.7) 이러한 친수성 부분은 온도에 따라 수화 정도가 달라지므로 비이온성 계면활성제의 용해도는 온도에 많은 영향을 받는다. 만일 계 내의 온도가 높아질 경우 에테르 결합에 수화된 물의 수소분자와 산소사이의 수소결합이 끊어지게 되어 물에 대한 용해도가 저하되므로 clouding 현상이 발생하게 된다.8) 이렇게 상이 분리되어 탁해진 비이온성 계면활성제는 먼저 거품의 안정화 기능을 상실하기 때문에 Fig. 2와 같이 부유부상 reject가 감소한 것으로 추정된다. 따라서 신문용지 원료로 공급되는 순환제지자원에 OMG의 비율이 높을 경우 펄퍼 및 부유부상 cell에서의 온도에 비해 운점이 높은 비이온성 계면활성제를 사용한다면 탈묵 펄프의 품질을 유지하면서 수율을 개선할 수 있을 것으로 판단된다.
3.2 반 점
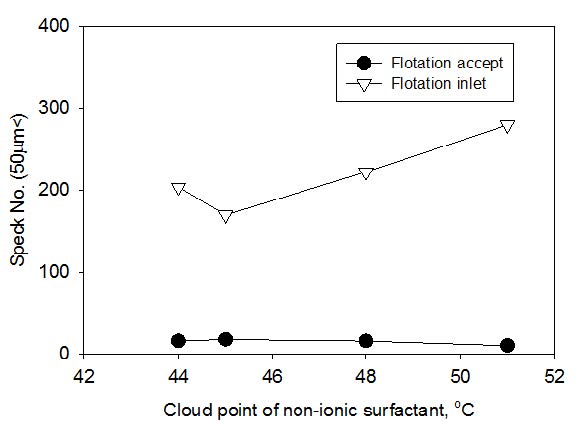
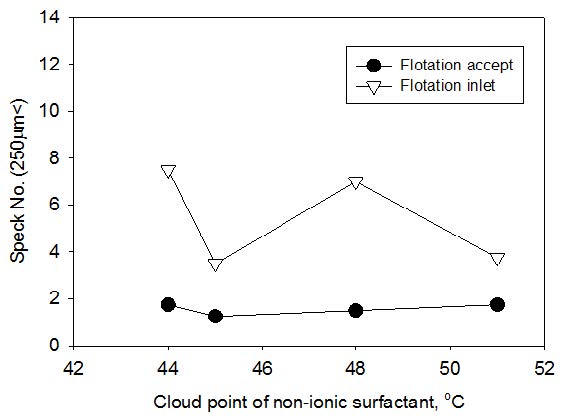
일반적으로 비이온성 계면활성제는 탈묵 처리 시 잉크를 섬유로부터 탈리하고 재흡착을 방지하며 지료 내에서의 공기 방울의 흐름을 안정적으로 유지시켜주는 역할을 한다. 반면 잉크 입자의 미분화를 유발하고 잉크 입자의 응집을 저해할 수 있다.9) 신문용지 반점의 원인은 주로 부유부상 처리 시 미처 제거되지 못한 잉크 입자이다. 따라서 부유부상 단계에서 잉크 입자를 최대한 많이 reject로 배출하기 위해서는 알맞은 운점의 비이온성 계면활성제를 사용해야 한다. Fig. 8에 나타난 바와 같이 탈묵 펄프에 존재하는 50 μm 미만의 반점의 경우 비이온성 계면활성제의 운점 44℃일 때 203개였고 운점이 상승함에 따라 반점이 279개로 증가하였다. 이는 Fig. 9에 나타난 250 μm 이상의 반점들이 비이온성 계면활성제에 의하여 미분화 되어 나타난 결과로 추정된다. 부유부상 후 탈묵 펄프의 반점 개수는 20개 미만으로 감소하였다. 이는 250 μm 이상의 잉크 입자 개수가 비이온성 계면활성제의 운점이 상승함에 따라 증가되었으나 부유부상 단계에서 효과적으로 제어되었기 때문에 나타난 결과로 판단된다. 따라서 운점 상승으로 인한 반점문제는 발생하지 않았다.
4. 결 론
국민생활 수준 향상에 따라 향후 신문용지 공정에 도입되는 순환제지자원 중 OMG의 비율이 증가할 것으로 예상된다. 이에 원료 중 OMG의 비율이 높을 경우 발생하는 수율 저하 문제는 반드시 해결되어야 할 문제라고 사료된다. 신문용지 공정에서 널리 사용되는 탈묵제 중 비이온성 계면활성제는 계 내의 온도에 따라 용해도가 변화하기 때문에 비이온성 계면활성제의 운점이 탈묵 공정의 효율을 결정하는 주요 인자 중 하나라고 볼 수 있다. 이에 본 연구에서는 비이온성 계면활성제의 운점에 따른 순환제지자원의 탈묵 특성을 평가하였다. 비이온성 계면활성제의 운점이 상승함에 따라 탈묵 펄프의 L*, a*, b*, 백색도, ERIC 변화 없이 수율을 개선할 수 있었으며 반점도 문제없이 제어할 수 있었다. 따라서 펄퍼 및 부유부상 cell에서의 온도보다 높은 운점의 비이온성 계면활성제를 탈묵 공정에 사용한다면 다량으로 유입되는 OMG로 인하여 발생하는 수율저하 현상을 극복할 수 있을 것이다.
