

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 실험방법
3. 결과 및 고찰
3.1 도공액의 물성 측정 결과
3.2 VAE 에멀션의 Tg가 도공지의 물성에 미치는 영향
3.3 VAE 에멀션의 Tg가 도공지 인쇄품질에 미치는 영향
4. 결 론
1. 서 론
도공액의 주원료인 바인더는 보통 도공액 내 안료 기준으로 8-20 part 정도 사용된다. 바인더는 도공층 내에서 안료와 안료 및 안료와 원지의 접착 역할을 하고 있으며 바인더의 첨가량 및 특성에 따라 도공층의 특성이 달라진다고 알려져 있다.1) 이에 도공용 바인더의 종류 및 특성에 따라 최종 인쇄적성에 영향을 미친다는 연구가 많이 수행되었다.2,3,4) 특히 바인더 물성 중 유리전이온도(Tg)는 도공층 내 필름 형성 능력을 결정하기 때문에 도공층 내 Tg가 다른 바인더 적용 시 서로 다른 특성을 가진 프리코팅층을 형성할 수 있다.5,6)
Vinyl Acetate Ethylene(VAE) 에멀션 바인더는 SB- Latex 바인더에 비해 가격이 저렴하고, 매장량이 풍부한 세일가스에서 중합체 제조에 필요한 기본물질(비닐아세테이트 모노머)을 얻을 수 있기 때문에 상대적으로 소재 자원 고갈의 문제로부터 자유로운 장점이 있다.7,8) 또한 SB-Latex 바인더의 제조 시에는 인체에 유해한 페놀계 화합물이 이용되는데, VAE 에멀션 바인더의 경우는 인체의 유해성이 상대적으로 낮은 비닐아세테이트 모노머를 적용·제조함으로써 다양한 이점을 제공할 수 있다.9)
수분산의 에멀션 형태로 제조되는 합성 바인더(SB-Latex, VAE 에멀션 바인더)는 도공층의 공고화 과정(건조과정)에서 바인더의 물성에 따라 층간 분포 상태, 안료간 융착에 기여하는 바인더의 성막(필름) 특성 등이 제조된 도공지의 물성과 인쇄적성에 직접적으로 영향을 미친다.10) 바인더의 Tg는 도공지의 물성과 인쇄적성에 영향을 미치는 요인 중 하나이다. VAE 에멀션 바인더의 Tg는 VAE 에멀션 공중합체 제조 시 비닐아세테이트와 함께 첨가되는 에틸렌의 양(비율)에 따라 조절할 수 있다.11,12,13) 고분자의 Tg는 VAE 에멀션의 유연성을 결정하는 인자이고, 고분자 체인의 분기는 에멀션의 응집 강도와 내열성, 분자량은 접착강도 등에 많은 영향을 준다고 알려져 있다.7) 또한 수용성 바인더인 폴리비닐알코올(poly vinyl alcohol, PVA)은 우수한 결합력, 물 친화성 및 특유의 염료 케리어성으로 착색 잉크젯 용지와 일반 인쇄용지의 보조 바인더로 쓰인다.14,15)
이렇게 서로 다른 물성을 지닌 바인더를 프리코팅층에 각각 적용하면 다른 특성을 가진 프리코팅층을 형성할 수 있다. 그리고 프리코팅층 위에 동일한 탑코팅층 도피 시 서로 다른 특성의 프리코팅층에 의하여 다른 특성의 탑코팅층이 형성된다. 특히 이러한 탑코팅층의 특성은 최종 인쇄적성에 영향을 미친다.8,9,10)
이에 본 실험에서는 국내 매장량이 많고 다공질 구조를 가지고 있는 제올라이트를 프리코팅층에 적용하였고 SB- latex와 Tg가 다른 VAE 에멀션 바인더를 프리코팅층에 적용하였다. 또한 Co-binder로 PVA를 적용하였고 그에 따른 프리코팅층 및 탑코팅층의 물성 변화를 관찰하였으며 인쇄적성을 평가하였다. 이때 Control로 사용된 SB-latex 바인더와의 비교를 통해 대체 가능성에 대해 검토하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 도공원지
본 연구에 사용된 원지는 국내 H사의 평량 75 g/m2의 백상지를 사용하였으며 그 물성은 Table 1에 나타내었다.
Table 1.
Properties of base paper
| Grammage (g/m2) | 75 |
| Thickness (㎛) | 100 |
| Opacity(%) | 99 |
| Brightness(%) | 89 |
2.1.2 도공용 안료
본 연구에서는 Table 2와 같이 입자크기가 서로 다른 2가지 종류의 중질 탄산칼슘(GCC)과 1종류의 No. 1 클레이가 사용되었다. 또한 실험실에서 볼밀로 분쇄한 입자경 60 µm의 제올라이트(Zeolite, A-3, granular, Daejung Chemicals & Metals Co., Ltd., Korea)를 프리 코팅층에 사용하였다.
Table 2.
Physical properties of coating pigments (unit: µm)
| %. <d10 | %. <d25 | %. <d50 | %. <d75 | %. <d90 | |
| GCC* A | 1.020 | 1.501 | 2.267 | 3.781 | 6.108 |
| GCC* B | 0.203 | 0.298 | 0.722 | 1.147 | 1.526 |
| No. 1 Clay | 0.144 | 0.203 | 0.293 | 0.586 | 2.090 |
2.1.3 도공용 바인더
프리, 탑 코팅용 바인더로서 1종류의 SB-Latex 바인더와 프리 코팅용 바인더로 Tg가 각기 다른 3종류의 Vinyl Acetate Ethylene(VAE) 에멀션 바인더(A-C)에 대한 기본 물성은 Table 3에 나타내었다. 프리 코팅용 Co- binder로 수용성 바인더인 폴리비닐알코올(poly vinyl alcohol, PVA)을 이용하였으며 물성은 Table 4에 나타내었다.
Table 3.
Physical properties of the synthetic binders
| Average particle size (nm) | Viscosity (cPs)* | Tg (℃) | pH | |
| SB-Latex | 170 | 124 | 11 | 8.1 |
| VAE-A | 130 | 508 | -5 | 6.9 |
| VAE-B | 120 | 594 | 2 | 7.3 |
| VAE-C | 130 | 611 | 15 | 7.1 |
Table 4.
Properties of the PVA water-soluble co-binder
| Molecular weight (Mw) | Degree of saponification (mol) | |
| PVA | 22,000 | 86-88 |
2.1.4 기타 도공용 첨가제
기타 도공용 첨가제로는 분산제(WTY-117, sodium polyacrylate, 분자량: 약 7,000), 폴리 아미드 계열의 내수화제(PRO·WET-400G), 칼슘 스테아레이트 타입의 윤활제(LUB·REX-55), 그리고 유동성 조절제(CV-5001F, 알칼리 팽윤형 합성 증점제, polyacrylate copolymer, 분자량: 약 300,000)를 사용하였다.
2.2 실험방법
2.2.1 도공액 제조
프리 코팅층의 바인더인 VAE 에멀션의 Tg가 도공지에 미치는 영향을 확인해 보고자 Table 5에 나타낸 바인더를 이용하여 도공액을 제조하였고, 프리 코팅층의 바이더인 VAE 에멀션의 Tg와 보조 바인더로 수용성 바인더인 PVA를 적용했을 시 미치는 영향을 확인해 보고자 Table 6에 나타낸 바인더를 이용하여 도공액을 제조하였다. 안료는 중질탄산칼슘(GCC-A)과 제올라이트를 9:1의 비율로 조성하였다. 이때 탑 코팅용의 도공액은 한가지로 고정하여 Table 7과 같이 바인더로 SB-Latex를 선택하여 제조하였으며 중질탄산칼슘(GCC-B)과 클레이를 7:3의 비율로 조성하였다.
Table 5.
Pre-coating color formulations to evaluating the effects of Tg of VAE emulsion (Group-Only synthetic binder) (unit: pph)
Table 6.
Pre-coating color formulations to evaluating the effects of Tg of VAE emulsion (Group- Synthetic binder + PVA) (unit: pph)
Table 7.
Formulations of the top-coating color (unit: pph)
| Control | |
| Pigment (GCC B) | 70 |
| Pigment (Clay) | 30 |
| Binder (SB-Latex) | 12 |
| Dispersant | 0.12 |
| NaOH | 0.2 |
| Rheology Modifiers | 0.15 |
| Lubricant | 0.4 |
| Insolubilizer | 0.4 |
| Total solid content (wt%) | 65 |
2.2.2 도공지 제조
도공지는 실험실용 반자동 코터(K-control, RK Print Coat Instrument Co. Ltd., UK)를 사용하여 제조하였다. 프리코팅층의 도공량은 편면 8±1 g/m2, 탑코팅층의 도공량은 편면 12±1 g/m2으로 조절하였다. 도공액을 도포한 원지는 열풍건조기(YJ-8600D, Yujin Electronics, S. Korea)에서 105℃, 25초의 조건으로 건조하였다. 그 후 슈퍼캘린더(Supercalender, Beloit Coporation, USA)를 사용하여 도공면이 금속 롤을 향하게 하여 온도 70℃, 선압 300 psi의 조건으로 2회 처리하였다.
2.2.3 도공액의 물성 측정
도공액의 유변특성을 비교하기 위해 레오미터(TA Instrument Co., Ltd., USA)를 이용하였다. 레올로지 특성의 평가는 정상류 측정(steady shear flow)과 점탄성 측정(viscoelastic property)으로 나뉘어 실시하였다. 정상류 측정은 전단속도를 0.1-100(1/s)로 변화시키면서 도공액의 겉보기 점도를 측정하였고 점탄성 측정은 변형 1%, 주파수 0.1-100 rad/s의 범위에서 주파수 의존성을 측정하였다.
2.2.4 도공지의 물성 측정 및 인쇄적성 평가
도공지의 거칠음도는 Parker Print Surf(L&W Co. Ltd., Sweden), 광택도는 Gloss meter(model T480A, Technidyne Coporation, USA), 백색도와 백감도, 불투명도는 Elrepho 3300(Datacolor International, USA)을 이용하여 측정하였다. 도공지의 인쇄적성은 인쇄적성 시험기(RI-II, KRK, Japan)를 이용하여 도공지 샘플에 대한 인쇄적성을 측정·비교하였다. 잉크 셋오프성(Ink set-off), 잉크 트래핑(Ink trapping), 건조뜯김(Dry-pick)와 습윤뜯김(Wet-pick) 강도에 대한 평가를 실시하였다.
3. 결과 및 고찰
3.1 도공액의 물성 측정 결과
3.1.1 도공액의 정상류 측정 결과
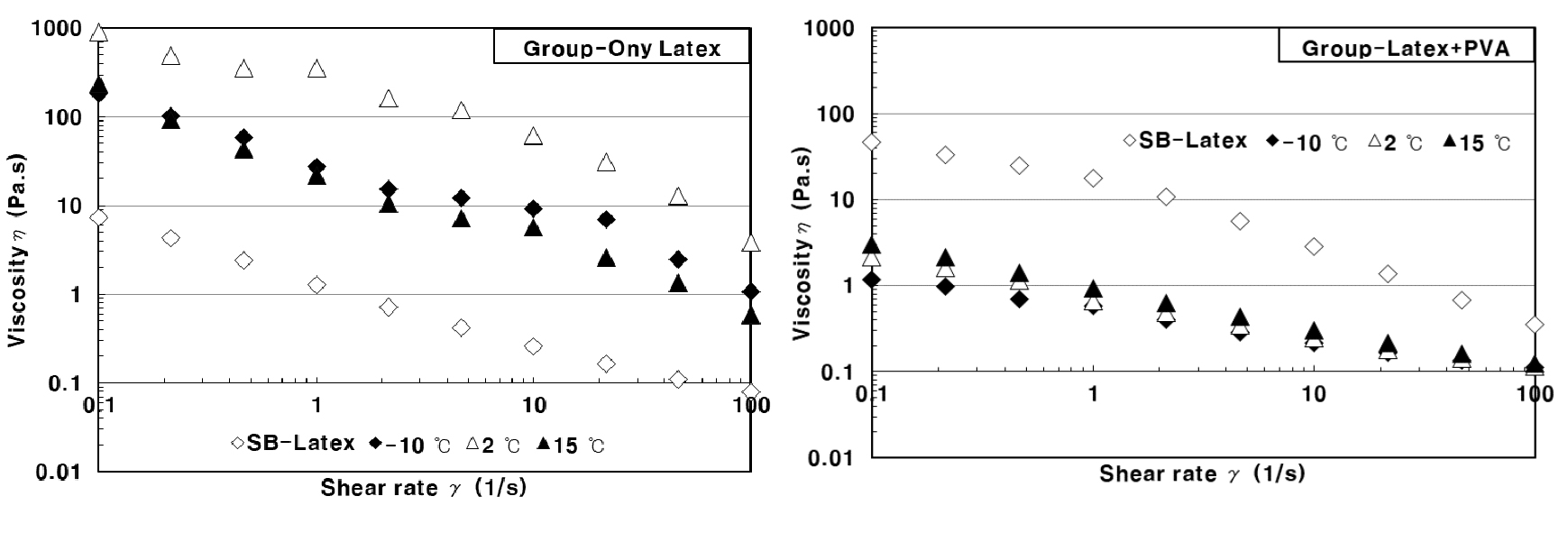
Tables 5와 6에 나타낸 도공액의 배합조성에 의해 제조된 도공액의 전단 속도별 점도 변화를 측정한 결과를 Fig. 1에 나타내었다. 바인더로는 SB latex와 VAE 에멀션 A-C만을 배합하여 도공액을 제조한 Group-Only Latex의 전단속도 증가에 따른 도공액의 점도 결과를 비교하였을시, 바인더의 종류와 Tg와는 관계없이 바인더의 입자경이 커질수록 저전단 영역에서 점도가 감소하는 결과를 나타내었다. 반면 Co-binder로 PVA를 배합한 Group-Latex+PVA의 경우 VAE 에멀션의 Tg에 따라서는 큰 차이를 나타내지 않았지만 SB-Latex를 배합한 경우, Group-Only Latex에 비해 점도가 증가하였다. 이는 바인더의 구조적 차이에 의한 화학적 상호작용이 더 크게 작용하는 것으로 사료된다. 위 결과들로 볼 때 도공액의 정상류 거동은 바인더의 종류 또는 입자경 뿐만 아니라 배합되는 폴리머, 안료에 따라 두 가지 또는 그 이상의 인자가 복합적으로 작용함으로서 도공액의 유변특성에 영향하는 것으로 생각된다.
3.1.2 도공액의 점탄성 측정 결과
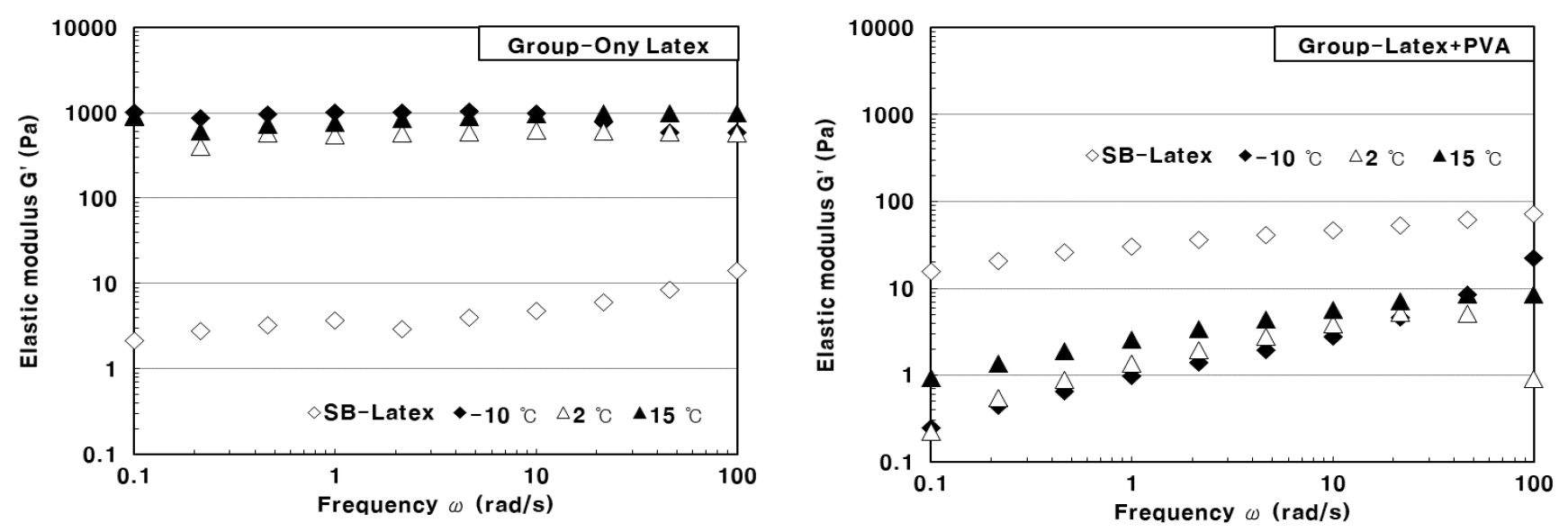
도공액의 점탄성은 구성분의 네트워크 구조 형성(안료-안료, 안료-바인더 등)에 영향하는 것으로 알려져 있는데 부여된 외력(주파수, 변형)에 의해 구조가 파괴되지 않고 구조를 유지하려는 힘(내부응력)이 상대적으로 큰 경우와 그렇지 않은 경우로 구분하여 분산계의 유동성의 차이를 설명할 수 있다. 구조를 유지하려는 힘이 상대적으로 큰 경우는 내부응력의 증가로 인해 탄성적인 성질이 증가한다.1112,13)Fig. 2와 같이 Group-Only Latex와 Group-Latex+PVA의 점탄성 특성을 비교해 보면 바인더의 Tg와는 관계없이 VAE 에멀션만을 적용한 경우, 전 주파수 영역에 걸쳐 탄성적 성질이 높은 결과를 나타내었다. 사용된 합성 바인더인 VAE 에멀션 바인더가 선형인 PVA 보다 구형이고 상대적으로 바인더 자체의 탄성적인 성질이 우수한 것이 주된 영향인자로 생각된다. SB-latex의 경우는 PVA를 함께 배합한 경우, 탄성적인 성질이 증가하였는데, VAE 에멀션과 다른 화학적 구조가 영향을 미치는 것으로 생각된다. 이를 통해 도공액 내 바인더의 종류의 차이에 따라 서로 간의 패킹구조가 서로 다른 형태를 갖게 되며 바인더 배합 조성에 따라 각각 다른 점탄성 거동을 나타내는 것을 알 수 있었다.
3.2 VAE 에멀션의 Tg가 도공지의 물성에 미치는 영향
3.2.1 거칠음도 및 광택
Fig. 3에 SB-Latex와 VAE 에멀션 바인더를 이용하여 제조된 도공지의 표면거칠음도의 측정 결과를 나타내었다. SB-Latex 바인더를 사용한 도공지가 VAE 에멀션 바인더를 사용한 도공지에 비교하여 표면이 평활하였다. SB-Latex 바인더를 사용한 경우, VAE 에멀션 바인더를 사용한 도공지에 비해 거칠음도가 낮은 결과를 나타내었는데 이는 부타디엔을 포함하는 SB-Latex 바인더가 상대적으로 필름 형성 능력이 우수하고 평활한 표면구조를 형성하는데 기여한 것으로 생각된다. 또한 Tg에 따른 VAE 에멀션 바인더를 사용한 3종류의 도공지(VAE-A~VAE-C)를 비교할 경우, 에멀션 바인더의 Tg가 증가함에 따라 도공지 표면의 거칠음도가 증가하는 결과를 나타냈다. VAE 에멀션 바인더의 Tg는 비닐아세테이트보다 유연한 구조 형성에 유리한 에틸렌 모노머의 공중합 비율과 관련이 있는데, Tg가 낮은 VAE 에멀션 바인더를 이용할수록 칼렌더 처리 시 열과 압력에 의해 변형되기 쉽고 그 결과 평활한 구조를 형성한 것으로 생각된다. 이는 도공지의 백지 광택에서도 SB-Latex 바인더를 사용한 경우와 VAE 에멀션 바인더를 사용한 도공지 간에 물성 차이를 나타내는 원인으로 생각된다. Co-binder로 PVA를 배합한 경우에도 유사한 경향을 나타내었다. VAE 에멀션 바인더와 PVA를 함께 배합한 경우, 도공층 내에 형성된 필름이 열과 압력에 유연하게 변형하기 때문에 평활한 구조를 형성하는 것으로 사료된다. 탑 코팅층이 일정함에도 프리 층의 바인더의 종류 및 Tg에 따라 도공층 구조에 영향을 미치고 탑 코팅층 물성에도 영향을 미치는 것으로 판단된다.
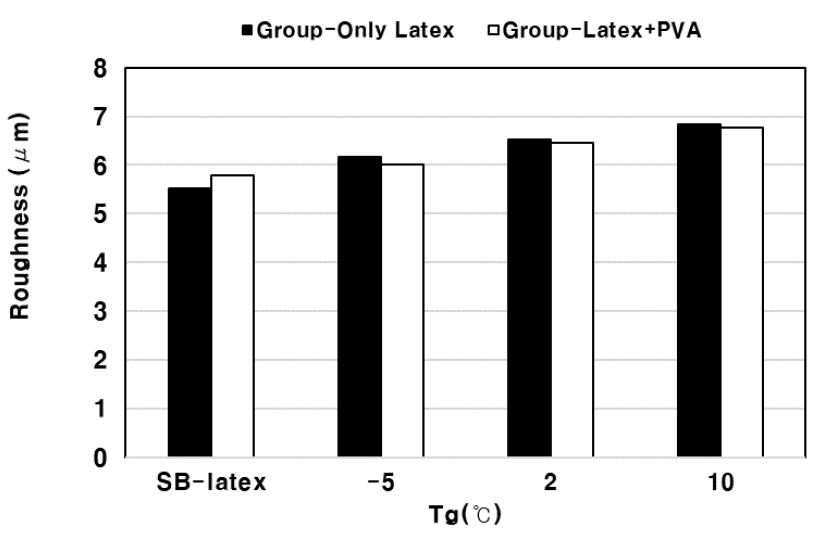
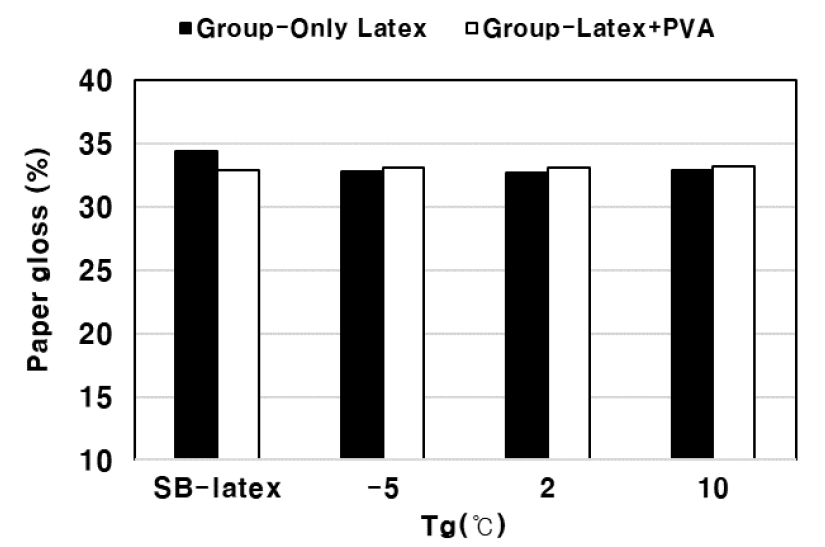
Fig. 4는 도공지의 백지광택의 결과를 나타내고 있다. SB-Latex를 이용하여 제조된 도공지가 VAE 에멀션 바인더를 이용한 도공지에 비해 백지광택이 상대적으로 우수한 결과를 나타내었다. 도공지의 광택은 도공지의 표면 거칠기와 상관관계가 있는데 일반적으로 도공지의 표면이 거칠수록 은 도공지의 광택은 감소한다고 보고되고 있다.9)Fig. 3에 나타낸 도공지 샘플의 거칠음도와 Fig. 4의 도공지 샘플의 백지광택의 결과는 상관성을 보이는 것을 알 수 있고, 도공지 표면이 거칠수록 백지광택이 감소하는 결과를 나타내었다. 한편, Tg가 각기 다른 VAE 에멀션 바인더를 사용한 3종류의 도공지(VAE-A – VAE-C)를 비교할 경우, 에멀션 바인더의 Tg가 증가함에 따라 도공지 백지광택이 감소하는 경향을 나타냈다. Co-binder로 PVA를 배합한 경우, 바인더의 종류 및 Tg에 따라서 한 종류의 바인더를 사용한 경우와 유사한 경향을 나타내었다. VAE 에멀션 바인더와 PVA를 함께 배합한 경우, 형성된 필름구조가 백지광택에 영향을 미치는 것으로 사료된다. 앞선 거칠음도의 결과와 같이 탑 코팅층이 일정함에도 다른 결과를 나타남에 따라 바인더의 종류 및 Tg에 따라 도공층 구조에 영향을 미친다고 판단된다.
3.2.2 백색도 및 불투명도
Fig. 5는 도공지의 백색도 결과를 보여주고 있다. 탑 코팅층에 VAE 에멀션 바인더 적용시 자체 백색도가 SB-Latex에 비해 상대적으로 높아 백색도가 증가하는 경향을 나타낸다고 보고된 바 있다.10) 하지만 탑 코팅층은 동일한 배합비로 제조하고 프리 코팅층의 바인더의 종류 및 배합을 달리하한 경우 유의미한 측면에서 볼 때 큰 차이를 보이기 보다는 유사한 값을 나타내었다.
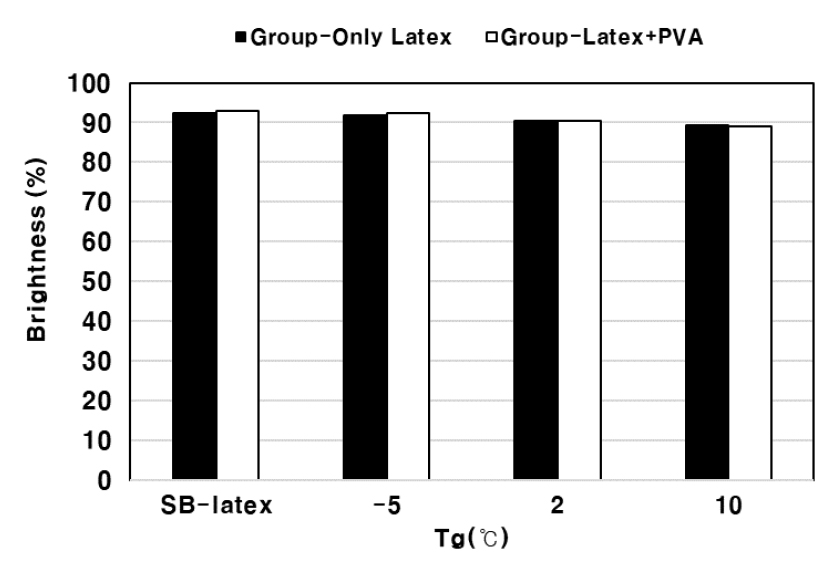
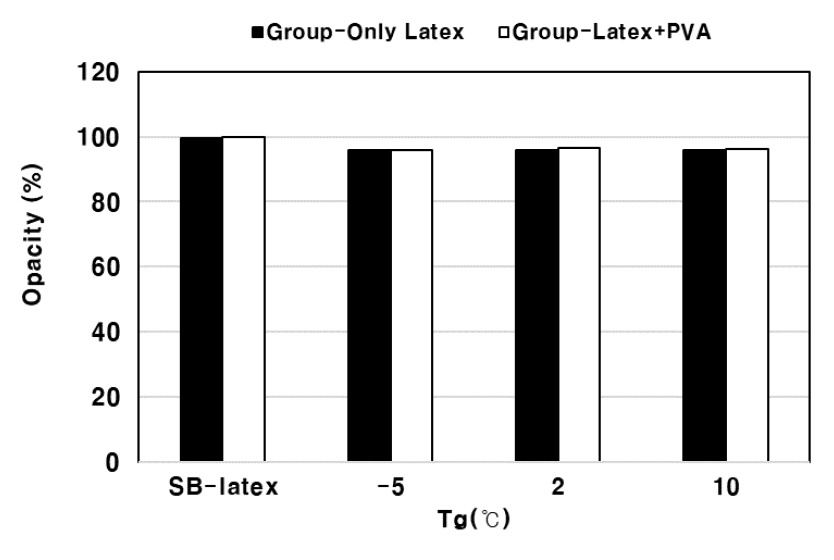
Fig. 6은 도공지의 불투명도 결과이다. 불투명도의 경우 역시 프리 코팅층에 사용된 바인더의 Tg 또는 종류에 따른 영향이 뚜렷하지 않았고 유사한 경향을 나타내었다. 그리고 일반적으로 바인더의 Tg가 높을수록 공극율이 우수한 도공층 구조를 형성하는 것으로 알려져 있으나, 본 연구결과에서는 그 영향이 명확하지 않고 유사한 결과를 나타내었다. 광학적 특성은 프리 코팅층이 탑 층코팅층에 유의미한 영향을 미치지 않는다고 판단된다.
3.3 VAE 에멀션의 Tg가 도공지 인쇄품질에 미치는 영향
RI-II 인쇄적성 시험기를 이용하여 5종류의 도공지 샘플에 대해 잉크 셋오프성, 잉크 트랩핑, 건조 뜯김강도, 습윤 뜯김강도를 측정하고 그 결과를 5점법으로 나타내었다.
3.3.1 Ink set-off와 Ink trapping 평가
Fig. 7에 각 조건별로 제조된 도공지에 대한 잉크 셋오프성을 평가한 결과를 나타내었다. 일반적으로 잉크세트성이 빠르면 인쇄광택의 저하가 발생하고, 느리게 되면 뒷묻음 현상이 증가한다.11) SB-Latex 바인더와 VAE 에멀션 바인더를 비교할 경우, SB-Latex 바인더를 이용한 도공지가 뒷묻음이 적고 잉크 셋오프성이 우수한 결과를 나타내었다. VAE 에멀션 바인더의 Tg에 따른 도공지 샘플을 비교한 결과, VAE 에멀션 바인더의 Tg가 낮은 경우를 이용하여 제조한 도공지 샘플의 경우가 잉크 셋오프성이 가장 우수한 결과를 나타내었다. Tg가 낮을수록 프리코팅층의 라텍스가 필름 형성능력이 높기 때문에 프리코팅층에서 필름형성의 균일성이 개선되어 탑코팅층의 바인더의 이동 및 분포를 균일하게 해줌으로써 보다 균일한 탑코팅층이 형성될 수 있게 해주었기 때문인 것으로 사료된다. Co-binder로 PVA를 배합한 경우 반대의 경향을 나타냈다. 이는 안료와 바인더가 형성하는 도공층의 공극형태가 상이한 구조를 형성하고 있는 것으로 추정된다. 위의 결과로 탑층은 동일하지만 프리층의 구조가 다름에 따라 탑 코팅층의 인쇄 적성에 영향을 미치는 것을 확인할 수 있었다.
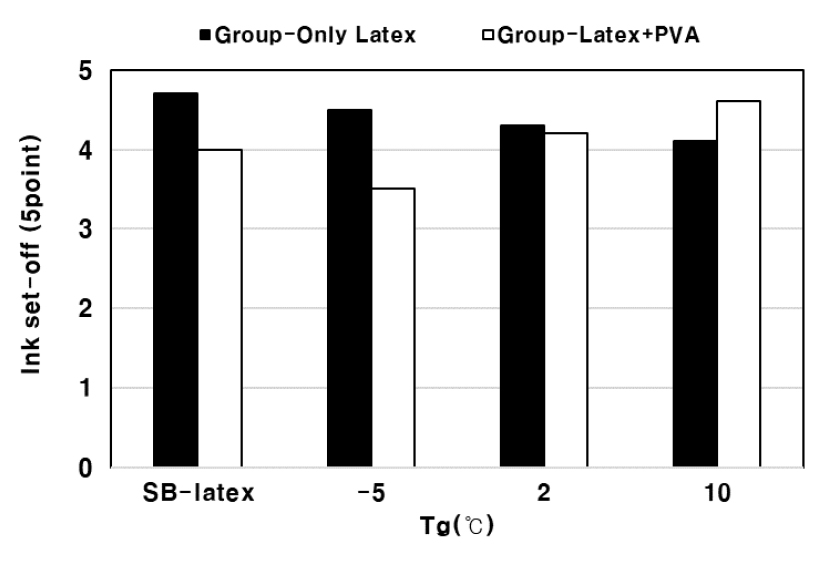
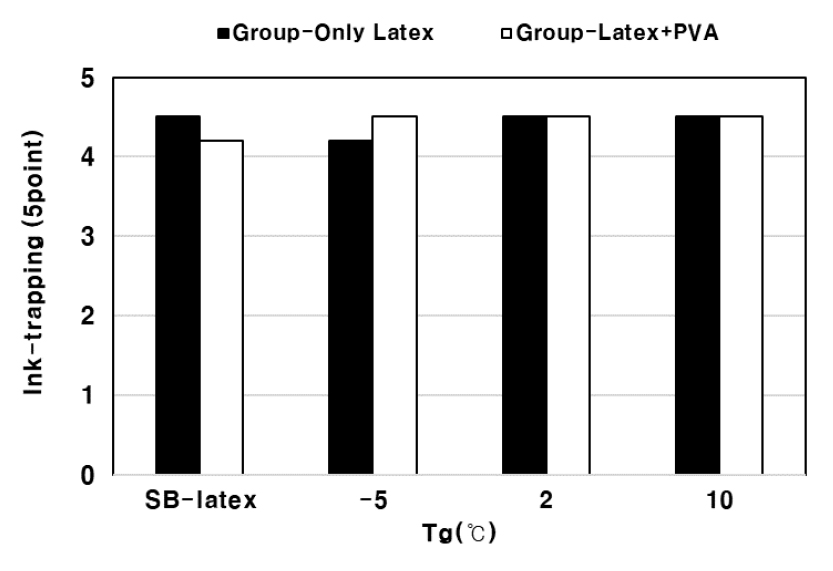
Fig. 8은 제조된 도공지의 잉크 트래핑을 평가한 결과이다. 잉크 셋오프성의 결과를 보면 Tg가 낮을수록 필름 형성능력이 균일하게 되고 이러한 구조는 도공지 표면으로 전이된 잉크의 건조속도가 상대적으로 빠르다. 다색 인쇄의 경우, 나중에 전이되는 잉크가 먼저 인쇄된 잉크 위로 올라가면서 뭉개지지 않고 색이 잘 중첩되어 트래핑성이 우수한 구조를 나타내는 것으로 알려져 있다.13)Fig. 8의 잉크 트래핑 결과 큰 차이를 보이지 않았지만 바인더의 물성 및 배합조성에 따라 프리코팅층의 필름형성 구조가 탑코팅층에 영향을 미치는 것을 확인하였다.
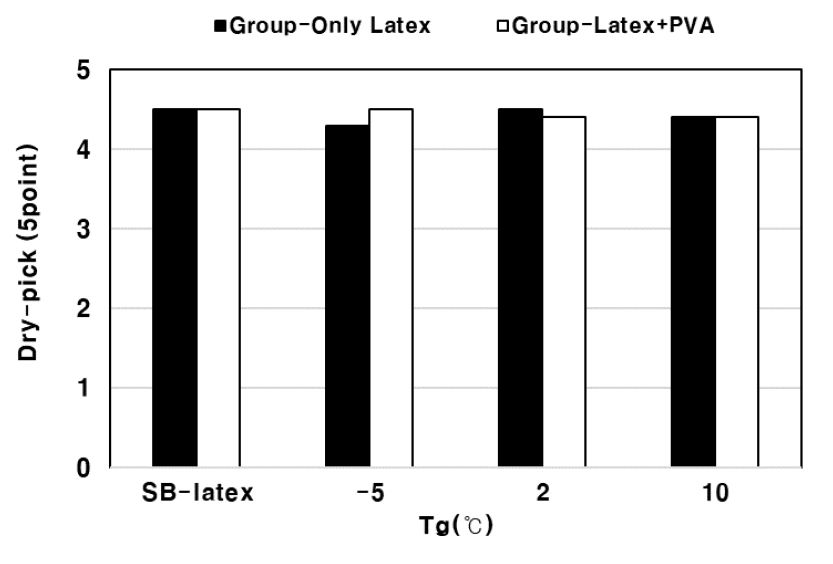
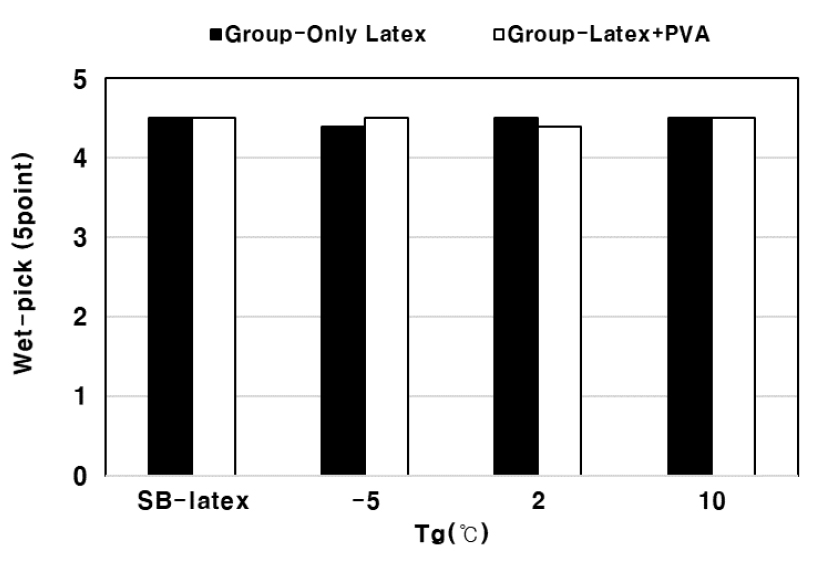
3.3.2 Dry-pick과 Wet-pick strength 평가
Fig. 9은 RI-II 인쇄적성 시험기를 이용하여 dry-pick 평가를 실시한 인쇄샘플을 5점법을 통해 평가한 결과이다. 프리 코팅층에 VAE 에멀션 바인더를 적용했을 경우, dry-pick 강도의 차이는 미묘하나 VAE-1을 적용한 경우가 가장 우수한 결과를 나타내었다. Fig. 10은 RI-II 인쇄적성 시험기를 이용하여 wet-pick 평가를 실시한 인쇄 샘플을 5점법을 통해 평가한 결과이다. 프리 코팅층에 VAE 에멀션 바인더를 적용했을 경우와 PVA를 배합한 경우 모두 wet-pick 강도의 차이를 보이지 않았다.
4. 결 론
본 연구에서는 종이 도공에서 주로 사용되는 SB-Latex 바인더와 신규로 이용이 가능한 바인더로 Tg가 다른 VAE 에멀션의 프리코팅층의 적용성을 비교하였다. 대체 바인더와 보조 바인더의 적용에 따른 프리코팅층의 구조적인 변화가 탑코팅층에도 영향을 미치는지 각각의 바인더를 이용하여 도공지 샘플을 제조하였고, 도공액의 기본적인 물성과 도공지의 물성 및 인쇄적성을 비교 평가함으로서 다음과 같은 결론을 얻었다.
1) 바인더로는 SB latex와 VAE 에멀션 A-C만을 배합하여 도공액을 전단속도 증가에 따른 도공액의 점도 결과를 비교하였을시, 바인더의 종류와 Tg와는 관계없이 바인더의 입자경이 커질수록 저전단 영역에서 점도가 감소하는 결과를 나타내었다. 반면 PVA를 배합한 경우, VAE 에멀션의 Tg에 따라서는 큰 차이를 나타내지 않았지만 SB-Latex를 배합한 경우, 점도가 증가하였다. 점탄성 특성을 비교해 보면 바인더의 Tg와는 관계없이 VAE 에멀션만을 적용한 경우, 전 주파수 영역에 걸쳐 탄성적 성질이 높은 결과를 나타냈다.
2) VAE 에멀션 바인더의 Tg가 증가함에 따라 도공지 표면의 거칠음도가 증가하고 백지광택은 감소하는 결과를 나타냈다. PVA를 배합한 경우, 백지광택은 유사한 경향을 보였다.
3) VAE 에멀션의 Tg가 낮은 경우가 잉크 셋오프성에서 유리한 결과를 나타내었고, PVA를 배합한 경우, 반대의 경향을 나타냈다. 이는 안료와 바인더가 형성하는 도공층의 공극 형태가 상이한 구조를 형성하고 있는 것으로 추정된다. 잉크 트래핑은 큰 차이를 보이지 않았지만 바인더의 물성 및 배합조성에 따라 프리코팅층의 필름형성 구조가 탑코팅층에 영향을 미치는 것을 확인하였다.
4) Dry-pick과 Wet-pick strength는 프리층의 바인더 배합에 따른 유의한 차이를 나타내지 않았다.
이상의 결과로부터 프리 코팅층의 바인더 조성에 따른 코팅층의 구조가 탑코팅층에 영향을 미치는 것을 확인할 수 있었고, 프리 코팅층에서 SB 라텍스를 VAE 에멀션으로 대체하는데 큰 문제가 없음을 확인할 수 있었다.
