

1. 서 론
국내에서 사용되는 펄프는 대부분 수입에 의존하고 있어, 국내 제지 산업은 국제 시장의 펄프 가격의 변동에 따라서 큰 영향을 받고 있다. 따라서 국내 제지업계에서는 펄프의 함량을 줄이고 상대적으로 값이 싼 충전제의 사용량을 증가시켜 원가절감을 도모하고 있다.1-3) 충전제의 함량을 증가시키게 되면 펄프의 사용량을 줄일 수 있으며 또한 부수적으로 지필의 건조에너지를 저감시킬 수 있기 때문에 원가절감에 큰 도움이 된다.4,5) 이러한 충전제의 사용은 원가절감 뿐만 아니라 인쇄용지 제조 시 종이의 평활도 및 인쇄적성, 지합을 향상시키는 장점이 있으며, 또한 광학적 성질을 향상시킨다.6,7) 그러나, 충전제 함량 증가는 여러 문제점을 수반한다. 충전제가 섬유 간 결합을 방해하여 종이의 강도를 저하시키며, 다량의 충전제를 사용할 시 보류도가 저하되어 문제를 발생 시킬 수 있다.8) 또한 사이즈제인 AKD의 가수분해를 촉진시키는 악영향을 미친다고 알려져 있다.9)
이러한 충전제의 함량 증가에 대한 문제점을 보완하면서 충전제 함량을 증가시키기 위하여 여러 기술들이 연구되어 지고 있다. 선응집 기술은 충전제의 응집체 크기를 증대시켜 종이에 보류시키어, 미처리 충전제를 사용할 때 보다 섬유 간 결합의 방해를 감소시켜 종이의 강도를 향상시킬 수 있다고 보고되었다.10-13)전분과 같은 섬유와의 결합력이 높은 고분자를 이용하여 충전제 표면을 개질시켜서 충전제 함량도 높이면서 종이의 강도 저하 현상도 완화시킬 수 있는 방법도 연구되어져 왔다.14,15) 또한 고분자를 다층으로 흡착시켜 종이의 강도저하 현상을 극복하기 위한 layer-by-layer assembly 기술도 연구되고 있다.16-18) 고분자뿐만 아니라 미세분이나 지료내의 섬유와 충전제를 합성시키는 방법으로 충전제 복합체를 합성하여 강도 저하 현상을 완화시키는 기술도 보고되었다.19-23) 또한 섬유 내강에 충전을 시키는 루멘 충전을 통해서도 강도 저하를 감소시킬 수 있다고 제안되었다.24, 25)
충전제의 함량을 증가시키면서 종이의 강도 저하 현상을 완화시키는 방법의 하나로 현장에 비교적 간단히 적용할 수 있는 방법은 투입 위치 이원화기술이다. 투입 위치 이원화기술은 일반적으로 팬펌프에 투입되는 충전제를 고농도 지료와 팬펌프에 분할 투입하는 기술로 Haller등은 이러한 방법을 통하여 종이의 강도 저하 현상을 완화시키며 충전제 함량을 증가시킬 수 있다고 보고하였다.26) 이전 연구에서 고농도 지료에 충전제를 투입하여 종이의 강도적 성질을 향상시킬 수 있고, 종이의 지합, 충전제의 보류도, 탈수도에 미치는 영향은 미미하다고 보고하였다.27) Won 등은 고농도 지료 충전 시 정착제로 사용되는 양성 전분의 양 및 교반시간의 영향을 탐색하였다.28)
본 연구에서는 고농도 지료 충전 시 정착제로 사용되는 양성 전분의 투입 위치가 종이물성 및 공정에 미치는 영향을 평가하여, 전분의 최적 투입 위치를 탐색하고자 하였다. 고농도 지료에 양성 전분 투입 시 전분을 충전제 투입 전과 후에 투입하는 경우를 비교하였고, 또한 양성전분을 충전제 투입 전, 후로 반씩 분할하여 투입하는 경우의 효과를 비교 분석하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에 사용된 펄프는 HwBKP(활엽수표백크라프트펄프), SwBKP(침엽수표백크라프트펄프), BCTMP (표백화학열기계펄프)로 H사에서 분양받아 사용하였다. BCTMP의 경우 따로 고해를 하지 않고 분양받은 상태에서 해리하여 사용하였으며, SwBKP와 HwBKP는 각각 여수도 450 mL CSF로 고해하여 사용하였다. 고해 후 미세분이 유실되지 않도록 하면서 3.5%로 농축하였고 HwBKP와 SwBKP, BCTMP를 7:1:2 비율로 혼합하여 사용하였다. 충전제는 경질탄산칼슘(precipitated calcium carbonate, PCC)과 중질탄산칼슘(ground calcium carbonate, GCC)을 7:3 비율로 혼합하여 사용하였다. 사용된 PCC의 평균입경은 2.2 ㎛이었으며 GCC의 평균입경은 1.1 ㎛이었다. 충전제의 정착제로 사용한 양성전분은 S사에서 분양받아 사용하였다. 양성전분은 건조지력증강제용으로 치환도는 0.06%이었다. 보류시스템은 PAC(poly-aluminum chloride)과 A-PAM(anionic polyacrylamide), micro-polymer로 구성된 dual microparticle 시스템을 H사에서 분양받아 사용하였다. PAC의 %염기도는 44.7%, 농도는 12%, Al2O3 환산함량은 10.5%, pH는 4.2이었다. A-PAM의 전하밀도는 –0.86 meq./g, 평균분자량은 1,000-1,200×104 g/mol로 파우더 형태로 분양받아 사용하였다. Micro- polymer는 다분지성의 음이온성 PAM(polyacrylamide)으로 평균분자량은 600-700×104 g/mol 이었으며, 전하밀도는 –1.58 meq./g이고, 농도 35%의 액상형태로 분양받아 사용하였다.
2.2 실험방법
2.2.1 충전제와 양성전분의 투입 순서 영향 평가
고농도 지료에 충전제를 투입하는 경우에, 정착제인 양성전분을 충전제 투입 전, 후에 각각 투입하여 그 효과를 평가하고자 하였다. HwBKP(7):SwBKP(1): BCTMP(2)로 혼합된 지료를 3.5% 농도로 조절한 후 1000 rpm에서 5분간 교반하였다. 양성전분을 선투입하는 경우에는 호화된 양성전분(0.5% 농도)을 펄프현탁액에 투입하고 1000 rpm에서 5분간 교반하였다. 그 다음에 충전제를 투입하고 1000 rpm으로 20분간 교반을 하였다. 충전제 투입량은 펄프 전건 무게 대비 20%, 30%, 40%로 각각 투입하였다. 양성전분을 후투입하는 경우에는, 펄프현탁액에 충전제를 투입(펄프 전건 무게 대비 20%, 30%, 40%)하고 20분간 교반 후, 호화된 양성전분을 투입하였다. 양성전분 투입 후 1000 rpm에서 5분간 교반하였다. 양성전분 투입량을 두 경우 모두 펄프 전건 무게 대비 1.5%로 조절하였다.
2.2.2 양성전분 분할 투입 및 투입 위치의 영향 평가
양성전분을 충전제 투입 전, 후로 분할하여 투입하는 방법이 종이물성과 공정에 미치는 영향을 평가하고자 하였다. HwBKP와 SwBKP, BCTMP를 혼합하고 3.5%로 조절된 펄프 현탁액을 1000 rpm에서 5분간 교반하였다. 호화된 양성전분을 펄프 전건 무게 대비 0.75%를 투입하고 5분간 교반하였다. 그 후 충전제를 펄프 전건 무게 대비 각각 20%, 30%, 40% 투입하고 1000 rpm에서 20분간 교반하였다. 양성전분의 나머지 0.75%의 투입 위치를 고농도 지료와 저농도 지료로 나누어 투입하였다. 고농도 지료에 투입 시, 충전제를 3.5% 농도의 펄프 현탁액에 첨가하고 난 후, 호화된 양성전분을 0.75% 투입하고 1000 rpm에서 5분간 교반하였다. 저농도 지료에 투입하는 경우에, 충전제가 첨가된 고농도 지료를 청수를 사용하여 0.3%로 희석하고, 나머지 양성전분 0.75%를 지료에 투입하여 5분간 교반하였다.
2.2.3 수초지 제작 및 공정, 종이 물성 분석
각 조건에 따른 종이의 품질을 분석하기 위해 RDA(retention and drainage analyzer)를 사용하여 수초지를 제조하였다. 수초지의 평량은 80 g/m2으로 조절하였다. 보류향상제로 사용한 PAC은 전건 펄프 무게 대비 0.6%, A-PAM은 0.015%, micro-polymer는 0.14% 투입하였다.
수초지는 항온항습실(온도 23±1℃, 상대습도 50±2%) 에서 24시간 이상 조습처리를 하고 난 후 물성 분석을 하였다. 인장강도(Horizontal tensile tester, L&W, Sweden)와 내절도(MIT folding endurance tester, Tinius Olsen, Sweden)는 TAPPI test methods에 의거하여 측정하였다. 내부결합강도는 L&W ZD tensile tester(Sweden)를 이용하여 분석하였다. 종이의 불투명도는 Elrepho 330(L&W, Sweden)을 이용하여 측정하였으며, OpTest Equipment사(Canada)의 Micro-Scanner를 사용하여 지합을 측정하였다. 조습 처리된 종이의 회분은 480℃의 회화로에서 24시간 태워서 측정하였다. 투입된 충전제 양과, 종이 내 보류된 충전제 양으로부터 충전제 보류도를 계산하였다. 와이어부에서의 탈수도는 RDA(Retention and drainage analyzer, Gist, Korea)를 사용하여 final air permeability를 측정하여 평가하였다.
3. 결과 및 고찰
3.1 충전제와 양성전분 투입 순서의 영향
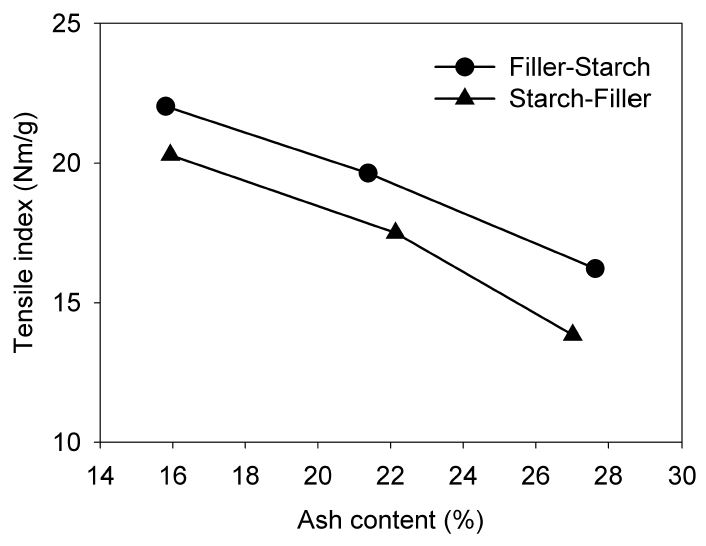
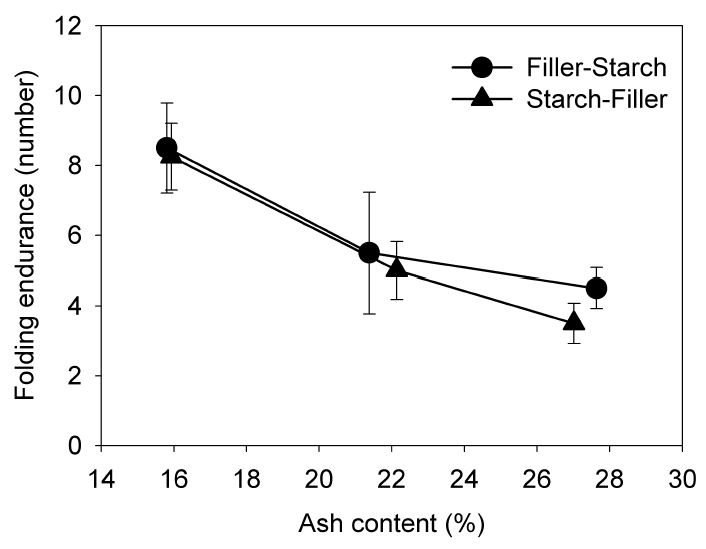
Figs. 1과 2는 고농도 지료 충전 시 양성전분의 투입 위치(충전제 투입 전, 후)가 따른 종이 강도 변화를 보여준다. 인장강도는 고농도 지료에서 충전제를 먼저 투입 후 양성전분을 투입하였을 경우(Fig. 1에서 Filler- Starch)가 양성전분 투입 후 충전제를 투입한 경우(Fig. 1에서 Starch-Filler)보다 강도가 우수한 것을 확인할 수 있었다. 내절도의 경우 인장강도처럼 차이가 많이 나지는 않지만, 충전제 투입 후에 양성전분을 투입한 경우가 상대적으로 높은 강도를 나타내었다. 회분이 27%이상인 경우에서 비교하면, 양성전분을 충전제 다음에 투입하는 경우에 인장강도는 17.2%, 내절도는 28.57%가 더 높게 나타났다.
종이 제조 시 첨가된 충전제는 섬유와 수소결합능력이 없기 때문에, 섬유와 섬유 사이에 위치하게 되어 섬유 간 수소결합을 방해하고, 결론적으로 종이의 강도를 저하시킨다는 것은 일반적으로 알려진 사실이다.1) 이전 연구27)에서 고농도 지료에 충전제를 투입하는 경우에 저농도 지료에 충전제를 투입하는 경우보다 종이 강도를 향상시킬 수 있음을 보였다. 고농도 지료에 충전제를 투입할 경우에 종이의 강도가 향상되는 기작은 아직 명확히 규명되지는 않았으나, 제안된 가설은 다음과 같다.27) 첫번째는 충전제 입자들이 목재섬유의 벽공을 통해서 섬유내강으로 들어가 루멘로딩(lumen loading)이 되면, 섬유 간 결합을 방해하는 충전제가 감소하여 그만큼 강도가 향상된다는 것이다. 두 번째는 고농도 지료 충전 시 섬유 표면의 피브릴 안쪽으로 충전제가 침투해서 정착하게 되고, 이를 피브릴들이 감싸주어 충전제가 섬유와 섬유사이의 결합 방해를 감소시킨다는 것이다.
고농도 지료에 충전제를 투입한 후 양성전분을 투입하게 되면, 피브릴 안쪽으로 침투하여 정착한 충전제 입자 표면과 피브릴 위에 양성전분이 흡착하게 된다. 이 경우에 충전제 위를 피브릴과 양성전분이 둘러싸게 되며, 섬유 사이에 노출된 충전제 표면이 감소하게 될 것이고, 결과적으로 섬유 간 결합 방해가 줄어들 것으로 사료된다. 반면 충전제를 양성전분 다음에 투입 할 경우에는, 양성전분이 섬유표면이나 피브릴 위에 흡착되고, 그 위에 충전제 입자가 정착될 것으로 판단된다. 이 경우에 충전제와 섬유와의 흡착력은 향상되나, 양성전분으로 둘러싸이지 못한 면적이 넓어지고, 결과적으로 섬유 간 결합을 방해할 확률이 증가할 것으로 사료된다. 양성전분을 투입하고 충전제를 투입한 경우보다 충전제-양성전분 순으로 첨가한 경우에 더 높은 내부결합강도를 나타내었다(Fig. 3). 이 결과는 충전제 다음에 첨가한 양성전분이 섬유 간 결합에 도움을 주었다는 것을 의미한다. 또한 충전제-양성전분 순으로 첨가한 경우에 양성전분-충전제 순으로 첨가한 경우보다 지합이 우수한 것으로 나타났다(Fig. 4). OpTest Equipment사의 Micro-Scanner는 formation index 수치가 높을수록 지합이 우수하다는 것을 의미한다. 양성전분을 후첨가한 경우에 지합이 우수한 이유는 명확하지 않으나, 우수한 지합이 충전제-양성전분 순으로 첨가된 경우의 우수한 강도에 영향을 주었으리라 사료된다.
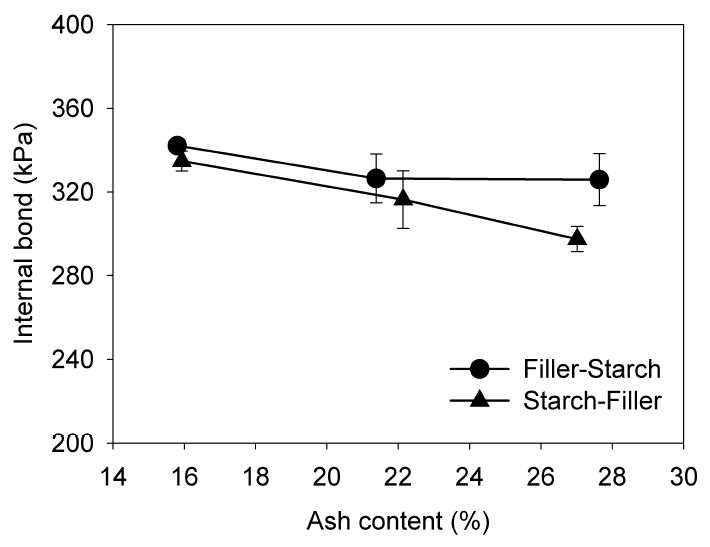
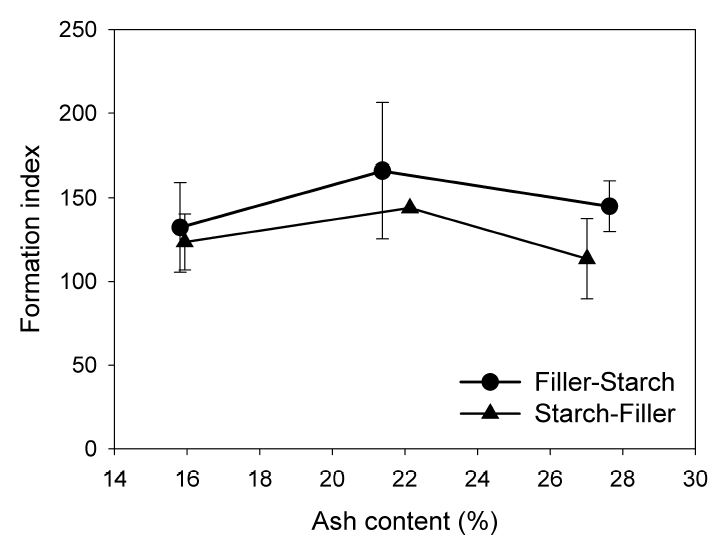
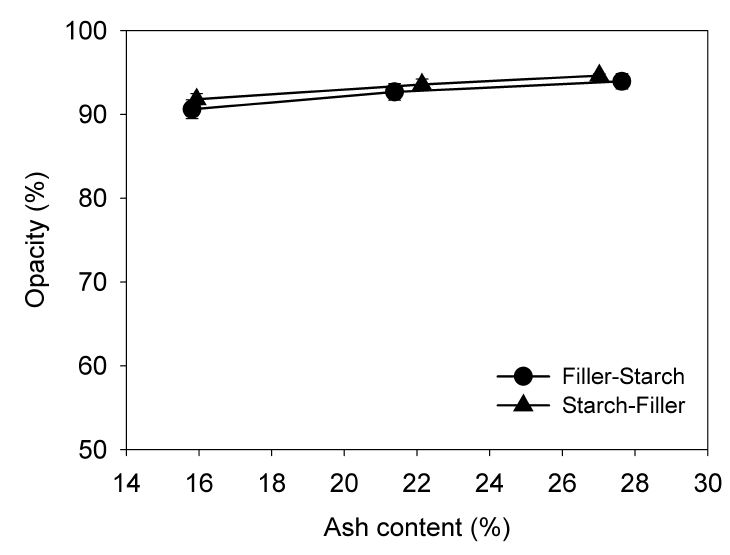
Fig. 5에 충전제와 양성전분의 투입 순서가 종이의 불투명에 미치는 영향을 나타내었다. 충전제와 양성전분의 투입 순서와 관계없이 종이의 회분율이 증가함에 따라서 불투명도가 증가하였다. 이는 종이 내 충전제가 증가함에 따라서 빛이 산란할 수 있는 계면이 증가하게 되고, 이로 인해 종이의 광산란이 증가하였기 때문으로 사료된다. 양성전분을 충전제 투입 전에 첨가한 경우가 충전제 투입 후에 첨가한 경우보다 약 0.7에서 1.2% 정도 불투명도가 높게 나타났으나 이는 실험 오차범위 내로 사료되어, 고농도 지료 충전 시 양성전분과 충전제의 투입 순서는 종이의 광학적 성질에 큰 영향을 미치지 않는 것으로 판단된다.
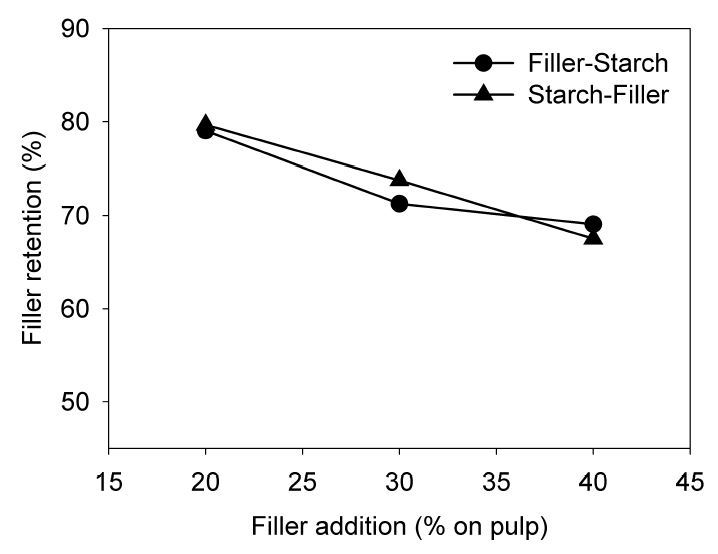
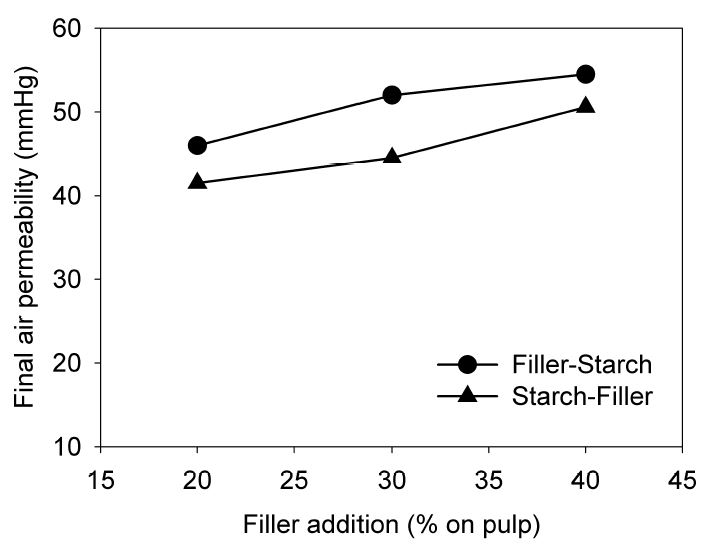
충전제-양성전분 순으로 첨가한 경우와 양성전분-충전제 순으로 투입한 경우에 보류도의 차이는 0.6-2.5% 정도 차이로 나타나(Fig. 6), 충전제와 양성전분의 투입 순서는 충전제의 보류도에는 큰 영향을 미치지 않는다고 판단된다. RDA의 final air permeability를 사용하여 측정한 탈수도는 양성전분을 먼저 투입하고 충전제를 투입한 경우가 다소 우수하게 나타났으나, 그 차이가 4-7.5 mmHg 정도로 크지는 않았다(Fig. 7). 이는 선투입된 양성전분이 섬유 표면 바깥쪽으로 배열된 피브릴을 섬유 표면쪽으로 당겨서 피브릴 층의 두께를 얇게 만들어 피브릴 층에 의한 물의 탈수 저항을 감소시키는 것과 충전제 입자를 섬유 표면에 흡착시켜 탈수저항을 감소시키는 효과29) 때문으로 사료된다.
3.2 양성전분 분할 투입의 영향
충전제-양성전분 순으로 고농도 지료에 투입하는 경우와 양성전분을 반으로 나누어 충전제 투입 전, 후에 투입하는 경우를 비교하였다. 양성전분을 분할 투입 시, 충전제 다음에 투입하는 양성전분을 고농도 지료(3.5%)에 투입하는 경우와 저농도지료(0.3%)에 투입하는 경우를 비교하고자 하였다.
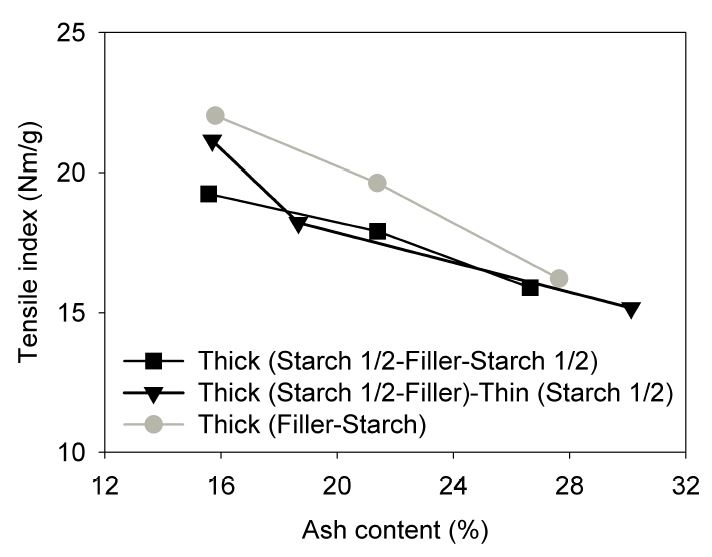
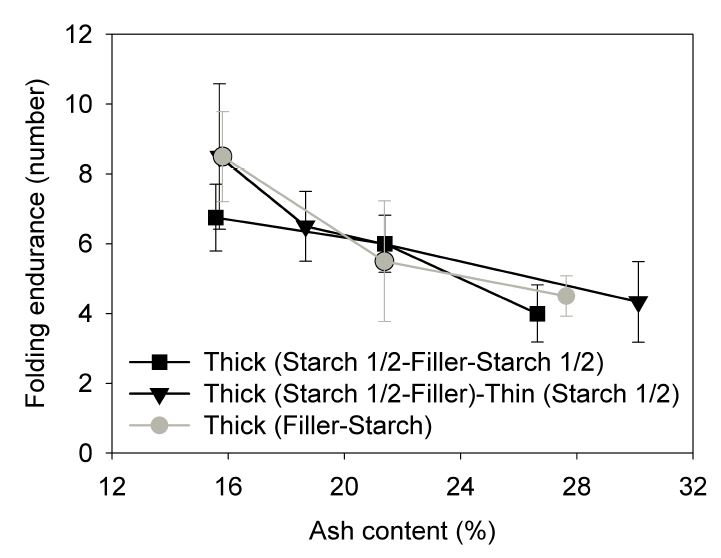
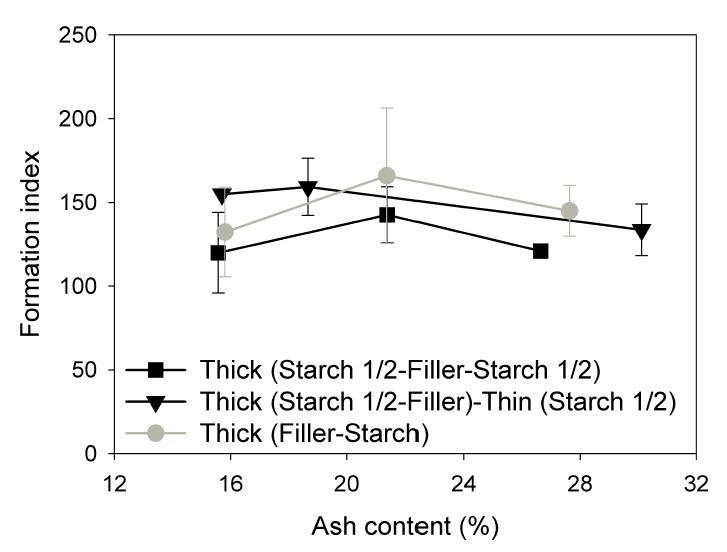
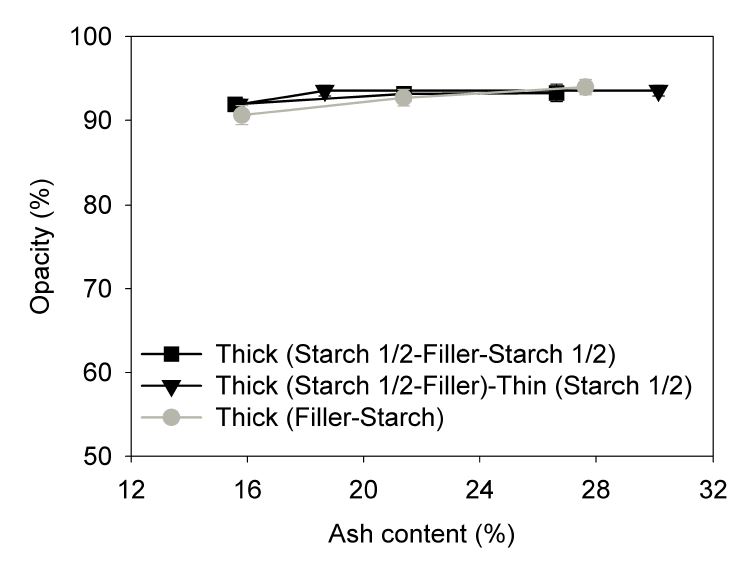
양성전분을 충전제 투입 전, 후에 분할 투입하는 것보다는 충전제 투입 후 한 번에 투입하는 경우(그림에서 Filler-Starch)에 더 우수한 인장강도를 나타내었다(Fig. 8). 양성전분을 분할 투입 시, 충전제 다음에 투입하는 양성전분을 고농도 지료에 투입하는 경우(그림에서 Thick(Starch 1/2-Filler-Starch 1/2)와 저농도 지료에 투입하는 경우(Thick(Starch 1/2-Filler)-Thin (Starch 1/2)) 사이에 인장강도의 큰 차이는 없었다. 종이 회분율이 16%인 경우에 충전제 다음에 첨가하는 양성전분을 저농도 지료에 투입하는 경우에 고농도 지료에 투입하는 경우보다 인장강도가 9.8%정도 높았으나, 그 이상의 회분율에서는 거의 유사하게 나타났다. 충전제 다음에 투입하는 양성전분을 저농도 지료에 투입하였을 경우에 고농도 지료에 투입하였을 경우보다 내절도가 다소 높게 나타났고, 충전제 다음에 한 번에 투입하는 경우와 유사한 내절도를 나타내었다(Fig. 9). 종이의 지합은 양성전분을 분할 투입하고 충전제 다음에 투입하는 전분을 고농도 지료에 투입하는 것이 가장 불량하게 나타났고, 충전제 투입 다음에 첨가하는 양성전분을 저농도 지료에 첨가하는 경우와 충전제 다음에 한번에 투입하는 경우가 거의 유사한 지합을 나타내었다(Fig. 10). 양성전분 분할 투입 시, 충전제 다음에 투입하는 양성전분의 투입 위치가 내절도에 미치는 영향은 종이의 지합 때문으로 사료된다. 충전제와 양성전분의 투입 위치와는 상관없이 종이 내 충전제가 증가하면, 종이의 불투명도는 향상되는 것을 확인할 수 있었다(Fig. 11). 불투명도는 양성전분을 분할 투입 하는 경우가 충전제 투입 다음에 한 번에 투입하는 경우보다 조금 높게 나타났으나, 그 차이는 매우 작았다. 양성전분 분할 투입 시, 전분의 투입 위치는 불투명도에 거의 영향을 미치지 않았다고 판단된다.
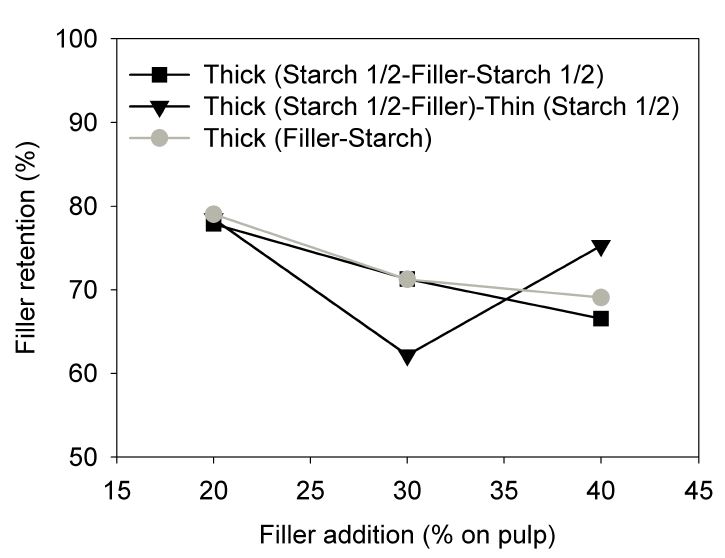
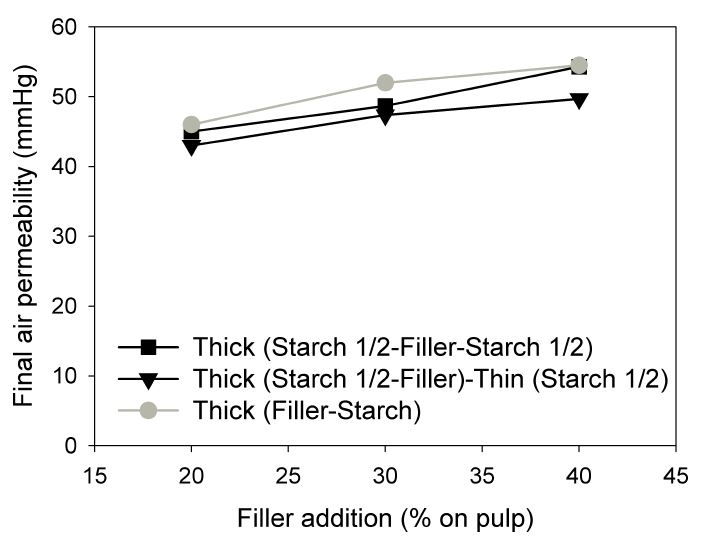
충전제의 보류도는 충전제 다음에 양성전분을 고농도 지료에 한 번에 투입하는 경우가 분할 투입하는 경우보다 1-2.5% 높았으나, 그 차이는 매우 미미하여 분할 투입의 효과는 관찰되지 않았다(Fig. 12). 분할 투입 시, 충전제 투입 후에 첨가하는 전분을 저농도 지료에 첨가하는 경우에 충전제 투입량에 따라서 변화가 크게 나타났으나, 충전제 투입량 20%에서 비교하면, 고농도 지료에 첨가하는 경우와 저농도 지료에 첨가하는 경우에 뚜렷한 차이는 관찰되지 않았다. 충전제 투입량이 증가할수록 탈수도를 평가하기 위해 측정한 FAP 값은 서서히 증가하는 경향을 나타내었다(Fig. 13). 충전제-양성전분 순으로 첨가한 경우에 FAP 값이 가장 높았고, 양성전분 분할 투입 시 후첨가 분을 고농도 지료에 첨가하는 경우가 그 다음이었다. 분할 투입하는 양성전분을 저농도 지료에 첨가하는 경우가 가장 우수한 탈수도를 나타내었으나, 가장 높은 값과 낮은 값의 차가 5 mmHg 이하로, 양성전분의 분할 투입이 탈수도에 미치는 영향은 미미하다고 판단된다.
4. 결 론
고농도 지료 충전 시, 충전제-양성전분 순으로 투입하는 것이 양성전분-충전제 순으로 투입하는 것보다 종이의 강도적 성질 측면에서 더 우수하다고 판단된다. 이는 충전제 표면 위를 덮고 있는, 피브릴과 양성전분이 섬유 간 결합을 가능하게 하여, 충전제에 의한 섬유 간 결합 방해가 저하되었기 때문과 충전제-양성전분 순으로 투입하였을 시 지합이 상대적으로 다소 우수하였기 때문으로 사료된다. 종이의 광학적 특성과 충전제 보류도는 두 경우가 큰 차이가 없이 유사하였고, 탈수도는 큰 차이는 없으나 양성전분을 충전제 전에 투입하는 경우가 우수하게 나타나 다른 인자들을 조절하여 해결되어야 할 것으로 사료된다. 양성전분을 충전제 투입 전과 후로 분할 투입하는 것보다는 충전제 투입 후에 한 번에 투입하는 경우에 종이의 강도가 더 높게 나타나, 양성전분은 한 번에 투입하는 것이 더 유리하다고 판단된다. 광학적 성질과 충전제 보류도는 두 경우가 유사하였고, 탈수도는 분할 투입하는 경우가 다소 우수하게 나타났다.
