

1. 서 론
석유 기반의 고분자 소재는 생산성 및 비용이 석유 공급의 변동에 크게 영향을 받을 뿐 아니라, 난분해성, 대기오염 등 환경문제의 주된 원인이 되고 있다. 그 때문에, 이를 대체할 수 있는 생분해성의 자연 유래의 고분자, 이른바 바이오폴리머로 이용 가능한 소재 탐색과 그 활용에 대한 연구가 계속 되고 있다. 바이오 폴리머중 대표적인 물질인 셀룰로오스는 연간 생산량이 1.5×1012톤1)으로 지구상에서 가장 풍부하게 존재하는 재생 가능한 천연고분자로써 생분해성을 가지고 있을 뿐 아니라 높은 탄성률, 낮은 열팽창계수 등 우수한 물리적 특성을 갖고 있다.2)
기존의 셀룰로오스 이용 방법으로써 펄프와 종이제조 외에도 셀룰로오스를 이용하는 방법 중 하나는, 재생 혹은 용해셀룰로오스로 사용하는 것이다. 이 재생셀룰로오스란 셀룰로오스로 이루어진 섬유를 원료물질로 사용하여, 특정 용매로 용해하여 분자 수준의 셀룰로오스 용액을 만든 뒤, 용매를 제거하여 셀룰로오스 분자끼리 모여 새로운 결정형태를 이루며 만들어진 재형성된 셀룰로오스를 의미한다. 재생셀룰로오스는 재생시키는 형태와 방법에 따라 기존의 의류용 재생섬유, 포장용 필름, 셀룰로오스 유도체부터 여과막, 하이드로겔, 전자소재, 나노섬유 등의 고부가가치 소재까지 만들 수 있으며, 그 응용분야가 매우 다양해졌다.3,4)
셀룰로오스가 용해되기 위해선 셀룰로오스 분자 사이로 용매분자가 침투할 수 있어야 하고, 용매분자가 셀룰로오스 분자간의 수소결합을 끊어낼 수 있어야 한다. 그러나 자연 상에 존재하는 셀룰로오스 재료는 분자 내, 분자 간에 강력한 수소결합을 갖고 있고, 부분적으로 결정 형태를 이루고 있어, 물이나 고분자를 용해하는데 사용하는 일반적인 유기용매에 용해되지 않는다는 특징이 있다.5) 현재까지 셀룰로오스를 용해하는 많은 용매들이 개발되었다. 초기에 개발된 Cuprammonium hydroxide solution과, NaOH와 CS2를 이용하는 Viscose process6) 외에도 Dimethylacetamide/Lithiumchloride (DMAc/LiCl),7) 이온성액체,8) N-methylmorpholine-N-oxide(NMMO)9) 등이 있다. 이 중 Viscose process는 전체 용해 펄프 사용의 약 70%로 가장 많이 이용되고 있지만,9) CS2의 독성으로 인한 환경문제, 높은 원가, 그리고 인화성으로 인해 CS2의 효과적인 회수시스템이 요구되며, 비활성기체가 공급되는 상태에서 용해 및 재생이 이루어져야 하는 등 공정상 까다로운 부분이 많다.6)
Alkali/urea 수용액은 Zhang 등이 개발한 셀룰로오스 용매로써, 다른 용제들과 달리 NaOH, Urea 등 독성이 낮은 물질로 구성되어있어 친환경적이며, 가격이 저렴해 비용적인 면에서 유리하다. 또한, -12°C의 저온에서 셀룰로오스 물질을 수 분 내에 빠르게 용해하기 때문에, 앞서 언급한 다른 용매들에 비해 용해속도가 매우 빠르고 공정이 간단하다는 장점이 있다.10) 그러나, 용해할 수 있는 셀룰로오스의 분자량의 한계가 1.14×105 g/mol로 용해할 수 있는 셀룰로오스의 분자량이 낮다. 이러한 Alkali Alkali/urea 수용액의 낮은 용해력을 보완하기 위해 기존 Alkali/urea의 구성 성분을 변형한 여러 용매들이 개발되었는데, Zhang 등은 기존의 Alkali/urea 수용액에서 Urea 대신 Thiourea를 첨가한 NaOH/thiourea 수용액11)과 기존의 Alkali/urea 수용액에 소량의 ZnO를 첨가한 NaOH/urea/ZnO 수용액12)을 개발하였다. 또한, Jin 등은 NaOH와 Urea, Thiourea로 구성되어 있는 NaOH/urea/thiourea 수용액을 개발하였다.13) 이 세가지의 용매 모두 저온에서 기존의 Alkali/urea 용매보다 더 높은 분자량의 셀룰로오스를 용해할 수 있으며, 더 높은 농도의 셀룰로오스 용액을 제조할 수 있음이 보고되었다.11-13)
본 연구에서는 셀룰로오스를 용해할 수 있는 친환경 용매인 NaOH/urea 수용액과, 그것의 변형된 형태인 NaOH/thiourea 수용액, NaOH/urea/ZnO 수용액, NaOH/thiourea/urea 수용액 등 Alkali 기반의 셀룰로오스 용제로 셀룰로오스 이외의 다른 성분이 최소로 존재하는 면 린터 셀룰로오스를 용해하고 셀룰로오스 필름을 제조하여, 각 용매의 셀룰로오스 용해도 및, 그로 제조된 셀룰로오스 필름의 물리적 특성을 비교하여 친환경 셀룰로오스 용제인 알칼리 용매의 최적의 사용조건을 찾고자 시도하였다.
2. 재료 및 방법
2.1 실험 재료
본 연구에서는 셀룰로오스 원료로 한국조폐공사에서 제공받은 중국산 1st Cut 면 린터를 사용하였다. 알칼리 용매에 용해 가능한 중합도 수준으로 면 린터 셀룰로오스의 중합도를 낮추는 공정으로는 기건상태의 면 린터 펄프 시트를 전자빔 가속기(ELV-4 type, EB Tech Co., Ltd., Daejeon, Korea)를 이용하여 1.0 Mev의 전자빔 에너지로 최종 조사량이 20 kGy가 되도록 처리하였다. 처리 된 면 린터의 알파 셀룰로오스 함량은 TAPPI standard T 203 cm-99에 따라 측정하였으며,14) 중합도는 TAPPI Standard T 230 om-99에 따라 면 린터의 CED 점도를 측정하였고,15) 얻어진 CED 점도를 아래의 식 [1]에 대입하여 중합도를 구하였다.16)
전자빔 처리전의 면 린터는 알파셀룰로오스 함량은 98%였으며 중합도는 2,164로 나타났다. 전자빔 20 kGy의 에너지로 처리된 면 린터의 알파셀룰로오스 함량은 97.2%였으며, 중합도는 607이었다. 사용된 모든 화학 약품은 분석용 시약(Analytical grade)을 사용하였다.
2.2 실험 방법
2.2.1 셀룰로오스 용매 제조
실험에 사용할 네 종류의 알칼리 용매는 문헌에 나온 방법에 따라 제조하였다.10-13) 용매 성분의 중량비와 용해 직전의 용매 온도를 Table 1에 정리하였다. 각 용매는 Table 1에 정리된 대로, 중량비로 혼합하여 제조하였으며, 적정 온도로 미리 냉각하였다.
2.2.2 셀룰로오스 용해 및 필름 제조
2.2.2.1 셀룰로오스 용해 및 용해도 측정
Table 1에 따라, 적정 온도로 냉각 된 각각의 알칼리 용매 100 g에 3.5 g의 면 린터 셀룰로오스를 넣고 10분 간 3,000 rpm으로 교반하여 용해시켰다. 만들어진 혼합물을 용해되지 않은 부분과 공기를 제거하기 위해 원심분리기(MF600, Hanil Instrument, Korea)로 약 1,900 G의 중력가속도로 10분간 원심분리한 뒤, 상등액을 셀룰로오스 용액으로 얻었다. 원심분리 후 가라 앉은 침전물은 20-30 μm 크기의 공극을 갖는 유리여과막 위에서 물로 세척 한 뒤 105°C에서 24시간 건조한 후 무게를 측정해 아래의 식 [2]로 각각의 알칼리 용매의 셀룰로오스 용해도를 계산하였다.
2.2.2.2 셀룰로오스 필름 제조
각각의 알칼리 용매를 이용하여 위의 방법대로 제조한 셀룰로오스 용액을 적정 넓이로 테두리가 쳐 있는 유리판 위에 평량 30 g/m2이 되도록 농도에 따라 계산된 분량의 셀룰로오스 용액을 부은 후, 그 유리판을 5 wt% H2SO4, 5 wt% Na2SO4로 구성된 수용액에 상온에서 20분간 침지시켜 하이드로겔 상태의 필름을 얻었다. 그리고 얻어진 필름을 완전히 중화될 때까지 세척 후 양면에 필터페이퍼를 덮고 대기 중에서 건조시켜 셀룰로오스필름을 얻었다.
2.2.3 셀룰로오스 필름의 특성 평가
2.2.3.1 셀룰로오스 필름의 물리적 특성 분석
제조된 셀룰로오스 필름을 23°C, 50% 상대습도에서 24시간 이상 조습처리한 뒤 10×60 mm으로 시편을 재단하여, Universal Testing Machine(Micro 350 tensile tester, Testometric Co. Ltd., UK)을 이용하여 시편 폭 30 mm, 인장속도 10 mm/min의 조건으로 인장강도 및 신장률을 측정하였다.
2.2.3.2 X-선 회절 분석(X-ray diffraction, XRD)
X-선 회절장치(Bruker AXS D8 ADVANCE Diffractometer, Bruker AXS, Germany)를 이용하여 면 린터 셀룰로오스와 각 알칼리용매로 제조된 셀룰로오스 필름의 X-선 회절 패턴을 얻었다. CuKα선으로 전압 40 kV, 전류 40 mA에서, 0°-70° 범위에서 주사속도 2°/min, 0.02° 간격으로 측정하였다. 결정화도는 측정된 각 시료의 X-선 회절 패턴을 이용하여 아래의 Segal 식 [3]에 의해 계산되었다.17,18)
It: 셀룰로오스 I의 (200) 결정면을 나타내는 2 θ=22.7°의 최대 회절강도, 셀룰로오스 II에선 (020) 결정면을 나타내는 2 θ=21.7°의 최대 회절강도,
Ia: 비결정영역을 나타내는 셀룰로오스 I의 2 θ=18°, 셀룰로오스 II의 2 θ=16°에서의 회절 강도
2.2.3.3 열중량분석(Thermogravimetric Analysis, TGA)
열분석기(TGA/DSC 1, Mettler Toledo, Switzerland)를 이용하여 질소분위기에서 25°C에서 800°C까지, 승온속도 10°C/min로 가열하면서 면 린터 셀룰로오스와 각 용매로 제조된 셀룰로오스 필름의 열분석을 실시하였다.
2.2.3.4 전자현미경(Scanning Electron Microscope, SEM)
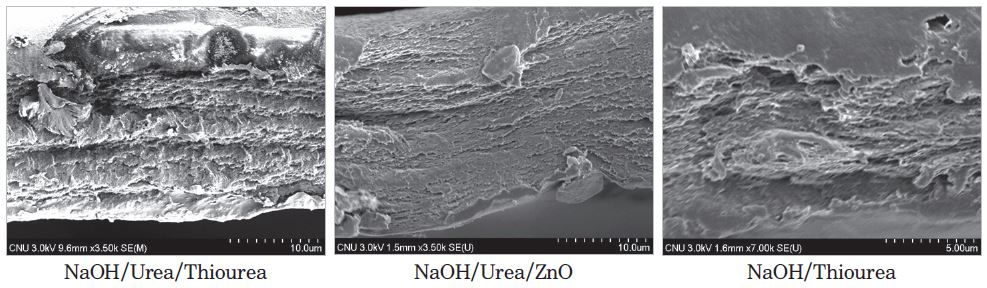
장방출주사전자현미경(S-4800, Hitach, Japan)을 이용하여 원료인 면 린터를 제외한 각 용매로 제조된 셀룰로오스 필름의 단면을 백금으로 코팅한 후 관찰하였다.
3. 결과 및 고찰
3.1 면린터의 용해도
Table 1에 사용된 알칼리 용매를 표에서 지정된 온도에 맞추어 면 린터의 용해에 사용하고, 식 [2]에 따라 용해도를 측정한 결과, NaOH/Urea를 사용한 경우, 용해도가 61.2%에 불과하였다.19) 이 결과는 NaOH/Urea 용매는 셀룰로오스 중합도가 600 이하일 경우 사용하는 것이 유리하다는 것을 나타내었으며, 이는 Cai 등10)의 결과와도 유사하였다. 그러나 Urea 대신 Urea/ZnO, Thiourea, Urea/Thiourea를 사용하는 경우에는 모두 >99%의 용해도를 보임으로서, 이 정도의 셀룰로오스 중합도에서는 충분히 사용이 가능한 셀룰로오스 용매로 파악되었다. NMMO를 사용하여 옷감용 실을 제조하는 경우에도 이러한 정도의 중합도가 요구되는 점을 판단할 때에, NMMO의 대체 셀룰로오스 용매로 사용이 가능한 점을 알 수 있었다.20)
3.2 셀룰로오스 필름의 물리적 성질
3.2.1 강도적 성질
Figs. 1-3은 각각 30 g/m2 평량의 필름의 열단장, 신장률, 탄성계수를 나타내고 있다.
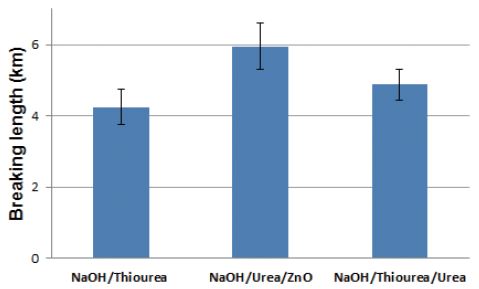
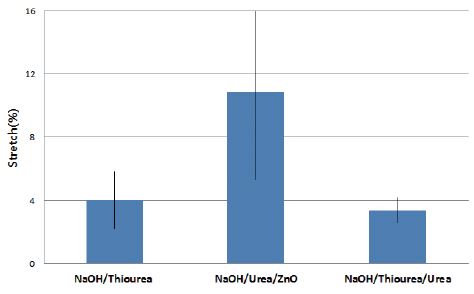
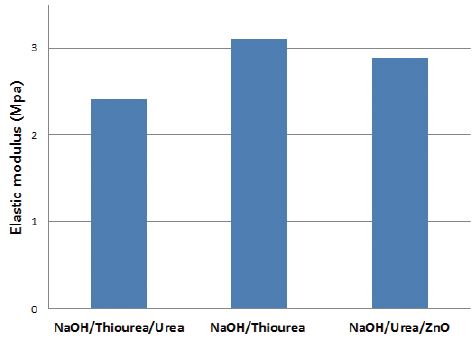
Figs. 1과 2에서, NaOH/Urea/ZnO 수용액을 용매로 사용하여 제조된 필름의 인장강도와 신장률의 높은 것을 볼 수 있었다. Yang 등12)은 NaOH/Urea수용액에 ZnO를 첨가한 경우가 그렇지 않은 NaOH/Urea 수용액의 경우보다 제조된 재생 셀룰로오스의 강도적 특성이 더 우수하다고 보고한 바 있다. 그 이유로는 ZnO의 첨가로 인해 셀룰로오스 용액 내 셀룰로오스가 ZnO를 첨가하지 않은 경우보다 분산이 더 잘 되어있어서, 더 균질한 용액을 형성하기 때문으로 보고 있다. 그러나, NaOH/urea 수용액보다 용해력이 더 높은 용매인, NaOH/Thiourea 수용액과 NaOH/Thiourea/Urea 수용액으로 제조된 재생셀룰로오스의 강도적 특성을 비교한 경우는 아직 보고된 바 없다. 본 연구에서는 NaOH/Urea/ZnO를 용매로 사용한 필름의 강도적 성질이 다른 용매로 제조된 경우보다 우수함으로 보였다. 탄성률에 있어서는 NaOH/Thiourea를 용매로 사용한 경우가 다소 높게 나타났으며, 그 차이는 크지는 않았다.
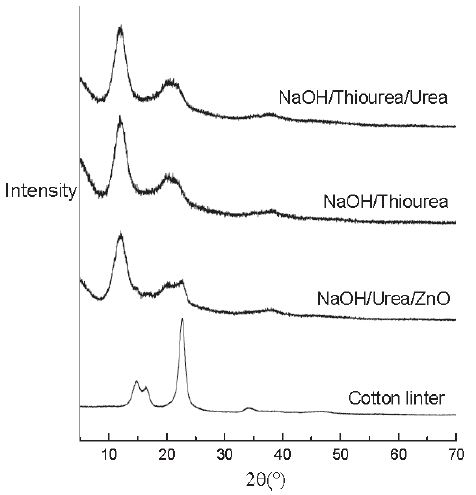
3.2.2 결정화도 및 TGA 분석
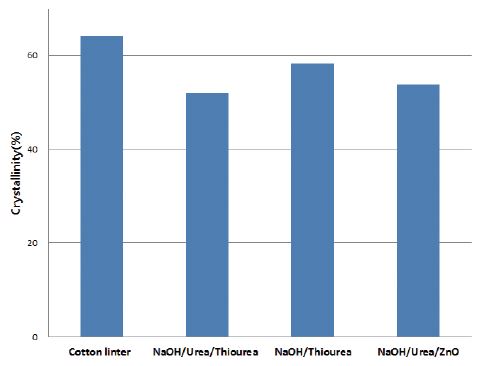
셀룰로오스 필름의 결정화도를 측정한 결과를 Fig. 4와 Fig. 5에서 보이고 있다. Fig. 4에서 용해 전의 면 린터와 세가지 용매로 제조된 용해 셀룰로오스 필름은 XRD 그래프의 형태가 현저히 달랐다. 특히 θ=22.7°에서의 피크에 큰 차이를 보였다. 이는 용해 전의 면린터가 높은 결정화도를 가지고 있음을 보이고 있다. 세가지 용매로 제조된 셀룰로오스 필름의 XRD 그래프는 형태적으로 큰 차이를 보이지 않았으나, 결정화도에 있어서는 약간의 차이를 보이고 있었다(Fig. 5). 특히 세 가지 셀룰로오스 필름의 결정화도와 Fig. 3의 탄성계수와는 유사한 경향을 보이고 있었다. 그렇지만 알칼리 셀룰로오스 용매에 의해 제조된 필름의 결정화도와 탄성계수와는 비례적인 관계임을 제시하기에는 아직 더 많은 데이터가 필요하다고 판단된다.
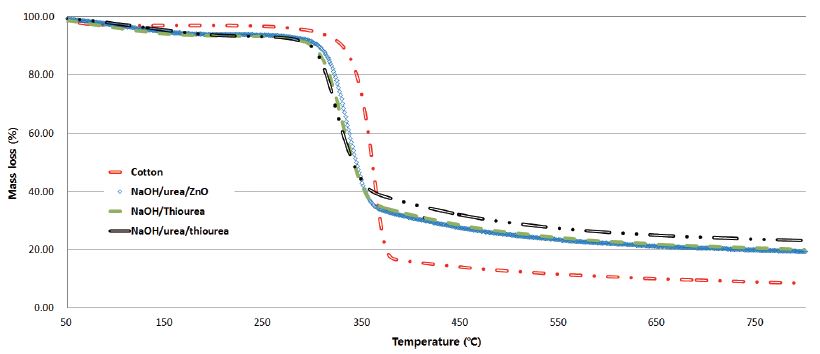
이들 세 가지 필름에 대한 열분석결과를 Fig. 6과 Table 2에 보이고 있다. 원료인 면 린터는 상당히 높은 분해온도를 보였지만 셀룰로오스 필름의 경우, 약 30°C 정도 낮은 분해온도를 나타내었다. 특이 사항은 셀룰로오스 용매로서 ZnO를 사용하는 경우 다른 용매보다 높은 분해온도를 나타내었다. 분해온도는 셀룰로오스의 결정화도에 비례하는 것이 일반적이지만 본 실험에서는 결정화도가 높거나 같은 다른 용매보다 매우 높은 분해온도를 보였다. Mohamed 등21)은 NaOH/Urea/ZnO 수용액으로 제조된 재생셀룰로오스가 NaOH/Urea 수용액으로 제조된 것보다 열분해온도가 더 높다고 언급하고 있으며, 이는 3.2.1에서 언급한 것처럼, ZnO의 첨가로 인해 더 균질한 셀룰로오스 용액이 제조됨으로 인함으로 보고 있다. 그러나, 다른 두 용매인, NaOH/Thiourea 용매와 NaOH/Thiourea/urea 용매로 제조된 재생셀룰로오스의 열분해 온도를 비교한 경우는 아직 보고된 바 없다. 본 연구에서는 여전히 산화아연을 사용하는 경우의 열분해 온도가 NaOH/Thiourea 용매와 NaOH/Thiourea/urea 용매로 제조된 경우보다 약 7-12°C 더 높은 열분해온도를 보이고 있음을 나타내었다.
4. 결 론
전자빔처리에 의해 글루코스 중합도를 약 600 정도로 낮춘 면 린터를 독성이 낮은 알칼리 셀룰로오스 용매로 용해한 후에 필름을 제조하여 그 특성을 분석하였다. NaOH/urea 용매는 용해가 충분히 되지 않았으며, 셀룰로오스의 중합도를 더 낮추어야 용해가 가능할 것으로 판단되었다. Thiourea 단독이거나 Urea/Thiourea를 NaOH와 함께 사용하는 경우 용해가 충분히 (>99%) 이루어 졌으며 용이하게 셀룰로오스 필름을 제조할 수 있었다. Urea/ZnO를 NaOH와 함께 사용하는 경우도, 충분한 용해가 이루어져서 필름제조에 문제가 없었으며, 이 경우에는 다른 용매를 사용한 두 가지 필름의 경우보다 인장강도와 신장률이 크게 상승하였다. 그러나 탄성계수의 경우 차이가 현저히 줄어들었다. Urea/ZnO 용매의 경우 TGA 분해온도가 다른 두 가지 필름의 경우보다 높았으며, 결정화도 분석에서나 셀룰로오스의 단면사진에서는 그 차이가 나타나지 않았다.
따라서 알칼리 셀룰로오스 용매를 사용하는 경우 산화아연의 사용이 셀룰로오스의 용해와 강도적 특성개선에 도움이 되는 것을 알 수 있었으며, 산화아연이 어떠한 기작으로 셀룰로오스 용해에 역할을 하는지 앞으로 더 구체적으로 검토할 필요가 있다고 판단되었다.
