

1. 서 론
19세기 중반에 미국에서 처음으로 클레이를 주원료로 사용하여 종이 도공이 실시된 이후, 종이 도공은 종이의 표면물성 개선에 있어서 중요한 역할을 담당해 왔다. 도공지는 크게 안료 도공지와 기능성 도공지로 분류되는데 인쇄적성의 개선과 기능성의 부여가 각각의 주된 목적이다.1-3)
일반적으로 초지·가공공정을 거치면서 종이에 요구되는 물성과 기능성을 부여하게 되는데 예를 들어 포장소재, 가공지, 특수 기능지 또는 산업용지 등을 포함하는 여러 지종 중에서 특별한 목적을 이유로 일반적인 지종보다 높은 강도 또는 기능성을 요구한다. 그러한 경우에 그 물성을 제지공정에서 충분히 확보하기 어렵기 때문에 제지회사에서 생산된 원지를 후가공 업체에서 가공하여 물성을 개선하거나 기능성을 부여하는 것이 일반적이다.1-4)
예를 들어, 종이에 내수/내유 기능과 강도 부여, 열접착 기능 등이 가능한 폴리머 코팅지(폴리에틸렌(PE) 코팅지 등)의 경우, 제지공정(가공)을 오염시켜 생산성을 크게 저하시킬 수 있는 문제점 등이 지적되어 주로 후가공 업체에 의해 2차 가공된 제품이 여러 구매자에게 제공되어 왔다.4-8) 이러한 폴리머 코팅지는 일종의 플라스틱 제품에 해당하며 사용 후 대부분 재활용되지 않고 소각 또는 매립에 의해 폐기 처리되고 있어 지구 환경에 부정적인 영향을 미치고 있다.
20세기 중후반부터 환경문제의 중요성이 구미를 중심으로 강조되기 시작하였고, 기후변화협약을 통한 온실가스 감축, 플라스틱 제품의 규제 등과 같이 환경을 보호하기 위한 다각적인 노력이 이루어지고 있다.9,10) 폴리머 코팅지의 경우는 미국과 서유럽, 일본 등과 같은 선진국을 중심으로 폐기·재활용 기술이 적용될 수 있는 환경 친화적인 대체소재의 개발에 많은 인력이 투입되고 있으며 나노소재, 바이오 또는 수용성 바인더를 활용하는 기술에 많은 관심이 모아지고 있다.
가공공정에 이용되는 코팅액은 필러와 바인더, 기타 첨가제로 구성되는데 기능성을 포함한 소재의 물리적 특성은 주로 바인더와 필러의 특성에 의해 지배된다. 하지만 일반적으로 사용되고 있는 바인더, 필러의 기능이 제한적이기 때문에 기능부여를 다양화하기 위해 첨가제11-14)를 이용하거나 코팅층(layer)을 다층구조로 설계하는 기술15-17) 등이 적용되고 있다.18-20)
일반적인 가공공정에 이용되는 바인더로는 수용성 바인더가 먼저 사용되기 시작하였지만, 여러 가지 이유로 인해 현재에는 에멀션 형태의 합성품인 라텍스 바인더가 주로 사용되고 있으며 수용성 바인더는 보조적인 역할로서 이용되고 있다. 종이 코팅에 사용되는 수용성 바인더로 전분, 카르복시메틸셀룰로오스(CMC), 폴리비닐알콜[PVA(OH)] 등이 사용되고 있다.14,21,22) 전분은 무엇보다 가격이 저렴하고 도공층의 물성 개선에 유리한 측면이 인정되어 오랫동안 종이 코팅에 이용되고 있지만 그 한계 또한 명확하기 때문에 사용범위가 제한적인 것이 사실이다.
PVA(OH)는 전분 등과 함께 제지용 바인더로서 오랫동안 사용되어 왔으나 사용되는 폴리머의 중합도에 따라 코팅액의 점도가 크게 영향을 받기 때문에 공정을 제어하기 어렵고 작업성의 문제로 인해 그 사용이 제한되고 있다. 하지만 전분에 비해 코팅층의 강도개선과 기능성 부여 측면에서 다양한 이점을 제공할 수 있기 때문에 그 사용 범위가 증가하고 있는 추세이다.7,14,21)
SB계 합성라텍스는 여러 가지 장점으로 인해 도공액의 주 바인더로 오랫동안 사용되고 있지만 스틸렌 구조를 갖는 석유계의 단량체를 에멀션 중합의 주원료로 사용하기 때문에 인체유해성(carcinogens)에 미치는 부정적인 영향이 연구를 통해 보고되고 있다.23,24) 한편, VAE 에멀션 바인더는 셰일가스에서 얻어지는 단량체를 원료로 이용하고 있어 석유계의 합성 라텍스 바인더에 비해 인체에 대한 유해성이 상대적으로 적고 PVA(OH)와 유사한 화학구조를 지니기 때문에 PVA(OH)와 함께 이용함으로써 기능부여와 작업성 개선 등을 목적으로 그 적용가능성이 아주 높다.25,26)
그동안 기능성 부여를 위해 후가공 업체에 의존하던 일부 가공공정을 제지회사에서 직접 수행하거나 한층 더 개선된 물성을 갖는 중간품(원지 또는 코팅지)을 제조하여 후가공업체에 제공함으로써 새로운 제품개발이 가능해지고 고부가가치화가 가능하기 때문에 그 이용 가능성이 주목받고 있다.
따라서 본 연구에서는 가격적인 측면에서 유리한 전분과 PVA(OH)의 혼용, 기능성 부여 측면에서 그 이용이 기대되는 PVA(OH)와 VAE 에멀션 바인더의 효과적 적용을 위해 이들 바인더를 이용하여 배합조성을 설계하고 제조된 코팅액과 코팅지의 물성을 분석함으로써 기능성 코팅 측면에서 배합조성 설계를 위한 기초연구를 수행하였다.
2. 재료 및 방법
2.1 공시재료
2.1.2 바인더
합성바인더와 수용성 바인더(binder)를 각각 또는 혼용하여 배합조성에 이용하였다. 합성바인더로는 1종류의 VAE 에멀션 바인더를 이용하였으며 수용성 바인더로는 1종류의 산화전분과 중합도가 다른 2종류의 PVA(OH)를 이용하였다. 각각의 물성은 Table 2와 Table 3에 나타내었다.
Table 2.
Properties of the VAE emulsion binder
| Particle size (nm) | Viscosity (mPa·s) | Tg (℃) | pH | |
|---|---|---|---|---|
| VAE-I* | 210 | 530 | 9 | 5.0 |
Table 3.
Properties of the two kinds of water-soluble binders
| Viscosity (0.4 wt%, mPa·s) | Degree of saponification (mol) | pH | |
|---|---|---|---|
| PVA(OH)-B** | 7.1 | 86-88 | 5.0-7.0 |
2.2 실험 방법
2.2.1 도공액 제조
수용성 바인더의 효과적인 이용을 위해 바인더의 첨가비율을 다양하게 변화시킨 코팅배합 조성을 설계하였다. Table 5와 Table 6에서 보는 바와 같이 산화전분과 PVA(OH)의 혼용 시 코팅액과 도공지의 물성 검토를 위해 7종류의 도공액(No. 1-No. 7)을 제조하였고, 추가적으로 전분과 PVA(OH), VAE 에멀션 바인더를 이용한 코팅액의 물성을 각각 비교 검토하기 위해 6종류의 코팅액(No. 8-No. 13)을 제조하였다.
Table 5.
Formulation of the seven kinds of coating colors
(unit: pph)
| Group-I | No. 1 | No. 2 | No. 3 | No. 4 | No. 5 | No. 6 | No. 7 | |
|---|---|---|---|---|---|---|---|---|
| CNC | 3 | |||||||
| NaOH | 0.12 | |||||||
| Dispersant | 0.1 | |||||||
| Binders | Oxidized starch | 100 | 80 | 60 | 40 | 80 | 60 | 40 |
| PVA(OH)-A | 20 | 40 | 60 | |||||
| PVA(OH)-B | 20 | 40 | 60 | |||||
| Total solids content (wt%) | 10 | |||||||
Table 6.
Formulation of the six kinds of coating dispersions
(unit: pph)
| Group-II | No. 8 | No. 9 | No. 10 | No. 11 | No. 12 | No. 13 | |
|---|---|---|---|---|---|---|---|
| Binders | Oxidized starch | 100 | |||||
| PVA(OH)-A | 100 | ||||||
| PVA(OH)-B | 100 | 65 | 35 | ||||
| VAE-I | 35 | 65 | 100 | ||||
| Total solids content (wt%) | 10 | ||||||
안료를 포함하는 코팅액 내에서 PVA(OH)와 VAE 에멀션 바인더의 혼용에 따른 영향을 검토할 목적으로 총 5종류의 도공액(A-E)을 제조하였다. 안료는 100부, 바인더의 첨가량은 12부로 고정하였고 도공액의 고형분 농도는 55 wt%로 설계하였다. 그 밖에 기타 첨가제의 투입량은 Table 7에 나타낸 바와 같다.
2.2.2 도공액 물성 측정
도공액의 저전단 점도는 DV viscometer(Brookfield, USA)를 이용하여 60 rpm의 조건(LV1, LV2 spindle 이용)에서 측정하였다. 도공액 대한 SS 곡선은 DV-II plus viscometer (Brookfield, USA)를 이용하여 측정하였다.
도공액의 유변특성을 비교하기 위해 레오메타(TA Instrument Co., Ltd., USA)를 이용하였고, 전단속도 0.1–100 (1/s) 범위에서 각각의 코팅액에 대한 면찰속도 의존성에 대한 비교 평가를 실시하였다.
또한 저전단 점도계를 이용하여 도공액의 SS 곡선을 구하기 위해 SC4-34 spindle을 이용하였다. 해당 spindle에 주어지는 2개의 상수[shear rate constant(SRC), spindle multiplier constant(SMC)]와 저전단 점도계의 spring torque constants(TK)를 참고하였고, 회전속도 60-100 rpm의 범위에서 각각의 도공액 샘플에 대한 Torque 값(%)을 이용하여 전단속도(shear rate, 1/s)와 전단응력(shear stress, dyne/cm2)을 구하였다(계산식; shear rate=SRC×RPM, shear stress=TK×SMC×SRC×Torque).
모세관 타입의 high shear viscometer(AX-100, ACA systems Oy, Finland)를 이용하여 전단속도 2.5×105-8.5×105(1/s) 범위에서 도공액의 고전단 점도를 측정하였다. 도공액의 보수성은 AÅ-GWR(Kaltex scientific Inc., USA)를 이용하였고 단위시간 내에서 탈수량을 측정하였다. 그 결과를 Table 8에 나타내었다.
2.2.3 도공지 제조
도공지는 실험실용 반자동 코터(K-control, RK Print Coat Instrument Co., Ltd., UK)를 이용하여 제조하였다. Group-I, -II는 원지의 표면에 5±1 g/m2으로 도공량을 조절하였고 Group-III는 20±1 g/m2이 되도록 각각 편면에 1회 코팅하였다. 도공액을 도포한 원지는 열풍건조기(YJ-8600D, Yujin Electronics, S. Korea)에서 115℃, 5초의 조건으로 건조하였다. 그 후 슈퍼 캘린더(Supercalender, Beloit Coporation, USA)를 사용하여 도공면이 steel roll을 향하게 하여 온도 60℃, 선압 300 psi의 조건으로 3 nip 처리하였다.
3. 결과 및 고찰
3.1 코팅액의 특성
고형분 농도가 10 wt% 되도록 전분호화액과 2종류의 PVA(OH) 수용액을 각각 제조하였는데 산화전분은 27.5 mPa·s, PVA(OH)-A는 280 mPa·s, PVA(OH)-B는 45.2 mPa·s를 나타내었다. 유동성 측면에서 저전단 점도를 비교해 보면 산화전분과 PVA(OH)-B는 유사한 결과를 나타내었고 PVA(OH)-A는 분자량이 크기 때문에 상대적으로 높은 점도를 나타내었다.
3.1.1 전분과 PVA(OH)의 이용
Table 5에 나타낸 바와 같이 전분과 PVA(OH)를 혼용하는 코팅액을 2가지 그룹(group A, B)으로 나누어서 유동성을 평가하였다. 산화전분과 PVA(OH)-B로 구성된 3종류의 코팅액(No. 1-No. 4)을 group A, 산화전분과 PVA(OH)-B로 구성된 3종류의 도공액(No. 1, No. 5-No. 7)을 group B로 구분하여 비교하였다.
전단속도의 측정범위는 영역 A[10-100(1/s)]와 영역 B[0.1-1(1/s)]로 나누어서 코팅액의 유동성을 각각 비교하였다. 먼저 영역 A에서 group A, B로 구분된 7종류의 코팅액에 대한 면찰속도 의존성을 평가하였다.
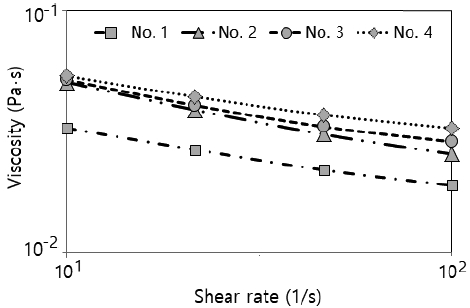
먼저 전단영역 A[전단속도 10-100(1/s)]에서 4종류의 코팅액(group A)에 대한 점도 결과를 Fig. 1에 나타내었다. 전단력이 증가함에 따라 점도가 감소하는 전단속도유동화 거동을 나타내었다. 그 차이가 크지는 않지만 각각의 전단속도에서 PVA(OH)-B의 첨가비율이 증가함에 따라 코팅액은 상대적으로 높은 점도를 나타내는 것을 알 수 있었다. 2종류의 수용성 폴리머의 상호작용에서 기인하는 유변특성의 특이구간은 나타나지 않는 것을 알 수 있었다.
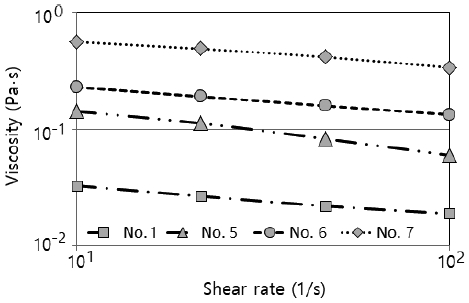
PVA(OH)-A가 이용된 4종류의 코팅액(group B)에 대한 점도 결과를 Fig. 2에 나타내었다. Fig. 1의 결과와 동일하게 전단력이 증가함에 따라 점도가 감소하는 거동을 나타내었다. 하지만 Fig. 1에서의 경우와 달리 Fig. 2에서는 전분과 PVA(OH)-A의 점도 차이가 크기 때문에 PVA(OH)-A의 첨가비율이 증가함에 따라 샘플 간의 점도의 차가 증가하는 것을 알 수 있었다.
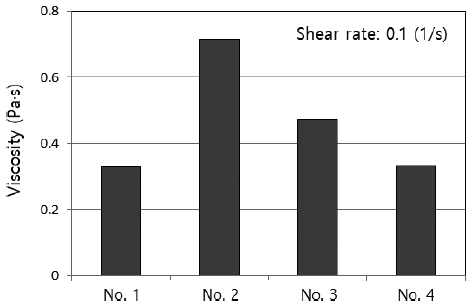
이어서 전단속도 0.1–1(1/s)의 범위(영역 B)에서 코팅액의 유동특성을 검토하였다. 비교가 용이하도록 전단속도 1(1/s)에서의 7종류의 코팅액(No. 1–No. 7)의 점도 결과를 각각 Fig. 3과 Fig. 4에 나타내었다. 먼저 Fig. 3은 산화전분과 PVA(OH)-A를 일정비율로 혼합한 4종류의 코팅액(혼합 A)에 대한 점도 결과이다. 전분과 PVA(OH)가 혼합된 배합조성인 3종류의 코팅액(No. 2-No. 4)을 비교했을 때 코팅액 내에 발생하는 전단응력의 크기는 PVA(OH)의 혼합비율의 증가에 비례하지 않았으며 전분의 혼합량이 많은 쪽이 상호작용이 크고 코팅액 점도가 높게 나타났다.
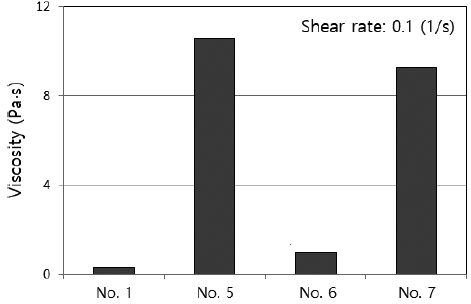
PVA(OH)-B보다 상대적으로 분자량이 큰 PVA(OH)-A를 전분과 함께 수용성 바인더로서 이용한 경우의 각각의 점도 결과를 Fig. 4에 나타내었다. 코팅액 샘플 No. 5와 같이 전분의 첨가비율이 높은 경우는 바인더 간의 상호작용이 용이하고 전단력에 응하는 내부응력의 증가현상이 점도로 나타나는 것으로 생각되며 코팅액 샘플 No. 7과 같이 PVA(OH)-A의 첨가비율이 높은 경우는 폴리머의 자체 점도가 높음으로 인해 점도가 높게 나타나는 것으로 판단되었다.
3.1.2 VAE 에멀션과 PVA(OH)의 이용
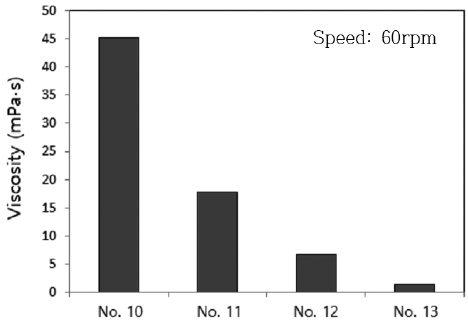
Table 6의 배합조성을 이용해 제조한 4종류의 코팅액(No. 10-No. 13)의 점도 결과를 Fig. 5에 나타내었다. 수용성 폴리머인 PVA(OH)-B에 비해 VAE 에멀션 바인더의 혼합비율이 높을수록 바인더 혼합액의 점도가 낮아지고 유동성이 개선되는 경향을 나타내었다.
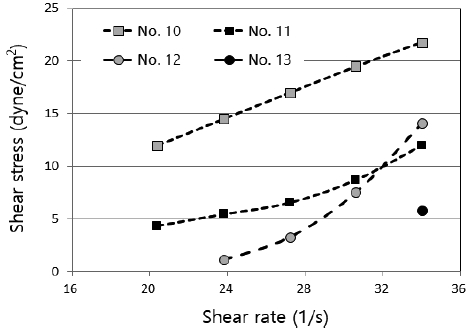
이어서 4종류의 코팅액 샘플(No. 10-No. 13)에 대한 전단속도(shear rate)와 전단응력(shear stress)의 관계를 Fig. 6에 나타낸 바와 같이 SS 곡선으로 나타내었다. Fig. 5의 결과와 유사하게 수용성 바인더인 PVA(OH)에 비해 VAE 에멀션 바인더의 혼합비율이 높을수록 바인더 혼합액의 점도가 낮아지고 유동성이 개선되는 경향을 나타내었다. 4종류의 샘플 모두 전단속도가 증가함에 따라 내부에 발생하는 전단응력은 증가하는 것을 알 수 있는데, 입자가 물에 분산된 형태인 VAE 에멀션과 폴리머 수용액인 PVA(OH)가 혼합된 2종류의 샘플(No. 11, No. 12)의 경우, 분산된 VAE 입자와 폴리머 간의 상호작용의 차이가 존재함으로 전단속도의 증가에 따라 내부응력 발생에 상이한 경향을 나타내었다. 이러한 경향은 수용성 폴리머의 분자량, VAE 입자의 특성(입자크기, Tg, 관능기, pH) 등에 따라 구성성분의 상호작용에 영향을 미치고 그 결과 고전단 영역에서 코팅액의 유동성에도 영향을 미치는 것으로 판단되었다.
4종류의 코팅액 샘플(No. 10-No. 13)의 고전단 점도 결과를 Fig. 7에 나타내었다. Fig. 6에서 보면 전단속도 24-32(1/s) 범위에서 샘플 No. 11와 No. 12의 전단응력의 차가 감소하는 결과를 나타내고 있는데 이와 유사한 경향이 고전단 점도 결과에서도 나타났다. Fig. 7에 보면 6.5×105-8.5×105(1/s)의 전단속도 범위에서 2종류의 도공액(No. 11, No. 12)은 전단 속도의 증가에 따라 점도의 차이가 감소하는 경향을 나타냈다.
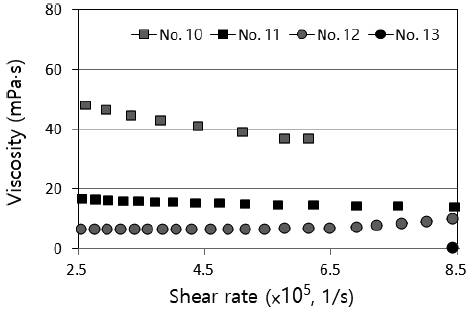
Table 7의 배합조성을 이용해 제조한 5종류의 코팅액에 대한 저점단 점도의 측정 결과를 Fig. 8에 나타내었다. Table 5에서와 달리 Table 7에서는 안료의 첨가비율이 증가하고 바인더의 조성비가 감소하는데 이러한 차이가 코팅액의 점도와 유변특성에도 영향하는 것으로 분석되었다.
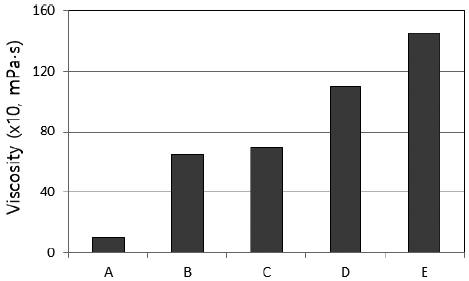
앞서 언급한 것과 같이 Fig. 6에서 보면 PVA(OH)-B와 VAE 에멀션의 배합비율이 다른 2종류의 코팅액 샘플 No. 4와 No. 5가 전단속도 24-32(1/s) 범위에서 전단력이 증가함에 따라 전단응력의 크기와 점도 값의 차이가 감소하는 거동을 나타내고 있는데 안료의 첨가비율이 높아지고 바인더 조성비가 감소하는 코팅액에서는 그와 같은 경향은 쉽게 관찰되지 않는 것을 확인하였다. 그 결과 수용성 바인더인 PVA(OH)에 비해 VAE 에멀션 바인더의 혼합비율이 증가함에 따라 Fig 8에 나타낸 바와 같이 코팅액의 점도는 낮아지고 유동성이 개선되는 결과를 나타내었다.
3.2 코팅지의 물성
3.2.1 전분과 PVA(OH)
3.2.1.1 인장지수와 TEA
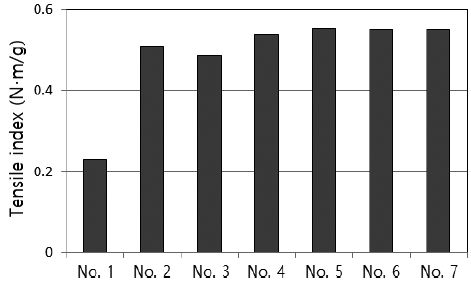
Table 5의 배합조성을 이용해 제조한 7종류의 코팅지에 대한 인장지수를 Fig. 9에 나타내었다. 전분보다는 PVA(OH)의 조성비가 높을수록 코팅지의 인장강도가 개선되는 결과를 나타내었다. 분자량이 다른 2종류의 PVA(OH)에 의한 영향을 비교할 경우, 중합도가 높은 PVA(OH)-A를 이용한 3종류의 코팅지(No. 5-No. 7)가 상대적으로 중합도가 낮은 PVA(OH)-B를 이용하여 제조한 3종류의 코팅지(No. 2-No. 4)보다 상대적으로 높은 인장강도를 나타내었다.
바인더 조성으로서 전분과 PVA(OH)의 혼합 비율을 달리하여 제조한 7종류의 코팅지에 대한 인장에너지흡수(tensile energy absorption, TEA) 결과를 Fig. 10에 나타내었다. 바인더로서 전분이 사용된 코팅지 샘플 No. 1의 경우, 인장지수를 나타낸 Fig. 9의 결과에서 다른 코팅지 샘플에 비해 상대적으로 큰 차이를 보이고 있는 데 비해 인장에너지흡수(TEA)를 나타낸 Fig. 10에서는 다른 코팅지 샘플과 유사한 수준의 결과를 나타내었다. 한편 PVA(OH)의 혼합비율이 증가하는 경우, PVA(OH)-B보다는 PVA(OH)-A를 첨가한 코팅지 샘플에서 인장에너지흡수(TEA) 값이 개선되는 폭이 큰 것을 알 수 있었다.
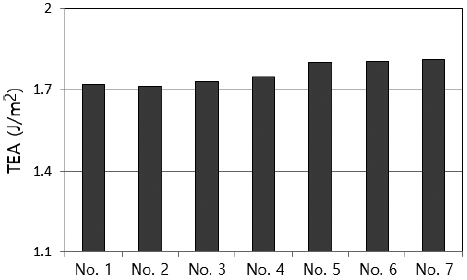
다시 말해, 전분과 혼합하여 사용된 2종류의 PVA(OH)가 코팅지 샘플의 인장에너지흡수(TEA)에 미치는 영향을 비교해 보면 중합도가 높은 PVA(OH)-A를 이용한 3종류의 코팅지(No. 5-No. 7)가 상대적으로 중합도가 낮은 PVA(OH)-B를 이용하여 제조한 코팅지 샘플(No. 2-No. 4)보다 상대적으로 TEA가 우수한 결과를 나타냈다.
3.2.1.2 파열강도
바인더 조성으로서 전분과 PVA(OH)의 혼합 비율을 달리하여 제조한 7종류의 코팅지에 대한 파열지수 측정결과를 Fig. 11에 나타내었다. 원지 내부로 침투가 용이한 전분보다 원지표면에 존재하면서 필름구조를 형성하기에 용이한 PVA(OH)의 배합비율이 증가할수록 코팅지의 파열지수가 개선되는 결과를 나타내었다.
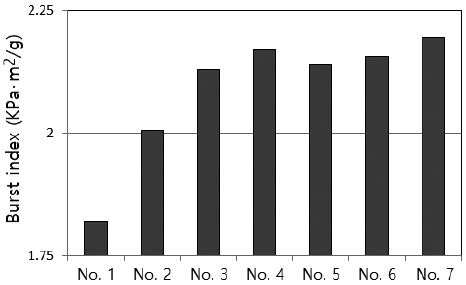
전분과 혼용하여 사용할 경우 PVA(OH)의 중합도가 높은 것일수록 인장지수, TEA, 파열지수의 개선효과가 높은 것을 알 수 있었다. 그러나 작업성을 함께 고려할 경우에는 PVA(OH)의 중합도가 낮은 것을 선택하고 전분대비 PVA(OH)의 첨가비율을 상대적으로 높이는 형태의 바인더 조성비를 이용하는 것이 PVA(OH)의 중합도가 높은 것을 선택한 경우와 비교하여 코팅지의 파열강도가 유사한 수준을 유지하거나 상대적으로 개선효율이 높은 결과를 얻을 수 있었고 코팅 작업성 측면에서도 이점을 얻을 수 있을 것으로 판단되었다.
3.2.2 VAE 에멀션과 PVA(OH)
3.2.2.1 인장지수와 TEA
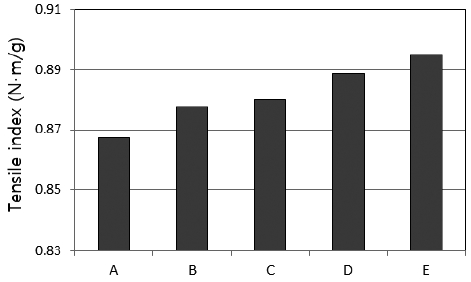
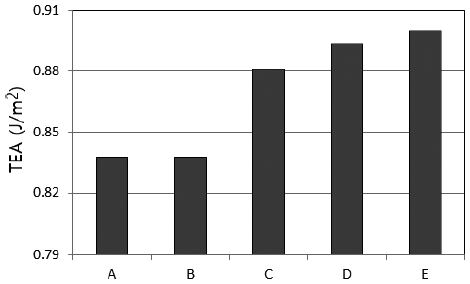
Table 7의 배합조성을 이용하여 제조한 5종류의 코팅지에 대한 인장지수 측정결과를 Fig. 12에 나타내었다. VAE 에멀션보다는 PVA(OH)-A의 첨가량이 증가할수록 코팅지의 인장강도가 개선되는 결과를 나타내었다. 동일한 코팅지 샘플에 대해 인장에너지흡수(TEA)를 측정하였고 그 결과를 Fig. 13에 나타내었다. VAE 에멀션보다 PVA(OH)-A의 첨가량이 증가할수록 코팅지의 인장에너지흡수(TEA) 특성이 개선되는 결과를 나타내었다.
3.2.2.2 파열강도
Table 7의 배합조성을 이용하여 제조한 5종류의 코팅지에 대한 파열지수 측정결과를 Fig. 14에 나타내었다. VAE 에멀션보다 필름형성 능력이 우수한 PVA(OH)-A의 혼합비율이 높을수록 파열지수가 개선되는 결과를 나타내었다.
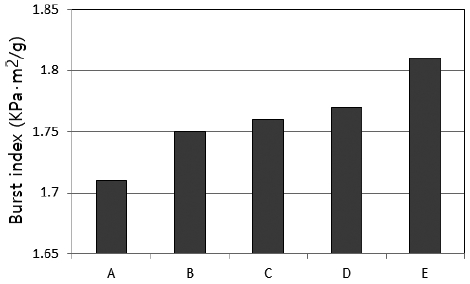
하지만 작업성을 고려할 경우에는 VAE와 PVA(OH)를 혼용하여 사용하는 것이 좋을 것으로 생각되며 3종류의 코팅지(B-D)를 비교해 보면 파열강도는 수치적으로 다소 차이를 보이고 있지만 유사한 수준이며 흡액특성, 베리어 특성과 같은 기능성을 고려할 경우 이들 바인더의 조성비율[VAE:PVA(OH)]을 75:25에서 25:75의 범위에서 필요에 맞게 선택·사용하는 것이 좋을 것으로 판단되었다.
4. 결 론
본 연구에서는 전분과 PVA(OH), PVA(OH)와 VAE 에멀션 바인더의 혼용을 통해 바인더 조성의 변화가 코팅 작업성 및 코팅지 물성에 미치는 영향을 살펴보고 금후 배합조성 설계에 필요한 기초 자료를 확보하고자 하였으며 다음과 같은 결론을 얻었다.
1) 코팅액의 점도는 전분과 VAE 에멀션보다는 PVA(OH)의 첨가량에 따라 크게 영향하는 것을 알 수 있었다. 코팅액의 작업성을 고려할 경우, 전분 또는 VAE 에멀션을 PVA(OH)와 일정 비율 혼용하는 것이 효과적일 것으로 판단되었다.
2) 전분과 PVA(OH) 또는 VAE와 PVA(OH)의 혼합비율을 달리하여 제조된 코팅지의 경우, PVA(OH)의 혼합비율이 증가할수록 코팅지의 인장지수, TEA, 파열지수가 개선되는 결과를 나타내었다.
3) VAE와 PVA(OH)의 혼합비율을 달리하여 제조된 코팅지의 경우, 코팅액의 작업성을 고려하면 바인더 조성에 있어 전분과 VAE 에멀션의 첨가비율을 높이는 것이 유리하고 코팅지 물성 개선이 우선적으로 고려될 경우에는 PVA(OH)의 첨가비율을 좀 더 높이는 것이 유리할 것으로 생각되었다.
4) 전분과 PVA(OH) 또는 VAE와 PVA(OH)의 혼합하여 사용하는 코팅액의 경우, 바인더의 혼합비율에 따라 가해진 전단력(외력)에 대한 전단응력에 차이를 나타내었다. 이는 바인더의 특성(표면특성, 분자량, 점도 등)에 따른 영향으로 코팅액 내에서 구성성분의 상호작용에 의한 결과로 생각된다. 금후 이와 관련한 세부적인 검토가 필요할 것으로 생각되었다.
