

1. 서 론
국내 제지산업은 연간 에너지 소비량이 5,700만 toe에 달하는 에너지과소비 산업(에너지통계연보, 2013)으로 분류되고 있다. 실제 제지산업 공정 중 사용되는 에너지 중 약 50%는 종이의 제조 시 압착탈수 이후 종이의 건조를 위한 에너지로 활용되고 있는데, 현재 온실가스 사용량 감축, 탄소배출권 규제 등으로 인해 제조공정에서의 에너지 감소가 중요한 이슈가 되고 있는 상황1)에서 이러한 건조에너지의 감소는 제지산업에서 시급한 이슈가 되고 있다. 산업용지, 신문용지, 포장용지 산업에서 사용되는 주요 원료인 고지(OCC, old corrugated container)는 국제적인 환경에 대한 관심이 증가함에 따라 사용량이 점차 증가하고 있으며, 이의 효율적인 재활용을 위한 연구가 활발히 진행되고 있다.2,3) 이러한 고지의 재활용이 반복적으로 사용됨에 따라 고지섬유의 각질화를 유발하여 제품의 품질이 저하됨과 동시에 지료 내 미세분의 발생이 증가함에 따라4,5) 압착탈수공정과 건조공정에서의 효율이 급격히 감소하게 되고 지필의 고밀화에 의한 벌크의 감소가 발생하게 된다. 특히, 산업용지에서의 벌크감소는 제품의 강직도(stiffness)의 감소를 가져오게 됨에 따라 추가적인 평량 증가의 요인이 되며 이는 다시 건조에너지의 증가를 가져오게 된다. 이렇듯 저렴한 고지원료의 활용은 추가적인 건조에너지 증가 및 공정 환경 악화에 따른 생산비용의 증가와 품질저하 등으로 인해 고지원료가 가져올 수 있는 경제적인 이점이 다량 상쇄되는 결과를 가져올 수 있다. 따라서 위에서 언급된 바와 같이 재활용 고지를 기반으로 하는 산업용지 생산 공정에서의 에너지 절감을 위해서는 건조 효율을 증가시키고, 벌크감소 및 품질 저하를 개선하기 위한 새로운 기술개발이 시급한 실정이다.
실제, 펄프 사용량을 줄이고 수분제거 공정의 에너지 효율을 증대시키기 위한 대표적인 기술로 소개되고 있는 방법으로 종이 구조 내 벌크를 증가시키고 공극성을 개선하여 탈수성 및 건조에너지를 향상시키는 내첨 벌크향상제의 적용이라고 볼 수 있다. 일반적인 목재분말 벌크향상제의 적용은 압착탈수 시 지필의 공극성 개선을 통한 구조의 유동성을 개선하여 압착탈수 공정간 장애요인(clushing)6,7)을 방지하고 부여 가능한 압착력을 증대시킴으로써 탈수성 증대를 가져오는 것으로 알려져 있다.
이러한 벌크향상제의 최적 적용을 통한 공정에너지 감소를 위하여 유기 및 무기 벌크향상 소재를 적용하는 다양한 연구가 진행되었다.8-11) 현재 목재분말과 같은 목질계 벌크향상제가 주로 활용되고 있지만 OCC 기반 산업용지중 라이너지 제조공정에서는 실질적인 적용이 아직 이루어지지 않고 있고 실효성 있는 적용방안의 구축 및 최적화를 위한 다양한 기술개발이 필요한 상황이다.
현재 벌크향상제의 투입에 의한 효율평가는 주로 압착탈수 공정에서의 탈수효율 평가를 중심으로 이루어져 왔으며, 실제 수분의 효율적인 제거를 위해 첨가되는 벌크향상제가 압착탈수 공정에서 지필 구조의 유동성을 개선함으로써 적용압력을 증대시킬 수 있는 방안으로 적용되어 왔다. 그러나 실제 벌크향상제는 압착 탈수 공정에서 뿐만 아니라, 건조공정에서 지필의 벌크 특성을 제공함으로써 지필 표면층에서 고밀화에 따른 수분 유동을 저해하는 장애요소를 완화하는 효과를 가져올 것으로 예상되고 있다. 따라서, 다양한 벌크향상제의 특성에 따른 압착탈수 공정뿐만 아니라 건조 공정에서의 건조효율변화를 분석하여 벌크향상제의 효율적인 적용을 위한 기초자료 확보가 필요한 상황이다.
본 연구에서는 대표적인 벌크향상제인 목분의 입도분포별 분획을 실시하고 각각의 목분 분획을 적용하여 목분입자 분포에 따른 벌크향상 특성을 평가하여 보았다. 이때 기존의 압착탈수 공정에서의 탈수효율 변화뿐만 아니라 건조시의 건조효율변화도 비교 평가함으로써 향후 압착탈수 및 건조 공정의 효율성 증대를 방안 구축을 위한 기초 연구를 실시하였다.
2. 재료 및 방법
2.1 공시 재료
2.2 실험 방법
2.2.1 수초지 제조 및 탈수도 평가
실험실용 샘플의 제조는 벌크향상이 필요한 재생용지인 OCC 원료기반으로 원형수초지기를 사용하여 이루어졌다. 각 분획별 목분은 전건 대비 10% 첨가하였으며, 평량은 일반적인 산업용지의 중간층(middle layer)의 평량과 유사한 72 g/m2 을 기준으로 TAPPI Standard Test Method T205 om-8에 의거하여 제조하였다. 또한 지료의 고해정도를 달리하여 제조된 각각의 지료에 100-150 mesh 통과 목분 분획을 10% 투입하여 그 영향을 평가하였다. 수초지 제조 시 압착탈수 방식은 현장 모사를 위해 실험실용 롤 프레스 압력 1,000 kg/cm2, 압착속도 40 mm/s 의 조건으로 2회 압착탈수를 실시하였다. 쿠치 이후 및 1차, 2차 압착탈수 이후 각각 수초지 고형분을 측정(Eq. 1)하여 탈수효율을 비교 평가하였다.

Wdry : Oven-dry weight of paper wet sheet
Wwet : Weight of paper wet sheet after Couch, 1st pressing, 2nd pressing
2.2.2 수초지의 SEM 분석 및 물성 평가
분획별 목분이 첨가된 수초지의 표면을 전자주사현미경(SEM, scanning electron microscope)으로 촬영하여 유기충전제의 형태를 관찰하였으며, 인장강도 측정기(L&W tensile tester)를 활용해 인장강도를 측정하였으며, 미세두께 측정기(L&W micrometer)를 이용하여 두께를 측정을 통한 밀도 및 벌크를 산출하였다.
2.2.3 건조효율 평가
2차 압착탈수 후 건조 드라이어 투입 직전의 수초지 습지를 원형 수초지 1/4 크기로 각각 절단하여, 각 절단 시료편을 80℃의 열판에서 1 kg/cm2의 압력을 가하며 건조하면서 건조효율을 평가하였다. 열판 건조시 매 5초 간격으로 수초지의 무게 변화를 측정하여, 다음과 같은 Eq. 2로 건조도를 산출하였다.

D0 : Oven dry weight of handsheet
D1 : Time for each weight of handsheet
Table 1.
Conditions for preparing the handsheet samples
3. 결과 및 고찰
3.1 분획별 목분의 입도분포 측정 결과
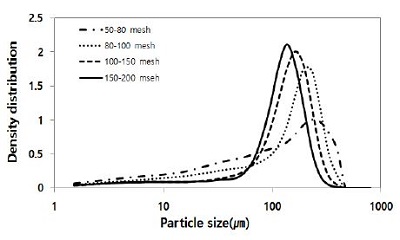
본 실험에 적용된 분획별 목분의 입도분포 측정 결과를 Fig. 1에 나타내었다. 전체적으로 100-400 ㎛ 범위의 밀도분포가 높았으며, 50-80 mesh 분획 목분은 160-400 ㎛ 크기에서 비교적 폭넓은 분포를 나타내었으며, 80-100 mesh 분획 목분은 150-300 ㎛, 100-150 mesh 분획 목분은 90-250 ㎛, W150-200 mesh 분획 목분은 80-200 ㎛ 범위에서 각각 평균입자 크기가 분포되고 있는 것을 알 수 있었다. 이를 통해 목분 입자 크기별로 목표한 바와 같이 분획된 것을 확인할 수 있었다.
3.2 목분 첨가에 따른 수초지의 표면 특성변화
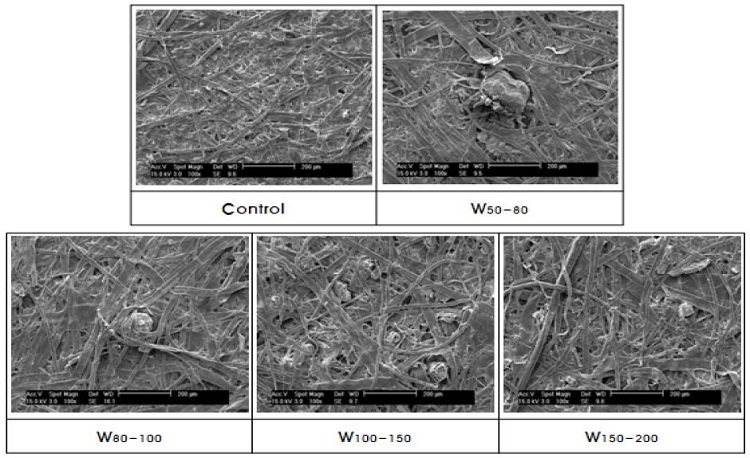
목분이 첨가되지 않은 조건과 대비하여 각각의 목분 분획이 첨가된 수초지 표면을 전자현미경을 통해 촬영하였다(Fig 2). 50-80 mesh, 80-100 mesh 분획 목분은 OCC 섬유보다 조대한 크기로 지필 구조 내 각각의 목분 입자가 확인되었다. 이를 통해 과도하게 큰 목분 입자의 경우 지필 구조의 섬유 결합을 방해하고, 표면 평활도를 크게 저하시킬 수 있을 것으로 판단되었다. 전자현미경 이미지 상에서는 100-150 mesh 조건이 섬유 사이 미세 입자가 고르게 분포하고, 공극을 형성하는 등 목분 벌크향상제로서 적절한 지필 구조를 형성하였다고 판단되며, 150-200 mesh 목분 분획의 경우 섬유 사이의 공간 등에 존재하고 있는 것으로 확인되었다.
3.3 분획별 목분 첨가에 따른 탈수 효율 변화
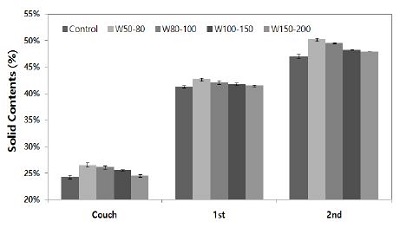
각각의 분획별 목분을 10% 첨가하여 수초지를 제조하면서 각 수초지 단계별 즉, 쿠치(couch) 및 1, 2차 압착탈수 공정 직후 습지의 고형분 함량을 측정하여 탈수특성변화를 평가하여 Fig. 3에 나타내었다. 2차 압착탈수 이후, 목분 미첨가 조건의 수초지 고형분은 46%이었고 목분의 첨가의 경우 분획의 종류에 따라 고형분이 약 47-50% 정도로 약 1-4% 가량의 고형분 상승효과가 나타나는 것을 확인할 수 있었다. 이것은 목분 첨가에 의해 지필의 공극성이 개선됨에 따라 탈수 효율이 증가된 것으로 실제 목분 입자의 크기가 큰 분획분에서 이러한 탈수효율 증대는 더욱 크게 나타나는 것을 확인할 수 있었다.
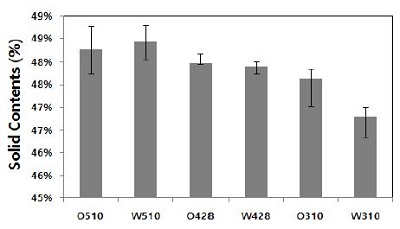
OCC 지료의 고해처리에 의한 영향을 평가한 결과를 Fig. 4에 나타내었다. 고해 정도를 변화시켰을 때, 고해 정도가 클수록 탈수 효과가 낮아졌으며 고해를 하지 않은 510 mL CSF 조건에서는 목분 첨가로 인해 탈수도가 개선되었으나, 과도하게 고해를 실시한 310 mL CSF 조건에서는 목분의 첨가로 인해 오히려 탈수도가 감소되는 것을 확인할 수 있었다. 이는 고해처리로 인해 지료 내의 미세분이 증가와 섬유의 단섬유화 등으로 목분에 의해 형성된 공극이 미세분에 의해 채워지면서 결과적으로 탈수도가 악화된 것으로 판단된다.
3.4 수초지의 물성 평가
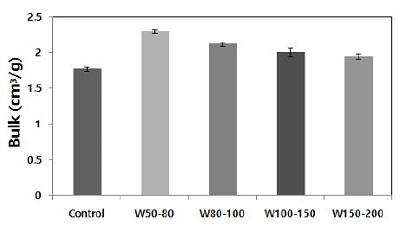
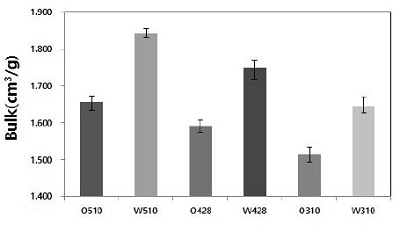
Figs. 5와 6에서는 목분의 첨가에 의한 수초지의 구조적 특성 변화를 나타내었다. 고해 정도가 달라도 목분의 첨가에 의해 벌크가 향상되었으며, 첨가된 목분의 입자 크기가 클수록 벌크가 향상되는 경향을 나타내었다. 50-80 mesh의 분획 조건에서 가장 큰 벌크 향상율을 보였으며, 섬유 결합 구조 내 보다 큰 공극을 형성한 효과에 따른 것으로 판단되었다. 전자현미경 이미지에서 예상했던 것과 같이 150-200 mesh의 목분 적용 시 지필 구조의 공극을 채워 벌크향상 효과가 비교적 낮게 나타났다. 또한 고해 정도가 클수록 벌크가 감소되며, 목분의 첨가에 의해 벌크가 일정 정도 향상되는 경향을 나타내었다.
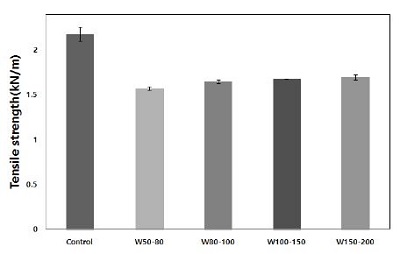
인장강도는 목분 분획의 입도가 클수록 크게 감소하는 경향을 나타내었다. Fig. 7에서 볼 수 있듯이 입자 크기가 미세할수록 인장강도는 상대적으로 향상되는 것을 확인할 수 있는데, 이는 보다 미세한 목분 입자가 고르게 지필에 분포되어 미세한 공극이 전체적으로 형성되고, 섬유 간 결합의 감소영향이 상대적으로 낮게 나타남에 따른 것으로 판단되었다.
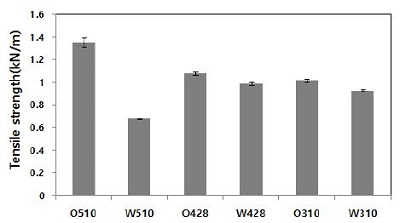
OCC의 고해정도에 따라서 목분의 첨가에 의한 강도변화는 Fig. 8에 나타내었다. 해리만 진행한 510 mL CSF의 지료의 경우 목분 첨가에 의해 인장강도가 크게 감소되었으나, 고해가 진행된 428, 310 mL CSF의 경우 인장강도의 감소폭이 낮게 나타나는 것을 확인할 수 있었다. 이는 미세분이 목분 첨가에 의해 형성된 공극에 충전되어 목분 입자에 의한 섬유 간 결합력 감소가 상대적으로 적게 나타남에 따른 영향으로 생각되었다.
3.5 목분 입자 크기에 따른 건조 효율 변화
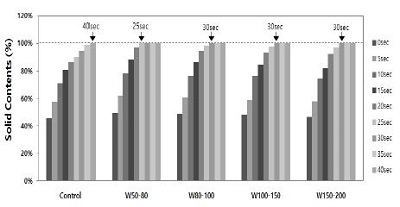
건조 공정에서의 목분 첨가에 따른 건조 효율의 변화를 평가하여 Fig. 9에 나타내었다. 2차 압착탈수 이후 열판을 적용하여 지속적으로 건조를 진행하면서 각 건조시간에 따른 고형분 변화를 평가한 결과, 목분의 입자 크기가가장 큰 W50-80 분획을 적용한 수초지에서는 25초 후에 고형분이 100%에 달하는 것을 볼 수 있었다. W80-100, W100-150, W150-200 목분 분획의 경우에는 30초에서 고형분 100%, 즉 건조가 완료되는 것을 확인할 수 있었다. 목분을 첨가하지 않은 지료의 경우 건조가 완료되는데 약 40초의 시간이 필요한 것으로 확인할 수 있었다. 이는 목분의 입자크기에 따라 지필 구조가 다르게 형성되고 이러한 구조의 변화는 건조 공정에서 건조효율에 큰 영향을 미치는 것을 나타내는 것이다. 실제 목분의 첨가에 따른 지필구조의 벌크화는 건조 공정에서도 건조에너지 효율 향상 효과를 가져오는 것으로 판단된다.
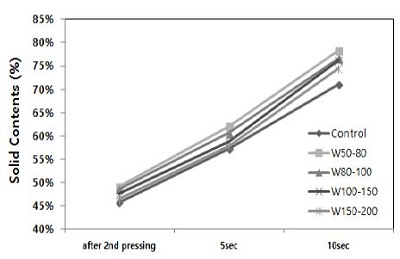
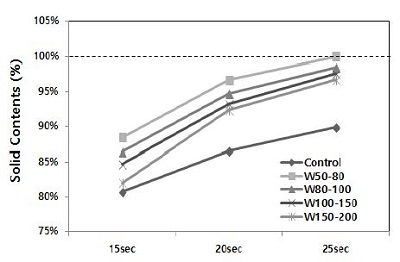
건조공정 구간별로 지필의 건조효율을 Figs. 10과 11에 나타내었다. Fig. 10에서는 볼 수 있듯이 초기 건조 구간인 0-10초간의 건조 시에는 고형분 약 45-80% 범위까지 수분의 건조가 모든 조건에서 유사하게 진행되는 것을 볼 수 있었다. 그러나 그 이후 잔여 결합수가 건조되는 구간인 15-25초 건조구간에서는 수분의 증발속도가 목분의 첨가 등에 의해 크게 차이가 나는 것을 확인할 수 있었다(Fig. 11). 이는 건조공정이 진행되면서 목분 미첨가 지필의 경우 수소결합에 의해 지필구조가 수축되어 공극성이 저하되나, 목분 첨가분의 경우에는 첨가된 목분이 지필 구조를 벌크 상태로 유지시킴에 따라 상대적으로 잔존하는 결합수의 건조속도가 높기 때문인 것으로 판단되었다.
4. 결 론
본 연구에서는 OCC 지료 기반 산업용지 생산공정에서 생산에너지 효율 증대를 위한 방안으로 벌크향상제 효과를 가져오는 목분의 적용 특성에 대하여 알아보았다. 목분을 크기별로 분획하여 목분 입자 크기에 따른 탈수효율과 건조 공정에서의 건조 효율에 대하여 비교 분석하고 종이특성변화를 평가하였다. 첨가되는 목분 입자의 크기가 클수록 지필의 벌크 향상과 탈수성 및 건조효율 증가가 높게 나타나는 것을 확인 할 수 있었다. 상대적으로 인장강도는 저하되는 특성을 나타내었다. 압착탈수 공정 후 습지의 시간별 건조효율 평가를 실시한 결과 목분의 첨가에 의한 지필의 벌크특성 향상은 건조효율의 증가를 가져오는 것을 확인할 수 있었다. 특히, 건조구간별 비교를 실시하였을 때 실제 건조효율 증가는 습지의 고형분이 80% 이상인 구간에서 뚜렷하게 발생되는 것을 확인 할 수 있었다. 이러한 결과를 통하여 목분 첨가에 의한 탈수도 증가효율과 함께 실질적인 건조효율 증가에 대한 영향을 확인할 수 있었고, 향후 다양한 지료조건에 의한 건조효율 평가를 통하여 공정에너지 절감을 위한 산업용지의 건조공정 최적화 기반자료를 확보할 수 있을 것으로 판단되었다.
