

1. 서 론
최근 들어 제지산업은 종이제품의 다양한 용도개발, 신제품 개발, 품질 향상, 생산효율 향상, 원가절감 등을 위해 노력하고 있다. IT 산업의 발전에 따라 종이류뿐만 아니라 전자제품을 통해 정보가 전달되고, 플라스틱, 스티로폼, 유리 등 다양한 재질이 개발되어 포장용도로 사용되고 있어 위기감을 느끼고 있다. 이러한 환경에서 제지업계가 경쟁력을 가지려면 원가를 절감시키면서, 품질을 향상시키고, 생산 공정을 효율적으로 관리하고, 신제품을 개발하기 위해서, 종이제품의 특성을 분석하는 기존의 방법을 사용하거나, 새로운 측정방법을 개발하여 사용해야 한다. 특히 종이의 표면특성 분석방법은 인쇄, 필기, 포장, 위생 등 다양한 분야의 최종 용도에 적합한지 판단하기 위해 매우 중요하다.
지금까지 유클리드 기하학을 사용하여 물체의 특성을 표현하여 제한적이었기 때문에, 프랙탈 기하학1-7)을 사용한다면 지금까지 정의하지 못한 특성들을 나타낼 수 있으며, 매우 복잡한 물체의 특성도 프랙탈 기하학적 특성을 가진다는 것을 발견하였다. 프랙탈 이론은 매우 복잡한 자연 현상도 일정한 패턴이 존재한다는 것으로부터 시작하였다. 즉 물체의 부분과 전체가 자기 유사성에 의해서 같은 모양을 가진다고 한다. 이런 관점의 프랙탈 기하학은 자연에 존재하는 물체의 특성을 분석하는데 매우 유용하다. 표면특성 중 평활도와 지합이 중요하며, 이와 관련하여 프랙탈 기하학을 종이의 표면특성 분석에 적용하고자 하는 연구가 시작되고 있다.8)
물체는 점, 선, 면적, 부피를 가지고 있다고 볼 때 이는 각각 0, 1, 2, 3차원이다. 그러나 종이 두께 단면에서의 울퉁불퉁함은 연속적인 불규칙적인 곡선이므로 차원으로 볼 때 1보다 클 것으로 판단된다. 프랙탈 기하학적 원리로 분석하면 fractal dimension값이 1-2 사이 값이 나올 것으로 예상된다.
섬유의 특성은 수종 또는 비목질계 원료에 따라 다르며, 목재섬유를 대체하여 비목질계 섬유를 사용하면 비교적 가격이 저렴하기 때문에 원가를 절감할 수 있다. 비목질계 섬유로는 볏짚, 대나무, kenaf, bagasse 등이 있다. 그 중 다년생 벼과 식물인 bagasse 펄프는 생산량이 많아 안정적 공급이 예상되고 백색도도 높은 편이다. Bagasse 펄프는 섬유장이 비교적 짧아 활엽수 표백 크라프트 펄프(Hw-BKP)를 대체할 수도 있을 것으로 판단되었다.9-17)
따라서 본 연구는 수초지의 평활도, 지합과 프랙탈차원을 분석하였다. 이를 위해 펄프의 종류로는 침엽수 표백 크라프트 펄프(Sw-BKP)와 Hw-BKP, 비목질계 섬유로 시중에서 구입할 수 있는 bagasse 소다 펄프를 사용하여 배합비를 변화시키고, 고해방법은 혼합고해와 분리고해를 실시하여 수초지의 평활도, 지합과 프랙탈 차원을 분석하였다.
2. 재료 및 방법
2.2 실험 방법
2.2.2 고해 방법과 펄프 배합비
분리고해는 Sw-BKP와 Hw-BKP, bagasse 소다 pulp 각각에 대해 실험실용 Valley beater로, 고해 하중 5.6 kgf 조건에서 여수도 100 mL C.S.F. 간격으로 200 mL C.S.F.까지 고해하였다. 여수도는 Canadian standard freeness tester로 측정하였다. 분리고해 후 펄프의 배합비는 Table 2와 같았다.17)
Table 2.
Conditions of mixing ratios for the separated and mixed refining
| Refining | Sw-BKP | Hw-BKP | Bagasse pulp |
|---|---|---|---|
| Mixed | 30% (108 g) | 70% (252 g) | 0% (0 g) |
| 60% (224 g) | 10% (36 g) | ||
| 50% (180 g) | 20% (72 g) | ||
| 40% (156 g) | 30% (96 g) |
혼합고해는 Sw-BKP와 Hw-BKP, bagasse 소다 pulp를 Table 2와 같이 일정 비율로 혼합한 후 실험실용 Valley beater로, 고해 하중 5.6 kgf에서 여수도 100 mL C.S.F. 간격으로 200 mL C.S.F.까지 고해를 실시하였으며, 여수도를 측정하였다.
2.2.4 수초지 물성 분석
투기도는 TAPPI standard T 460 om-02에 따라 L&W Gurley densometer (Lorentzen & Wettre, Sweden)로 측정하였다. 평활도는 TAPPI 538 om-88에 따라 평활도 측정기(DIGI·BEKK Smoothness tester, D·282401800, Toyoseiki)로 측정하였다. 거칠음도는 ISO 097 OSD method에 따라 거칠음도 측정기(Opti topo, Lorentzen & Wettre)로 종이 표면에 빛을 조사하여 생긴 그림자를 분석하는 방법으로 측정하였다. 지합은 TAPPI standard T 205에 따라 지합 측정기(2D FSensor - Lab formation sensor, Techpap Inc, France)로 측정하였다.
2.2.5 수초지 표면특성의 프랙탈 차원 계산
JIS 2001 method에 따라 금속조도측정기(Surfcorder SE500)를 이용하여 표면특성을 그래프로 인쇄하여, 스캔하고 ‘그림판’ 프로그램을 이용하여 각 데이터의 x, y좌표를 구하였다. 이를 ‘SAS JMP’ 프로그램에서 ‘Variogram’을 이용하여 로그값을 구한 후 그래프를 작성하고 데이터 점들의 추세선을 긋고 그 기울기로 프랙탈 차원 값을 계산하였다. Variogram 방법은 표면의 다른 위치에 있는 점들의 자기 상관관계(autocorrelation)를 계산하는 정량적인 통계방법18)이다.
Variogram은 다음 식에 의하여 결정된다.
여기서, Vk = Variogram at lag k
위 식 [1]에서 lag는 표면에 있는 두 점 사이의 거리를 가리킨다. 따라서 lag K는 두 점 사이의 거리가 K인 것을 의미한다.
Variogram과 lag의 로그값을 구한 후 그래프를 그리고, 데이터 점들의 추세선을 긋고, 그 기울기(slope)로 프랙탈 차원 값을 다음 식 [2]를 사용하여 계산하였다.
위 식 [2]에서 기울기가 2이면 FD=1, 즉 직선을 가리키어, 이는 표면 윤곽이 완전히 평편함을 가리킨다. 따라서 표면 윤곽은 FD 값이 1과 2 사이를 갖게 됨을 알 수 있다.
3. 결과 및 고찰
3.1 혼합고해와 분리고해 후의 섬유 특성
고해방법에 따른 섬유의 특성 즉 섬유장, 섬유폭과 미세분 함량을 Table 317)에 나타냈다. 일반적으로 ba-gasse 소다 pulp는 목재섬유보다 섬유장이 짧고, 미세분 함량이 높았다. 혼합고해 시에 고해를 증가시킬 때 섬유장이 짧아지고, 섬유폭이 증가하며, 미세분 함량이 증가하였다. Bagasse 소다 pulp 함량이 30%로 증가하면서 미세분 함량의 증가가 점차 뚜렷해졌다. 그러나 분리고해 시에 고해를 증가시킬 때 섬유장과 섬유 폭에는 미치는 영향이 비교적 적었지만, 미세분의 함량은 상당히 증가하였다.
Table 3.
Fiber properties depending on refining method
3.2 혼합고해, 분리고해 후의 투기도
펄프 혼합비율의 변화와 혼합고해와 분리고해 후의 투기도를 Fig. 1에 나타냈다. Fig. 1에서 투기도는 공기가 투과하는 데 걸리는 시간(s.)을 나타낸다. 따라서 걸리는 시간이 길면 낮은 투기도를 뜻한다.
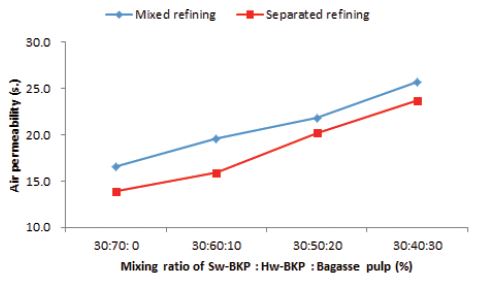
동일한 펄프 혼합비인 경우, 혼합고해의 경우 분리고해보다 투기도가 낮음을 보여 주고 있다. 이는 bagasse 소다 pulp가 Hw-BKP에 비하여 미세분 함량이 높아 수초지의 공극을 메꿔 더 치밀한 구조를 만들었기 때문이라고 판단된다.
3.3 혼합고해, 분리고해 후의 평활도
혼합고해(A)와 분리고해(B)로 분류하여 펄프 혼합비율에 따른 수초지의 평활도를 Fig. 2에 나타냈다.
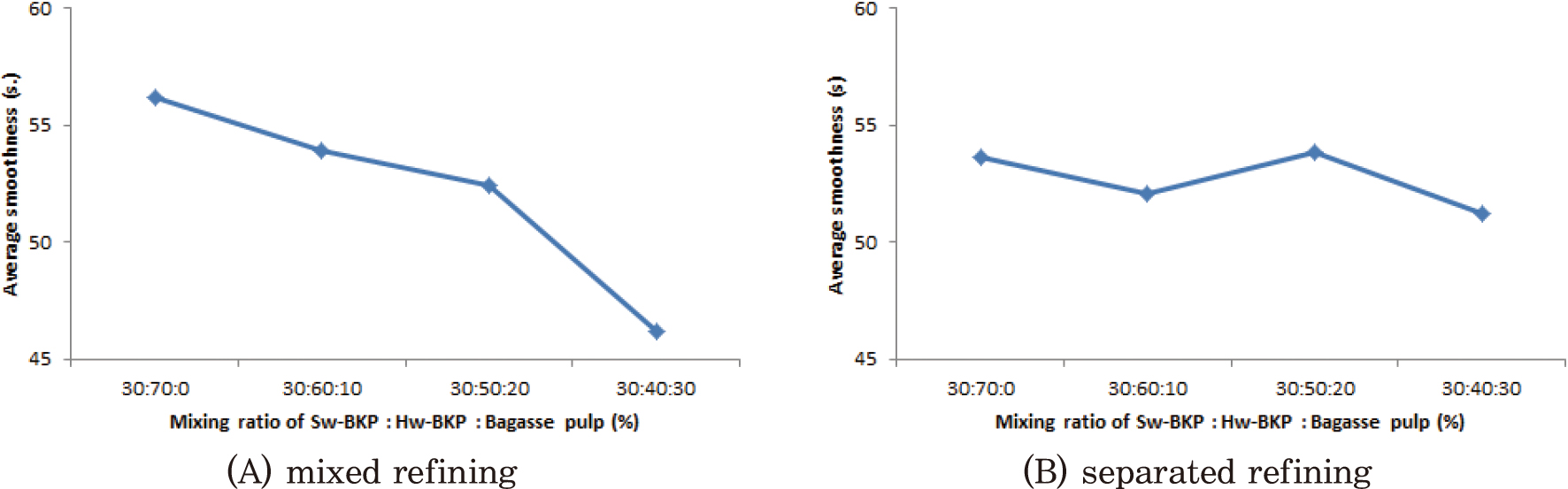
그래프에서 보는 바와 같이 혼합고해 시에 bagasse 소다 pulp의 혼합비율이 증가할수록 평활도가 감소하였다. 이는 bagasse 소다 pulp 혼합비율이 증가하면서 목재펄프만 있을 때보다 섬유간 결합이 약하고 거친 미세분 함량이 증가하여 나타난 결과라고 판단되었다. 그러나 분리고해 시에는 경향이 뚜렷하지 않았다.
3.4 혼합고해, 분리고해 후의 거칠음도의 변화
혼합고해 시에 펄프 혼합비율에 따른 수초지의 거칠음도와 오목한 부분(crater)과 볼록한 부분(hill)의 높이 분포를 Fig. 3에 나타냈다.
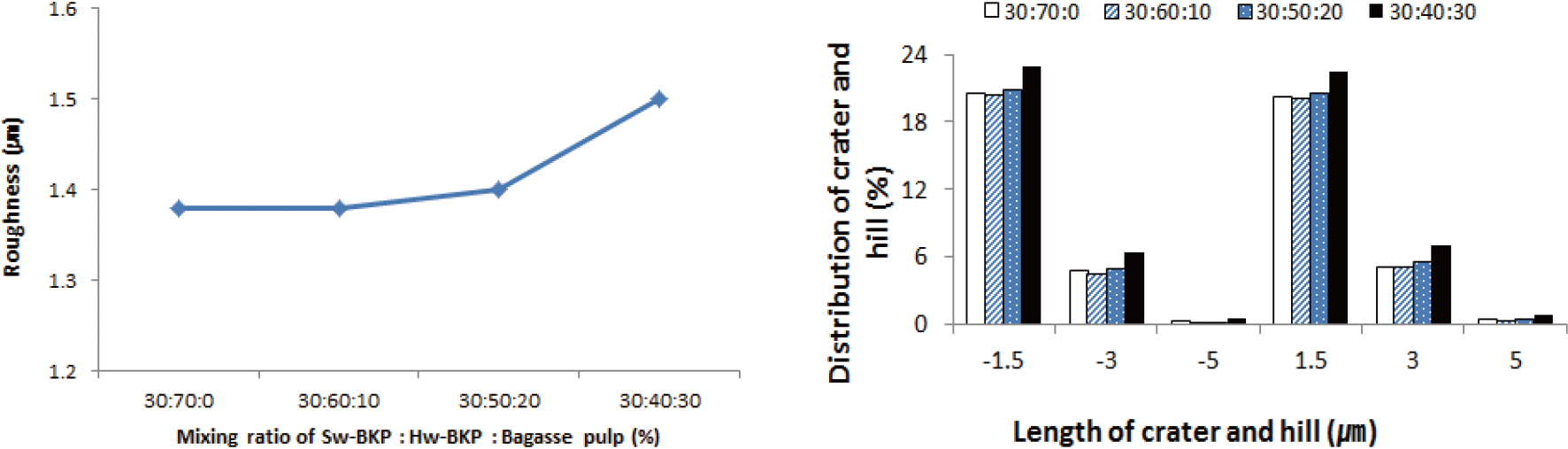
Bagasse 소다 pulp의 투입량이 증가할수록 거칠음도가 증가하였고, 오목한 부분과 볼록한 부분의 높이가 증가하는 경향을 보였다. 이러한 현상은 비목질계펄프인 bagasse 소다 pulp가 혼합되었을 때 목재펄프만 있을 때보다 섬유간 결합력이 약하고 거칠어 나타난 결과라고 판단되었다.
분리고해 시에 펄프 혼합비율에 따른 수초지의 거칠음도와 오목한 부분과 볼록한 부분의 높이 분포를 Fig. 4에 나타냈다.
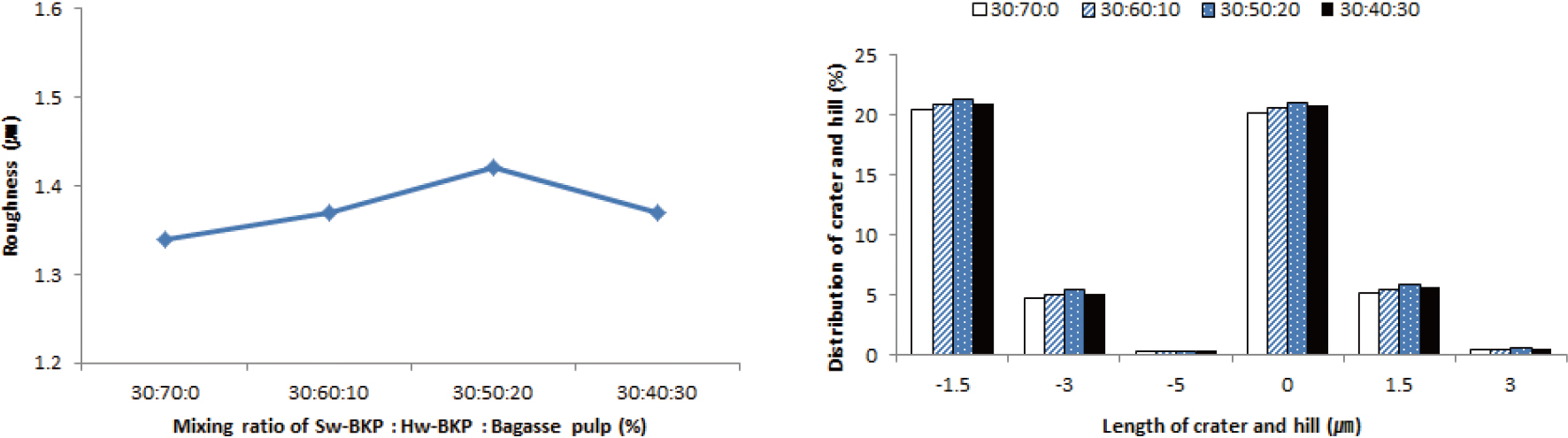
Fig. 4.
Smoothness and length of crater and hill depending on mixing ratio of pulp by separated refining.
분리고해 시에 bagasse 소다 pulp의 투입량이 증가할수록 거칠음도가 증가하다가 감소하였고, 오목한 부분과 볼록한 부분의 높이도 증가하다가 감소하는 경향을 보였다. 그러나 이러한 현상은 혼합고해 시보다 변화가 작았다. 분리고해 시에 각각의 펄프가 고해에 대하여 반응이 평준화됨으로써 거칠음도와 오목한 부분과 볼록한 부분의 높이 변화가 평준화되었기 때문으로 판단되었다.
3.5 혼합고해, 분리고해 후의 지합의 변화
펄프 혼합비율과 고해방법 즉 분리고해와 혼합고해에 따른 지합을 Fig. 5에 나타냈다. Fig. 5의 NUI는 미세한 지역적 평량분포의 편차를 나타냄으로 NUI값이 클수록 지합이 나쁘다는 뜻이다. Bagasse 소다 pulp의 비율이 높아짐에 따라서 NUI값이 커져서 지합이 나빠지는 것을 확인할 수 있었다.
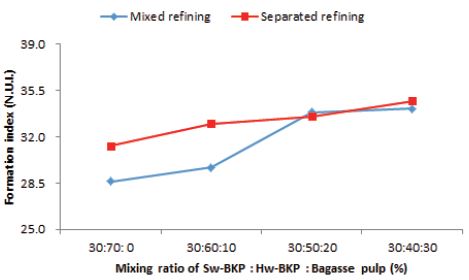
이는 bagasse 소다 pulp가 목재펄프보다 섬유간 결합력이 약하여 지합이 악화되어 나타난 결과라고 판단됐다. Bagasse 소다 pulp의 섬유형태 자체가 지합을 악화시키는 것으로 판단됐다. 또한 혼합고해가 분리고해보다 지합이 좋은 이유는, 혼합고해에서 주로 지합을 악화시킬 수 있는 장섬유인 침엽수펄프에서 더 많은 고해작용이 선택적으로 일어나 종이의 지합이 향상되는 것으로 판단됐다.
또한 bagasse 소다 pulp의 함량이 20%까지는 혼합고해가 분리고해보다 지합이 좋으나 30%의 경우에는 그 차이가 뚜렷하지 않음을 보여 주었다. 이는 20%의 경우 혼합고해에서 주로 지합을 악화시킬 수 있는 장섬유인 침엽수펄프에서 더 많은 고해작용이 선택적으로 일어나 종이의 지합이 향상되나, 30%의 경우, 그 영향이 감소되는 것으로 판단됐다.
지합은 분리 고해와 혼합고해를 했을 때, bagasse 소다 pulp의 비율이 높아짐에 따라서 NUI값이 높아지고 지합이 악화되는 것을 확인할 수 있었다. 분리고해보다 혼합고해 후의 지합이 좋은 이유는, 지합을 악화시킬 수 있는 장섬유인 침엽수에 더 많은 고해작용이 일어나 bagasse 소다 pulp 함량이 적을 때는 종이의 지합이 뚜렷하게 향상되나, 이러한 경향은 bagasse 소다 pulp 함량이 증가할수록 줄어드는 것으로 판단됐다.
3.6 혼합고해, 분리고해 후의 프랙탈 차원
두 종류의 펄프 즉 Sw-BKP와 Hw-BKP를 30%와 70% 비율로 혼합고해한 종이표면의 거칠음도를 금속조도측정기로 측정한 결과를 Fig. 6에 나타냈다. 이 그래프로부터 x, y좌표값을 얻어 SAS JMP 프로그램에 대입하여 식 (1), (2)를 이용하여 Variogram을 통해 구한 데이터를 Fig. 8에 나타냈다.
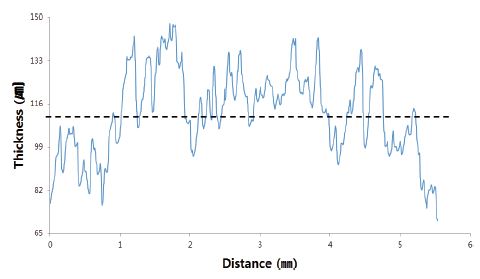
Fig. 6.
Local thickness distribution of handsheet at 5.6 mm distance of mixing ratio of Sw-BKP and Hw-BKP as 30% and 70% and mixed refining.
Fig. 6은 x축으로 볼 때 5.6 mm 거리에서의 수초지 표면의 울퉁불퉁한 거칠음도를 y축에 나타냈다. 수평으로 나타낸 점선은 수초지의 평균 두께로 112.7 μm였고, 최대로 두꺼운 부분은 평균 두께보다 35.0 μm만큼 두꺼웠고, 최고로 얇은 부분은 평균 두께보다 42.7 μm만큼 얇았다. Fig. 6에서는 수초지의 높이가 매우 불규칙하게 울퉁불퉁함을 매우 자세하게 볼 수 있었다.
Fig. 7의 x축에는 임의의 거리간격인 Lag K를, y축에는 임의의 거리간격(Lag K)만큼 떨어져 있는 물성 값 즉 울퉁불퉁한 높이 값의 변동도인 Variogram의 log 값을 취하여 표시하였다. Fig. 7과 같이 분석한 결과 2개의 부분, 즉 직선 부분과 곡선 부분의 프랙탈 차원을 구할 수 있었다. 직선 부분의 프랙탈 차원은 낮은 값이므로 거시적 거칠음 즉 macroscale roughness를 뜻하고, 곡선 부분의 프랙탈 차원은 높은 값을 갖기 때문에 미시적 거칠음 즉 microscale roughness를 뜻한다고 판단되었다. Fig. 7의 곡선 부분의 마지막 부분에서 볼 수 있는 불규칙한 부분은 분석 장비의 해상도(resolution) 등에 따른 노이즈라고 판단되었다.
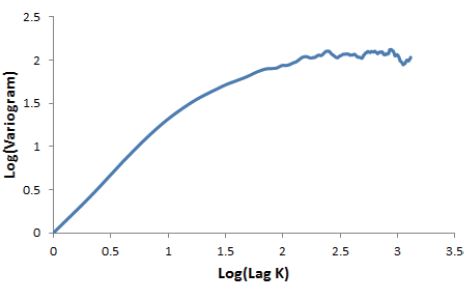
Fig. 7.
Bivariate fit of log(Variogram) by log(Lag K) of handsheet local thickness at 5.6 mm distance of mixing ratio of Sw-BKP and Hw-BKP as 30% and 70% and mixed refining.
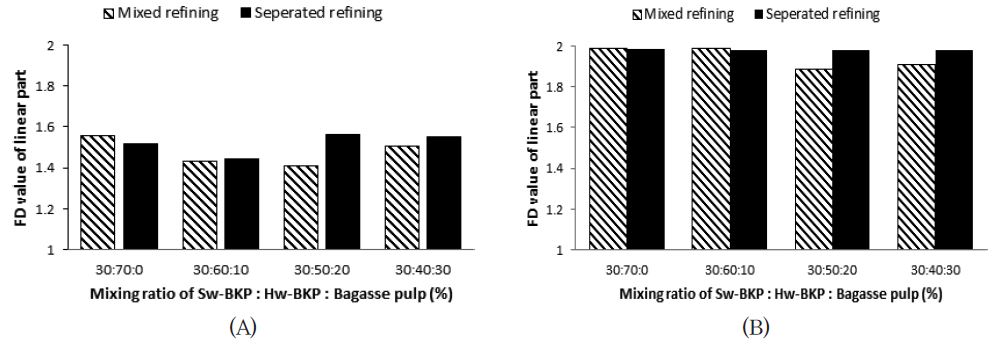
Sw-BKP, Hw-BKP와 bagasse 소다 pulp 배합비를 변화시키고, 분리고해와 혼합고해 한 후, 수초지의 프랙탈 차원을 위와 같은 방법으로 분석하고 그 결과를 Table 4에 수치로 나타내고 Fig. 8에 프랙탈 차원의 변화 경향을 그래프로 나타냈다. 직선 부분과 곡선 부분의 프랙탈 차원을 Fig. 8의 (A)와 (B)에 나타냈다. Fig. 8 (B)는 거의 유사하여 특별한 경향을 볼 수 없었다. 그러나 Fig. 8 (A)는 일정한 경향을 나타냈고, bagasse 소다 pulp을 배합비율이 10, 20, 30%로 증가할 때 프랙탈 차원이 증가하는 경향을 나타냈다. 이는 Fig. 3에서 표면의 거칠음도가 증가하는 경향과 일치하였다. 프랙탈 차원이 증가한다는 것은 표면 거칠음이 증가한다는 것을 의미하는 것으로 이해되었다. 프랙탈 차원과 펄프 배합비 간의 상관관계가 뚜렷한 경향을 보이지 않았지만, 좀 더 깊이 연구한다면 종이 표면의 거칠음도를 프랙탈 차원으로 분석할 수 있고, 더 나아가 펄프의 배합비도 분석할 수 있을 것으로 판단되었다.
Table 4.
Fractal dimension of linear and non-linear parts depending on pulp mixing ratio and refining method (Mixing ratio = Sw-BKP:Hw-BKP:Bagasse pulp (%))
차후에는 다양한 지종의 최종용도에 적합한 물성을 구현하기 위해, 펄프배합 비율을 변화시켜 종이 표면의 특성을 분석하고 다양한 종이의 특성과 프랙탈 차원의 관계를 분석할 필요가 있다. 종이의 여러 특성을 측정하고, 프랙탈 차원을 세부적으로 분석해서 상호 관계를 분석하고, 지류제품의 품질 향상, 생산 공정 효율증대를 위해서 유용한 도구로 활용할 수 있을 것으로 판단된다. 제지회사 현장에서 펄프 배합비를 변화시키면서, 생산된 종이 특성을 측정하고, 종이 특성 즉 평활도, 지합, 인쇄적성 등의 프랙탈 차원을 분석하면, 원하는 특성을 구현하기 위한 최적 펄프의 종류, 재생펄프 혼합비, 회분 혼합비 등을 찾아낼 수 있으리라 판단됐다.
4. 결 론
Sw-BKP, Hw-BKP, bagasse 소다 pulp를 분리고해와 혼합고해를 하고, 배합비를 변화시켰을 때, 수초지의 투기도, 평활도, 지합과 종이 표면의 거칠음도에 대한 프랙탈 차원을 분석하였다.
투기도는 분리 고해와 혼합고해를 했을 때, Hw-BKP 대신 bagasse 소다 pulp의 투입량이 증가함에 따라 투기도가 감소하였다.
평활도는 혼합고해 시에 Hw-BKP 대신 bagasse 소다 pulp의 혼합비율이 증가할수록 평활도가 감소하였다. 그러나 분리고해 시에는 경향이 뚜렷하지 않았다.
거칠음도는 혼합고해 시에 Hw-BKP 대신 bagasse 소다 pulp의 투입량이 증가할수록 거칠음도가 증가하였고, 오목한 부분과 볼록한 부분의 높이가 증가하는 경향을 보였다. 분리고해 시에 bagasse 소다 pulp의 투입량이 증가할수록 거칠음도가 증가하다가 감소하였고, 오목한 부분과 볼록한 부분의 높이도 증가하다가 감소하는 경향을 보였지만, 이러한 현상은 혼합고해 시보다 변화가 작았다.
지합은 분리 고해와 혼합고해를 했을 때, bagasse 소다 pulp의 비율이 높아짐에 따라서 NUI값이 높아지고 지합이 악화되는 것을 확인할 수 있었다. 분리고해보다 혼합고해 후의 지합이 좋은 이유는, 지합을 악화시킬 수 있는 장섬유인 침엽수펄프에 더 많은 고해작용이 일어나 종이의 지합이 향상되는 것으로 판단됐다.
측정한 수초지의 표면 거칠음 데이터로부터 프랙탈 차원을 계산할 수 있었다. Sw-BKP, Hw-BKP, bagasse 소다 pulp를 혼합한 수초지의 표면 거칠음 특성의 직선부분인 거시적 거칠음의 프랙탈 차원값은 1.415부터 1.564까지, 곡선 부분인 미시적 거칠음은 1.890부터 1.994까지 변화하였다. Bagasse 소다 pulp의 배합비율이 10, 20, 30%로 증가할 때 프랙탈 차원이 증가하는 경향을 나타냈다. 이는 표면의 거칠음도의 증가 경향과 일치하였다.
