

1. Introduction
Elemental chlorine free (ECF) bleaching technology apply ClO2 to instead of Cl2 gas in the process.1) It avoids the formation of organochlorine compounds and reduces the amount of effluent discharged, thereby widely adopted in industry.2) However, the rigid structure of lignocellulosic fiber3) and stable nature of lignin chains4) require high dosage of ClO2 during the bleaching process, which unavoidably causing equipment corrosion and reducing the physical properties of paper.5-7) Therefore, it would be helpful to develop a treatment technology loosening the lignocellulose fiber structure, facilitating the bleaching chemicals to access lignin compounds, and minimizing the impact on the fibers strength. So far, various approaches were investigated for fiber pretreatment such as enzyme, ionic liquid and ultrasonic treatment.8)
Ionic liquids (IL) are molten salts under mild conditions. These novel solvents have various merits, such as good solubility, non-volatile, chemical stable, recyclable and tunable.9) It has shown particular ability to disturb the H-bond network of the plant fiber. Imidazolium-based ILs were firstly reported to dissolve cellulose through their strong H-bond effect, among them [BMIM][Cl] presented good solubility.10) This dissolution endures a decrease in crystallization, and transformation from Cellulose I into Cellulose II.11)
Several studies have been done to investigate the effect of ILs with lignocellulosic fibers, and the results showing that ILs can enhancing the swelling,12) increasing surface area and improving physical strength of paper.13) On the other hand, ILs were also applied in the separation of lignocellulosic components. Imidazolium based ILs have been used on the production of high purity dissolved pulp.14,15) Moreover, [BMIM][Cl] was used to remove low molecular weight lignin compounds, from pulp in order to improves the bleaching performance.16) These literature studies indicated that ILs can be designed to lose the rigid plant fiber structure, modify cellulose structures and remove lignin compounds. Therefore, it could assist bleaching process and improve the physical properties of paper. However, current studies majorly focused on imidazolium-based ILs and limited to their commercial availability, which inhibited further applications. Recently it has been reported that [TEA][HSO4] IL has shown great power to dissolve lignin even at high water loading up to 20 wt%.17) In addition, this type of IL can be produced at low cost,18) which is ideal for plant fiber treatment. With these merits, [TEA][HSO4] might be suitable for the application in bleaching process.
Ultrasonic (Ul) treatment was considered as a suitable approach to loosen fiber structure.13) It has been reported being an efficient technique for hemicellulose extraction,19,20) fiber morphology modifcation21) and fibers properties enhancement. The WRV,22) drainability23,24) and accessibility22) of fiber have been improved after Ul treatment. Thereby, when applied along with IL treatment, Ul could enhance the IL treatment effect.13) It was reported that a combination of Ul and IL treatment improves surface areas of fiber and enhanced the physical strength of handsheets.25) However, the effect of Ul assisted IL treatment on bleachability of kraft pulp (KP) have not been investigated yet. In this work, IL and Ul pretreatment was applied under mild treatment conditions before the bleaching of eucalyptus KP. Their effect on bleaching performance was investigated by analyzing the fiber qualities and physical strength of handsheets.
2. Materials and Methods
2.1 Materials
Eucalyptus globules wood was obtained from Asia Symbol (Shandong) Pulp and Paper Co., Ltd. (China). It was air-dried and then cut into pieces in size of 3-4 cm. The kraft cooking of eucalyptus used following process conditions: available alkali 21%, sulfidity 25%, maximum cooking temperature 170℃, and cooking time 90 min at 170℃. And cooking liquor was filtrated and then kraft pulp sealed into polyethylene bag.
Chemicals used in this work including grade and source was listed as following:
1-butyl-3-methylimidazolium hydrogen sulfate ([BMIM][HSO4]) (analytically reagent (AR), 95%) was purchased from Shanghai Rhawn Chemical Co., Ltd. Triethylamine (AR, 99%) was purchased from Tianjin Fuyu Fine Chemical Co., Ltd. Anhydrous magnesium sulfate (AR, 99%) and sodium hydroxide (AR, 96%) were purchased from Tianjin Da Mao Chemical Co. Chlorine dioxide (AR, 1 vol%) was purchased from Shandong Dahua Special Environmental Engineering Co., Ltd. Hydrogen peroxide (AR, 30%) and sulfuric acid (AR, 98%) were purchased from Lai Yang Chemical Co., Ltd. Sodium sulfide (AR, 98%) was purchased from Tianjin Dingshengxin Chemical Industry Co., Ltd.Triethylammonium hydrogen sulfate ([TEA][HSO4]) was synthesized as described by Brandt et al.,17) where 5M H2SO4 aqueous solution were added stepwise into triethylamine in round-bottom flask under ice bath. The IL generated was dehydrated under rotary evaporation followed by Schlenk line at 70℃ for 24 h.
2.2 Ionic liquid and ultrasonic treatment
25 g oven dried KP was homogeneously mixed with or without the presence of 2.5 g IL, then water was added until to become pulp consistency of 10%. After that, the mixture was reacted in water bath, with or without 250 W ultrasonic treatment (KQ-250DV, Kun Shan Ultrasonic Instruments Co., Ltd.) for 60 min.
2.3 Bleaching
(O)AD0EOPD1 bleaching sequence was used, where treated KP was delignified with oxygen treatment (O):0.5 MPa oxygen, 3% Na2O, and 100 for 60 min. The treated pulp was rinsed with water and adjusted to 10% pulp consistency in polyethylene bag. Followed by AD0EOPD1 bleaching, with the optimized condition as following: (1) hot acid bleaching (A): pH 3.5-4.5, 85℃, 120 min; (2) chlorine dioxide bleaching (D0): ClO2 7 kg/t pulp, pH 2-3, 70℃, 30 min; (3) alkali extraction with oxygen and hydrogen peroxide (EOP): H2O2 12 kg/t pulp, MgSO4 6 kg/t, sodium hydroxide aqueous solution (5 wt%) was used for adjustment pH to 11-12, 90℃, 60 min, oxygen pressure 400 kPa; (4) chlorine dioxide bleaching (D1): ClO2 8 kg/t pulp, pH 3.5-4.5, 75℃, 120 min.
2.4 Characterization of pulps
Viscosity was determined according to the ISO 10650:1999 method, and degree of polymerization (DP) of pulp was calculated based on the pulp viscosity. The average degree of polymerization was calculated from the intrinsic viscosity (η) using the same manner in literature,26) which was shown in Eq. 1.
Pulp yield were calculated as the mass ratio of sample before and after bleaching. Kappa number was determined according to the ISO 302:2004 method. The mass ratio of samples before and after treatment were calculated as pulp yield. The water retention value (WRV) of fibers was determined according to the ISO 23714:2013 method. Fiber quality including weight mean length, weight mean width, and fines content was determined according to the ISO 16065:2007 method using a fiber quality analyzer (FQA-LDA02, OpTest Equipment Inc., Canada).
2.5 Characterization of the handsheets
Handsheets were prepared according to Chen et al.13) Treated pulp was dispersed with water and formed 80 g/m2 handsheets, then kept at the standard conditions of 23℃ and 50% humidity prior to testing. The tensile index, burst index, tear index, folding endurance and brightness of handsheets were measured according to the ISO methods 15754:2010, 2758:2014, 1974:2012, 5625:1997 and 2470:1999, respectively.
Changes in morphology of the fibers were analyzed by using a Regulus 8,220 FE-SEM (Hitachi High-Technologies Corporation, Japan) operated at 5 kV accelerating voltage, 2,000 times magnification.
The Fourier transformed infrared (FT-IR) spectra of the handsheets were recorded using a spectrophotometer (IR Irdison-21, Shimadzu, Japan), with resolution ratio of 4 cm-1, scanning speed 32 s-1 and scanning range of 4,000-500 cm-1.
The crystallinity of the pulp fiber was measured by X-ray diffraction (XRD D8-DVANCE Bruker, Germany). The measurements were conducted under the conditions of X-Ray 40 kW and 35 mA with the angle from 5 to 60°. The crystallinity was determined according to Segal et al.27)
3. Results and Discussion
3.1 Effect of IL and Ul treatment on the pulp properties
The oxidation of bleaching process destroyed the fiber structures and resulting in undesirable depolymerization. The degree of polymerization (DP) was determined basing on viscosity of pulp in this work, where the viscosity and DP of unbleached pulp was 619 mL/g and 884, respectively, and was dropped to 481 mL/g and 669 after bleaching. As can be seen in Table 1, both IL treatments slightly increased the DP of pulp, illustrating a protection of fibers during the process. In addition, both type IL treatment reduced the kappa number, indicating desirable lignin removal. Meanwhile, the yield of pulp and water retention value (WRV) remain unchanged.
Table 1.
Effect of IL and Ul treatment on the pulp properties
Ultrasonic treatment also increased the pulp viscosity and DP, however reduced the yield. This could attribute to the mechanical breakage of Ul, resulting in a loss of low-DP fibers during bleaching process. This mechanical effect also contributed to fibrillation, which induced the improvement in WRV and helped with lignin removal. While, after Ul assisted IL treatment, the DP increased, and yield of pulp remain unchanged. This phenomenon, again, indicated the protection effect of IL during the bleaching process. The Ul treatment promoted the lignin removal effect of IL, as the kappa number reduced notably. Interestingly, the WRV of pulp reduced after Ul+IL treatment in comparison with that in control and Ul test, referring to a lower degradation of fiber as shown in viscosity data. This also pointed out an unexpected inhibition in fiber swelling and modification on microfiber structures. These results firstly identified a fiber protection effect of Ul assisted IL treatment during the bleaching, indicting it might be an ideal combination for bleaching process. It seems that lower WRV value of the Ul+IL treated pulp is due to the lower degradation of fiber i.e. difference of viscosity of pulp.
3.2 Effect of IL and Ul treatment on fiber structures
Although ILs were widely reported to dissolve lignocellulose, both type ILs tested in this work presented no visible effect on the fiber qualities in Table 2, except [TEA][HSO4] slightly increased the fiber width, and reduced the fines content and kink index, which could contribute to the enhancement of paper strength.28)
Table 2.
Effect of IL and Ul treatment on the fiber qualities
Ul treatment also presented minor effect on the fiber qualities, with slight increase in the fines content value and reduction in curl index, which indicated an improvement in fibrillation. According to Table 2, for the Ul assisted IL treatments, no notable change was found in fiber length, width and curl index, but the kink index of fibers decreased by 4%, which can improve the strength properties for paper.28) However, the combination of IL and Ul treatment notably reduced the fines content of pulp, especially in Ul assisted [TEA][HSO4] treatment process, where fines content decreased by 28%. This phenomenon could possibly be caused by the mechanical effect of ultrasonic treatment via modifying the surface of fiber, which improved the accessibility of IL. As a result, micro-fiber components were modified, and fines content reduced.
3.3 Effect of IL and Ul treatment on the physical properties of handsheets
It was reported that IL could break the hydrogen bond between cellulose and lignin, resulting in an improvement in brightness.16,17)Table 3 showed that IL treatment slightly improved the brightness of paper, but notably enhanced their physical strengths. The tensile index, burst index, tear index and folding endurance of fibers were all improved. The reason might be that aqueous IL solution partially dissolved and softened the surface of plant fiber cell wall.21) The modification of fibers via the swelling and fibrillation enhanced the interactions and crosslinks between fibers, therefore improved the physical strengths.29,30) The folding endurance increased from 115 to 273 in [BMIM][HSO4] treatment, and to 333 in [TEA][HSO4] treatment, which was about 3 times of the control samples. Similarly, [TEA][HSO4] treated samples presented a stronger tensile, burst and tear index. It was reported that [TEA][HSO4] aqueous solution promoted lignin removal,17) which contributed to the fibrillation and swelling. In addition, the removal of lignin also improved the flexibility of pulp fiber, which can contribute to the important of paper strength.
Table 3.
Effect of IL and Ul treatment on the properties of handsheets
Ul treatment also improved the tensile, tear and folding strength properties of paper, but presented lower reduction in burst strength. It provided the similar effect in beating process, assisting the loose of plant fiber.29) The modification on the surface of fiber improved the accessibility, thereby enhanced the physical strengths and brightness. Ul treatment mechanically broke the fiber and reduced the length of fiber, leading to a reduction in burst index. The combination of IL and Ul treatment notably improved the physical strength of paper. This phenomenon was also reported by Chen et al.13) where Ul improved the accessibility of IL. The swelling of fiber improved, and crosslinks enhanced, both of which improved the strength of paper via Ul and IL pretreatment.
3.4 Morphology of the handsheets
The morphology of fibers was shown in Fig. 1, where IL treatment changed the morphology of the fiber. Minor cracks were observed on the fiber wall surface after the [BMIM][HSO4] treatment (Fig. 1-b), Meanwhile [TEA][HSO4] provided more better separation influence, and a significant modification on fiber could be viewed in Fig. 1-c. Formation of adhesive microfibers on the pulp fiber surface were observed. This refers to the fact that the fines content value dropped after IL and Ul treatment, while the yield of pulp and water retention value remain unchanged. In addition, the viscosity of pulp have slightly increased via Ul+IL treatment. All these could possibly due to the formation of microfibers, which has more surface area and induces cross-links between fibers and resulting in an enhancement of paper strength.
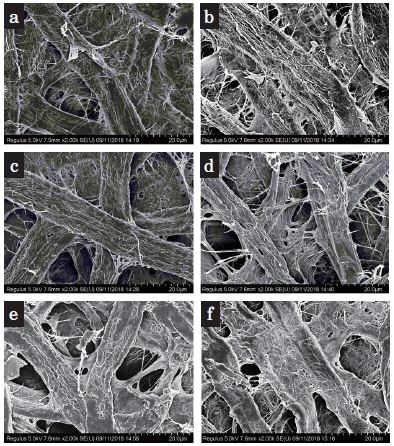
Fig. 1.
SEM images of the treated and untreated pulp. Note: (a) control, (b) [BMIM][HSO4], (c) [TEA][HSO4]; (d) Ul, (e) Ul+[BMIM][HSO4] and (f) Ul+[TEA][HSO4].
Fibers became more fibrillated with the assistance of Ul treatment. A sign of mechanical breakage was observed in Fig. 1-d. Applying Ul combined with IL treatment caused a notable modification on fiber surface. And the fibrillation notably improved, and more adhesive microfibers formed. The morphology of handsheets backed up with previous analysis, where ILs treatment changed the fiber surface, provided more cross-links. Especially in Fig. 1-f, with Ul assisted [TEA][HSO4] treatment, a lot of cross-links formed. In the Ul assisted IL approach, Ul treatment provided mechanical breakages, improved the accessibility of IL to fibers, thereby improved the IL treatment performance. Thus, Ul assisted IL treatment notably improved physical properties of paper.
3.5 Fourier transform infrared (FT-IR) analysis
Fourier transform infrared (FT-IR) spectroscopy of the treated pulp were shown in Fig. 2, where the treated pulp showed a similar spectrum, indicating no significant change in functional group of the pulp occurred during the treatment. The peak position and assignment bonds were listed as follows: the broad absorption band at 3,400 cm-1 was associated with H-bond OH groups on cellulose and lignin;16) the peak detected at 2,940 cm-1 indicated a symmetric C-H stretching vibration; the band at 2,850 cm-1 was attributed to the symmetric C-H stretching vibration; the band at 1,670-1,720 cm-1 was attributed to the -COO stretching vibration; the band at 1,506-1,596 cm-1 was attributed to the vibration of aromatic ring; the peak around 1,160 cm-1 was attributed to the C-O-C bending vibrations in cellulose, while the peak near 1,060 cm-1 was C-O-C stretching vibration.
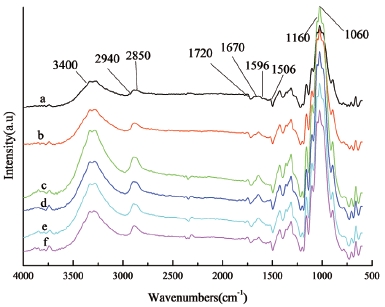
Fig. 2.
FT-IR spectra analysis of the treated and untreated sheet. Note: (a) control, (b) Ul, (c) [BMIM][HSO4], (d) Ul+[BMIM][HSO4], (e) [TEA][HSO4] and (f) Ul+[TEA][HSO4].
Compared to untreated pulp, the FT-IR spectra of treated pulp in Fig. 2 observed no new peak, which indicates no chemical change in the IL and Ul treatment process. It should be mention that, the intensity of H-bond peaks (3,400 cm-1)16) strengthened after Ul and IL treatments. The hydrogen bonds (3,000 cm-1 to 3,600 cm-1) in polymer was evaluated use the same manner as in literature,31) and the area of hydrogen bonds after aqueous Ul+IL treatment decreased to 17.62% (Ul+[TEA][HSO4]) and 17.59% (Ul+[BMIM][HSO4]), whereas the other functional groups in pulp were nearly unchanged. Breaking down the hydrogen bonds in lignin structure by Ul and IL treatments reduced the intermolecular forces.16) This may contribute to a better crosslink between fibers, improving the physical properties of handsheets. This is another evidence of this treatment has an effect on lignocellulosic fibers, which supports the previous SEM results.
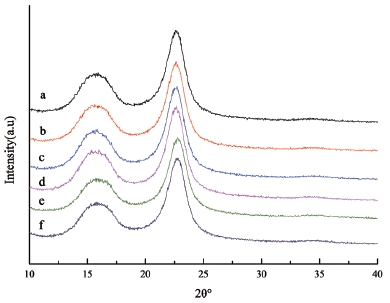
3.6 X-ray diffraction (XRD) analysis
As shown in Fig. 3, XRD results showed no new diffraction peak in addition to the enhancement of intensity. The crystallinity of cellulose I was calculated in this work. According to Table 4, the crystallinity of control samples is 43.7%. Both [BMIM][HSO4] and [TEA][HSO4] treatment improved the crystallinity of pulp. [TEA][HSO4] performed slightly better, improved to 46.7%. Ul treatment improved the crystallinity of fiber by 2.5-3.0%. Among all the treatments, [TEA][HSO4]+Ul treatment showed the highest crystallinity of 48.0%. Higher crystallinity degree indicates the IL and Ul treatment promoted the dissolution of amorphous region of fiber.21) [TEA][HSO4] could form strong hydroxyl bond with fiber,17) thereby disturbed the H-bond network in amorphous region. In addition, Ul mechanically loosened the fiber structure, improved the accessibility of ILs to the fibers.13) Thereby, the combination of Ul and IL treating technique contributed to the dissolving of amorphous region, increased the crystallinity, resulting in the improvement in physical strength of paper.
4. Conclusions
Combination of IL and Ul treatment had obvious influence on the bleachability of eucalyptus kraft pulp. ILs treatment protected fibers from depolymerization in the bleaching process by improving the viscosity. The Ul assisted IL treatment notably reduced the kappa number. Enhancement in physical strength of pulp was observed due to the significant decrease of the fines content of the pulp treated by combination of IL and Ul treatment. Fines content of the pulp treated by Ul and [TEA][HSO4] decreased by 28%, while the yield of pulp remains unchanged. The modification of micro-fibers resulted in a formation of adhesive microfibers, improved fiber crosslinks. The XRD and FT-IR analysis showed that the Ul assisted IL treatment disturbed the amorphous region of pulp fiber by increasing the crystallinity without any effect properties and chemical structure of pulp fibers. Thereby, the Ul assisted IL treatment technology has a promising application in pulping and papermaking industry for its high efficiency and environmental protection character.
