

1. 서 론
전 세계적으로 지구온난화 등 지구환경 보전이 더욱 중요한 이슈가 됨에 따라 기존 화석원료를 대체할 수 있는 탄소중립적인 바이오매스 자원으로의 관심도 더욱 높아지고 있다. 국내에서도 기후변화대응을 위하여 유럽 등의 선진국처럼 정책적으로 바이오매스 기반 연료의 사용을 유도하고 있어 바이오매스의 수요는 더욱 커지고 있고, 중국, 인도 등의 신흥개발국에서도 경제성장에 따른 다양한 목질 및 비목질 바이오매스 자원의 사용량이 증가하고 있는 상황이다. 그러나, 환경보호를 위한 천연림 보존 및 환경보존으로 인해, 추가적인 목질자원의 개발이 제한되는 등 전 세계적으로 목질 자원의 공급량은 한계에 달하고 있기 때문에 목질자원 등의 바이오매스 확보는 매우 시급한 실정이다.1,2) 늘어나는 바이오매스 수요에 대응하기 위한 바이오매스 대체 자원으로 동남아 지역 특히, 인도네시아와 말레이시아에서 주로 발생되는 오일팜 바이오매스가 많은 관심의 대상이 되고 있다.
오일팜은 다양한 용도로 활용되는 팜오일의 생산을 위하여 열대우림지역에서 주로 재배되는데, 팜오일 열매(Oil palm fruit) 전 세계 수확량은 2010년 약 2억 2천만톤에서 2013년에는 20% 증가한 2억 7천만톤으로 매년 지속적으로 증가하고 있다. 지역별로 인도네시아에서 1억 2천만톤, 말레이시아에서 약 1억만톤이 생산되었는데, 2010년 각각 약 9천 7백만톤, 8천 5백만톤에 비하여 꾸준히 그 생산량이 증가되고 있다.3) 특히 인도네시아의 경우 전체 국토 면적 중 오일팜 재배 면적은 4.7%(약 8.9백만 ha)로 한국의 국토 면적(9.9백만 ha)에 근접할 정도로 대규모로 오일팜이 재배되고 있는 상황이다.
오일팜 바이오매스는 오일팜의 재배 및 팜오일 생산시 부산물로 발생이 되는데, 1 ha에서 오일팜을 재배하는 경우 연간 약 5.5 톤의 팜오일이 되고 약 55톤의 바이오매스가 부산물로 발생되는 것으로 알려져 있다. 실제로 말레이시아의 팜오일 산업 총괄기관인 MPOB (Malaysia Palm Oil Board)에 의하면, 수확되는 팜오일 열매 FFB(Fresh Fruit Bunch)의 생산량은 연간 10.59 Dry weight Tonne/ha 로써 이중 오일팜 바이오매스 중 대표적인 부산물인 EFB(Empty Fruit Bunch)의 경우 약 2 Dry weight Tonne/ha가 발생하는 것으로 보고되었다. 이러한 EFB는 목질섬유와 섬유적 특성이 유사한 리그노셀룰로오스 자원으로서 연료로서의 활용이외에 소재로서 다양한 용도로 활용하기 위한 연구개발이 국내외에서 집중적으로 이루어지고 있으나4) 현재까지도 그 활용용도는 제한적인 상황이다.5,6) 오일팜 바이오매스의 활용용도를 넓히고, 고부가가치화를 이루기 위하여 오일팜 바이오매스의 발생량에 따른 기초조사,7) EFB 섬유의 전처리에 따른 영향 및 목분 대체를 위한 유기충전제로서의 사용8)을 위한 연구가 진행되었으나 더욱 다양한 용도로의 적용을 위한 연구개발이 요구되고 있는 실정이다.
대표적인 친환경 포장재료로 활용되고 있는 펄프몰드의 경우 국내에서는 주로 신문고지(ONP, Old Newspaper)나 골판지 고지(OCC, Old Corrugated Container)로 제조되고 있는데 ONP를 주 원료로 펄프몰드를 생산하는 경우 섬유장이 상대적으로 짧고 약하기 때문에 일정 이상의 충격에 견디지 못하여 완충특성이 좋지 못한 것으로 알려져 있다.9) OCC의 경우 ONP에 비하여 섬유가 길고 리그닌이 상대적으로 많아 펄프몰드의 기계적 특성과 수분저항성이 상대적으로 우수하게 나타나고 있는데, 펄프몰드의 제조에 있어서 원료의 특성과 배합조건 등은 제품의 품질을 결정하는 매우 중요한 요소라고 할 수 있다.
실제 펄프몰드의 품질개선 및 고급화를 위하여 적절한 원료의 적용을 통한 제품 품질 개선을 위하여 고지 배합에 따른 물성변화, 홍조류 섬유의 적용, 공정개선을 통한 탈수성 향상,10) 및 건조에너지 절감,11) 제품의 기능성 부여를 위한 펄프몰드용 코팅제 개발12,13,14,15) 및 정전기 방지 처리 등과 같은 다양한 연구개발이 진행된 바 있다. 현재 친환경 포장재로서의 활용 가치의 활용성 증대를 위하여 기존 원료의 다변화와 추가적인 다양한 기능성의 발현 등은 현재 펄프몰드 제품개발의 주요한 이슈라고 할 수 있으나 상대적으로 제조업체의 규모가 영세하고 관련 연구기반이 취약하여 실질적인 제품개발 등은 활발하게 이루어지지 않고 있는 실정이다.
본 연구에서는 기존의 펄프몰드 원료의 대체 원료로서 오일팜 EFB의 적용성을 평가하고 다양한 용도로의 활용도를 높이기 위한 방안들을 알아보았다. 특히, 기존의 OCC 또는 ONP 펄프 원료를 기반으로 하여 제조되는 펄프몰드에 EFB를 첨가하여 첨가량에 따른 펄프 몰드의 수분 특성 파악 및 이를 바탕으로 실제 활용이 가능한 EFB의 최적 원료배합비율을 도출하고자 하였다. 또한 제조된 EFB 첨가 펄프몰드에 표면개질처리를 통한 발수성능을 부여하여 기존 제품과의 차별화 및 고부가가치화를 이루고자 하였다. 그리고 코팅제의 종류에 따라 표면처리 된 펄프몰드에 수분흡수특성 평가, 접촉각 측정을 통한 표면화학성 평가를 통하여 발수성능을 측정 및 기존 사용되는 포장소재와의 발수성능 비교를 통한 포장소재로의 적용 가능성을 제시하고자 하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 펄프몰드
EFB 섬유를 적용한 다양한 특성의 펄프몰드를 제조하기 위하여 인도네시아 오일팜 조림지 내 CPO 공장에서 팜유추출 및 정제 후 사출되는 EFB 시료를 채취하여 본 실험에서 사용하였다. 초기 함수율은 약 50% 이상인 EFB를 기건상태로 자연 건조하여 함수율을 10% 이내로 건조시킨 후 보관하였고 실험에 적용하였다. 펄프몰드의 적용을 위하여 EFB를 이루고 있는 번들섬유를 건식 해섬처리하여 섬유화 하였고, 섬유화한 각 EFB 섬유를 밀링기로 처리하여 분쇄한 후 40-60mesh 크기로 분급하여 pH7-8의 조건에서 각 펄프몰드 시험편을 제조하였다.
실제 상업적인 펄프몰드의 제조에 적용되고 있는 OCC와 ONP를 D사로부터 공급받아 본 실험에서 펄프몰드의 제조를 위한 기반원료로 활용하였다.
2.2 실험방법
2.2.1 펄프몰드 제조
EFB의 적용성 평가 등을 위하여 실험실용 습식몰드 성형기를 적용하여 펄프몰드 시험편을 제조하였다. 펄프몰드 주원료로는 OCC와 ONP를 각각 Valley beater를 적용하여 약 20분간 해리한 고지섬유를 각각 활용하였다. 해리된 각각의 고지섬유를 평량 300±10 g/m2 의 조건으로 펄프몰드를 제조하였고, 이때 40~60mesh로 분급된 EFB를 각 무게비로 20%, 40%, 60%로 각각 첨가하여 펄프몰드를 제조하여 그 특성변화를 비교분석하였다. 본 실험에서 제조된 각 펄프몰드 시험편의 제조조건은 Table 1에 나타내었다.
2.2.2 펄프몰드 표면처리
일반적으로 펄프몰드의 경우 표면의 평활성이 낮고 거친표면을 가지고 있기 때문에 골판지 등의 지류포장재에서와 같은 코팅방식의 적용이 어려운 단점을 가지고 있다. 또한 주변환경의 온·습도의 영향을 최소화 및 수분에 대한 저항성을 증가시키는 방법으로 PVA 등의 고분자 물질을 이용하여 종이를 함침시키는 방법이 사용되고 있다.16)
따라서 본 실험에서는 코터의 적용대신 펄프몰드의 함침을 통한 표면개질을 적용하였다. 각각의 조건별로 제조된 펄프몰드를 가로 4 cm, 세로 4 cm의 크기로 재단하여 각 5% 농도의 코팅제에 2초간 함침처리하였다. 이후 코팅된 펄프몰드는 흡습지를 양면에 적용하여 10 kg 무게를 가지는 롤러로 압착하여 과도한 코팅제를 제거하였다. 이렇게 합침 처리된 펄프몰드는 200 ℃의 건조기에서 5분간 건조 시킨 후 24시간 항온항습(23±1℃, RH 50%)처리하여 그 품질특성을 평가하였다.
2.3 표면처리에 의한 펄프몰드 특성변화 평가
2.3.1 수분의 흡수속도 평가
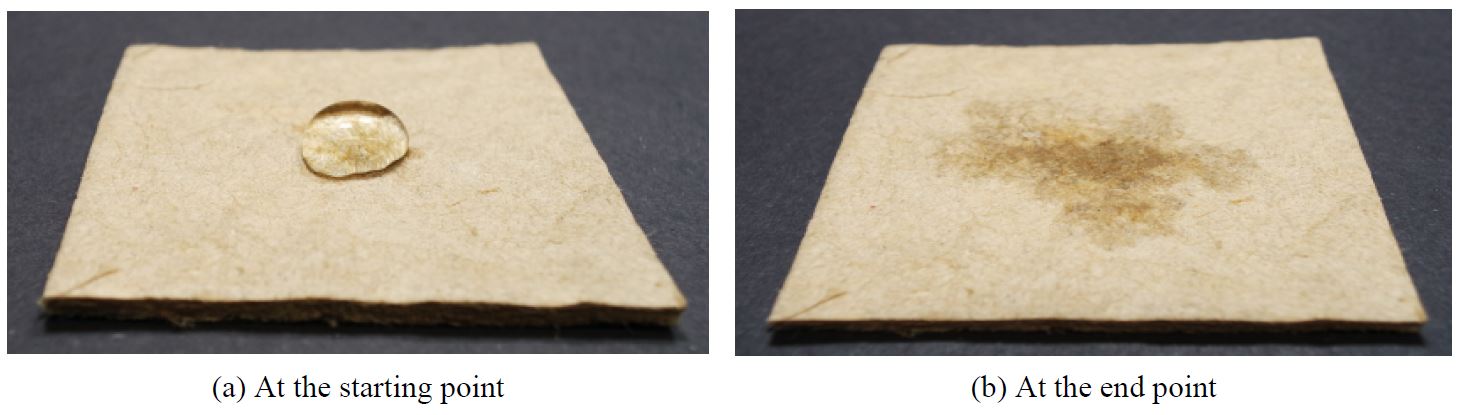
EFB 첨가 발수 코팅처리 된 펄프몰드의 발수성을 측정하기 위하여 액체의 흡수시간 측정을 통하여 발수성을 평가하고자 하였다. 본 평가방법은 Fig. 1에서 보이는 바와 같이 일정량의 물방울을 흡수하는 데 소요되는 시간을 측정하는 방법을 적용하였다. 물방울의 낙하 높이에 따른 펄프몰드 흡수시간의 변화 및 오차를 방지하기 위하여 펄프몰드의 표면에서 약 1 cm 이내에서 0.1 ml의 물방울을 낙하시켰으며, 낙하된 물방울이 흡수되어 액적의 접촉각이 0° 가 될 때까지의 시간을 측정하여 수분 흡수속도를 평가하였다.
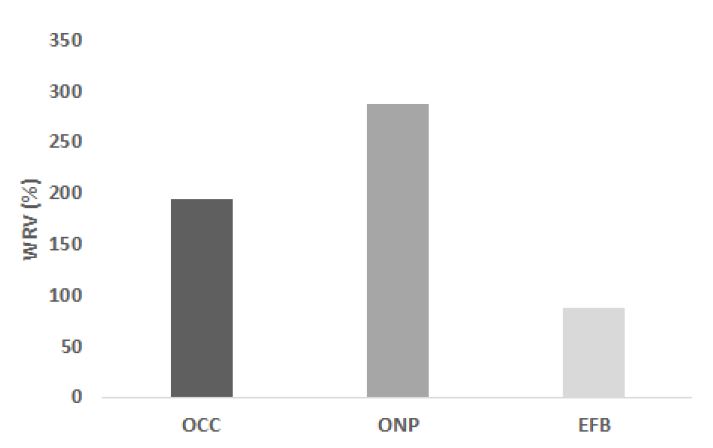
2.3.2 원료별 수분 흡수 특성 평가
펄프몰드 원료의 종류에 따라 수분 흡수 정도를 비교평가하기 위하여 원료의 섬유의 보수도(WRV, Water Retention Value)와 각 원료로 평량 150 g/m2의 수초지를 제조하여 수초지의 사이즈도(Cobb test) 평가하였다. 보수도는 일정시간동안 물에 침지시켜 포수시킨 후 TAPPI UM 256에 의거하여 시료의 WRV를 측정하여 평가하였는데, 이때 Crucible filter를 이용하여 침지된 시료를 21±3℃, 900G로 30분간 원심 분리 후 펄프의 무게(W1)를 측정 한 후 105℃에서 건조시켜 섬유의 전건무게(W2)를 다시 측정하여 Eq.1에 의해서 WRV (%)를 도출하였다.
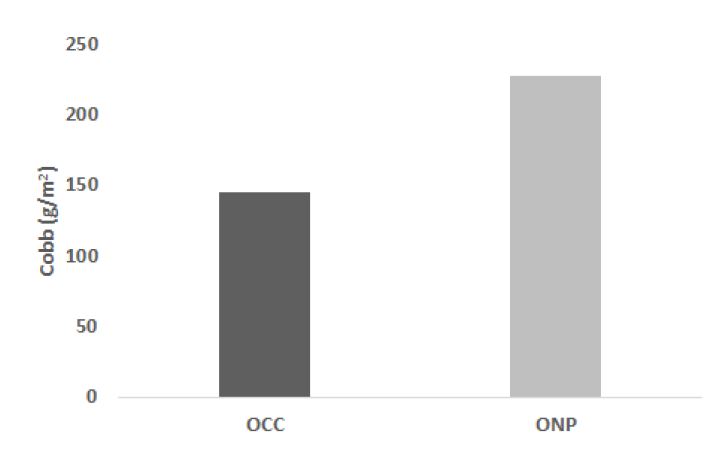
섬유의 흡수도를 평가하기 Cobb test를 실시하였는데, 표준 Cobb Tester기를 적용하여, 물기가 전혀 없는 고무 매트 위에 무게를 측정한 종이 시편(W3)을 놓고 그 위에 내부 면적100 cm2, 높이 25 mm, 두께 6 mm의 실린더를 이용, 증류수(20±1℃) 100 ml를 부은 후 기준 시간 이 후 종이무게를 측정(W4)함으로써 종이가 흡수한 액체의 양(g/m2)으로 흡수도를 평가하였다.
2.3.3 접촉각 측정을 통한 표면화학성 평가
EFB 첨가 발수 코팅처리된 펄프몰드의 접촉각을 측정하기 위하여 S사(Phoenix 150)의 접촉각 측정기(contact angle : 0-180± 0.1°, frame : 70 frame/sec, CCD Camera resolution : 640 x 480 pixels)를 이용하여 접촉각을 측정하였다. EFB의 첨가량 및 합침코팅제 종류에 따라 펄프몰드 표면접촉각의 변화를 측정하기 위하여 펄프몰드의 표면에 약 0.1±1 ml 의 물방울을 떨어뜨렸으며, 물방울이 떨어짐에 따른 출렁임을 줄이기 위하여 최대한 근접하여 평가를 실시하였다. 초당 70 frame의 측정조건에서 액적의 낙하 및 표면에 닿으면서 생기는 물방울의 출렁임이 사라진 후 물방울의 접촉각을 측정하여 평가하였다.
3. 결과 및 고찰
3.1 EFB 첨가량에 따른 영향평가
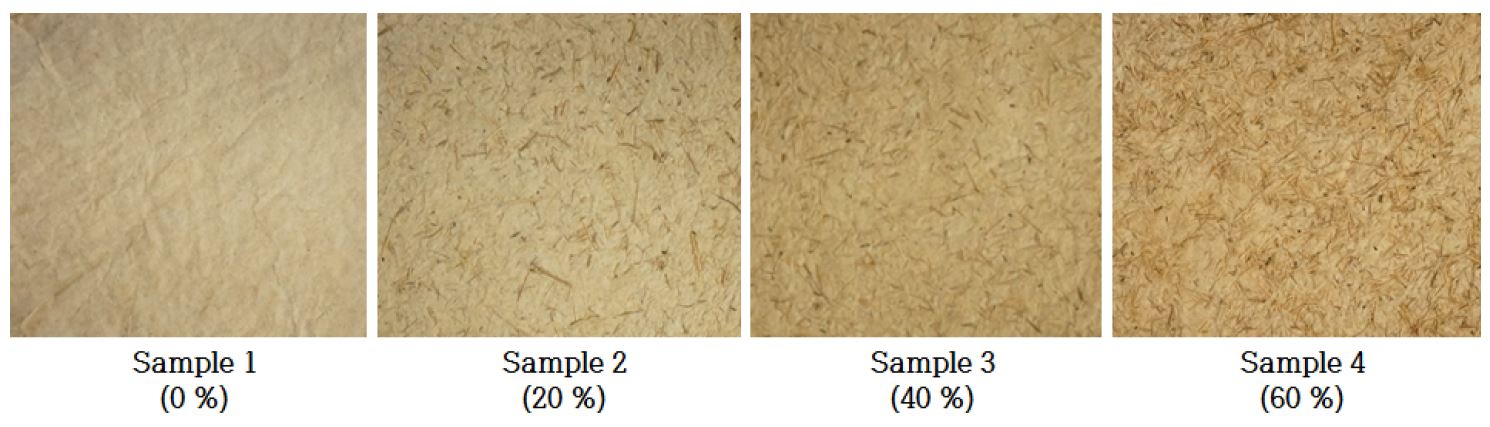
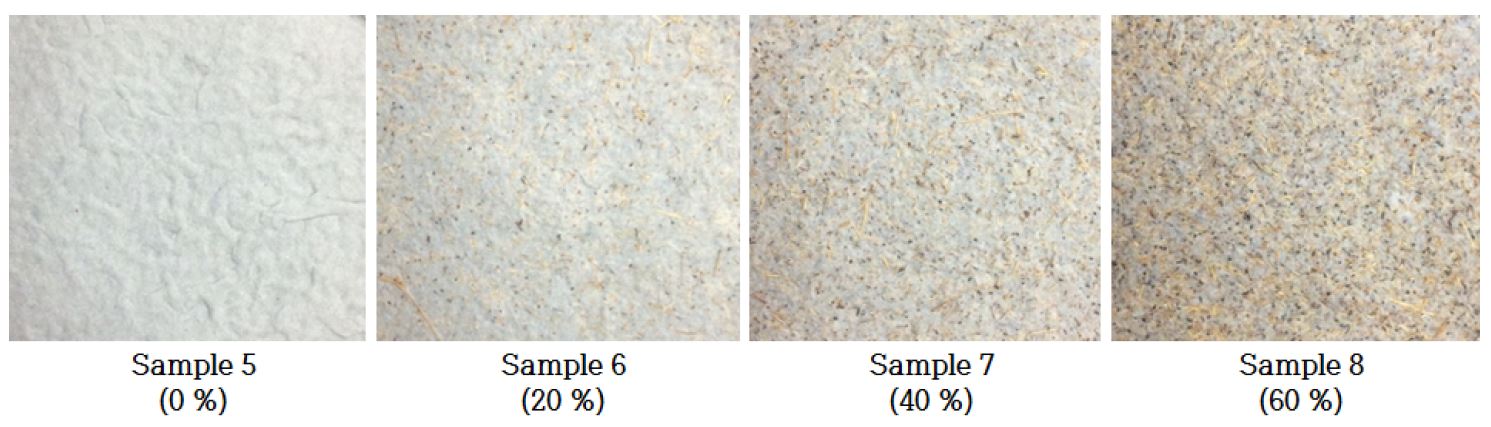
OCC 및 ONP를 주원료로 하여 EFB 섬유분 첨가량을 20%, 40%, 60%로 증가시키면서 펄프몰드 시료를 제조한 후 제조된 펄프몰드의 표면특성을 비교분석 하였다. EFB 첨가량이 60%에서도 펄프몰드 자체의 제조가 원활하게 이루어짐에 따라 그 특성을 비교평가하는 것이 가능하였지만, OCC 및 ONP 각각의 경우에서 모두 EFB의 첨가량이 증가할수록 표면의 거칠기가 증가하고 표면의 색상도 짙은 갈색을 나타내는 것을 확인할 수 있었다(Fig. 3, 4, Table 2).
3.2 표면처리에 따른 수분의 흡수특성 평가
OCC 및 ONP, EFB 원료별 수분흡수특성을 보수도와 Cobb test를 통해 비교분석 하였다. Fig. 5에서 나타난 바와 같이 보수도 비교 결과 ONP의 수분 흡수 특성이 가장 높은 것을 확인하였다. 표백펄프 등을 기반으로 제조된 신문고지를 주원료로 이루어진 ONP가 상대적으로 표면사이징 처리가 많이 되어 있고 미표백펄프를 기반으로 되어 있는 골판지고지를 주원료로 이루어진 OCC 등에 비해 상대적으로 보수성이 우수한 것으로 판단된다. EFB의 경우 가장 낮은 수분 흡수 특성을 보였는데, 식물이 가지는 섬유의 소수성17) 및 공정특성상 표면에 잔류하는 오일의 영향으로 판단하였다.
3.3 표면처리에 따른 수분의 흡수특성 평가
표면처리 및 EFB 첨가량에 따른 펄프몰드 수분흡수특성 변화를 알아보기 위하여 액체의 흡수특성을 비교 평가하였다. OCC, ONP를 기반으로 하여 EFB 첨가량을 20, 40, 60 %로 각각 달리하여 펄프몰드를 제조한 후 PVA 함침처리를 실시하여 각각의 시료에서의 수분 흡수특성 비교평가 하였다. Fig. 7, 8은 각각의 시료에서 일정량의 수분을 흡수하는 속도를 나타내고 있는데 OCC를 원료로 제조된 펄프몰드에 비해서 ONP 펄프몰드의 수분흡수속도가 월등히 높게 나타나는 것을 알 수 있다. 이것은 친수성이 큰 표백펄프 기반 고지를 원료로 제조되었기 때문으로 판단된다. 실제 이러한 원료상의 수분흡수성 차이는 EFB섬유의 첨가에 따른 수분흡수 특성 변화에도 영향을 미치게 되어 EFB 섬유의 첨가영향도 다르게 나타나는 것을 볼 수 있다. 실제 OCC 기반 펄프몰드에서는 EFB 섬유의 배합비가 커짐에 따라 첨가량 40%까지 수분흡수 속도가 길어지는 것을 확인할 수 있다.
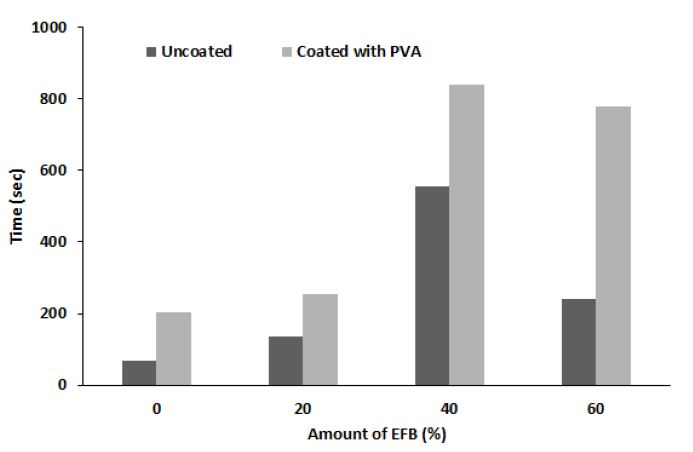
Fig. 7.
Comparison of moisture absorption rate of OCC pulp mold depending on the amount EFB and PVA treatments.
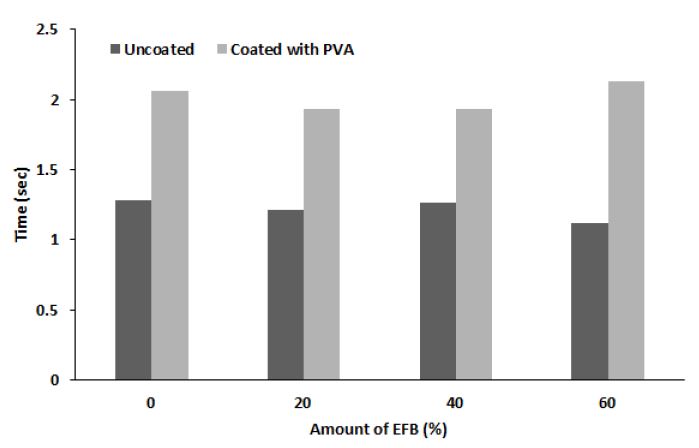
Fig. 8.
Comparison of moisture absorption rate of ONP pulp mold depending on the amount EFB and PVA treatments.
ONP 기반 펄프몰드에서는 EFB 섬유의 배합에 의한 수분흡수특성의 변화가 크게 나타나지 않는 것을 볼 수 있는데, 상대적으로 작고 미세한 공극구조를 나타내는 ONP 섬유로 인해 표면의 친수성이 크고 미세표면 공극이 많이 존재함에 따라 EFB 섬유의 배합정도에 영향을 받지 않고 수분의 흡수속도가 매우 빠르게 나타나는 것으로 판단되었다.
PVA의 함침처리에 의해 이러한 수분의 흡수시간은 일정정도 이상 길어지는 것을 확인할 수 있는데 OCC 기반 펄프몰드의 경우 흡수시간의 증가폭은 EFB 섬유의 첨가량에 따라 다소 차이가 나타나지만 100~200 초 가량 늘어나는 것을 알 수 있다. ONP 기반의 펄프몰드에서는 PVA 함침처리에 의한 흡수시간 증가량 자체는 1~2초로 크지 않게 나타나고 있는데 이러한 결과를 바탕으로 실제 수분의 흡수정도는 원료 자체의 수분흡수성과 펄프몰드 표면구조 등의 영향을 크게 받는 것을 유추할 수 있다. 향후 펄프몰드 표면미세구조 변화와 수분흡수 특성에 대한 면밀한 검토가 추가적으로 이루어져야 할 것으로 판단된다.
3.4 접촉각 측정을 통한 펄프몰드 표면특성 평가
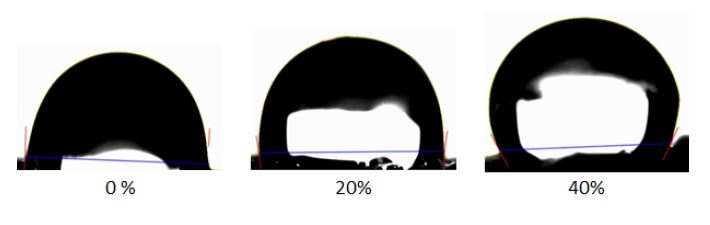
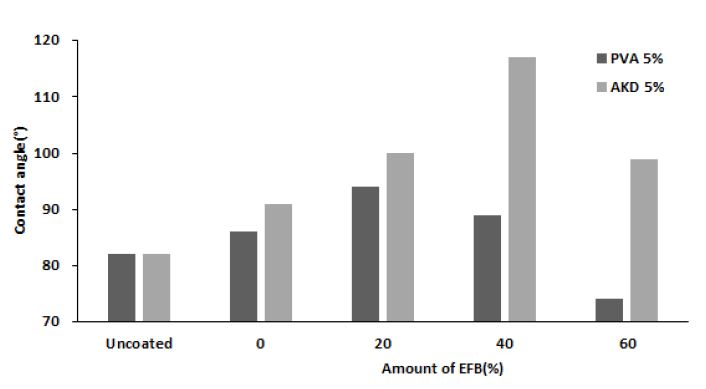
표면 개질 처리 유무 및 EFB 첨가량에 따라 달라지는 수분 특성을 평가하기 위하여 표면에 접촉각 특성을 평가 관찰하였다. OCC를 기반으로 하여 EFB 첨가량을 20%, 40%, 60%로 각각 달리하여 제조된 펄프몰드에서 PVA 및 AKD를 함침 처리한 시료의 접촉각 변화를 평가하여 Fig. 9에 나타내었다. 미처리 OCC 펄프몰드와 비교하였을때 PVA 및 AKD 함침처리에 의해 접촉각이 증가하는 것을 볼 수 있었고 AKD의 처리시 접촉각의 증가폭이 큰 것을 확인할 수 있었다. PVA 처리를 한 경우에 접촉각을 측정한 결과 EFB 첨가량이 증가함에 따라 접촉각이 지속적으로 증가하였으나, EFB 첨가량이 40%일 경우 다시 감소하는 경향을 나타내는 것을 확인할 수 있었다. 그러나 AKD의 처리에 있어서는 EFB의 첨가량이 40%가 될 때까지 접촉각이 증가하였고 60% 첨가에서 다시 감소하는 경향을 나타내었고 실제 접촉각의 증가폭도 상대적으로 높게 나타나는 것을 확인할 수 있었다. AKD의 경우 지류제품의 소수성 부여를 위하여 적용되는 대표적인 내첨사이즈제로서 실제 Fig. 7에서 보이는 수분흡수 정도의 변화가 비슷한 양상을 나타내는 것으로 판단되었다.18,19) PVA 처리의 경우에는 친수성기를 포함하고 있는 PVA 특성에 의해20,21) 상대적으로 소수성을 가지는 EFB 섬유의 특성을 변화시켜 친수성을 부과하여 접촉각의 감소를 가져오는 것으로 판단되었다.
4. 결 론
대표적인 오일팜 바이오매스 EFB의 활용성 증대를 위한 방안으로 친환경 포장소재로서 많은 관심의 대상이 되고 있는 펄프몰드의 적용성을 평가하여 보았다. OCC 및 ONP 펄프몰드의 제조시 EFB 섬유분을 각각 20%, 40%, 60% 씩 투입하여 펄프몰드를 제조해 수분흡수특성 및 접촉각의 변화를 평가하였고 각각의 시료를 PVA와 AKD에 함침처리를 실시하여 특성변화를 비교분석하였다. OCC를 원료로 제조되는 펄프몰드에서 EFB를 혼합하여 제조하는 경우 EFB 배합비가 증가할수록 수분흡수속도가 낮아지는 것을 확인할 수 있었고 특히, EFB 40% 배합에서 가장 낮은 수분흡수속도가 나타나는 것을 볼 수 있었다. 이러한 특성은 리그닌 함량이 높은 EFB 섬유의 적용에 따른 효과로 판단되었다. 그러나 높은 수분흡수 속도를 나타내는 ONP 펄프몰드에서는 EFB 배합에 따른 영향이 뚜렷하게 나타나지 않는 것으로 확인되었다. 이러한 경향은 PVA의 함침처리에서도 두드러지게 나타나는데 OCC 기반 펄프몰드의 경우 PVA의 함침처리에 의해 수분흡수속도가 크게 낮아지는 효과를 가져오지만 ONP 펄프몰드에서는 PVA 처리에 의한 영향이 크지 않은 것을 알 수 있었다. 실제 펄프몰드에서의 수분흡수속도는 표면의 화학적 특성과 함께 표면구조의 특이성이 크게 영향을 미치고 상대적으로 친수성이 높고 미세한 ONP 원료를 활용하는 경우에 물방울의 흡수가 빠르게 발생되는 미세표면구조를 제공하는 것으로 판단되었다. 향후 기능성 펄프몰드의 제조 등을 위하여 이러한 원료의 특성에 따른 펄프몰드의 표면미세구조의 변화에 대한 면밀한 실험들이 추가적으로 필요할 것으로 판단되었다. 기존 펄프몰드를 대체하여 EFB 섬유의 적용에 있어서 특히 색상이 유사한 OCC 펄프몰드에 투입하는 경우 40% EFB 섬유의 투입은 수분흡수 저항성을 증가시킬 뿐만 아니라 PVA 또는 AKD 등의 표면처리제에 의한 효과를 더욱 향상시키는 결과를 가져오는 것을 확인할 수 있었다. 이러한 결과들을 토대로 원가절감 및 기능성 증대 등을 위한 EFB 적용 펄프몰드 개발이 가능할 것으로 판단되었다.
