

1. Introduction
The annual global production of cellulose has been estimated to 7.5×1010 tonnes1), which corresponds to 3×1010 tonnes annual production of carbon. In order to provide a climate change perspective this can be compared with the total annual carbon emission from fossil materials, which amounts to 9×1010 tonnes.2) Hence, the world forests have a considerable positive effect on the global carbon cycle. It is, therefore understandable, that in spite of the fact that cellulose chemistry is well known, there are great contemporary efforts to develop new types of sustainable materials from cellulose such as cellulose nanocrystals, cellulose nanofibrils, cellulose microfibrills and the like. This effort encompasses top-down methods using enzymatic or/and chemical/physical methodologies to break down wood and other plant materials as well as bottom-up procedures for producing cellulose from certain bacteria.
The nomenclature for nanocellulosic materials is not entirely uniform but there are three broad categories of these materials3): microfibrillar cellulose (MFC) or nanofibrillar cellulose (NFC), currently abbreviated CNF (cellulose nanofibrils), nanocrystalline materials (NCC), now also abbreviated CNC and bacterial nanocellulose (BNC). Typical CNF materials have a fibril diameter from 3-60 nm and up to several microns in length. The span is large, ranging from 3 nm for TEMPO-oxidized fibrils to 60 nm for fibrils created without any chemical pre-treatments before communition of the fibres. The diameter of NCC also ranges form 3-60 nm in diameter, but the material has a shorter length in the order of 100-250 nm. Hence, there are numerous types of nanocellulosic materials that are potentially suitable for different industrial applications.
Cellulose nanofibrils (CNF) possess several exciting properties.4-7) These materials are biodegradable, can be produced from a variety of sustainable resources, and are characterized by their high specific strength and stiffness values. Furthermore, CNF-based films display low density, porosity, and thermal expansion coefficient, together with high transparency and high strength. Hence, CNF may potentially be used in numerous industrial applications.
In this communication, some of the high-volume applications of CNF are presented and the modes of actions of the materials in the applications are described. In this context, the predicted market sizes of CNF materials (in 5-10 years’ perspective) in each application are also included. The numbers are direct citations from the report of Cowie et al.8), who have based their estimations on among others compiled governmental data, financial data and survey articles. However, it is pointed out that the quotations define upper estimates of the market sizes of NFC; as the estimates of Cowie et al. refer to the total usage of nanocellulosic materials, which comprise not only CNF materials but also CNC and BNC materials.
2. Production of CNF materials from wood fibres
The manufacture of CNF materials goes back to the developments at ITT Rayonier in the late 1970s, but these researchers9,10) and researchers at the then STFI (now Innventia)11) concluded that the energy consumption was very high. Early studies11) at STFI in Stockholm, Sweden (now Innventia) estimated the energy consumption to around 30,000 kWh/tonne using a sulphite pulp. Later other investigators determined that between 12,000-70,000 kWh/tonne12,13) was required to make CNF from kraft pulps. The discrepancy between the different numbers is likely due to the fact that at the time of these investigations, there was no good definition for what constitutes a CNF material.
Another major problem related to the manufacturing of CNF was the clogging of homogenizers/microfluidizers already at low fibre consistencies. These two factors became major impediments for commercialisation of CNF at that time.
Interestingly, the original investigators at ITT-Rayonier found early that hydrophilic polymers such as cellulose derivatives and gums facilitated the mechanical delamination process, which can be traced down to the fact that such additives can decrease the flocculation of fibres, which is the primary factor responsible for clogging. Nevertheless, ITT-Rayonier abandoned further efforts in the CNF area. Their patent portfolio, see listings in e.g. Lindström et al.7) constitutes, however, an interesting pool of information, concentrated not only to food additives but also on various aspects of the manufacturing process.
There are several different routes to decrease the high energy consumption and alleviate the clogging tendency in CNF manufacturing:
A. Electrostatically induced swelling by subjecting pulps to oxidative pre-treatments or grafting procedures, or simply producing a pulp with a high amount of charged groups. In this category TEMPO-oxidation and carboxymethylation are the most used procedures by research investigators.
B. Mild acid- or enzymatic hydrolysis.
C. The use of stabilizers (deflocculants) as envisaged by the original investigators.
When dealing with delamination procedures based on pulps with a high charge content (route A) it is important to maximize the swelling of the pulps by having the charged groups in their ionized form (having monovalent counter-ions). Hydrolysis (route B) is employed as a mean to decrease the cell wall integrity of fibres, but may be detrimental to the strength properties of CNF materials if the hydrolysis is driven to sufficiently low degrees of polymerization of the fibres. In order to avoid flocculation (route C), the concept of crowding factor14) is useful:
In the relation (Eq. 1), N denotes the crowding factor, Cm the mass concentration of fibres (%), L the fibre length in metre and ω the fibre coarseness (kg/m). According to the concept of Kerekes and Schell, a higher crowding factor is indicative of a higher tendency for fibre flocculation. As it can be seen in Eq. 1, the flocculation tendency decreases with decreasing fibre length and increasing the coarseness of the fibres. However, Eq. 1 does not take into account impact of the fibre-fibre friction on flocculation. It has been shown by Horvath and Lindström15) that the higher the surface charge is, the lesser becomes the friction between fibres, due to the increased electrostatic repulsion between the fibres. Hence, chemical treatments such as TEMPO-oxidation and carboxymethylation do not only decrease the cell wall cohesion, but also decrease the extent of flocculation, by which the clogging of homogenizers/microfluidizers can be alleviated. In this context it is noted that the same beneficial effects can be achieved by the physical grafting of polyelectrolyte chains (viz. carboxymethyl cellulose (CMC)) onto fibres.16,17)
The carboxymethylation process (as a method to speed up refining) was discovered many years ago.18) It is interesting to note that carboxymethylation process is employed commercially today for the production of CMC.
The use of TEMPO-oxidation by using 2,2,6,6,-tetramethylpiperidine-1-oxyl (4-H-TEMPO) radicals before a mild mechanical treatment in blenders offers a unique way to delaminate fibres and make CNF.19) There are many publications on the use of 4-H-TEMPO to make CNF. 4-H-TEMPO is a water-soluble radical that can be used for the selective oxidation the primary C-6 hydroxyl groups of cellulose.20-22) The most widely publicized procedure to make CNF is the TEMPO/NaBr/NaClO system under slight alkaline conditions. Under such conditions, the aldehyde intermediates formed by oxidation can undergo beta-elimination reactions, which reduces the degree of polymerization of cellulose. But this degradation can be largely avoided today.23) Furthermore, TEMPO derivative nanofibrils with a high degree of polymerization can, however, be produced by using a 4-acetamido-TEMPO derivative, nanofibrils with a high degree of polymerization can be produced.24)
An enzymatic pre-treatment using endoglucanases together with pre-refining before communition has been found to have a beneficial effects to reduce the energy consumption to make CNF.25,26) Usually, the pulp is first pre-refined to enhance the accessibility of the fibre cell wall before the enzymatic treatment. Thereafter, the pre-treated fibres are extensively refined, as a mean to decrease the fibre length before homogenization (which often is the mechanical delamination process in the CNF manufacturing) in order to decrease the clogging tendency. It is believed that the enzymatic approach is suitable for large-scale manufacturing of inexpensive CNF materials that can be useful for wet-end applications in papermaking and coating applications. It is noted that the large-scale production of enzymatically pre-treated CNF was demonstrated by Innventia in 2011 by the inauguration‡ of world’s first pilot plant for CNF-manufacturing.
Mechanical delamination of fibres can be achieved by an array of methodologies. Nanofibrillated cellulose (CNF) was for example produced by high pressure homogenizers.9,10) The two delamination methodologies to make CNF that occur frequently in the literature are high-pressure homogenizers and the so called microfluidizers.17,27) There are also other occurring methodologies, for example super grinding28-30), a type of refiner grinding, where wood fibres are forced through a gap between a rotary and a stationary discs. Cryo-crushing followed by disintegration and fibrillation has also been mentioned in the literature. 31-33)
Delamination with ball mills and ultra-sonification are other examples of methods for production of CNF.34) And recently, conventional extruders have also been used to produce CNF.35) It is noted that it is generally difficult to compare different delamination methods and to quantify the CNF quality vs. energy consumption. However, the accumulated experiences of Innventia have shown that CNF products based on homogenizers and microfluidizers display a more narrow size distribution (which is important in e.g. production of transparent films) as compared to when refiners are employed. Similar conclusions can be deducted from the contribution of Spence et al.13)
3. Large scale application areas of CNF: exemplified
3.1 Rheology characteristics of CNF materials
The potency of NFC as rheological modifiers was recognized already by the original inventors of the material.9,36,37) This property can be ascribed to the rich rheological behaviour of the material. The complexity of the rheological properties arises from by the earlier mentioned highly anisotropic nature (aspect ratio > 100) of the nanofibrils, which severely restricts the rotational and translational motion perpendicular to the axis of the nanofibrils, at much lower concentrations (< 0.1% (w/w))38,39) than observed for many spherically shaped particles (< 1% (w/w)).40)
Concentrated NFC systems are characterized by very high shear viscosities and display high shear thinning at increasing shearing10) (Fig. 1a). Furthermore, the materials display thixotropy41,42) (Fig. 1b). The rheological properties can be attractive in several industrial applications, but can also be a major impediment for the processing and application of the materials. The high viscosity that can be achieved at minute CNF amounts is advantageous in food applications for texturing purposes.43) The shear thinning and thixotropy properties are highly advantageous in e.g. coating applications44), which require the combination of several conflicting properties: an easy application, followed by an excellent surface coverage and levelling of the coating, which must not subsequently change. The properties are equally advantageous for concrete applications, in which the CNF component of the formulation arrests the concrete so that it can retain its form while solidifying.45) Today, modification of the rheology of food, coating and concrete formulations is achieved by large amounts of natural polymers and costly synthetic polymers, respectively.
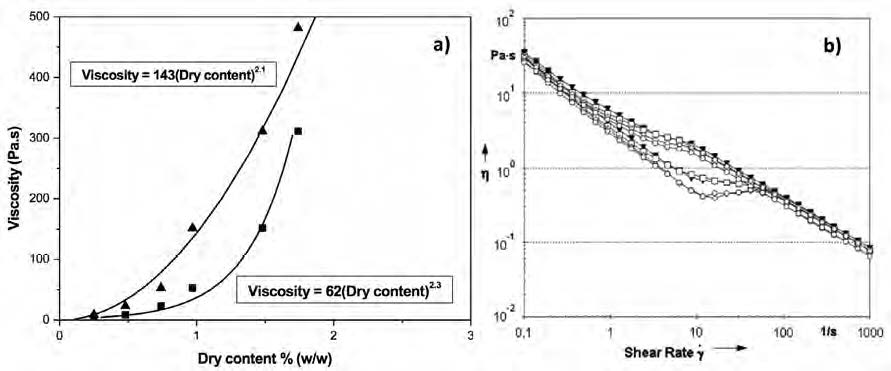
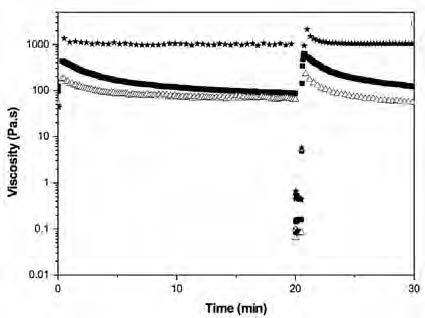
Cowie et al.8) have estimated the global consumption of nanocellulose as rheological modifiers in paint applications alone to be in the order of 200 thousand metric tonnes. However, it should be pointed out that the successful application of nanocelluloses requires the ability to control the rheology of the systems, which is currently not possible.46) Since, even though the rapid increase of the viscosity with the dry content of e.g. CNF is desirable (as described above), it also hinders the effective transportation of the material in piping; this is a major reason for the current production of CNF products with relatively low dry contents (< 5% (w/w)). It could be hypothesized that the high CNF-viscosity could possibly be moderated by taking advantage of the thixotropy-property of CNF. It may be envisaged that severe shearing of the material would decrease the viscosity under prolonged times enabling its processing. However, as it can be seen in Fig. 2, the original CNF viscosity is rapidly recovered when the high shearing process of the systems has been ceased. As it seems today, chemical approaches might be the key for the moderation of the CNF-viscosity.44,47)
3.2 Concrete applications
There are publications that deal with the advantageous employment of CNF in concrete applications. For example, the patent application45) of the Finish company UPM makes use of the networking ability of CNF to modify the rheological properties of concrete formulations. Other publications48,49) reports of the strengthening of concrete composites with the use of nanocelluloses, which is proposed to occur by the ability of the high aspect ratio nanomaterials to bridge the micro cracks, and the networking ability of the same which leads to the dissipation of applied loads. On the other hand, Cao et al.50) have related the strengthening effect to the effective hydration of the entire cement composition by nanocelluloses. This occurs thanks to highly hydrated structure and the small size of the nanomaterial, which leads to the effectively channelling of water to the inner parts of the cement particles.
Cowie et al. predict that the world-wide cement industry (with an annual production of about 3 billion metric tonnes) will conservatively require 4 million metric tonnes of nanocellulose.8) The figure has been based on 0.5% (w/w) addition of nanocellulose, which has been shown to lead to a 20% increase in fracture toughness of cement.49)
3.3 Oil recovery applications
The potential application of nanocelluloses in oil-recovery has to be highlighted. Today, hydraulic fracturing for excavating oil involves the pumping of a viscous fluid (e.g. water together with concentrated amounts of synthetic surfactants) to generate high pressure for breaking the bed rock and enlarging existing fractures. Then, proppant particles are added to the fluid to form slurry that is pumped into the fracture to prevent it from closing when the pumping pressure is released. It has been proposed that nanocellusic materials viz. CNF, that display high viscosity and shear thinning, can function as green, economical flooding agents and proppant particles.51,52) The potential market is, however, difficult to predict at this moment in time.
3.4 Enhancement of paper properties with CNF
CNF materials are strength adjuvants that enhance the relative bonded area in paper sheets. Depending on the CNF size distribution the enhanced relative bonded area is expected to be increased on different structural levels in the paper sheet. The evolution of paper properties by the incorporation of CNF can be summarized as follows:
• Moderate increase in all strength properties such as tensile strength (particularly for chemical pulps)
• Lower light scattering and opacity
• Increased sheet density
• Increased hygroexpansion and drying-shrinkage
• Decreased air permeability of the paper
The paper properties develop similar to beating/refining, although the strain to failure and tensile energy absorption develop faster with CNF when compared at the same water retention value. Cellulose nanofibril materials have also a strong influence on the compression index (Fig. 3f). This may be understood from the combination of stiff fibrils (stabilizing buckling) and overlapping CNF fibrils, which further stabilize the paper sheet structure from local buckling. CNF materials have also a strong beneficial effect on the initial wet strength of paper.53)
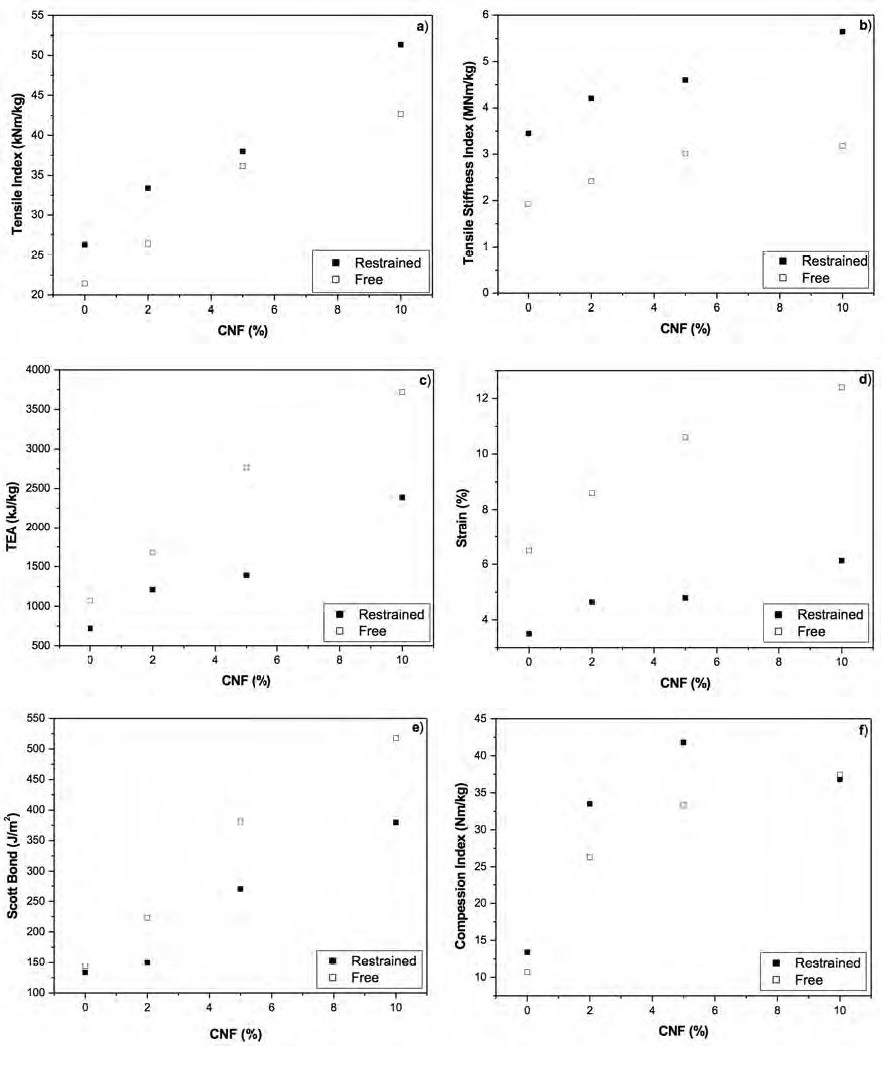
Fig. 3.
The effects of enzymatically pre-treated CNF (prepared in a similar manner as Pääkkö et al.27) on the strength properties of freely and restrained dried paper sheets made from bleached softwood kraft pulp (unpublished results).
When making such broad generalizations, it must be remembered that CNF additions have considerable effects on the whole wet-end chemistry in terms of the need to have appropriate retention and dewatering agents, as the machine productivity otherwise would be affected in a negative way. Likewise the deposition of CNF to the stock components may as well be tailored. It has for instance been suggested that refining creates CNF tethered onto the surface of fibres can provide equivalent strength as when CNF is added to the suspension. However, the drainage effects that are achieved through the former route are superior to the latter, as the latter leads to the blocking of the water-flow through the web.54) In this context, it is noted that appropriate dispersion procedures of the CNF material are necessary as the critical networking concentration of CNF is very low.38) Today, to the best of the knowledge of the authors there exist no appropriate route for the effective dispersion of CNF in the furnish, which also combines economy and simplicity.
The negative effects of CNF on drainage55) and on press dewatering have been the subject of particular attention in the literature56,57), even though it has been claimed that papers containing CNF are easily dewatered using a single-nip shoe-press.58)
It is noted that the effects of CNF additions on paper properties have been reviewed59,60) and a representative sample of investigations have been collected in Table 1.
Table 1.
Sample of investigations on the effects of CNF materials on paper properties. The tensile strength property has been normalized to 5% CNF addition
| Type of CNF | Furnish | Retention aid | Tensile strength gain | Reference |
|---|---|---|---|---|
| Bl. SW Sulphite pulp, carboxymethylated pre-treated pulp, homog. 8 passes, pulp consist. : 2 % | Bl. SW Kraft, slightly beaten and fines removed | Polyamide - amine epichlorohydrine (PAE), | 140 % | Ahola et al. 200861) |
| Bl. HW kraft pulp, enzymatic pretreatment | Bl. SW Kraft pulp, beaten to 26 SR | Not disclosed | 39 % | Da Silva Perez et al. 201062) |
| Bl. SW Sulphite pulp, pre-refining and enzymatic pretreatment, homog. 4 passes, pulp consist.: 2% | Bl. SW Kraft pulp, fines removed | C-PAM | 116 % | Lindström and Naderi, 201546) |
| Bl. SW Kraft pulp, no pre-treatment | Bl. SW Kraft | Not disclosed | 3% | Osong et al. 201463) |
| Bl. Kraft Birch pulp, Masuko supercollider, 5 passes, pulp consist. : 2%, no pretreatment | Bl. SW Kraft beaten to 19 SR | Mechanical retention 30-40 % | 21 % | Manninen et al. 201164) |
| Bl. Birch Kraft pulp, pre-refining, homog. | Bl. SW Kraft pulp, 18 SR | Various types | 8 % | Taipale et al. 201055) |
| Bl. SW/HW Kraft pulp mixture, pre-refining, 93 SR, homog. | Bl. SW/HW Kraft pulp | 2-component system | 50 % | Kajanto and Kosonen 201258) |
| Bl. Eucalyptus Kraft pulp, TEMPO pre-treated, homog. 6 passes, pulp consist.: 1-2 % | Bl. Eucalyptus Kraft pulp, PFI-beaten, 1000 rev. | C-starch/silica sol | 38 % | González et al. 201265) |
| Bl. Eucalyptus Kraft pulp, TEMPO pre-treated, homog. 6 passes, pulp consist. :1-2 % | Bl. Eucalyptus Kraft pulp | C-starch/silica sol | 85 % | González et al. 201366) |
| Bl. HW kraft pulp, enzymatic pre-treatment | Bl. HW Kraft, beaten to 25 SR | Not disclosed | 42 % | Da Silva Perez et al. 201062) |
| Kenaf bast fibres, enzymatic pre-treatment, refining, homog. 8 passes | Unbl. HW kraft, PFI-beaten to 40 SR | C-PAM | 17 % | Rezayati-Charani et al. 201367) |
| Unbl. SW Kraft pulp, enzymatic pre-treatment, refining, homog. 8 passes | Unbl. HW kraft, PFI-beaten to 40 SR | C-PAM | 15 % | Rezayati-Charani et al. 201367) |
| Bl. soda bagasse pulp, enzymatic pre-treatment, homog. 5 passes, pulp consist.: 1% | Semi-bleached soda bagasse pulp, PFI-beating | C-PAM | 43 % | Petroudy et al. 201468) |
| Bl. Birch Kraft pulp, Fenton pre-treated, colloid mill delamination. | HT-CTMP, CSF 700 ml | C-starch/silica sol | 35 % | Hellström et al. 201469) |
| Bl. SW Kraft pulp, no pre-treatment, homog. pulp consist.: 0.5 % | TMP | Recycling of filtrate | 25 % | Eriksen et al. 200812) |
| Bl. SW Kraft pulp, no pre-treatment, homog. 5 passes, pulp consist.: 0.5 % | TMP + 15 % GCC | Recycling of filtrate | 30 % | Hii et al. 201256) |
| TEMPO pre-treated, Brittish disintegrator, pulp cons.: 1.5 % | 85 % TMP/15 % Bl. SW Kraft pulp. Handsheets with 45 % clay | Mechanical encapsulation of clay in CNF network | 33 % | Guimond et al. 201070) |
The manufacturing procedures of CNF materials have been indicated in this table, although it should be pointed out that the full information of the manufacturing details are lacking in many investigations. It must also be emphasized that it is difficult to assess if the communition process actually have resulted in CNF, as the characterization of CNF materials is generally difficult, with the exception of TEMPO-based CNF and CNC. Therefore, it is very difficult to make a detailed assessment of CNF materials on paper strength.
From the published data, the tensile strength gain at an addition level of 5 % CNF has been estimated. An inspection of the tensile strength gains in the table reveals that the highest strength gains are obtained with unbeaten pulps from which the fines have been removed. For heavily beaten pulps the strength gains are marginal.
Typical effects of CNF materials on the strength properties of an unbeaten bleached softwood kraft pulp are given in Fig. 3. The CNF material that was used was an enzymatically pre-treated CNF (prepared in the same manner as described in Pääkkö et al.27); the sheet strength data are given both for freely dried and sheets dried under restraint).
Finally, it is interesting to note that CNF materials also impose a strong effect on drying shrinkage64) resulting in a high strain to failure for freely dried papers.
It is noted that Cowie et al.8) have estimated the potential market for CNF in P&W and packaging materials to be around 1 million tonne.
3.5 CNF films and coatings in relation to paper applications
Films and coatings on paper and board are applied primarily in order to improve the printability. Good printability requires controlled interaction between the ink and the surface, rendering good surface smoothness and ink absorption. Coatings are commonly made from combinations of various pigments, latexes and /or proteins/starches, water retention agents and dispersion aids; the surface sizing materials are usually based on various starches or proteins. However, it is pointed out that none of these coating operations target the gas or oil/fat barrier properties of paper/board. Oil/fat barrier papers can be obtained by heavily beaten stocks together with chemical additives in so-called greaseproof papers, but such papers do not form a gas barrier for the paper/board. CNF materials do, however, show excellent gas barrier properties and mechanical integrity - provided that they are sufficiently delaminated.
The most effective communition technologies to obtain high-quality films are various homogenizers, as they can remove residual fibre fragments, which are difficult to remove using common papermaking refining technologies. It was early found71-73) that CNF materials had very low oxygen permeability. Fig. 4 shows the oxygen and water permeability of a carboxymethylated CNF film at 50 % RH. The oxygen permeability is very low, in the order of 1 (μ m cm3)/(m2 day kPa), which outperforms other organic barrier materials. The low oxygen barrier is due to the combination of high crystallinity and a high cohesive energy density of the CNF films. As biodegradable materials sorb moisture, their barrier properties are very sensitive to the relative humidity as shown in Fig. 5. As the RH is increased, the oxygen transmission increases orders of magnitude. As expected, the water vapour permeability of CNF films are similar to other biobarriers and does not constitute a useful water vapour barrier for most food packaging applications. Finally, it can be noted that the published barrier properties of various CNF materials have been compiled in several reviews.59,74,75)
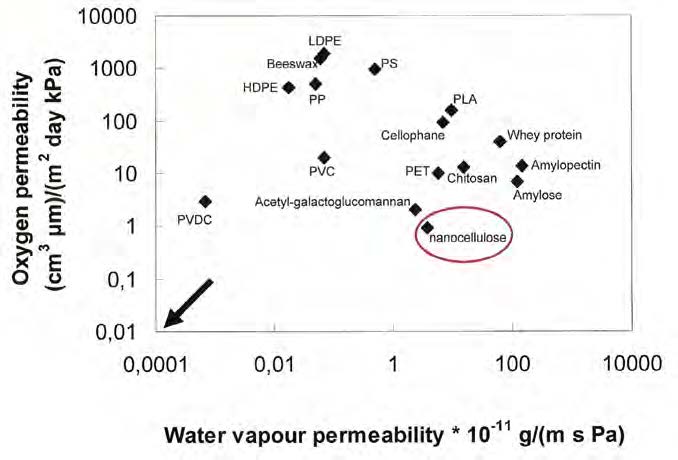
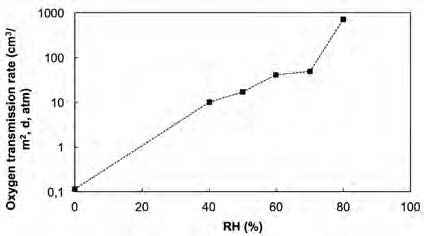
Fig. 5.
Oxygen transmission rate for NFC-films made from carboxymethylated CNF as a function of humidity.73)
Understandably, the core application of barrier materials falls in the domain of food packaging. 76-78) Large-scale packaging applications require a flexible high-performance gas/oil barrier with good mechanical integrity. Such properties are important for food packaging films, laminates and coatings and there are several reviews of this field available.59,60,74,75)
Coating processes are dominated by post-metering type of equipment. First, the coating colour is applied using roll coaters, short-dwell coaters or jet applicators. Post-metering is done by the application of a blade, rod or air-knife. Other alternatives are spray coating, curtain and extrusion coating, and spot/pattern coating applications. Foam coatings has recently been suggested to be used for CNF coating applications.79)
Coatings of CNF onto paper/board show a very high CNF hold-out (see Fig. 6). For simpler applications than barrier applications such as lint prevention or surface strength, very small amounts of CNF have been shown to give excellent properties. 80)
Free-standing films may be produced by film-casting or by technologies akin to papermaking procedures. There are, however, several processing challenges in making coatings or free-standing films, owing to the high viscosity and the slow dewatering of CNF-materials in large–scale applications. It is, however, not clear how CNF pre-treatment processes and the extent of delamination of the CNFs affect water removal, drying, the mechanical, optical and barrier properties of films and coatings.
It is understood that the extent of delamination, or homogenization steps affect the CNF film properties. The evolution of the CNF film strength and the apparent nano-sized fraction of a carboxymethylated CNF system as a function the energy input during homogenization is illustrated in Fig. 7. As shown the strength properties level off at an energy input around 2000 kWh/tonne. The barrier properties appear, however, not to be as sensitive to the number of homogenization steps as the mechanical properties as has been shown by previous investigators.73,81,82) This observation may be attributed to the already well-delaminated state of the investigated CNF systems.
It is noted that the potential market to replace plastic packaging has been estimated by Cowie et al.8) to be around 4 million tonnes.
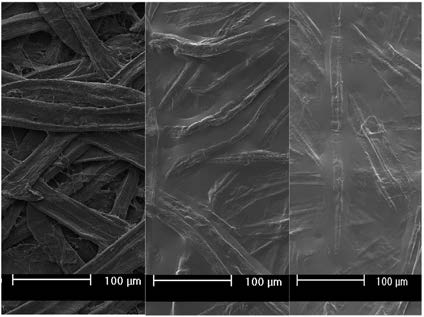
Fig. 6.
CNF coatings on board materials. Note the small amount necessary for total surface coverage because of the excellent hold-out of CNF. From left to right: reference, 1 g/m2 and 1.8 g/m2 CNF applied onto the surface of the board.73)
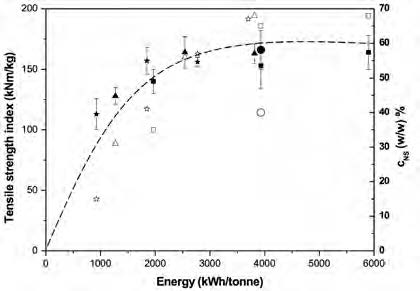
Fig. 7.
The evolution of the tensile strength and the nanosized fraction of CNF made from carboxymethylated pulp. Modified from Naderi et al.83)
3.6 Plastic packaging
Plastic packaging comprising plastic bags, bottles and containers are one of the major pollutants as their insignificant degradation leads to their accumulation in the biosphere. Hence, regulatory initiatives to reduce the fossil-based components in the materials or their total ban have started to create demand for sustainable alternatives. It can be envisaged that nanocellulosic materials can be part of the solution, either through their employment as strengthening additive or as a sustainable material for the production of packaging material. In this connection, it is noted that an industrially attractive method for the production of light-weight (0.004 g/cm3) NFC-based foams (which can potentially be a replacement for polystyrene-foams) was recently reported by Cervin et al.84) It is noted that Cowie et al.8) estimate the market value of nanocelluloses (by 2020) in plastic packaging application to be in the order of 4 million metric tonnes.
3.7 Automotive body components
Environmental concerns accompanied by governmental directives are the driving forces behind the development of fuel efficient vehicles and the replacement of their non-sustainable (e.g. fossil-based) components. A possible way to reach the requirements is by using composites, in which nanocellulosic materials can be a key component; acting by similar strengthening mechanisms as in cement applications.85,86)
According to Cowie et al.8), a 20% employment of nanocellulose-based composites, which according to the authors is a highly conservative estimation, leads to the global annual consumption of 4 million metric tonnes of nanocellulosic materials.
3.8 Outlook
It is important to realize that any market projections for CNF materials are associated with many immense uncertainties. The cost of production of CNF materials will be widely different for different applications. Certain applications such as a wet-end additive will not require the same properties as in high-end applications. The technical requirements of the CNF materials for different applications are often vaguely known and there is a lack of suitable characterization methodologies for CNFs. This means that it is difficult to come up with appropriate specifications on the property profiles for the various CNF materials. New types of CNF materials are also currently being developed and new types of raw materials are being investigated. It is obvious that there is not one preferred process or material suitable for all applications.
In low-end applications such as wet-end additions it is clear that there are technical challenges associated with dispersion, retention, dewatering and suitable paper chemistries with regard to their successful application. There is also a need for robust processing equipment suitable for large-scale application.
For other applications, such as coatings and films, CNF products with high solids content are required. However, they are difficult to obtain using the currently available communition equipment.
It is obvious that there are many different routes to commercial success, but considering the sheer number of actors in this field, there will be many interesting prospects for the future of CNF materials.
