

1. 서 론
최근 제지용 면 펄프를 사용하는 생산현장에서는 펄프 구입비용이 증가함에 따라 대체할 수 있는 다양한 펄프에 대한 관심이 높아지고 있다. 그러나 제지공정에서 생산성 향상 및 원가절감, 품질 안정성 확보를 위해 면 펄프의 고해적성을 적합하게 유지해야 한다. 대체 적용할 수 있는 순수 린터섬유로 제조한 면 펄프는 기존 펄프에 비해 고해적성이 떨어지며 섬유변형이 어렵고 초지적성이 나빠지는 특성이 있다. 순수 린터 면섬유 펄프는 섬유조성과 원산지, 펄프화 방식이 근본적으로 달라 기존의 고해 메커니즘과 큰 차이가 있다.
고해특성을 향상시키기 위해 섬유에 화학약품을 이용하여 전 처리하는 고해방법이 널리 이용되고 있다.1) 전처리에 사용하는 약품으로는 carboxymethyl cellulose (CMC), polyethylene oxide(PEO), cationic polyacryl amide(CPAM), NaOH, 효소 등이 있다. 특히 낮은 분자량의 CMC로 전처리 후 고해를 실시할 경우 CMC가 섬유표면에 수용액상의 필름상태로 성형이 되고 표면에 매끄럽게 윤활작용을 하여 섬유팽윤과 유연성을 촉진시키는 원리로 알려져 있다. 따라서 섬유 절단보다는 섬유외층을 개열시키는 피브릴화 작용을 일으켜 고해적성이 개선되고 에너지 소비가 감소되는 효과가 있다.2-3) 침엽수 펄프의 경우 물리적 전처리를 CMC와 함께 할 경우 인장, 인열강도 모두 향상되며 에너지가 절감된다. 또한 포플러 소다기계펄프에 효소전처리를 하면 고해효율이 향상되며 에너지가 절감되고, 화학적 첨가물질에 의한 전처리 고해방법 연구들도 진행되어 왔다.4-6) 펄프섬유의 고해방법에는 크게 두 가지 방법이 있는데 모든 펄프섬유를 혼합하여 처리하는 혼합고해 방법과 각각의 펄프섬유를 개별적으로 분리하여 처리하는 분리고해 방법이 있다.7) 대부분의 제지공장들은 별도의 고해라인을 완벽하게 갖추고 있지 못하므로 혼합고해를 많이 실시하는 경향이 있으며, 분리고해가 이론적으로는 매력적이지만 지료 분리시스템이 한층 더 복잡해지는 것을 보상할 만큼의 충분한 장점은 발견되지 않고 있다는 주장도 있다.1) 혼합 고해공정은 두 종류 이상의 펄프가 공급 조에서 일정비율로 섞인 후 고해기를 통과하는 방식이며 어느 한 펄프가 집중적으로 고해되는 단점은 있으나, 사용비율이 20%를 넘지 않을 경우 생산 공정에서 큰 문제점은 없는 것으로 나타난다. 그러나 혼합고해를 하는 동안 펄프들은 동일한 처리를 받지 못하기 때문에 효과적인 고해를 하지 못하는 경우도 있으므로 주의하여야 한다. 펄프의 고해공정은 단섬유화, 내·외부 피브릴화를 포함한 다양한 섬유구조의 변화를 수반한다.8) 특히 여러 종류의 펄프를 사용하는 제지공정의 경우에는 리파이너 또는 고해 작업 이전에 섬유를 일정비율로 혼합하여 고해하는 것이 바람직하며, 펄프의 종류에 따라 고해공정이 종이의 품질과 생산비용에도 중요한 영향을 끼친다.9-10) 어떤 섬유들은 서로 비슷한 고해거동을 하며, 이러한 경우에는 혼합고해를 추천하는데, 전나무 아황산펄프와 자작나무 크라프트 펄프의 경우가 좋은 예이다.11)
따라서 본 연구는 제지공정에서 새로이 대체 적용할 수 있는 순수 린터섬유로 제조한 면 펄프의 고해적성 개선을 목적으로 실시하였다. 고해적성 개선을 모색하기 위한 방법으로 화학적 전처리 및 혼합 고해방법을 통하여 면 펄프의 특성 변화를 중점적으로 관찰하였다. 또한 이러한 연구결과를 활용하여 실제 생산 공정에서 혼합고해를 적용했으며, 그 결과를 응용하여 최적화 고해방법을 모색하고자 하였다.
2. 재료 및 방법
2.1 실험재료
2.1.1 공시펄프
본 연구에서는 국내 K사에서 사용하는 면 린터섬유에 원면이 혼합되어 제조된 면 펄프와 순수 면 린터로만 제조된 면 펄프 2 종을 사용하였다. 린터섬유에 원면을 혼합하여 면 펄프를 제조한 이유는 단속식 방식에 따른 펄프화 과정에서 섬유가 과도하게 손상되며 섬유의 유동성이 저하되는 특성이 나타나기 때문이다. 따라서 섬유의 유동특성을 강화시키기 위해 린터섬유에 일정 수준의 원면을 혼합하여 면 펄프를 제조하였다.
여기서 공시펄프의 명칭은 약어를 사용하였는데, 기존 원면이 혼합된 면 펄프를 CLMP(cotton lint mixed pulp)로 하였고, 새로운 순수한 린터 섬유로 제조한 면 펄프를 CLP(cotton linter pulp)로 하였다.
2.2 실험방법
2.2.1 고해특성 분석
CLMP 및 CLP 면 펄프의 고해 속도 측정은 표준해리기로 해리한 후 실험용 Valley beater를 이용하여 각 고해 방식 모두 고해농도 1.5%, 현장의 최적화 고해시간 1,800 초를 적용하였다. 단, 고해 하중은 원면이 혼합된 CLMP 면 펄프 단독고해의 경우 하중 55 N, 순수 린터섬유인 CLP 면 펄프의 CMC 전처리 고해와 CLMP:CLP 면 펄프 혼합고해는 82 N으로 하여 TAPPI standard T200 sp-96에 의거 고해하였다. 고해 후 TAPPI T227 om-94에 의하여 전건중량 3 g을 채취하여 고해도를 측정하였다.
2.2.2 탈수시간 및 보수도 분석
탈수시간은 수초지기를 사용하여 TAPPI Standard T221 om-93으로 측정하였다. 전건중량 1.2 g의 펄프현탁액을 수초지기에 넣은 후 최종 액량선까지 물을 채워 교반한 후, 배수판을 열고 표선부터 금망까지의 탈수시간을 초시계를 사용하여 측정하였다. 보수도(WRV)는 원심분리기(H-103N, Kokunsan)를 사용하였으며 TAPPI Standard UM-256 의거하여 50 g의 filtering crucible에 4 g의 펄프 슬러리를 넣은 후 중력가속도 900 g로 30분간 원심분리 하였다. 원심분리가 끝난 펄프시료 무게를 측정하고, 이것을 105±3℃ 건조기에서 24 시간 건조 후 무게를 측정하였다.
2.2.3 섬유특성 분석
2.2.3.1 CED 점도 및 결정화도
면 펄프의 CED(cupriethylenediamine) 점도는 TAPPI standard T 230 om-94에 의거하여 측정하였다. 전건중량 0.25 g의 시료를 채취 25 mL의 증류수 및 십자 마그네틱 바와 함께 100 mL의 삼각플라스크에 넣고 완전히 교반하여 분산시켰다. 이후 삼각플라스크에 25 mL의 CED용액을 첨가하고 질소가스로 1 분간 충전시킨 뒤 용기 입구를 밀봉하고 셀룰로오스 분자사슬이 완전히 용해되도록 교반시켰다. 반응이 끝난 CED 용액을 glass filter로 여과하고 여과액은 Ubbelohde 점도계를 사용하여 25±1℃의 항온수조에서 초시계를 사용하여 유하시간을 측정하였다. CED 점도는 다음 식으로 구하였다.
상기 CED용액 점도 측정 후 셀룰로오스의 중합도 계산은 T230 om 94를 따랐다. 이때 이용한 Temming사의 환산식은 아래와 같다.

면 펄프의 결정화도 측정은 X-ray Diffraction (XRD, PANalytical사의 X'Pert Pro)을 이용하여 CI(crystallinity index)를 측정하였다. 측정조건은 2θ 범위 5-40°, X-ray, 주사속도 1 °/min, Cu target, 40 kV, 30 mA, 시편은 편평한 상태로 가로세로 각 1.5 ㎜ 크기로 하고 결정화지수 산출은 피크 높이 비(peak height ratio)를 활용하는 Segal 방법으로 구하였다.
면 펄프의 결정화도 측정은 X-ray Diffraction (XRD, PANalytical사의 X'Pert Pro)을 이용하여 CI(crystallinity index)를 측정하였다. 측정조건은 2θ 범위 5-40°, X-ray, 주사속도 1 °/min, Cu target, 40 kV, 30 mA, 시편은 편평한 상태로 가로세로 각 1.5 ㎜ 크기로 하고 결정화지수 산출은 피크 높이 비(peak height ratio)를 활용하는 Segal 방법으로 구하였다.
2.2.3.2 이중염색 및 섬유품질
면 펄프 섬유의 이중염색 측정은 섬유염색법에 따라 사프라닌과 아스트라 블루시약을 이용하였다. 이 실험방법은 셀룰로오스 및 리그닌 반응성을 판단하는 방법으로 사용되었으나, 본 연구에서는 두 가지 섬유의 셀룰로오스 섬유의 반응성 차이를 적정하고 성숙 면과 미성숙 면의 색상발현에 응용하였다. 이후 면 섬유가 적색과 청색으로 염색되는 색상상태를 광학현미경(100배)을 이용하여 관찰하였다.
섬유특성 분석은 Kajaani FS 300(Metso)을 사용하였고 시료 10 mL를 채취 100 mL 증류수로 희석하여 1 mL의 시료를 피펫으로 채취 희석하였다. 측정조건은 중량 0.2 g, 회전스피드 40-80 rpm, 섬유측정개수 8,000-12,000 개로 하고 미세섬유 및 미세분의 간섭을 받지 않기 위해 길이가중치 섬유장, 미세분, 컬, 킹크, 섬유 폭 등을 측정하였다. 단, 조도(coarseness)는 fiber tester(L&W)를 사용하였으며, 0.2 mm 이하의 섬유를 미세섬유로 규정하여 미세섬유 함량을 측정하였다.
2.2.4 수초지 제조 및 물리적 특성
수초지는 TAPPI Standard T205 sp-95에 근거하여 각 고해방식으로 고해가 완료한 펄프 슬러리를 실험실용 원형 수초지기를 사용하여 평량 60 g/㎡으로 초지한 후 압착 건조하여 제조하였다. 이때 고해하중은 각 55 N, 82 N, 고해시간은 1,800 초로 하였다. 고해하중에 따라 제조한 수초지의 물리적 특성을 측정하기 위하여 Table 3과 같이 물리적 특성을 측정하였다. 단, 현장실험 시료의 내절도 측정은 KS M ISO 5626에 의거 MD, CD 시편의 양 방향 접음(double fold)수치로 나타냈다.
Table 3.
Evaluation methods of the physical properties
3. 결과 및 고찰
3.1 면 펄프 특성 평가
3.1.1 CED 점도 및 결정화도
Table 4는 원면이 혼합된 CLMP 펄프를 표준 고해시간 1,800 초 동안 고해 하중 55 N으로 단독고해하고, 고해 하중 82 N으로 순수한 린터섬유로 제조한 CLP 펄프에 CMC 첨가 전처리 고해를 실시하며, 고해 하중 82 N으로 CLMP:CLP 펄프를 1:1 혼합고해 할 경우 CED 점도 값에 따른 중합도 환산 및 결정화도 결과를 나타내고 있다. 각 고해방식에 따른 CED 점도 값은 1:1 혼합고해, CMC 전처리, CLMP 단독고해 순서로 낮았으며, 고해방법에 따라 CED 점도는 오차범위 내의 근소한 차이를 나타냈다. 이는 각각의 고해방법이 면 펄프 섬유의 셀룰로오스 결정구조를 단리 할 만큼의 물리적인 힘이 작용하지 못했으며, CED 점도 감소에는 영향이 없는 것으로 판단되었다. 또한 이에 따른 중합도 환산 값도 동일한 경향을 나타냈다.
Table 4.
Molecular weight and degree of polymerization, crystallinity approximated with the CED viscosity at beating time 1,800 s and beating loads
표준 고해시간 1,800 초 동안의 CLMP 펄프 단독고해, CLP 펄프 CMC 첨가 전처리 고해, CLMP:CLP 펄프를 혼합고해 할 경우 각 고해방법에 따른 섬유의 결정화도 측정결과는 CMC 전처리고해, 혼합고해, 단독고해 순서로 낮아지나 근소한 차이를 나타냈다. 고해 전 원료펄프의 CED 점도가 CLP 펄프 70 cPs, CLMP 펄프가 40 cPs로 차이가 나타났으나 각 고해방법에 따른 셀룰로오스의 결정화도는 크게 차이가 없었다.
3.1.2 이중염색 및 섬유품질
면 펄프에 대한 셀룰로오스 섬유의 반응성을 관찰하기 위하여 사프라닌과 아스트라 블루 염색액을 이용하여 이중염색을 실시한 결과의 사진을 Fig. 1에 나타냈다. 면섬유가 적색과 청색으로 염색되는 색상을 100배 비율의 광학현미경으로 관찰하였다. Fig. 1에서 보는 것과 같이 두 면 펄프의 염색성은 크게 차이가 났다. 염색성 평가를 통해 섬유가 적색을 띄면 섬유가 성숙하는 과정에서 셀룰로오스 이외 성분인 단백질, 펙틴, 무기질 등이 많이 염색되므로 성숙한 면섬유로, 청색을 띄면 셀룰로오스 성분이 많이 염색되어 미성숙한 면섬유로 평가하였는데, Fig. 1에서 보는 것과 같이 원면이 혼합된 CLMP 펄프는 적색을 띠고, 순수한 린터섬유로 제조한 CLP 펄프는 청색을 띠는 것을 확인할 수가 있었다. 따라서 동일한 면 펄프라도 섬유조성, 원산지와 가공방식이 다른 순수한 린터섬유로 제조한 CLP 펄프는 원면이 혼합된 CLMP 펄프에 비해 셀룰로오스 함량이 높고 미성숙도가 높음을 확인할 수 있었다.
또한 Fig. 2는 원면이 혼합된 CLMP 펄프 섬유 및 순수한 린터섬유로 제조한 CLP 펄프섬유에 대한 횡단면의 단층을 보여주는 사진이다. SEM 관찰 결과 두 펄프섬유의 해부학적 특성을 볼 때, 원면혼합 린터섬유로 제조한 CLMP 펄프는 납작한 원형의 세포벽이 다소 얇은 린트섬유의 특성을 보여주고 있으며, 순수 린터섬유로 제조한 CLP 펄프는 가늘고 둥근형태의 세포벽이 두꺼운 린터섬유의 특성을 보여주고 있다.
고해 후 섬유특성을 Table 5에 나타냈는데, 표준 고해시간인 1,800 초 동안 원면이 혼합된 CLMP 펄프를 55 N 하중으로 단독고해, 순수한 린터섬유로만 제조한 CLP 펄프를 82 N으로 CMC를 전건펄프 대비 1%를 첨가하여 전처리 고해, 원면이 혼합된 CLMP와 순수한 린터섬유로만 제조된 CLP 펄프를 82 N으로 1:1로 혼합하여 실험용 Valley beater로 고해한 결과이다. 섬유장에 있어서 CMC 전처리 고해 시 단독고해, 혼합고해에 비하여 약 10-12% 낮게 나타났다. 따라서 표준 고해시간인 1,800 초 동안에 CMC 전처리 고해에 의한 섬유장의 단섬유화 효과가 가장 높게 나타난 것으로 판단되었다. 미세분 함량 또한 CMC 전처리 고해 시 가장 높았으며, CLMP 단독고해 및 혼합고해는 비슷한 수준을 나타냈다. 섬유조도는 CMC 전처리 고해 시 가장 낮게 나타났는데, 이는 CMC의 화학적인 고해효과에 의한 것으로 확연히 낮아졌다. 그 다음으로는 혼합고해, 단독고해 순서로 조도가 낮게 나타났다. 각 고해방식에 따른 섬유 컬, 섬유 폭, 킹크 등도 Table 5에 나타냈다. 고해의 진행에 따른 섬유의 컬 및 킹크는 CMC를 전처리한 고해조건에서 가장 낮고 섬유 폭은 가장 높게 나타났다. 이는 고해가 진행되면서 섬유가 단섬유화 되고 섬유 폭이 넓어지며 미세분이 증가하는 등 일반적인 섬유특성 변화와 유사하였다. 또한 혼합고해의 경우에는 단독고해와 컬, 섬유 폭, 킹크 등이 비슷한 수준을 보여주고 있으며 CMC 처리는 컬, 킹크가 확연히 감소하고 있었다. 이러한 현상은 근본적으로 섬유장, CED 점도 차이가 있는 두 가지 펄프섬유를 혼합하여 고해할 경우, CLP의 단섬유화에 따른 섬유처리 효과가 우선적으로 나타나고 CMC 처리에 의해 화학적인 고해효과로 판단되었다.
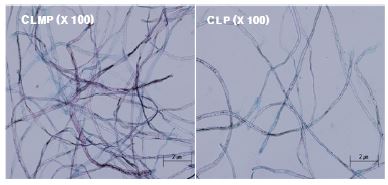
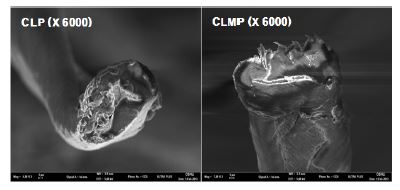
Table 5.
Comparison of fiber length, coarseness, curl, kink, fiber width, fines content depending on various refining conditions
3.2 고해특성 평가
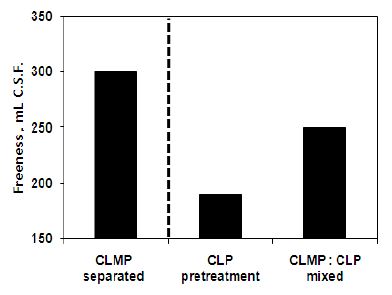
두 펄프섬유의 고해특성을 평가하기 위하여 고해표준고해 시간인 1,800 초 동안 CLMP 단독고해, CLP의 CMC 전처리고해, CLMP:CLP 혼합고해에 따른 고해효율성을 평가하였다. 각 고해방식에 따라 1,800 초 고해한 후 고해도 측정 결과를 Fig. 3에 나타냈다. CMC처리 고해는 190 mL C.S.F., 혼합고해는 250 mL C.S.F., CLMP의 단독고해는 300 mL C.S.F. 순서로 높게 나타났다. 고해 효율성은 단독고해보다 CMC 전처리고해가 약 1.6배, 혼합고해가 1.2배 정도 고해 효율성이 현저히 높게 나타났다. 이러한 현상은 전처리고해 시 첨가약품인 CMC가 섬유의 -OH기를 증가시키고 섬유벽 표면에 수용액상의 필름상태로 성형되어 표면을 매끄럽게 윤활작용을 함으로써 섬유의 수화와 유연성을 촉진시킨 결과라 판단된다.
일반적으로 제지공정에서 CMC를 적용하는 목적은 공정개선을 위한 계 내 습부 전하를 조절하거나 표면사이즈제 용도로 많이 사용된다. 현재 전처리 고해방법으로 효소를 널리 사용하고 있으며, 저분자량의 CMC는 매우 오래된 전통적 처리방식으로 많이 사용하지 않는 경향이 있다. 그러나 CMC는 효소나 기타 화학적 첨가물질에 비해 온도조절, 약품 반응 조절이 까다롭지 않고, 작업이 쉬우며, 구매 비용이 저렴한 장점 등이 있어 아직도 일부 고해공정에서 사용하는 것으로 알려져 있다. 또한 CMC 전처리고해를 통하여 고해 효율성 향상과 제지공정에서 가장 많은 동력이 소비되는 고해공정의 에너지 소비를 절감시키는 효과도 기대되었다. CLMP와 CLP의 혼합고해방법 또한 단독고해 방법보다 고해효율성이 다소 높게 나타났는데, 일반적으로 두 펄프 간의 혼합고해 방법은 섬유의 혼합 비율을 20% 정도로 유도하고 있으나, 본 실험에서는 고해 효율성의 극대화를 목적으로 CLP 및 CLMP를 1:1로 상향시켜 혼합하였다. 섬유장이 길고 CED 점도가 높은 경향을 나타내는 CLP 펄프는 고해시간이 많이 소요되는 단점을 가지고 있다. 그러나 본 실험의 결과를 보면 화학적 처리를 하지 않고도 단지 섬유조성률 변화와 고해조건 조절로 고해시간을 줄이고 고해 효율성을 증가시킬 수 있다는 것을 확인할 수 있었다.
고해 후 펄프섬유의 보수도 및 탈수시간을 Table 6에 나타냈다. 각 고해방법에 따른 보수도 및 탈수시간은 CLP:CLMP 혼합고해 방식이 가장 높았으며, CLP 전처리 고해와 CLMP 단독고해의 경우 탈수시간은 CLP 전처리 고해가 더 높게 나타나고, 보수도는 전처리 및 단독고해 방법이 오차 범위 내에서 유사하게 나타났다. 이러한 현상은 고해가 진행되면서 섬유의 팽윤과 미세분이 증가하여 나타난 결과로 판단되며, 이는 목표 고해도에 도달하는 고해시간이 가장 짧은 CLP 펄프의 CMC 전처리 고해방법의 보수성(WRV)이 다소 낮은 것을 보더라도 알 수 있었다.
3.3 수초지의 물리적 특성 평가
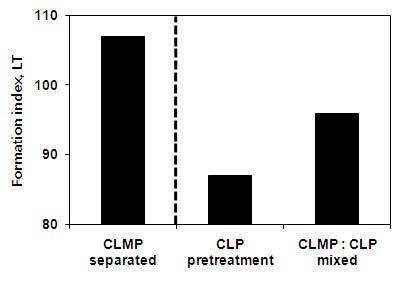
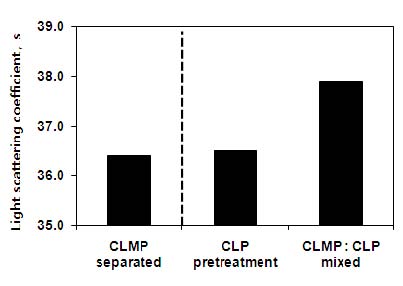
고해방법을 달리하여 제조한 종이의 구조적 특성인 지합지수와 비산란계수를 Fig. 4 및 Fig. 5에 나타냈다. 지합지수는 CMC 전처리고해, 혼합고해, 단독고해 순서로 높게 나타났다. CMC를 전처리한 고해의 경우 섬유장의 단섬유화 효과에 의해 지합지수가 낮아지는 특성을 나타냈다. 각 고해방법에 따른 비산란계수는 단독고해와 CMC 전처리고해는 비슷한 수준이며 혼합고해는 두 가지 고해방법보다 다소 높게 나타났다. 이는 표준 고해시간에서 각 고해방법에 따른 최종 고해도가 단독고해 300 mL C.S.F., CMC 전처리고해 190 mL C.S.F., 혼합고해 250 mL C.S.F.로 각기 달리 하였고 이 때 CMC 전처리 고해 경우에는 약품의 친수성에 의한 고해효과로서 섬유장이 짧아지며 섬유 간 결합력이 충분하게 이루어져서 공기층 사이에서 빛의 산란이 감소하며 낮게 나타나는 것으로 판단된다.
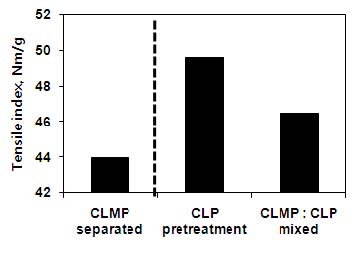
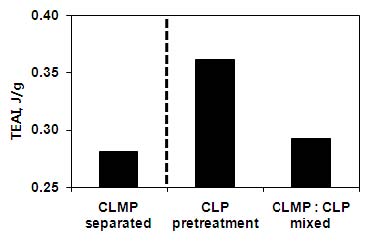
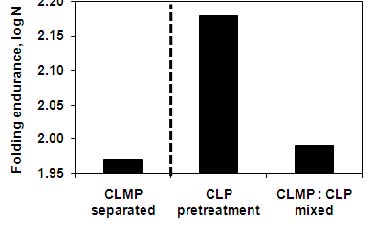
고해방법을 달리하여 고해한 후 강도 측정 결과를 Figs. 6-8에 나타냈다. 표준고해 시간인 1,800 초 동안 CLMP 단독고해, CLP의 CMC 전처리고해, CLMP: CLP 혼합고해 후 제조한 수초지의 강도를 비교한 결과 CMC 전처리 고해방법이 가장 우수하게 나타났다. 보통 종이의 인장강도는 리파이닝의 증가, wet pressing의 증가, beater adhesive의 첨가, 장섬유의 증가, 평량 증가에 따라 증가하는데 동일 고해시간에 따른 제반강도는 CMC 전처리고해의 경우 약품의 첨가로 인한 강도증가와 CMC의 친수성에 의한 린터섬유의 절단에 의해 섬유장이 감소하고 고해도가 낮아지며 섬유 간 결합력이 증가하는 효과로 판단되었다. 인장지수는 CMC 전처리, 혼합고해, 단독고해 순서로 감소하였다. 특히 CMC 처리 고해 시 단독고해보다 약 13%, 혼합고해보다 6% 정도 인장지수가 높게 나타났는데, 이는 CMC에 의한 강도증가로 판단되었다. 인장흡수에너지 지수(TEAI) 또한 CMC 전처리 고해방법이 단독고해 및 혼합고해에 비해 가장 높게 나타났다. CMC 전처리고해는 단독고해보다 1.28배 정도, 혼합고해보다 약 1.24배 높게 나타났는데 이는 인장강도의 증가로 인하여 인장흡수에너지 지수(TEAI)도 비례하여 증가한 것으로 판단되었다. 내절도 측정 결과를 Fig. 8에 나타냈는데, CMC 전처리고해가 단독고해, 혼합고해 방법보다 내절도가 약 10% 정도 높은 값을 나타내고 있으며, 단독고해, 혼합고해 방법은 비슷한 수준의 내절도 값을 나타냈다. 일정한 하중에서 종이의 반복적인 접힘에 대한 저항인 내절도는 인장강도, 신장률, 압축저항 등 여러 가지 전단응력과 변형이 요구되는 물리적 특성인데, 내절도 향상에 대해 CMC 전처리 고해효과가 가장 적절하게 나타나는 것으로 판단되었다.
3.4 현장 실험 결과
Table 7은 국내 제지공장에서 원면혼합 CLMP 면 펄프와 순수한 린터섬유로 제조한 CLP 면 펄프의 혼합고해 실험조건과 섬유특성 결과를 나타냈다. 혼합고해 수준인 50:50 혼합률을 기준으로 순수한 린터섬유로 제조한 CLP 펄프의 혼합률을 변경시켜 가면서 실험하였다. 동일한 리파이닝 시간 조건에서 순수한 린터섬유로 제조한 CLP 펄프의 혼합률이 증가할수록 유량은 감소하고 부하는 증가하면서 고해효율성이 현저히 증가함을 확인하였다. 이는 섬유장이 긴 CLP 펄프섬유가 고해되면서 섬유변형이 진행되면서 고해동력과 유량의 변화로 나타난 결과로 판단되었다. 고해결과 목표 고해도와 탈수성 측면에서 두 펄프 즉 CLMP:CLP 혼합률이 70:30일 경우가 가장 우수하게 나타났다. 탈수성은 CLP 펄프의 혼합률이 증가하더라도 거의 변하지 않았다. 섬유장은 CLP 펄프의 혼합률이 증가할 때 약간씩 감소하였다. 혼합고해 시 섬유장은 현저한 차이를 보이며 감소하는 경향이었다. 특히 CLP 펄프의 혼합률 70 및 100 조건일 때는 CLMP 펄프 100일 때보다 섬유길이는 약 9% 정도로 많이 감소하는 것으로 나타났는데, 이는 섬유의 혼합고해에 따른 순수한 린터섬유로만 제조한 CLP 펄프가 원면이 혼합된 CLMP 펄프에 비해 고해동력을 우선적으로 받아서 나타난 고해 결과로 판단된다.
Table 7.
Effects of mixing ratio of CLMP:CLP on the refining conditions and fibers properties
Table 8.
The changes of paper properties at the mixed refining mill trial
원면이 혼합된 CLMP 펄프와 순수 린터섬유로만 제조한 CLP 펄프의 혼합고해 현장실험에 따른 종이의 물성결과를 Table 8에 나타내었다. 벌크는 두 펄프의 혼합률에 따라 비슷한 수준을 나타냈으며, 평활도는 50:50으로 혼합한 경우 높게 나타났다. 열단장, 인열강도, 내절도는 앞서 고해 효율성과 마찬가지로 CLP와 CLMP를 70:30 혼합고해 시 가장 우수하게 나타났고, 기타 물성은 유사하였다. 이러한 현상은 원산지와 가공방법을 달리하는 두 가지 펄프의 혼합고해에 있어 섬유장 및 CED점도 등 섬유특성을 고려해서 적정한 펄프섬유 혼합율 조건의 고해결과로 판단되었다.
4. 결 론
본 연구는 고해적성, 섬유변형 및 공정일관성이 불량한 린터 면 펄프의 고해적성 개선을 위해 고해하중 변화, CMC 첨가 전처리 및 혼합고해 방법을 통하여 그 개선방법을 모색하고자 하였다. 연구결과 원면혼합 펼프와 린터펄프의 섬유조성, 원산지 및 가공방법의 차이가 고해특성, 섬유특성 및 종이의 물리적 특성에 영향을 끼치는 것으로 나타났다. 순수 린터펄프 고해 시 고해하중의 증가, CMC 전처리 및 혼합고해 등의 물리화학적 방법은 고해적성을 향상시키는 효과를 가져왔다. 고해 후 섬유특성 측면에서 CMC 전처리 고해는 단독고해 및 혼합고해에 따른 CED 점도, 중합도, 결정화도의 변화가 크게 나타나지 않았다. 수초지의 물리적 특성 측면에서 CMC 전처리 고해할 때, 단독고해 및 혼합고해에 비해 지합지수, 비산란계수, 인장강도, 인장흡수에너지 지수(TEAI), 내절도 등이 높게 나타났다. 혼합고해를 제지공장 현장에 적용한 결과, 기존 고해방법보다 순수한 린터섬유로만 제조한 면펄프의 고해적성이 개선되었고 혼합률이 증가할수록 종이 물성의 향상을 가져왔다. 통상적으로 원면펄프가 린터펄프보다 섬유장이 길고 점도가 높으며 종이강도가 높다고 알려져 있지만, 원가절감을 위해서 순수 린터펄프도 섬유 배합비율의 증가와 고해방법의 조절을 통해서 고해적성을 개선할 수 있고 대등한 강도수준의 종이를 제조할 수 있음을 확인할 수 있었다.
