

1. 서 론
현대의 제지 공장에서는 대부분 종이 생산 시 침엽수 표백 크라프트 펄프(Softwood bleached kraft pulp, Sw-BKP)와 활엽수 표백 크라프트 펄프(Hardwood bleached kraft pulp, Hw-BKP)를 사용한다. 강도가 높은 종이를 생산하고자 할 때, 섬유 자체의 강도가 큰 Sw-BKP를 사용하고, 지합과 평활도가 우수한 종이를 생산하고자 할 때 Hw-BKP를 사용하되, 흔히 두 펄프의 장단점을 고려하여 서로 배합하여 사용하고 있다.1)
현재 지류제품 생산을 위해 국내에서 사용하는 대부분의 펄프는 80% 이상 해외에서 수입하고 있으며, 국제 펄프 가격이 예측 불가능하기 때문에 제지 업계에서 예의 주시하고 있다. 따라서 국제 펄프 가격의 변화에 능동적으로 대처하고, 종이 생산 원가를 줄이면서도, 기존에 생산 중인 제품과 유사한 특성을 가진 제품을 생산할 수 있는 대체 가능한 제지용 섬유의 발굴을 위해 많은 노력을 쏟고 있다. 따라서 목재 펄프의 대체 섬유인 신규 비목재 섬유에 많은 관심을 보이고 있으며, 그중 대표적으로 사탕수수로부터 얻는 바가스 펄프가 있다.
바가스 펄프는 열대 또는 아열대 기후인 국가에서 인쇄용지와 위생용지, 신문용지 그리고 포장용지를 생산할 때 널리 사용한다. 바가스 펄프는 사탕수수를 정제하고 남은 잔여물을 이용하기 때문에 목재 펄프에 비해 가격이 저렴하며, 여러 비목재 펄프와 달리 백색도가 우수하고 생산량이 높아 안정적인 공급이 가능하다는 장점이 있다.2) 또한, 섬유장이 Hw-BKP와 유사하고 섬유폭이 보다 넓은 특성을 보여 Hw-BKP의 대체 가능성도 가지고 있다. 그러나, 국내에는 Hw-BKP를 대체하여 바가스 펄프를 일정량 배합하였을 때, 바가스 펄프가 종이 생산 원료로서 적절한지에 대한 연구는 아직 부족하다. 따라서 본 연구에서는 인쇄용지 생산 시 펄프 배합비 측면에서 Hw-BKP 대신 일정량을 바가스 펄프로 대체했을 때 변화하는 수초지의 강도적 특성을 분석하였다.
2. 재료 및 방법
2.2 실험 방법
2.2.1 지료의 조성
Sw-BKP, Hw-BKP와 바가스 소다 펄프를 Table 23)와 같이 일정 비율로 혼합했으며, 실험실용 Valley beater를 이용하여 고해 하중 5.6 kgf에서 여수도 400 mL C.S.F.까지 고해했다.
2.2.2 섬유 특성 분석
Table 2와 같이 Sw-BKP, Hw-BKP와 바가스 소다 펄프를 배합한 지료의 초기 여수도로부터 200 mL C.S.F.까지 고해할 때, 여수도 100 mL C.S.F. 간격으로 각 단계에서 지료의 섬유장, 섬유폭과 미세분 함량을 섬유분석기(Kajaani Fiber Lab V.3)로 분석하였다.
2.2.3 수초지 제작
Table 2의 배합비로 조성한 각각의 펄프 지료를 여수도 400 mL C.S.F.까지 고해하고 지료 농도 0.5%로 희석한 뒤, 200 cm2의 실험실용 원형 수초지기를 이용하여 평량 75 g/m2의 수초지를 제작하였다.
3. 결과 및 고찰
3.1 펄프 배합비 변화에 따른 여수도 변화 분석
고해시간이 경과함에 따라 여수도의 변화를 Fig. 1에 나타냈다. 지료의 초기 여수도는 바가스 소다 펄프 배합비 증가에 따라 큰 변화는 없었다. 그러나 고해 시간의 경과에 따라 여수도 200 mL C.S.F.까지 도달하는 시간은 바가스 소다 펄프의 배합비가 10%일 때 6분, 20%일 때 7분, 30%일 때 약 10분 가까이 감소하는 것을 확인할 수 있었다.
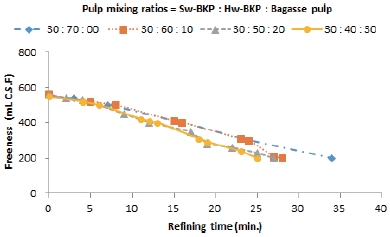
이는 바가스 소다 펄프가 Sw-BKP와 Hw-BKP에 비하여 섬유의 조도가 낮으며4), 이에 따라 고해 처리에 섬유가 저항하는 성질이 감소해 고해 시 유리하기 때문으로 판단되었고, 바가스 펄프의 배합비가 증가할수록 200 mL C.S.F.까지 도달하는데 소요되는 고해 시간은 점차 감소하였다.
3.2 섬유 특성 분석
각각의 펄프를 일정한 비율로 배합하고 200 mL C.S.F.까지 고해한 후 섬유장, 섬유폭, 미세분 함량을 분석한3) 바가 있었다. 섬유장은 Hw-BKP를 대체한 바가스 소다 펄프 투입량이 증가해도 큰 변화를 볼 수 없었는데, 이는 바가스 소다 펄프의 섬유장이 Hw-BKP와 유사하며 섬유폭은 넓고, 섬유의 세포벽이 얇은 특성5)을 갖기 때문으로 판단됐다.
따라서 Hw-BKP와 바가스 소다 펄프의 섬유장이 서로 유사해 Hw-BKP를 대체한 바가스 소다 펄프의 투입량이 증가하여도 지료 내 평균 섬유장의 변화가 거의 없는 것으로 판단됐다. 섬유폭과 미세분 함량은 바가스 소다 펄프 투입량 증가하면 비례적으로 증가하였고, 이는 Hw-BKP보다 넓은 섬유폭과 고해에 대한 저항성이 낮아서 많은 미세분을 발생시키기 때문으로 판단됐다.
3.3 수초지 특성
3.3.1 열단장
열단장은 섬유 자체의 강도와 섬유 간 결합력이 중요한 요소이며, 섬유 간 결합력은 섬유의 외부·내부 피브릴화에 의한 섬유 간의 결합 면적의 변화, 단위 결합 면적 당 결합 강도, 섬유의 유연성, 섬유장 등 여러 섬유 특성에 영향을 받는다. 펄프의 배합비를 변화시키고 400 mL C.S.F.까지 고해하여 수초지를 제조하고 열단장을 측정한 결과를 Fig. 2에 나타냈다.
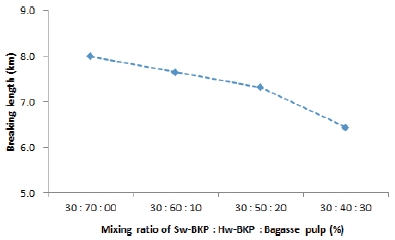
Fig. 2에서 열단장은 Hw-BKP를 대체한 바가스 소다 펄프의 투입량이 증가하면 점차 감소했다. 이는 Table 1에서 보는 바와 같이 바가스 소다 펄프는 짧고 섬유장에 비해 섬유폭이 넓은 구조의 섬유 특성을 갖기 때문에 섬유의 유연성이 저하되고 섬유 간 결합의 감소를 야기하기 때문으로 판단됐다.
3.3.2 신장률
신장률은 종이가 늘어나는 성질로 인장강도와 열단장에 반비례하는 특성을 가진다. 또한, 종이의 신장률은 펄프 내의 섬유가 고해 시 고해 처리에 의해 파괴될 때 급격하게 저하되었다.6) 펄프의 배합비를 변화시키고 수초지의 신장률을 측정한 결과를 Fig. 3에 나타냈다.
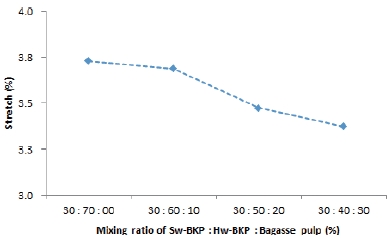
수초지의 신장률은 Fig. 3에서 보는 바와 같이 바가스 소다 펄프 투입량이 증가할 때 감소했다. 이는 열단장의 경우와 유사하게 바가스 펄프 섬유 특성에 의해 섬유 간 결합력의 저하와 섬유의 유연성이 기존 Hw-BKP보다 떨어지기 때문으로 판단됐다. 일반적으로 볼 때 펄프 섬유를 고해하면, 섬유간 결합이 증가하고, 인장강도가 증가하면서, 신장률은 감소하는 경향을 가진다. 그러나 상대적으로 Sw-BKP와 Hw-BKP보다 약한 바가스 소다 펄프 배합비를 증가시켰기 때문에, 인장강도가 하락하고 동시에 신장률도 하락하는 것으로 판단됐다.
3.3.3 내절도
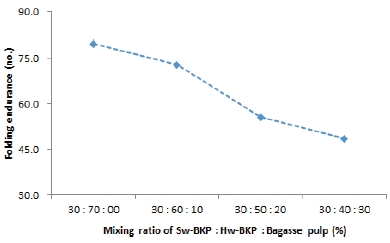
내절도는 종이의 강도가 크고, 섬유의 유연성이 우수할수록 상승하는 특성으로 펄프 섬유가 가지는 고유 섬유의 강도와 섬유 길이에도 영향을 받았다.7) 펄프의 배합비를 변화시키고 고해를 실시했을 때 수초지의 내절도를 측정한 결과를 Fig. 4에 나타냈다. Fig. 4에서 내절도는 바가스 소다 펄프 투입량이 증가할 때 감소했다. 이는 바가스 소다 펄프 섬유의 조도가 일반적으로 알려져 있는 바와 같이 목재 펄프보다 낮고 섬유의 고유 강도가 낮고, 또한 이전 연구의 결과3)와 같이 섬유장이 짧은 동시에 넓은 섬유폭을 가져 섬유의 유연성이 저하되기 때문으로 판단됐다.
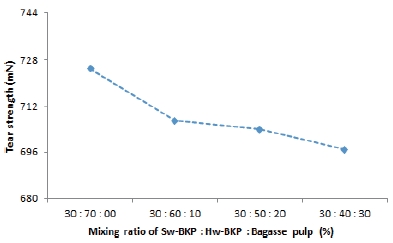
3.3.4 인열강도
인열강도는 종이가 찢어질 때 견디는 힘을 나타내는 것으로써, 내절도와 유사하게 섬유가 갖는 섬유의 고유 강도와 유연성이 클수록 증가하며, 섬유 간 결합력이 클수록 초기에는 증가하나 그 후에는 악영향을 끼치는 강도이다.8)
펄프의 배합비를 변화시키고 고해를 실시했을 때 수초지의 인열강도를 Fig. 5에 나타냈다. Fig. 5에서 보는 바와 같이, 바가스 소다 펄프 배합비를 증가했을 때 인열강도가 감소하였는데, 이는 앞에서 언급한 열단장, 신장률, 내절도와 동일한 경향을 나타냈다. 인열강도가 낮아지는 이유는 바가스 소다 펄프 섬유의 짧고 섬유장에 비해 섬유폭이 넓은 특성에 의한 섬유의 유연성의 저하와 섬유 간 결합의 저하에 의한 결과로 판단됐다.
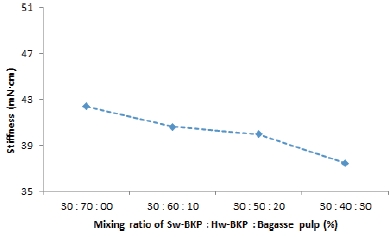
3.3.5 강직성(Stiffness)
강직성은 종이의 빳빳한 정도를 말하며, 그라비아 또는 활판 인쇄보다 평판 옵셋 인쇄에서 중요한 특성 중 하나이며, 각각의 펄프 섬유가 가지는 섬유의 고유 강도가 큰 영향을 미치는 결과를 보였다.9,10)
펄프의 배합비를 변화시키고 고해를 실시했을 때 수초지의 강직성을 Fig. 6에 나타냈다. Fig. 6에서 바가스 소다 펄프 배합비를 증가했을 때 종이의 강직성이 감소했는데, 이는 바가스 소다 펄프의 섬유 특성에 기인한 결과로 보였다. 섬유의 강직성보다 섬유간 결합과 종이의 두께가 종이의 강직성에 더 중요한 영향을 끼치는 것으로 알려져 있으므로, 그들의 영향에 대한 추가적인 연구가 필요할 것으로 판단됐다. 강직성은 Figs. 2-5의 열단장, 신장률, 내절도와 인열강도와 다르게 종이를 파괴하기 위해 가해지는 외력이 잡아당기거나 찢는 큰 힘이 아니고, 바가스 소다 펄프 자체가 빳빳한 특성을 가지기 때문에 투입량 증가에 따른 강직성의 감소폭은 미미하게 나타난 것으로 판단됐다.
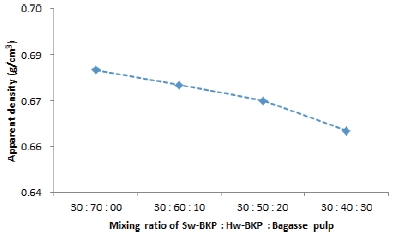
3.3.6 겉보기밀도
겉보기밀도는 단위 용적 내에 존재하는 섬유 등의 고형분의 중량을 나타내며, 종이를 구성하는 섬유의 조도와 섬유폭, 섬유 간의 결합에 영향을 받는 특성으로 종이의 물리·광학적 특성을 결정하는 중요한 요인 중 하나이다.11)
Fig. 7에서 Hw-BKP를 대체한 바가스 소다 펄프의 투입량이 증가함에 따라 수초지의 겉보기 밀도가 감소했다. Table 1에서 바가스 소다 펄프는 섬유장이 Sw-BKP보다 짧고 Hw-BKP보다 약간 길며, 섬유폭은 넓은 형태의 섬유 특성을 가지는 것을 확인하였다. 따라서, 바가스 소다 펄프는 지료 조성 시 혼합한 Sw-BKP, Hw-BKP와의 섬유 간 결합력 낮아 종이의 강도적 특성은 하락하는 동시에 bulk 특성을 향상시키는 것으로 판단됐다.
4. 결 론
Sw-BKP, Hw-BKP, 바가스 소다 펄프의 섬유 특성 분석을 통해 바가스 소다 펄프가 Hw-BKP와 섬유장은 유사하지만 섬유폭이 넓은 특성을 갖는 것을 확인하였다. 따라서 바가스 소다 펄프를 Hw-BKP에 일정 비율 대체하여 혼합하고 고해하였을 때, Hw-BKP보다 넓은 섬유폭에 의해 수초지의 겉보기밀도가 감소하여 Bulk 특성이 향상됨을 확인하였다.
고해 효율은 Hw-BKP를 대체한 바가스 소다 펄프 투입량이 증가할 때 고해 시간이 점차 단축되었고, 이는 바가스 소다 펄프 섬유가 갖는 섬유의 조도가 Sw-BKP, Hw-BKP의 목재 펄프에 비해 낮기 때문이며, 고해의 진행에 따라서 목재 펄프에 비해 바가스 소다 펄프의 미세분 발생량이 월등히 높은 것을 통해 알 수 있었다.
수초지의 열단장, 내절도, 인열강도, 강직성 등 강도적 특성이 바가스 소다 펄프 투입량 증가에 따라 점차 감소하였다. 이는 바가스 소다 펄프가 짧고 통직한 구조의 섬유를 가져 섬유의 유연성이 낮고, 조도가 낮아 고해에 의해 섬유 자체가 쉽게 파괴되기 때문으로 판단됐다.
펄프 원가를 절감하기 위해, 강도저하가 크지 않은 조건에서, 바가스 소다 펄프를 혼합 사용한다면, Hw-BKP 대신 바가스 소다 펄프를 10-15% 정도 대체하여 사용이 가능할 것으로 판단되나, 고해 시 증가하는 미세분에 의한 문제는 연구가 추가적으로 필요할 것으로 판단됐다.
