1. 서 론
3D 프린팅은 고체, 액체 및 분말 형태의 소재를 분사 혹은 적층하여 3차원 입체물을 제조하는 방식을 사용함에 따라,1) 지난 수 년 동안 산업분야뿐만 아니라 일반 대중에 대한 3D 프린팅의 접근성이 크게 증가하였다. 3D 프린팅은 3D 프린터 등의 장치 기술뿐만 아니라 고분자 재료를 이용한 소재기술의 발전이 결합되어야 한다고 Stansbury 등2)은 보고하였다. 그 중 FDM(fused dposition modeling) 방식의 3D 프린터용 필라멘트의 원료로 많이 사용되는 ABS(Acrylonitrile-Butadiene-Styrene copolymer)는 내충격성이 뛰어나 자동차 인테리어용 이외에도 다양한 형태의 산업분야 혹은 일반 대중의 기호에 따른 입체물 제조 소재로서 많이 사용되고 있다. 하지만, 환경적으로 지속 가능한 재료의 사회적 요구 및 생분해 복합 재료의 개발에 대한 관심이 증가함에 따라 ABS의 일부를 PLA로 대체함으로써 3D 필라멘트의 친환경을 향상시킬 수 있다고 보고된 바 있다.3,4) PLA(polylactic acid)는 우수한 기계적 성질, 재생 가능성, 생분해성 그리고 상대적으로 저렴한 비용을 가지고 있는 대표적인 바이오폴리머(biopolymer)로 석유화학 유래의 고분자 재료를 대체할 수 있는 대안으로 떠오르고 있다. 또한 식품 포장재, 물병, 우유병, 분해성 비닐봉지 및 자동 차와 같은 여러 분야에 사용되고 있다.5,6) 반면, PLA와 같은 생분해성 고분자는 충격저항이 낮고 밀도가 높기 때문에 포장 및 건축 사업과 같은 응용 분야에서 제한적으로 이용되고 있다.7)
이러한 문제점을 보완하기 위해 리그닌을 함유하고 있는 리그노셀룰로오스 재료(ligno-cellulosic materials)를 PLA의 보강재(reinforcement materials)로 이용하여 친환경 소재의 합성물을 얻는 것을 목표로 한 연구가 진행되고 있다.8-12) 셀룰로오스는 지구에서 가장 풍부한 바이오 폴리머로서 생분해성을 가지며, D-글루코오스가 랜덤하게 β-1,4 글리코시드 결합한 단순 고분자 물질로 기계적, 열적 특성을 향상시키고 결정성을 높일 수 있는 재료이다. PLA의 기계적 및 열적 성질을 보완하기 위해서 기재(matrix)인 PLA에 보강재(reinforcement) 물질인 셀룰로오스를 첨가 시 분산의 정도에 따라서 최종산 물의 성능이 판가름되기 때문에 셀룰로오스의 균일한 분산이 중요하다. 그러나 셀룰로오스는 친수성으로 구성되어 있고 PLA는 소수성으로 구성되어 두 재료의 균일한 분산이 어려워 가공 방법에 대한 다양한 연구가 진행되었다.13-16) Tingaut 등17)은 MFC를 PLA의 보강재로 사용하기 위해 MFC의 아세틸화를 진행하였으며 아세틸화와 MFC의 함량을 조절하여 복합 소재에 있어 최종 특성에 향상된 분산과 열적 특성을 가진다고 보고하였다.
본 연구에서는 잔존 리그닌 함유량이 적은 MFC와 잔존 리그닌 함량이 풍부한 MFC를 이용하여 기재의 PLA 고분자에 대한 분산 정도가 3D 프린터용 필라멘트 제조시 끼치는 영향 및 필라멘트 제작용 사출기에 투입하는 시료의 제조방법에 따른 필라멘트의 물리적 및 열적 특성을 알아보고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 리그닌의 함량이 낮은 microfibrillated cellulose(F-MFC)와 리그닌의 함유량이 풍부한 microfibrillated cellulose(R-MFC)를 제조하여 실험에 사용하였다. 사용된 목재 칩은 국내산 혼합 참나무이며 TAPPI 222 om-02에 의거하여 측정된 혼합 참나무의 Klason 리그닌 함량은 24.2%이다. F-MFC의 제조원료 물질을 만들기 위해 H-factor 1685로 크라프트 펄프화를 진행하였다. 제조된 크라프트 펄프의 Klason 리그닌 함량은 1±0.3%이며 수율은 42.6±2.1%이었다. R-MFC를 제조하기 위해서 LAS(low temperature, atmospheric pressure and short reaction) 펄프화법으로 펄프를 제조하였다.18,19) 제조된 펄프의 수율은 44.5± 2.7%, Klason 리그닌 함량은 4.5±0.7%이며 섬유장은 0.80±0.25 mm이었다. 이와 같이 제조된 두 가지 종류의 펄프는 이전의 연구와 동일한 방법으로 MFC를 제조하였다.20) 전처리로 실험실용 Valley beater(DM-822, Daeil Machinery Co., Ltd., Korea)를 이용하여 여수도가 100 mL CSF가 될 때까지 고해하였다. 고해한 펄프 슬러리의 농도를 2%의 농도로 조절한 후 Super Masscolloider(MKCA6-2, Masuko Sangyo Co., Ltd., Japan)를 이용하여 그라인딩하였다. 이 때 사용된 그라 인더의 스톤 간 갭 사이즈는 –90±5 μm로 조절하였으며 통과횟수가 10회가 될 때까지 처리를 반복하였다.
Poly lactic acid(Lot. T 42, Huvis Co., Ltd., Korea)는 섬유 형태의 것을 사용하였으며 섬도는 1.5 De, 섬유장은 6 mm이며 녹는점(Tm)은 166.3℃이다.
2.2 실험방법
2.2.1 MFC 분말 제조
제조된 F-MFC 및 R-MFC를 분말 형태로 제조하기 위해 Beaumont 등21)이 제안한 알코올 치환 방법을 사용하였다. 사용된 용제는 3개의 메틸기(-CH3)가 결합되어 있는 3차 부틸알코올(Extra pure, Daejung, Korea)이다. F-MFC 및 R-MFC의 함수율은 약 10%가 되도록 여과하여 사용하였다. MFC의 전건 중량 대비 50배 중량비로 3차 부틸알코올을 투입하여 12시간 동안 교반하였다. 교반 후 원심분리를 통해 상등액을 제거하고 3차 부틸알코올을 사용해 MFC의 전건 중량이 1%가 되도록 하여 교반한 후 동결건조(TFD5505A, ilShinBioBase, Korea)를 진행하였다.
2.2.2 MFC-PLA 필라멘트 제조
분말 형태로 제조된 F-MFC와 R-MFC를 이용하여 두가지 방법을 통해 필라멘트를 제조하였으며 과정을 Fig. 1에 도시하였다. 모든 시료는 감압 건조(BF-30VO, BioFree Co., Ltd., Korea)를 통해 전건 상태에서 필라멘트 사출기에 투입하였다. Type 1(Non-blending)에서는 전건 상태의 MFC 분말과 PLA 섬유를 전처리 없이 각각의 재료를 필라멘트 사출기에 투입하여 필라멘트를 제조하였다. Type 2(Solvent-blending)는 염화메틸렌(Extra pure, Samchun pure chemical Co., Ltd., Korea)에 PLA를 녹인 후 MFC 분말을 투입하고 실험용 균질기 (Homogenizer, HG-15A, DAIHAN Scientific Co. Ltd., Korea)를 이용하여 2,700 rpm에서 5분간 교반 후 디클로로메탄(dichloromethane, DCM) 용제를 제거하고, 감압 건조한 상태로 필라멘트 사출기에 투입하여 제조된 필라멘트이다. 필라멘트는 필라멘트 사출기(Filabot EX2 filament extruder, Triex® LLC, USA)의 온도를 155℃, 압출 속도를 17.5 rpm으로 조절하여 제조하였다. 또한 필라멘트의 2차 가공 특성을 알아보기 위해 상기의 1차 가공 후의 필라멘트를 길이 2-3 cm로 절단하여 필라멘트 사출기에 투입하였다(Fig. 2).
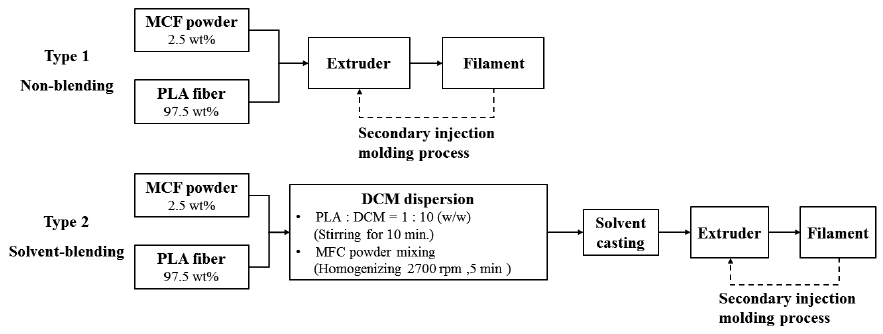
Fig. 1.
Manufacturing process of MFC-PLA filament.
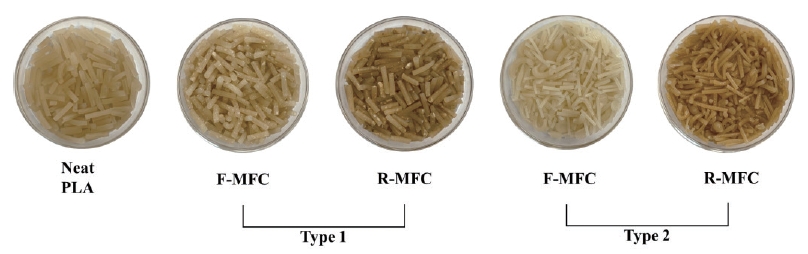
Fig. 2.
Feed-stocks for secondary processing.
2.3 필라멘트의 성상 분석
MFC의 분산 특성을 확인하기 위해 필라멘트의 단면을 FE-SEM(SU8220, Hitachi Ltd., Japan)으로 측정하였다. 필라멘트의 인장강도와 연신율을 측정하기 위해 만능 인장강도 시험기(Hounsfield H500M, England)를 사용하였다. 인장 속도는 100 mm/min이며 측정을 위해 사용된 필라멘트 길이를 총 6 cm로 절단 후 측정기 사이의 간격을 4 cm로 하여 측정하였다. 인장강도(Eq. 1)와 변형률(Eq. 2)은 다음과 같은 식에 의해 산출하였으며 조건당 10회 측정하여 평균값을 계산하였다. 제조된 필라멘트의 열적 특성은 시차주사열량분석(Differential Scanning Calorimetry, Discovery DSC, TA Instruments, Inc., USA)을 통해 측정하였다. 필라멘트의 약 5 mg을 사용하여 분석하였다. 초기 온도를 50℃로 설정하고 250℃까지 10℃/min로 가열하여 녹는점(Tm)을 측정하였다.
σ: 인장응력(N/mm2),
P: 인장력(N),
A: 단위면적(mm2)
ε: 연신율(%),
△L: 길이의 변화(mm),
L0: 처음 길이(mm)
3. 결과 및 고찰
3.1 MFC 분산성
Fig. 3은 1차 가공 후 사진 촬영을 통해 필라멘트를 육안으로 관찰한 것으로 Type 1 방식으로 제조된 필라멘트의 경우 F-MFC 및 R-MFC 모두 PLA에 분산이 잘 되지 않아 MFC가 서로 응집되어 분산되지 않는 것이 뚜렷 하게 구분되며 특히 R-MFC 함유된 필라멘트에서 보다 명확하게 관찰되었다. 이에 반해, Type 2 방식으로 제조된 필라멘트의 경우에 F-MFC 및 R-MFC 모두 PLA에 고르게 분산되어 Type 1의 MFC와 달리 MFC 응집 형태의 존재를 육안으로 관찰하기 어려웠다. 또한 Type 2의 제조 방식 중 리그닌 함유량이 적은 F-MFC의 경우 동일한 사출 온도와 속도에서 제조한 Type 1의 F-MFC에 비해 균일한 색상을 가지며 밝은 색을 띄는 필라멘트를 제조하였다. 마찬가지로 리그닌 함유량이 풍부한 R-MFC 역시 전체적으로 균일한 색상의 띄며, 잔존 리그닌으로 인해 갈색을 띄는 것을 확인할 수 있었다. F-MFC 및 R-MFC의 분포를 관찰하기 위해 각 필라멘트의 단면의 FE-SEM을 30-45배율로 측정하였다(Fig. 4). Fig. 3과 마찬가지로 Type 1보다 Type 2에서 F-MFC 및 R-MFC의 분산이 잘 이루어진 것을 확인할 수 있었다. 또한 2차 가공 후의 필라멘트 단면은 1차 가공 후와 비교하여 큰 차이가 없었으며 Type 2 제조방법과 비교하여 F-MFC 및 R-MFC의 분산에는 효과적이지 않았다.
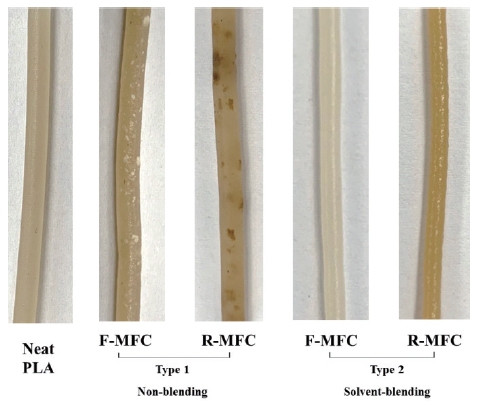
Fig. 3.
Filaments after primary injection molding process.
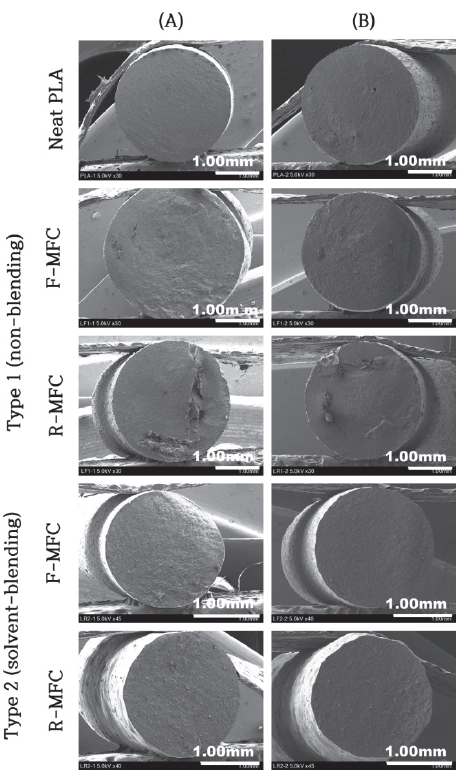
Fig. 4.
FE-SEM images of filament.
(A): primary injection molding process,
(B): secondary injection molding process.
Fig. 5는 F-MFC 및 R-MFC의 분산 정도를 확인하기 위해 Type 1 및 Type 2 방법에 따른 필라멘트 단면의 FE-SEM을 500배율, 2,000배율로 측정한 것으로 Type 1의 F-MFC(a)와 R-MFC(b)가 분산되지 않은 채로 응집되어 존재하는 것을 확인할 수 있었다. Type 2의 F-MFC(c)와 R-MFC(d)는 육안으로 관찰되지 않던 MFC가 관찰되며 응집되지 않은 상태로 고르게 분포하는 것을 확인하였다. 또한 같은 배율에서 R-MFC는 F-MFC에 비하여 다소 입자의 크기가 큰 것을 확인하였는데 이는 R-MFC 제조를 위해 사용된 펄프의 잔존 리그닌이 상대적으로 F-MFC에 비해 높아 동일한 횟수의 그라인더 처리를 거쳤음에도 펄프의 미세화를 방해한 것으로 리그닌의 제거가 셀룰로오스 나노 섬유 제조에 효과가 있다고 보고된 Okahisa 등22)의 결과와 일치한다. Type 2에서 분산된 F-MFC 및 R-MFC와 PLA 사이의 성상을 관찰하기 위하여 2,000배율로 확대하였다. F-MFC(e), R-MFC(f)와 PLA 사이의 공극이 존재하지 않는 것을 확인하였으며 F-MFC(e)에서는 절단에 의해 F-MFC(e)에서는 마이크로피브릴이 노출되며 R-MFC(f)에서는 마이크로피브릴과 더불어 미세화가 진행되지 않은 섬유의 절단이 관찰되었다.
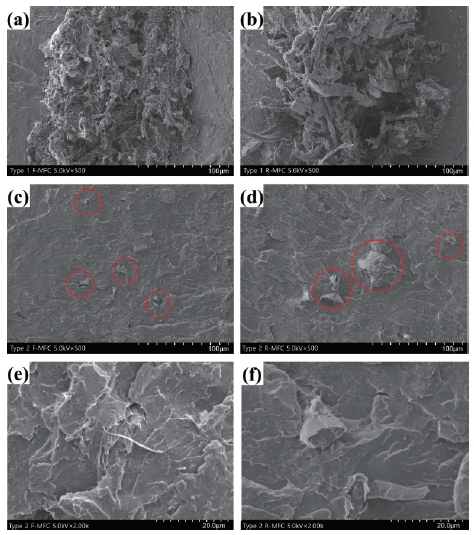
Fig. 5.
FE-SEM images of secondary injection molding process filament.
(a): Type 1 F-MFC×500,
(b): Type 1 R-MFC×500,
(c): Type 2 F-MFC×500,
(d): Type 2 R-MFC×500,
(e): Type 2 F-MFC×2,000,
(f): Type 2 R-MFC×2,000.
3.2 MFC 혼합 필라멘트의 물리적 특성
Table 1은 제조된 필라멘트의 밀도를 측정한 결과이다. PLA만을 투입하여 제조된 필라멘트와 Type 1의 경우는 비슷한 밀도를 가지는 반면에 Type 2의 경우, 1.3 g/cm3이상의 밀도를 가진 필라멘트가 제조되었다는 것을 알 수 있었다. 이는 같은 부피에서 차지하는 필라멘트의 중량이 더 높은 것을 의미하며 Type 2 공정의 경우 용제 분산을 통해 PLA에 존재하는 MFC의 마이크로 피브릴이 망상 구조를 형성하여 필라멘트의 밀도가 높은 것으로 추측된다. 이와 같은 결과는 Fig. 5의 Type 1 공정으로 필라멘트를 제조하였을 때 응집된 MFC 사이의 공극이 존재하는 반면 Type 2로 필라멘트를 제조하였을 때 섬유와 PLA 사이에 공극이 관찰되지 않는 결과와도 일치한다. 반면 1차 가공과 2차 가공으로 제조된 필라멘트의 뚜렷한 밀도 차이는 없었다.
Table 1.
Density of each filament samples
(unit: g/cm3)
| Neat PLA | Type 1 (non-blending) | Type 2 (solvent-blending) |
|---|
| F-MFC | R-MFC | F-MFC | R-MFC |
|---|
| A* | 1.27±0.03 | 1.29±0.02 | 1.31±0.04 | 1.37±0.03 | 1.30±0.01 |
| B** | 1.29±0.01 | 1.31±0.02 | 1.30±0.01 | 1.34±0.04 | 1.38±0.19 |
제조된 필라멘트의 인장강도를 측정한 결과를 Fig. 6에 나타내었다. Type 1 공정으로 제조한 F-MFC 및 R-MFC 필라멘트 인장강도의 경우, PLA만으로 제조한 필라멘트의 인장강도와 비슷하거나 감소하는 경향을 나타내었다. 이는 불균일 분산으로 인해 필라멘트의 인장강도에 영향을 끼친 것으로 판단된다. 실제로, Caceres 등23)은 재료가 다공성을 가지거나 불균일성으로 야기되는 결함이 존재하는 경우 재료의 결함이 먼저 하중의 영향을 받아 인장강도가 감소한다고 보고한 바 있다.
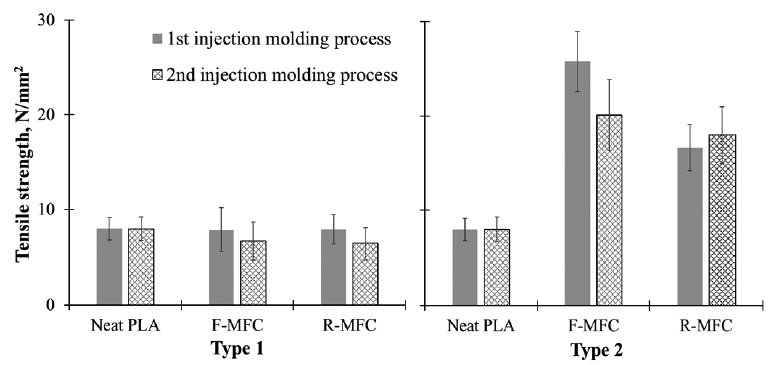
Fig. 6.
Tensile strength of filament compared with neat PLA filament.
left: Type 1 (non-blending), right: Type 2 (solvent-blending)
F-MFC 및 R-MFC를 용제로 전처리하여 분산시킨 Type 2에서는 Type 1 공정으로 제조한 필라멘트에 비해 현저하게 인장강도가 증가한 것을 확인할 수 있었다. 이는 Type 2의 용제 분산을 통해 F-MFC 및 R-MFC가 필라멘트에 고르게 분산되어 필라멘트의 강도를 개선시킨 것으로 판단된다. 또한 F-MFC를 첨가한 필라멘트가 R-MFC를 첨가한 필라멘트에 비해 높은 인장강도를 가지는 이유는 F-MFC의 크기가 R-MFC에 비해 필라멘트에서 균일하게 분포하고 망상 구조를 형성하여 PLA의 강도를 보다 개선시킨 것으로 판단되며 Fig. 5(e)와 (f)의 결과와도 일치한다.
Table 2는 필라멘트의 연신율을 측정한 결과로 PLA만으로 제조된 필라멘트와 Type 1은 비슷하거나 낮은 연신율을 나타내지만 Type 2에서는 높은 연신율을 나타내었다. 이는 Type 2에서 큰 장폭비를 가지는 F-MFC 및 R-MFC가 고르게 분산되어 인장강도의 결과와 더불어 Type 1과는 상이한 특성을 가지는 것으로 추측된다. Nakagaito 등24)은 복합체에서 MFC 혼합에 의해 연신율이 증가하여 인장강도가 개선되었다고 보고하였으며 이는 Fig. 6의 Type 2에서 인장강도 증가의 결과와도 일치한다.
Table 2.
Elongation of filament
(unit: %)
| Neat PLA | Type 1 (non-blending) | Type 2 (solvent-blending) |
|---|
| F-MFC | R-MFC | F-MFC | R-MFC |
|---|
| A* | 3.7±0.5 | 3.8±0.3 | 3.3±0.4 | 6.9±2.5 | 4.8±0.6 |
| B** | 4.1±0.8 | 2.3±0.2 | 3.7±0.8 | 5.8±1.3 | 6.4±1.2 |
3.3 MFC 혼합 필라멘트의 열적 특성
제조된 필라멘트의 열적 특성을 알아보기 위해 시차주 사열량분석(DSC)을 진행하였다. Fig. 7에서 나타나는 바와 같이 2차 가공 후 필라멘트의 녹는점(Tm)이 1차 가공에 비해 약 0.3℃ 온도 차이를 나타내었다. 또한 대부 분의 필라멘트에서 두 개의 용융 피크를 나타내었으며 이와 같은 두 개의 용융 피크는 두 가지 용융 거동이 발생한 것을 의미하며25) PLA만으로 제조한 필라멘트와 Type 1의 필라멘트는 용융 피크가 크게 변하지 않은 반면, Type 2 필라멘트에서는 녹는점의 피크 위치가 낮은 온도로 바뀐 것을 확인하였다. Abdulkhani 등26)은 나노 형태의 섬유가 PLA의 결정 구조 변화에 영향을 끼칠 수 있으며 열이 가해지기 전의 미세구조와 관련이 있을 것이라고 보고하였다. 또한 Type 2는 MFC를 3차 부틸알코올로 치환 후동결 건조해 염화 메틸렌에 녹아있는 PLA 중에서 교반하여 염화메틸렌 용제 제거 후 필라멘트 사출기에 투입하였기 때문에 제조 과정에서 PLA 결정 구조에 영향을 끼칠 수 있을 것으로 추측된다. 특히 1차 가공 시 Type 2의 F-MFC를 통해 제조된 필라멘트의 용융피크는 160.02℃로 한 개의 피크를 나타내었으며 이러한 결과는 고분자가한 종류의 상을 형성하는 것으로 Fig. 6의 가장 높은 인장강도를 나타내는 결과와도 일치한다. 1차 가공 과정에서 F-MFC를 통해 사출되는 필라멘트의 성상을 Fig. 8에 도시하였다. 동일한 온도조건에서 F-MFC 분말형태와 PLA 섬유를 그대로 투입하여 사출한 Type 1은 노즐 크기에 맞게 형태를 유지하며 사출되는 반면 용제를 통해 분산시켜 투입한 Type 2는 Type 1의 거동과는 상이한 것을 확인하였다. Song 등27)은 MFC가 결정화 속도를 향상시키지만 PLA의 결정 형태에는 큰 영향을 미치지 않는다고 보고하였으며 이에 대한 결과로 사출 과정에서 필라멘트 제조 특성이 상이하게 나타난 것으로 추측된다.
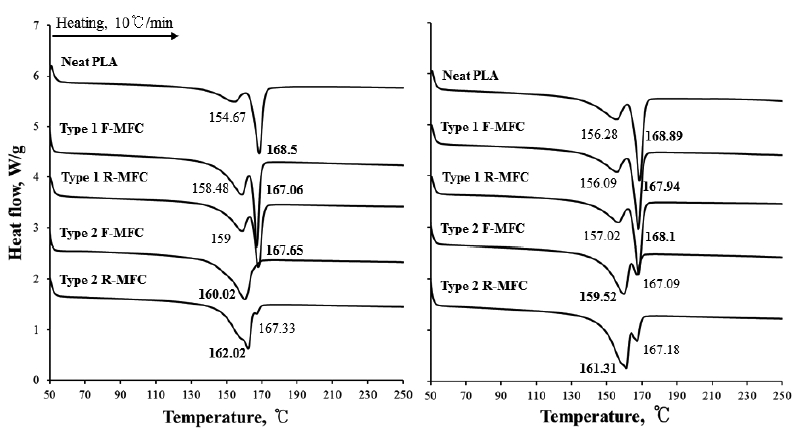
Fig. 7.
Differential scanning calorimetry of filament.
left: primary injection molding process, right: secondary injection molding process
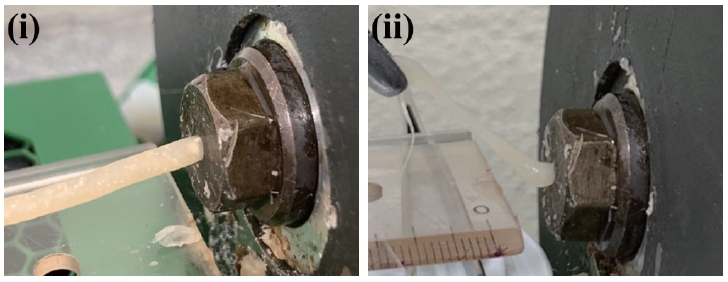
Fig. 8.
Extrude property of F-MFC primary injection molding process.
(i): Type 1, (ii): Type 2
4. 결 론
본 연구에서는 FDM 방식의 3D 프린터용 필라멘트 제조 시 MFC와 PLA의 분산 방법에 따른 즉, 분말상 형태의 MFC와 PLA 섬유를 전처리 없이 사출기에 단순히 혼합하여 제조하는 방법(Type 1)과 PLA 용액에 MFC를 첨가 후 분말 형태로 사출기에 투입하여 제조하는 방법 (Type 2)을 이용하여 제조한 필라멘트의 MFC 분산성, 물리적 특성 및 열적 특성을 비교 분석하였다. 또한 잔존 리그닌 함유량이 적은 MFC와 잔존 리그닌 함유량이 많은 MFC를 이용한 필라멘트의 제조 특성을 비교하였다. 1차 가공 시 원료 투입에서 두 가지의 재료를 단순히 투입하는 것(Type 1)보다 MFC의 분산(Type 2)을 통해 투입하였을 때 사출된 필라멘트에서도 균일하게 분포하는 것을 FE-SEM을 통해 관찰하였다. 또한 Type 2로 제조한 필라멘트에서 PLA만으로 제조한 필라멘트 및 Type 1의 필라멘트와 비교하여 높은 인장강도와 연신율을 나타 냈으며 용융 피크가 감소하는 것을 확인하였다. 분산력을 높이기 위해 2차 가공을 진행하였지만 큰 차이를 보이지 않았다. 최종적으로 F-MFC를 이용하여 Type 2의 방법으로 필라멘트를 제조하였을 때 가장 높은 인장강도와 연신율을 가지며 시차주사열량분석을 통해 50-250℃ 사이에서 한 개의 용융피크를 가지는 것으로 확인되었다.
Acknowledgements
본 연구는 산림청(한국임업진흥원) 산림과학기술연구개발사업(2018127B10-1819-AB01)과 2016년도 및 2017년도 정부(교육과학기술부)의 재원으로 한국연구재단의 지원을 받아 수행된 기초연구사업(NRF-2016R1D1A3A03918987 및 NRF-2017R1D1A1B03030710)에 의하여 이루어짐.
Literature Cited
S. F. S. Shirazi, S. Gharehkhani, M. Mehrali, H. Yarmand, H. S. C. Metselaar, N. A. Kadri and N. A. A. Osman, Science and Technology of Advanced Materials,
A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing,
16(3); 033502 (2015)
Shirazi, S. F. S., Gharehkhani, S., Mehrali, M., Yarmand, H., Metselaar, H. S. C., Kadri, N. A., and Osman, N. A. A., A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing, Science and Technology of Advanced Materials 16(3):033502 (2015).
10.1088/1468-6996/16/3/033502J. W. Stansbury and M. J. Idacavage, Dental Materials,
3D printing with polymers: Challenges among expanding options and opportunities,
32(1); 54-64 (2016)
Stansbury, J. W. and Idacavage, M. J., 3D printing with polymers: Challenges among expanding options and opportunities, Dental Materials 32(1):54-64 (2016).
10.1016/j.dental.2015.09.018K. Okubo, T. Fujii and E. T. Thostenson, Composites Part A: Applied Science and Manufacturing,
Multi-scale hybrid biocomposite: Processing and mechanical characterization of bamboo fiber reinforced PLA with microfibrillated cellulose,
40(4); 469-475 (2009)
Okubo, K., Fujii, T., and Thostenson, E. T., Multi-scale hybrid biocomposite: Processing and mechanical characterization of bamboo fiber reinforced PLA with microfibrillated cellulose, Composites Part A: Applied Science and Manufacturing 40(4):469-475 (2009).
10.1016/j.compositesa.2009.01.012M. Y. Jo, Y. J. Ryu, J. H. Ko and J. S. Yoon, Journal of Applied Polymer Science,
Effects of compatibilizers on the mechanical properties of ABS/PLA composites,
125(S2); E231-E238 (2012)
Jo, M. Y., Ryu, Y. J., Ko, J. H., and Yoon, J. S., Effects of compatibilizers on the mechanical properties of ABS/PLA composites, Journal of Applied Polymer Science 125(S2):E231-E238 (2012).
10.1002/app.36732R. Auras, B. Harte and S. Selke, Macromolecular Bioscience,
An overview of polylactides as packaging materials,
4(9); 835-864 (2004)
Auras, R., Harte, B., and Selke, S., An overview of polylactides as packaging materials, Macromolecular Bioscience 4(9):835-864 (2004).
10.1002/mabi.200400043M. Jonoobi, J. Harun, A. P. Mathew and K. Oksman, Composites Science and Technology,
Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion,
70(12); 1742-1747 (2010)
Jonoobi, M., Harun, J., Mathew, A. P., and Oksman, K., Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion, Composites Science and Technology 70(12):1742-1747 (2010).
10.1016/j.compscitech.2010.07.005L. M. Matuana, C. B. Park and J. J. Balatinecz, Polymer Engineering and Science,
Cell morphology and property relationships of microcellular foamed pvc/wood-fiber composites,
38(11); 1862-1872 (1998)
Matuana, L. M., Park, C. B., and Balatinecz, J. J., Cell morphology and property relationships of microcellular foamed pvc/wood-fiber composites, Polymer Engineering and Science 38(11):1862-1872 (1998).
10.1002/pen.10356A. K. Mohanty, M. Misra and L. T. Drzal, Journal of Polymers and the Environment,
Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world,
10(1-2); 19-26 (2002)
Mohanty, A. K., Misra, M., and Drzal, L. T., Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world, Journal of Polymers and the Environment 10(1-2):19-26 (2002).
10.1023/A:1021013921916M. A. S. Azizi Samir, F. Alloin and A. Dufresne, Biomacromolecules,
Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field,
6(2); 612-626 (2005)
Azizi Samir, M. A. S., Alloin, F., and Dufresne, A., Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field, Biomacromolecules 6(2):612-626 (2005).
10.1021/bm0493685K. Oksman, M. Skrifvars and J. F. Selin, Composites Science and Technology,
Natural fibres as reinforcement in polylactic acid (PLA) composites,
63(9); 1317-1324 (2003)
Oksman, K., Skrifvars, M., and Selin, J. F., Natural fibres as reinforcement in polylactic acid (PLA) composites, Composites Science and Technology 63(9):1317-1324 (2003).
10.1016/S0266-3538(03)00103-9M. S. Huda, L. T. Drzal, M. Misra, A. K. Mohanty, K. Williams and D. F. Mielewski, Industrial & Engineering Chemistry Research,
A study on biocomposites from recycled newspaper fiber and poly (lactic acid),
44(15); 5593-5601 (2005)
Huda, M. S., Drzal, L. T., Misra, M., Mohanty, A. K., Williams, K., and Mielewski, D. F., A study on biocomposites from recycled newspaper fiber and poly (lactic acid), Industrial & Engineering Chemistry Research 44(15):5593-5601 (2005).
10.1021/ie0488849L. Suryanegara, A. N. Nakagaito and H. Yano, Composites Science and Technology,
The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites,
69(7-8); 1187-1192 (2009)
Suryanegara, L., Nakagaito, A. N., and Yano, H., The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites, Composites Science and Technology 69(7-8):1187-1192 (2009).
10.1016/j.compscitech.2009.02.022J. M. Raquez, Y. Habibi, M. Murariu and P. Dubois, Progress in Polymer Science,
Polylactide (PLA)-based nanocomposites,
38(10-11); 1504-1542 (2013)
Raquez, J. M., Habibi, Y., Murariu, M., and Dubois, P., Polylactide (PLA)-based nanocomposites, Progress in Polymer Science 38(10-11):1504-1542 (2013).
10.1016/j.progpolymsci.2013.05.014C. A. Murphy and M. N. Collins, Polymer Composites,
Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing,
39(4); 1311-1320 (2018)
Murphy, C. A., and Collins, M. N., Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing, Polymer Composites 39(4):1311-1320 (2018).
10.1002/pc.24069Y. Habibi, L. A. Lucia and O. J. Rojas, Chemical Reviews,
Cellulose nanocrystals: Chemistry, self-assembly, and applications,
110(6); 3479-3500 (2010)
Habibi, Y., Lucia, L. A., and Rojas, O. J., Cellulose nanocrystals: Chemistry, self-assembly, and applications, Chemical Reviews 110(6):3479-3500 (2010).
10.1021/cr900339wK. Oksman, M. Skrifvars and J. F. Selin, Composites Science and Technology,
Natural fibres as reinforcement in polylactic acid (PLA) composites,
63(9); 1317-1324 (2003)
Oksman, K., Skrifvars, M., and Selin, J. F., Natural fibres as reinforcement in polylactic acid (PLA) composites, Composites Science and Technology 63(9):1317-1324 (2003).
10.1016/S0266-3538(03)00103-9P. Tingaut, T. Zimmermann and F. LopezSuevos, Biomacromolecules,
Synthesis and characterization of bionanocomposites with tunable properties from poly(lactic acid) and acetylated microfibrillated cellulose,
11(2); 454-464 (2009)
Tingaut, P., Zimmermann, T., and LopezSuevos, F., Synthesis and characterization of bionanocomposites with tunable properties from poly(lactic acid) and acetylated microfibrillated cellulose, Biomacromolecules 11(2):454-464 (2009).
10.1021/bm901186uK. J. Kim, S. B. Hong and T. J. Eom, Cellulose,
Preparation of Eucalyptus pulp by mild condition of low-temperature, atmospheric pressure, and short-reaction-time with high-boiling-point solvent and pulp properties,
25(1); 753-761 (2018)
Kim, K. J., Hong, S. B., and Eom, T. J., Preparation of Eucalyptus pulp by mild condition of low-temperature, atmospheric pressure, and short-reaction-time with high-boiling-point solvent and pulp properties, Cellulose 25(1):753-761 (2018).
10.1007/s10570-017-1564-7K. J. Kim, G. B. Nah, J. A. Ryu and T. J. Eom, Journal of Korea TAPPI,
Low temperature, atmospheric pressure and short reaction time (LAS) pulping of Korean mixed oak with glycol ether,
50(2); 44-51 (2018)
Kim, K. J., Nah, G. B., Ryu, J. A., and Eom, T. J., Low temperature, atmospheric pressure and short reaction time (LAS) pulping of Korean mixed oak with glycol ether, Journal of Korea TAPPI 50(2):44-51 (2018).
10.7584/jktappi.2018.04.50.2.44K. J. Kim, J. M. Lee, E. B. Ahn and T. J. Eom, Cellulose,
Effect of enzyme beating on grinding method for microfibrillated cellulose preparation as a paper strength enhancer,
24(8); 3503-3511 (2017)
Kim, K. J., Lee, J. M., Ahn, E. B., and Eom, T. J., Effect of enzyme beating on grinding method for microfibrillated cellulose preparation as a paper strength enhancer, Cellulose 24(8):3503-3511 (2017).
10.1007/s10570-017-1368-9M. Beaumont, J. König, M. Opietnik, A. Potthast and T. Rosenau, Cellulose,
Drying of a cellulose II gel: Effect of physical modification and redispersibility in water,
24(3); 1199-1209 (2017)
Beaumont, M., König, J., Opietnik, M., Potthast, A., and Rosenau, T., Drying of a cellulose II gel: Effect of physical modification and redispersibility in water, Cellulose 24(3):1199-1209 (2017).
10.1007/s10570-016-1166-9Y. Okahisa, K. Abe, M. Nogi, A. N. Nakagaito, T. Nakatani and H. Yano, Composites Science and Technology,
Effects of delignification in the production of plant-based cellulose nanofibers for optically transparent nanocomposites,
71(10); 1342-1347 (2011)
Okahisa, Y., Abe, K., Nogi, M., Nakagaito, A. N., Nakatani, T. and Yano, H., Effects of delignification in the production of plant-based cellulose nanofibers for optically transparent nanocomposites, Composites Science and Technology 71(10):1342-1347 (2011).
10.1016/j.compscitech.2011.05.006C. H. Caceres and B. I. Selling, Materials Science and Engineering: A,
Casting defects and the tensile properties of an Al-Si-Mg alloy,
220(1-2); 109-116 (1996)
Caceres, C. H., and Selling, B. I., Casting defects and the tensile properties of an Al-Si-Mg alloy, Materials Science and Engineering: A 220(1-2):109-116 (1996).
10.1016/S0921-5093(96)10433-0A. N. Nakagaito, A. Fujimura, T. Sakai, Y. Hama and H. Yano, Composites Science and Technology,
Production of microfibrillated cellulose (MFC)-reinforced polylactic acid (PLA) nanocomposites from sheets obtained by a papermaking-like process,
69(7-8); 1293-1297 (2009)
Nakagaito, A. N., Fujimura, A., Sakai, T., Hama, Y., and Yano, H., Production of microfibrillated cellulose (MFC)-reinforced polylactic acid (PLA) nanocomposites from sheets obtained by a papermaking-like process, Composites Science and Technology 69(7-8):1293-1297 (2009).
10.1016/j.compscitech.2009.03.004M. Yasuniwa and T. Satou, Journal of Polymer Science Part B: Polymer Physics,
Multiple melting behavior of poly(butylene succinate). I. Thermal analysis of melt-crystallized samples,
40(21); 2411-2420 (2002)
Yasuniwa, M. and Satou, T., Multiple melting behavior of poly(butylene succinate). I. Thermal analysis of melt-crystallized samples, Journal of Polymer Science Part B: Polymer Physics 40(21):2411-2420 (2002).
10.1002/polb.10298A. Abdulkhani, J. Hosseinzadeh, A. Ashori, S. Dadashi and Z. Takzare, Polymer Testing,
Preparation and characterization of modified cellulose nanofibers reinforced polylactic acid nanocomposite,
35; 73-79 (2014)
Abdulkhani, A., Hosseinzadeh, J., Ashori, A., Dadashi, S., and Takzare, Z., Preparation and characterization of modified cellulose nanofibers reinforced polylactic acid nanocomposite, Polymer Testing 35:73-79 (2014).
10.1016/j.polymertesting.2014.03.002Y. Song, K. Tashiro, D. Xu, J. Liu and Y. Bin, Polymer,
Crystallization behavior of poly(lactic acid)/microfibrillated cellulose composite,
54(13); 3417-3425 (2013)
Song, Y., Tashiro, K., Xu, D., Liu, J., and Bin, Y., Crystallization behavior of poly(lactic acid)/microfibrillated cellulose composite, Polymer 54(13):3417-3425 (2013).
10.1016/j.polymer.2013.04.054

