

1. 서 론
셀룰로오스는 자연계에서 얻을 수 있는 가장 풍부한 천연 고분자 소재로 강도적 특성이 우수할 뿐만 아니라 유연성, 화학적 개질성, 생분해성 등의 다양한 장점을 가지고 있어 이를 활용하기 위한 연구가 활발하게 진행되고 있다. 특히 직경이 나노 크기에 불과한 초극세 섬유인 나노셀룰로오스는 그 활용 가능성이 무한하여 바이오, 포장, 제지, 화장품 등 우리 일상생활에 깊숙이 연관되어 다양한 산업분야에서 널리 이용되고 있다.1) 이에 대응하여 최근 국내 펄프, 제지업계에서는 자원절감 및 환경적 차원에서 뿐만 아니라 펄프, 제지 산업의 국제 경쟁력 제고 측면에서 나노셀룰로오스 제조 및 응용에 대한 연구를 다방면으로 진행하고 있다.2,3)
이와 같은 나노셀룰로오스는 제법에 따라 높은 전단력으로 섬유를 해섬시켜 제조되는셀룰로오스 나노피브릴(cellulose naofibrils, CNF)과 셀룰로오스를 산가수분해 시켜서 제조되는 셀룰로오스 나노크리스탈(cellulose nanocrystals, CNC)로 구분된다.
셀룰로오스 나노피브릴 중 하나인 마이크로피브릴 셀룰로오스(microfibrillated cellulose, MFC)는 그라인더(grinder), 호모게나이저(homogenizer), 플루다이저(fluidizer) 등을 이용하여 그라인딩, 호모게나이징, 리파이닝 등의 강한 기계적 처리에 의해 제조되기 때문에 제조 에너지가 많이 소모된다.4-6) 또한 MFC는 화학적 처리에 의해 제조되는 CNC에 비해 균일한 품질 즉 균일한 사이즈의 나노셀룰로오스 제조가 어렵다. 이에 MFC 제조 시 에너지 소비를 줄이고 피브릴화(fibrillation) 효율을 높이기 위해 산 혹은 효소에 의한 가수분해, TEMPO 촉매 산화(TEMPO-mediated oxidation) 등의 화학적 전처리나 리파이닝 등의 물리적 전처리에 대한 연구가 수행되어 왔다.7)
현재까지 MFC 제조는 그라인딩, 호모게나이징, 풀루다이징 등의 단일 처리에 의해 주로 이루어져 왔다. Spence 등8)의 연구에 의하면 MFC 제조 시 그라인딩, 호모게나이징, 플루다이징 등의 기계적 처리 공정에 따라 소섬유화 기작이 달라지기 때문에 에너지 소비율 및 품질 또한 달라진다. 따라서 이들 기계적 처리공정들의 복합공정 설계를 통해 에너지 소비율 및 품질 등 MFC 제조 특성의 조절이 가능할 것으로 기대된다. 그러므로 복합적인 기계적 처리가 MFC 제조 특성에 미치는 영향에 대한 연구를 수행할 필요가 있다. 그러나 현재까지 이들의 복합적인 처리에 관한 연구는 거의 이루어진 바 없다. 특히 호모게나이징의 경우 막힘(plugging)이 발생하여 물리화학적 전처리가 필요하기 때문에 단독처리로 MFC를 제조하는데 어려움이 있다.
이에 본 연구에서는 그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리가 MFC 제조 특성에 미치는 영향을 평가하고자 하였다. 이를 위해 그라인딩 5 패스(pass) 처리 후 호모게나이징 처리하였고, 그라인딩 단독 처리로 제조된 MFC와 그 특성을 비교하였다.
2. 재료 및 방법
2.1 공시재료
2.1.1 펄 프
본 연구에서는 브라질산 유칼립투스 활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp, eucalyptus, Brazil)를 국내 H社에서 분양받아 공시재료로 사용하였으며, L&W Fiber Tester(Lorentzen & Wettre, Sweden)를 이용하여 펄프 특성을 분석한 결과는 Table 1과 같다.
Table 1.
Dimensional characteristics of pulp fiber
| Coarseness (μg/m) | Fiber length1) (mm) | Fiber width (μm) | |
|---|---|---|---|
| HwBKP | 61.95 | 0.795 | 17.5 |
2.2 실험방법
2.2.1 단일/복합 처리에 의한 MFC 제조
기계적 처리 공정에 앞서 실험실용 표준 해리기(Pulp disintegrator, L&W, Sweden)를 이용하여 4% 농도로 HwBKP를 해리하였다. 해리된 펄프 지료의 농도를 2%로 조절한 후, 그라인더(Super masscolloider, Masuko Sangyo Co., Ltd., Japan)를 이용하여 5-30 pass 그라인딩하여 MFC를 제조하였다(단일 처리공정). 이와 별도로 동일조건에서 5 pass 그라인딩한 후, 호모게나이저(Homogenizer, Picomax MN400, Korea)를 이용하여 0.5% 농도에서 1-10 pass 호모게나이징 처리하여 MFC를 제조하였다(2단 처리공정). MFC 제조를 위한 자세한 그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리 조건은 Table 2에 나타내었다.
Table 2.
Mechanical treatment conditions
2.2.2 MFC 슬러리의 점도 분석
MFC 슬러리의 점도는 기계적 처리 후 생성되는 섬유 피브릴화(fibrillation) 정도의 척도로써 주로 사용된다. 따라서 본 연구에서는 저전단 점도계(Brookfield viscometer, DV-II+Pro, Blookfield, USA)를 사용하여 각 MFC 슬러리의 점도를 분석하였다. 점도 분석 시 슬러리 농도는 0.4%, 온도는 25°C, Spindle(no. 62) 회전속도는 100 rpm으로 고정하였다.
2.2.3 WRV(water retention value) 분석
나노셀룰로오스는 비교적 큰 비표면적 및 수산기 양에 기인하여 WRV 분석 시 섬유가 보류하고 있지 않은 물을 제거하는 과정이 어렵다. 그러므로 일반적인 펄프의 WRV 측정법으로는 정확한 분석이 어렵다. 이에 본 연구에서는 SCAN-C 62 측정법9)과 Dimic-Misic 등10)의 연구결과를 참조하여 각 MFC 시료의 WRV 변화를 분석하였으며, 자세한 분석과정은 다음과 같다. 먼저 전건중량 1.8 g의 HwBKP 펄프 시료를 250 mL 비커에 넣고 증류수 100 mL를 첨가하여 20분 동안 팽윤시켰다. 글라스필터(1G4)를 이용하여 팽윤시킨 펄프 시료를 여과시켜 펄프 패드를 형성시킨 후 전건중량 0.2 g의 MFC 시료를 펄프 패드 위로 여과시켰다. 이후 원심분리기에 넣고 3,000 G의 조건에서 15분간 원심 분리시킨 후 펄프 패드의 무게(A)를 측정하고, 105°C의 건조기에서 12시간 동안 건조시킨 후 펄프 패드의 무게(B)를 측정하여 Eq. 1에 의거하여 MFC(0.2 g)와 HwBKP(1.8 g)가 혼합된 시료의 WRV값을 환산하였다(WRVMix). 또한 HwBKP만의 WRV(WRVHwBKP)를 측정하고, Eq. 2에 의거하여 MFC의 WRV(WRVMFC)를 환산하였다.
2.2.4 CED 점도 분석
TAPPI Standard Method T23011)에 의거하여, MFC를 1 M CED 용액에 용해 후, 모세관 점도계로 MFC의 점도를 측정하여 기계적 처리에 따른 셀룰로오스의 분자량 변화를 간접적으로 분석하였다.
2.2.5 XRD 분석
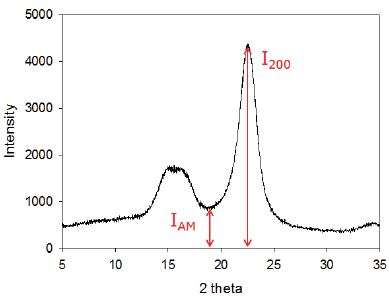
그라인딩 및 호모게나이징 처리에 따른 MFC 피브릴(fibril)의 결정구조 변화를 분석하기 위해 시트상의 MFC 시험편을 제조한 후, 고분해능 X선 회절 분석장비(High resolution X-ray diffractometer, HR-XRD, X’pert-pro MPD, PANalytical, Netherlands)를 이용하여 결정구조 분석을 실시하였다. Segal 법12)을 참조하여 Eq. 3에 의거하여 상대 결정화도를 계산하였다(Fig. 1).
2.2.6 ATR-FTIR 분석
그라인딩 및 호모게나이징 처리에 의해 제조된 MFC 피브릴의 관능기 변화 유무를 분석하기 위해서 시트상의 MFC 시험편을 제조한 후, 감쇠 전반사 푸리에 변환 적외선 광분석장치(Attenuated total reflectance fourier-transform infrared spectrometry, ATR-FTIR, PerkinElmer, UK)를 이용하여 각 시료의 IR 분석을 실시하였다.
2.2.7 FE-SEM 분석
그라인딩 및 호모게나이징 처리에 의해 제조된 MFC 피브릴의 형태학적 변화를 분석하기 위해 전계방사형 주사전자현미경(Field emission scanning electron micoscope, FE-SEM, HITACHI, Japan)을 이용하여 각 시료의 이미지를 관찰하고 MFC 섬유폭의 사이즈를 분석하였다. 가속전압(acceletating voltage)은 5.0 kV였으며, SEM 분석을 위한 시료는 tert-부탄올((CH3)3COH, Deajung, Korea)를 이용해 용매치환 후 동결건조기(freeze dryer, Operon, Korea)로 동결 건조하여 준비하였다.
3. 결과 및 고찰
3.1 MFC 제조 효율에 미치는 영향
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리 시 처리 횟수에 따른 MFC 슬러리의 점도 변화를 분석한 결과를 Fig. 2에 나타내었다. 그림에서 보는 바와 같이 단일 처리(그라인딩 처리) 및 2단 처리(그라인딩-호모게나이징) 모두 처리 횟수가 증가함에 따라 점도가 증가하여 섬유가 소섬유화됨을 확인할 수 있었다. 처리 횟수에 따른 단일 처리 대비 2단 처리 시 슬러리 점도를 비교 분석한 결과, 동일한 처리 횟수에서 2단 처리 시의 MFC 슬러리 점도가 단일 처리 시 보다 높게 나타났다. 그라인딩 5회 처리한 시료를 호모게나이징 5회 처리한 경우에 그라인딩 15회(전체 처리 횟수 20회) 처리한 MFC보다 점도가 더 높게 나타났다. 이와 같은 결과로 보아 그라인딩-호모게나이징 2단 처리에 따른 MFC 제조효율이 그라인딩에 의한 단일 처리 경우보다 높은 것으로 판단된다. 일부 보고에 의하면 그라인더를 사용하여 나노셀룰로오스를 제조할 경우 셀룰로오스 섬유의 균일한 나노화가 어렵고, 나노셀룰로오스 제조를 위해 여러 번에 걸쳐 반복적으로 그라인딩을 실시해야 한다고 한다.13,14) 반면 호모게나이저의 경우에는 에너지 소비율이 높기는 하지만 그라인더에 비해 보다 작고 균일한 나노 섬유 제조가 가능하며, 화학적, 기계적 전처리에 의해 호모게나이징 효율이 개선된다고 보고된 바 있다.13,14) 따라서 그라인딩 후 호모게나이징 처리 시 보다 균일한 나노화가 발생되어 MFC 제조 효율이 개선된 것으로 판단된다.
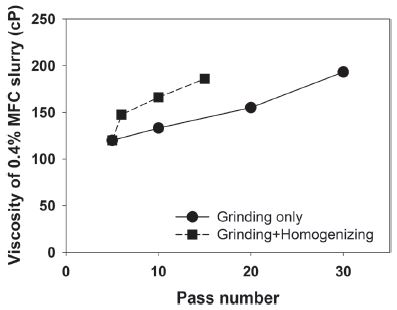
Fig. 2.
Effect of the pass number of grinding and grinding-homogenizing treatments on the viscosity of 0.4% MFC slurry.
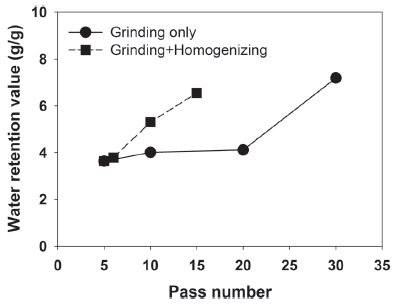
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리 시 처리 횟수에 따른 MFC의 WRV를 분석한 결과를 Fig. 3에 나타내었다. 그림에서 보는 바와 같이 기계적 처리 횟수에 따른 WRV 변화는 MFC 슬러리 점도 변화(Fig. 2)와 일치하는 결과를 보였다. MFC 슬러리 점도의 경우에서와 마찬가지로 단일 처리(그라인딩처리) 및 2단 처리(그라인딩-호모게나이징) 모두 처리 횟수가 증가함에 따라 WRV값이 증가하여 섬유가 세분화됨을 확인할 수 있었다. 처리 횟수에 따른 단일 처리 및 2단 처리한 MFC 섬유의 WRV값 변화를 살펴보면, 먼저 2단 처리의 경우 호모게나이징 처리 횟수 증가에 따라 WRV값이 점진적으로 증가되었으며, 단일 처리의 경우에는 20 패스(pass)까지 거의 변화하지 않고 30 패스 이상일 시 WRV값이 크게 증가하였다. 슬러리 점도의 경우와 마찬가지로 2단 처리 시 처리 횟수 증가에 따른 MFC의 WRV값 증가율이 단일 처리 시 보다 높게 나타났다. 이러한 결과로 보아 그라인딩-호모게나이징 2단 처리 방법에 의한 MFC 제조 효율이 그라인딩 단일 처리한 경우보다 높은 것으로 판단된다.
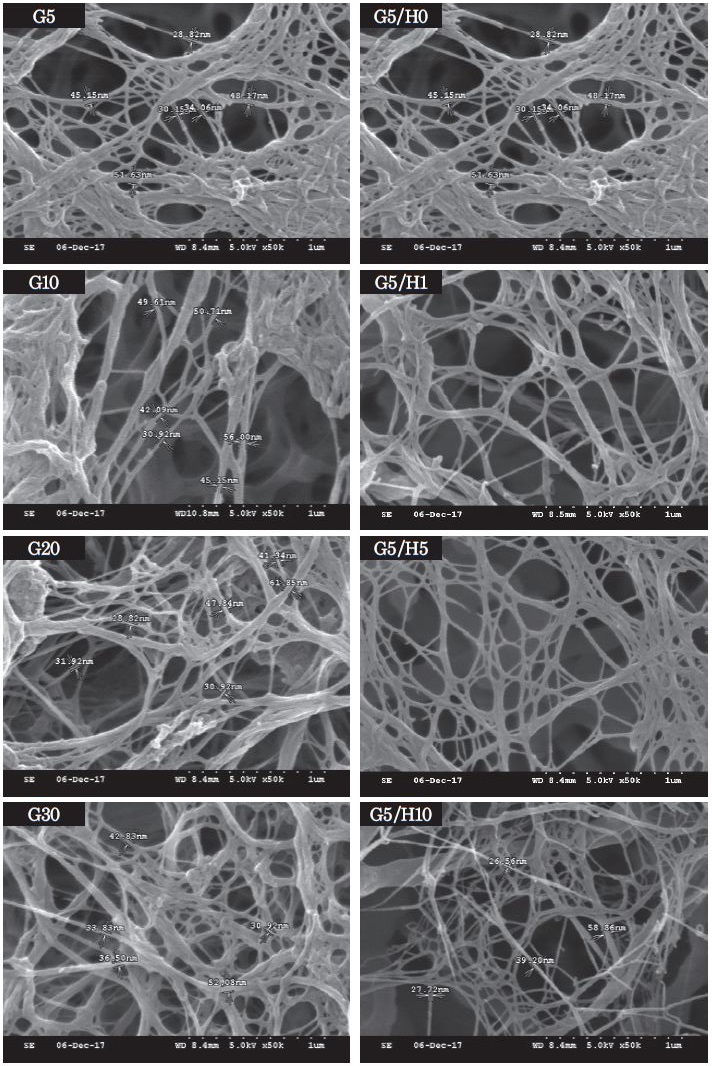
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리에 따른 MFC의 형태 변화를 평가하기 위한 FE-SEM 이미지를 Fig. 4에 나타내었다. 그림에서 보는 바와 같이 단일 처리(그라인딩처리) 및 2단 처리(그라인딩-호모게나이징) 모두 섬유를 소섬유화하여 100 nm 이하의 섬유폭을 가지는 MFC 제조가 가능함을 확인 수 있었다. 특히 SEM 이미지를 육안 관찰한 결과, 2단 처리한 경우의 나노피브릴화가 보다 더 발생된 것으로 나타났다.
3.2 MFC 화학적 특성에 미치는 영향
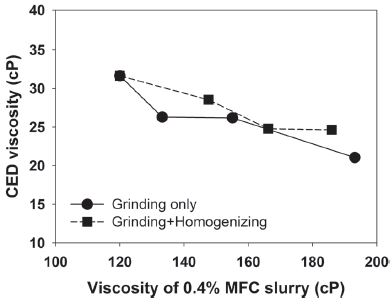
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리에 따른 MFC의 분자량에 미치는 영향을 평가하기 위해 CED 점도를 분석한 결과를 Fig. 5에 나타내었다. 유사한 수준의 MFC 슬러리 점도에서 비교하였을 경우에, 그라인딩 단일 처리한 경우보다 2단 처리한 경우의 섬유 점도가 다소 높게 나타났다. 이는 그라인딩-호모게나이징 2단 처리하는 경우에 셀룰로오스 체인의 분해가 그라인딩 단일 처리한 경우보다 적게 발생한다는 것을 의미한다. 따라서 기계적 2단 처리를 통해 보다 고품질의 MFC 제조가 가능할 것으로 판단된다.
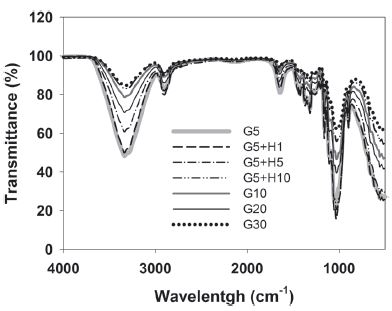
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리에 따른 MFC 관능기 변화를 분석한 ATR-FTIR 분석 스펙트럼을 Fig. 6에 나타내었다. 그림에서 보는 바와 같이 단일 처리(그라인딩처리) 및 2단 처리(그라인딩-호모게나이징) 모두 처리 횟수 증가에 따른 FITR 스펙트럼 변화는 발생되지 않았다. 즉 기계적 처리에 의한 화학적 구조 변화는 발생되지 않는 것으로 판단된다.
3.3 MFC 결정구조 및 결정화도에 미치는 영향
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리에 따른 MFC의 결정구조 및 결정화도를 분석한 결과를 Figs. 7과 8에 나타내었다. Fig. 7에서 보는 바와 같이 단일 처리(그라인딩처리) 및 2단 처리(그라인딩/호모게나이징) 모두 처리 횟수가 증가에 따른 XRD 스펙트럼 변화는 발생되지 않았다. 즉 기계적 처리에 의한 결정구조 변화는 발생되지 않는 것으로 보인다.
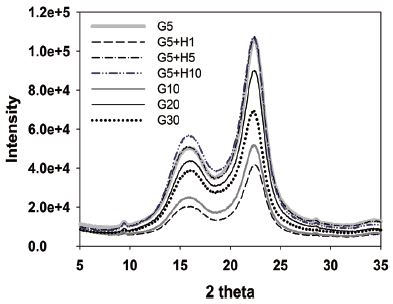
Fig. 7.
Variations in crystalline structure of MFC by grinding and grinding-homogenizing treatments (G: Grinding; H: Homogenizing; Number after G, and H: Pass number).
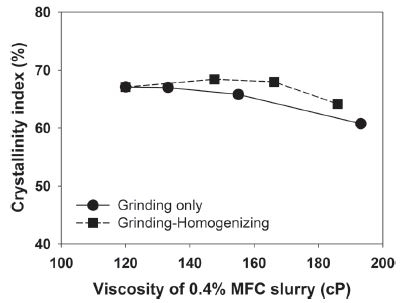
처리 횟수에 따른 단일 처리 및 2단 처리한 MFC 섬유의 결정화지수는 Fig. 8에서 보는 바와 같이 펄프 섬유가 나노화됨에 따라 소폭 감소하였고, 그라인딩-호모게나이징 2단 처리하여 제조한 MFC의 결정화지수 손실이 그라인딩 단일 처리한 경우보다 낮게 나타났다. 이와 같은 결과를 볼 때, 그라인딩-호모게나이징 2단 처리를 통해 보다 고품질의 MFC 제조가 가능할 것으로 판단된다.
4. 결 론
그라인딩 단독처리와 그라인딩-호모게나이징 2단 처리가 MFC 제조 특성에 미치는 영향을 평가한 결과 다음과 같은 결론을 얻을 수 있었다.
1) 기계적 처리 횟수(pass number)가 증가함에 따라 섬유가 나노피브릴화되었고, MFC 슬러리 점도와 WRV는 증가하였다. 동일한 기계적 처리 횟수에서 비교 시 그라인딩-호모게나이징 2단 처리한 MFC 슬러리가 그라인딩 단일처리한 MFC 슬러리보다 점도와 WRV값이 높았다. 따라서 그라인딩-호모게나이징 2단 처리 하는 경우가 MFC 제조 효율이 그라인딩 단일 처리공정 보다 우수한 것으로 판단된다.
2) 그라인딩 및 호모게나징의 기계적 처리에 의한 MFC의 결정구조 및 관능기 변화는 발생되지 않았다.
3) 기계적 처리 횟수가 증가함에 따라 MFC의 CED 점도와 결정화지수는 감소하였다. 그라인딩-호모게나이징 2단 처리를 통해 제조된 MFC의 CED 점도 및 결정화 지수가 그라인딩 단일처리에 의해 제조된 MFC보다 높게 나타났다. 이러한 결과 볼 때 그라인딩-호모게나이징 2단 처리에 의해 그라인딩 단일처리 시 보다 고품질의 MFC 제조가 가능할 것으로 판단된다.
