

1. Introduction
The paper industry is one of the important basic raw material industries of the national economy. The consumption level of paper and paperboard has become an important indicator of the level of modernization and civilization of a country.1) With the rapid development of news publishing, book pr.inting, and other industries, the demand of the paper industry continues to expand. It is expected that by 2030, the global paper and cardboard output will increase to 500 million tons.2)
Papermaking is not only a high-input economy industry, but also a high-energy input industry. It is a large consumer of energy and gas.3) Comprehensive energy consumption of paper is about 1.55 to 1.70 tons of coal. Steam energy consumption accounts for more than 15% of the cost of papermaking. The dryer section is the main energy- consuming section in papermaking process. Although the amount of water removed by the dryer section is only 1-2% in the entire papermaking process, its energy consumption is more than 10 times of the press section and 7 times of the forming section.4) Therefore, how to reduce the energy consumption in the dryer section is not only the key to energy saving of the paper machine, but also the key to reducing the energy consumption of the entire paper mill.
The internal and external contributions for drying are 65% and 35%, respectively. Therefore, the current research focuses on the improvement of the interior of the dryer, such as using multi-channel dryer to improve the drying efficiency,5-8) or introduction of heat pump to increase the amount of flash steam in order to reduce the amount of fresh steam.9,10) However, there are relatively few studies on the steam heat recovery systems.
With the increase of energy saving and emission reduction requirements, researches should not only focus on the energy-saving reform of the hydrothermal system, but also on the energy saving outside the dryer. The dryer hood is the primary facility of the ventilation system in the dryer section of the multi-cylinder paper machine. The types of hoods (open hoods, semi-closed hoods and closed hoods) play a decisive role in the selection of ventilation devices and heat recovery devices in the hot air exchange system, so the development of the air hood actually reflects the development of the entire hot air exchange system in the dryer section. The high-humidity closed air hood can form a relatively closed space outside the dryer, and the temperature and humidity in the space remain relatively stable. Therefore, the ineffective heat dissipation loss on the surface of the drying cylinder can be reduced, and the steam consumption can be saved. Meanwhile, the exhaust air temperature and moisture content are both high, thus creating conditions for exhaust air heat recovery.
In recent years, the research on the hot air system of the air hood is still less than that of the dryer, and the only researches are also mainly focused on the design of the zero pressure of the hot air system of the air hood or the control system, 11) the research on the heat recovery and utilization efficiency of the hot air system is very few,12) especially on the thermodynamic analysis. Therefore, this paper analyzes the amount and grade of the energy recovered by various parts in the existing commonly used secondary recovery process, and analyzes its energy saving effect in combination with the new process flow.
2. Closed Air Hoot Hot Air Exchange System
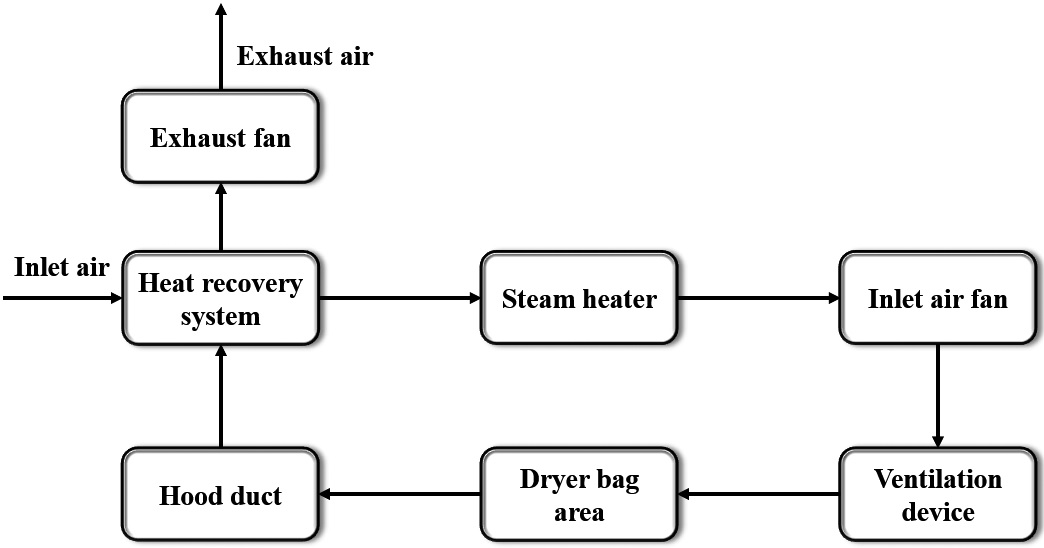
The hot air exchange system in the dryer section mainly includes air hood collection, hot air energy recovery, inlet and exhaust air and inlet air heating, as shown in Fig. 1. The paper passes through the drying section, reducing its water content from 60-70% to about 5%. According to the basic principle of heat and moisture exchange, under the same moisture content, the relative humidity and the heating temperature required by the dryer are decreased with the inlet air temperature increase, and the mass transfer speed from paper to environment will also accelerate. The higher the relative humidity of exhaust air, the more water vapor will be carried away. However, the inlet air temperature is affected by heat loss, heating capacity, production safety and other factors. When the humidity of exhaust air is too high, it is easy to cause local heat exchange between paper wool and water vapor in the air, and the precipitated liquid water forms paper scars and falls on the paper surface, affecting the product quality. At present, the internationally popular design parameters are the inlet air temperature of 95 to 110℃, the exhaust air temperature is 78 to 85℃, and the dew point temperature is 58 to 62℃. For a paper machine with an annual output of 100,000 tons, the exhaust air volume of the closed air hood is about 1.5×105 kg/h (different paper types have different paper opportunities), and the enthalpy in the exhaust air per hour is about 7.6×107 kJ, which is equivalent to the condensation heat of 33 tons of steam. Since its enthalpy value is quite considerable, direct exhaust will cause a great waste of energy. Therefore, the exhaust air should be heat-recovered.
At present, the exhaust air mostly adopts a three-stage heat recovery method. The first-stage heat recovery device uses an air-to-air heat exchanger, which uses the exhaust air to directly preheat fresh air from the environment. After heat recovery, the temperature of the fresh air can usually be increased to about 55-60℃, and the exhaust air temperature is reduced to 60-65℃. The second-stage heat recovery device uses a gas-liquid heat exchanger, and the cold water heated by it is used for cleaning blankets or heat other process water. After this stage of recovery, the exhaust air temperature will reduce to 40-45℃. The third-stage recovery is mainly used in cold areas to preheat the fresh air entering the workshop, but in other seasons, the third-stage heat recovery device is not necessary.
3. Thermodynamic Analysis of Air Hood Hot Air Energy Recovery
The enthalpy of the hood exhaust air is very high, but its heat is mainly stored in the water vapor contained in the air. Assuming that the ambient temperature is 35℃, the ambient moisture content is 14 g/kg (A), the exhaust temperature is 80℃, and the relative humidity of the exhaust air is 40%, the two-stage heat recovery method is used. The technological process is shown in Fig. 2, in which the outlet temperature of the first-stage exhaust air is 60℃, the outlet temperature of the second- stage exhaust air is 45℃. The wet air parameters at the process point for the first and second stage heat recovery are given in Table 1. It can be seen from the table that the first-stage is mainly recovered the sensible heat, with a recovery capacity of 25.5 g/kg (A), while the second-stage is mainly recovered as the latent heat, with a total recovery capacity of 227.3 kJ/kg (A), of which the latent heat recovery is 201.4 kJ/kg (A), accounting for 89% of the total recovery capacity. Obviously, when the exhaust air temperature decreases to the ambient temperature, the exhaust air energy is fully recovered, but compared with the ambient air, the enthalpy of humidity is still not fully recovered.
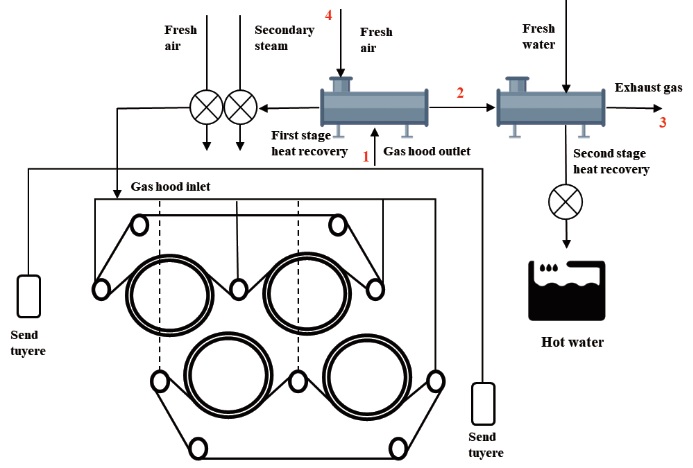
Table 1.
Parameters of two-stage recovered wet air
It also can be seen from Table 1 that the first-stage heat recovery energy accounts for 7.6% of the theoretical recoverable amount, the second-stage accounts for 67.4%, and the remaining energy is 25%. From the change of relative humidity, it can be found that all the first stage recovery is the sensible heat of the air, so the energy is low, and the heating capacity for fresh air is limited. If the recovery temperature of exhaust air is further reduced during the first-stage of recovery, the vapor contained in air will be condense to release heat so that the preheating temperature of fresh air will be higher, thus saving the flow rate of subsequent steam and reducing the cost.
Assuming that the mass flow of fresh air and exhaust air is the same, according to the parameters given in Table 1, the recovered energy at different exhaust air temperatures of the first stage and the outlet air temperature of fresh air preheated by the first stage are calculated. The results are shown in the Table 2.
Table 2.
Parameters of exhaust temperature and hood
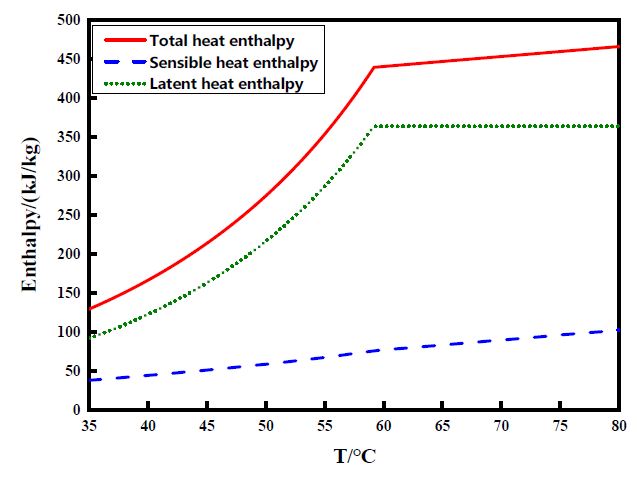
As can be seen from Table 2, when the temperature of the first-stage exhaust air increases, since the recovered energy comes from the sensible heat of the air, and assumption that the exhaust air and fresh air flow are the same, the temperature of the fresh air after preheating will decrease by 1℃ if the exhaust air temperature basically rises by 1℃. However, when the temperature of the exhaust air decreases, the situation will be very different. At this time, the air enters a completely saturated state, water vapor is separated out, and a large amount of heat is released. Only according to the equilibrium relationship, the temperature of fresh air after preheating will increase sharply. For example, the exhaust air will only decrease by 0.5℃, while the change range of fresh air preheating temperature is close to 10℃. Especially as shown in the last column in Table 2, when the exhaust air temperature is reduced to 58℃, the fresh air recovery temperature is even higher than the exhaust air temperature of the first-stage recovery inlet, which is obviously impossible to achieve. The reason is that, when the air enters the saturated state, the change in latent enthalpy with temperature is much larger than in sensible enthalpy. Fig. 3 shows the relationship between enthalpy and temperature in the exhaust. It can be seen from the figure that the latent heat enthalpy does not change when the temperature is higher than 59.2℃, while the latent heat enthalpy decreases sharply when the temperature is lower than 59.2℃. The sensible enthalpy changes linearly throughout the temperature range.
After entering the saturation state, a slight change of the exhaust temperature in the first stage will cause sharp change of the heat recovery temperature, which not only puts forward high requirements on the design of the heat exchanger, but also most importantly causes difficulty in stable control. Therefore, in current heat recovery systems, only sensible heat is basically recovered from the first stage, while latent heat is recovered from the second stage. Although the total energy of latent heat is large, the quality is not high, and most of the processes cannot fully utilize so much latent heat. Therefore, from the perspective of thermodynamics, this recovery scheme is not optimal because a large amount of latent heat with low quality is not available, while fresh air with relatively low temperature is preheated by hightemperature exhaust air, resulting in large heat exchange temperature difference and large energy quality loss.
4. Hot Air Energy Recovery Process and Calculation of Air Hood
Based on the above analysis, it would be more reasonable if fresh air from the environment with relatively low temperature is first heated by latent heat in the exhaust air and then further heated by sensible heat with better quality. Based on this idea, while considering the difficulty of designing the heat exchanger and control system, a heat recovery process as shown in Fig. 4 is proposed. Different from process in Fig. 2, a gas-gas heat exchanger is added to the first-stage heat recovery.
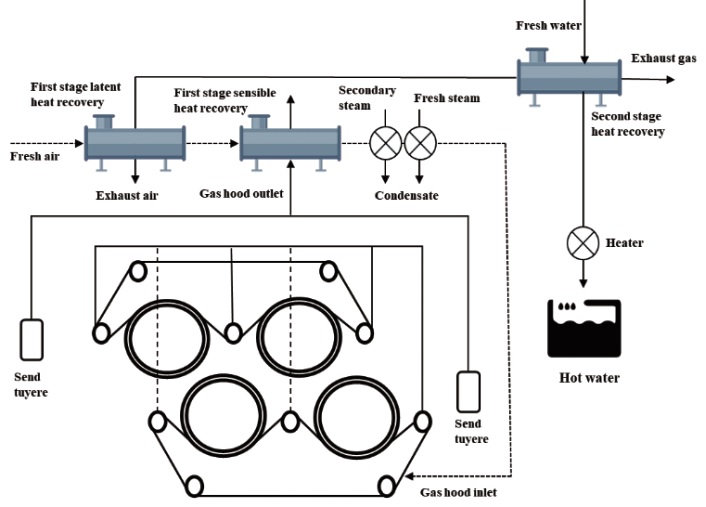
The high-temperature exhaust gas from the air cover passes through the sensible heat exchanger first, then a small amount of the exhaust gas enters the latent heat exchanger, and the rest of the exhaust gas enters the second-stage heat recovery. The fresh air from the environment first exchanges heat with the exhaust gas in the latent heat exchanger. During the heat exchange process, the temperature is gradually reduced due to the small flow rate of exhaust gas in the latent heat exchanger, and the latent heat in the air is gradually released to heat fresh air, so that the temperature of fresh air will not change sharply due to the slight change of exhaust air temperature. The fresh air coming out of the latent heat exchanger already has a high temperature, then will be further heated by the high-temperature exhaust gas. Finally, the temperature of the fresh air which is discharged from the first-stage heat recovery system can approach the exhaust temperature of the hood. In this process, the gas energy is used step by step according to the temperature and quality, the heat exchange temperature difference between the latent and sensible heat exchanger is small, and the heat exchange loss can be greatly reduced.
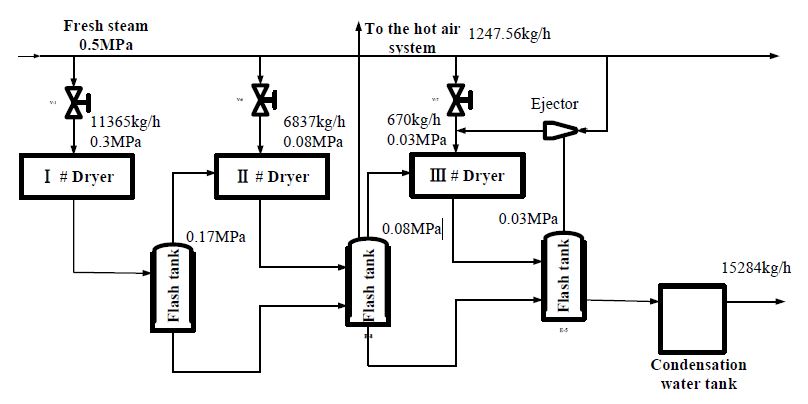
The thermodynamic calculation of the first stage heat recovery device is carried out in combination with a specific process flow. The thermal parameters at each point of the drying cylinder and flash tank are shown in Fig. 5, other parameters can be found in article of Choi et al.4)
Design parameters of the calculation examples were given in Table 3. In order to simplify the analysis, it is believed that the first stage heat exchanger in the original process and the sensible heat exchanger in the new process can recover all sensible heat, that is, the relative humidity of the exhaust outlet reaches 100%. Considering that the energy consumption of the boiler will increase while the fresh air is heated by the condensed water from the low temperature section, so only the secondary steam from the medium temperature section will be reused, and the energy of the secondary steam only considers the latent heat part, without considering overheating and subcooling energy. The insufficient energy is provided by the primary steam. The calculation results of the new and old processes are shown in Table 4.
Table 3.
Example design parameters
Table 4.
Comparison of calculation results of original process and new process
It can be seen from the table that the new process can recover part of the latent heat first, and then recover the sensible heat. Compared with recovering sensible heat only, the preheating temperature of the fresh air can be increased by 8.3℃, and the additional heat recovery is 254 kW, an increase of 19.9%. Only 3% of the exhaust air from the sensible heat exchanger outlet can satisfy the preheating of fresh air in the latent heat exchanger, thus having little influence on the secondary heat recovery.
5. Conclusions
It is found that, in order to facilitate the design of heat exchangers and control systems, only sensible heat from exhaust gas is recovered as the first stage heat recovery through the analysis and thermodynamic estimation of the existing sealed hood heat recovery system process. Although the latent heat can be recovered by the second stage heat recovery, the amount of latent heat is large and the grade is low, which causing a certain waste.
In this paper, the process of the first-stage heat recovery is adjusted and divided into two parts: sensible heat recovery and latent heat recovery. The exhaust flow rate is small during latent heat recovery, which is convenient for achieving stable control when the process parameters change. The calculation example shows that the first stage of the new process can recover 19.9% more energy and has little influence on the second stage heat recovery.
Furthermore, the energy saving potential of the new process mentioned will increase with the moisture content in the exhaust gas increase. In addition, the new process may affect the design and control of heat exchangers, the increase of equipment cost and the difficulty of operation. These works need to be further studied in subsequent works.
