

1. 서 론
현대인의 생활 패턴이 점차 빠르게 변하고 편리함을 추구함에 따라 일회용 제품의 사용량이 점차 증가하고 있는 추세이다. 일회용품으로 인한 쓰레기 발생은 현대사회의 여러 환경 문제 중에서 가장 개선이 어려운 문제 중의 하나이다. 이 중 매년 폐기물 발생량이 지속적으로 증가하고 처리 방법 및 재활용 방안이 개선되지 않는 제품이 바로 일회용 기저귀이다.1) 일회용 기저귀는 자기 힘으로 용변을 보기 어려운 유아나, 대소변을 스스로 가리기 힘든 성인의 대소변을 받아 내는데 일회용으로 사용되며 사용 후 폐기되는 제품으로서 우리나라에서 매년 사용하는 일회용 기저귀는 약 20억 개에 달한다. 개당 200 g으로 환산하면 40만 톤 정도가 되는데 이는 영·유아를 둔 가정에서 배출하는 생활 쓰레기의 70% 정도를 차지하는 비율이다. 국내 폐기물 관리법2)에 따르면 일회용 기저귀는 극소량의 병원용을 제외하고선 전량 생활폐기물로 지정되어 매립하게 되어있다. 수거 체계가 모호하여 환경 문제가 발생할 수 있고 재활용 가능성이 낮으므로 매립을 우선시 하고 있는 것이다. 만일 일회용 기저귀를 소각한다면 매립 처리에 비하여 비용이 3배 더 들기 때문에 비용 절감 측면에서도 매립이 적합하다고 하나, 토양에 매립된 기저귀가 분해되어 자연 상태로 되돌아가려면 100~500년 정도의 시간이 소요된다는 문제점이 있다. 국토가 좁은 우리나라의 경우 2020년에 매립부지가 포화상태에 달할 것이라는 우려가 있으므로 매립에 의한 처리는 더 이상 대안이 될 수 없다. 소각 처리 시에도 대기오염이 유발되며 자원낭비와 처리비용 부담을 피할 수 없다. 이처럼 현재 자원가치가 높은 일회용 기저귀가 전혀 재활용되지 못하고 환경오염이 되고 있어 일회용 기저귀의 효율적인 재활용 및 처리 방안에 대한 연구가 필요하다.
기저귀를 재활용하기 위해서는 무엇보다 사용 후 기저귀를 생활 폐기물이 아니라 재생 가능한 자원으로 보는 인식의 전환이 필요하였다. 실제로 양질의 펄프와 플라스틱을 추출하여 재활용하는 노력은 오래 전부터 세계 각국에서 이루어져 왔다. 네덜란드는 1999년 세계 최초로 아른헴 시에 연간 7만 톤의 처리규모를 가진 1회용 기저귀 재활용 시설을 설치하였고, 현재 10만 톤으로 증설하여 운영 중이며 벨기에에서는 시범사업으로 기저귀 재활용 프로그램을 운영하여 시범 사업 참가자들이 유료로 전용봉투를 구입하여 분리 배출함으로써 효율적인 기저귀 재활용을 도모하였다. 호주의 경우 일회용 기저귀 재활용 사업을 적극 추진함에 따라 MyPlanet Recycling 사가 2004년 멜버른 시를 중심으로 일회용 기저귀 재활용 사업을 실시하였다. 이 밖에 캐나다는 토론토에 주로 가정을 대상으로 한 소규모 기저귀 재활용 시설을 설치·운영 중이며 미국은 캘리포니아 주정부와 산타 클라리타 시가 기저귀 재활용 업체인 Knowaste 社에 재정적인 지원을 하고 있다. 네덜란드 안헴(Arnhem)의 기저귀 재활용 시설을 운영하는 Knowaste 社는 캐나다에 본사를 둔 일회용 기저귀 재활용 기업으로 '94년 캐나다에 Pilot Plant를 설치해 기술개발을 완료하고 개선된 기술로 유럽시장에 진출했다.3) 이렇듯 유럽을 비롯한 선진국에서는 폐기되는 기저귀에 대한 사회적, 환경적 문제점을 인식하고 일회용 기저귀의 재활용을 위한 노력을 기울이고 있지만 현재 국내 폐기 기저귀는 대부분을 매립 처리하고 있으며 이를 재활용하기 위한 연구는 전무한 실정이다.
일반적인 유아용 일회용 기저귀는 크게 2가지 부분으로 구성된다. 유아의 대소변을 흡수할 수 있는 흡수층은 펄프와 폴리아크릴계 고흡수성 폴리머(Super absorbent polymer, SAP)로 구성되며 지지체 역할을 하는 외부는 폴리프로필렌, 폴리에스테르 계열의 부직포와 접착테이프, 밴드로 구성되어 있다. 흡수층을 구성하는 펄프의 경우 목재에서 얻은 셀룰로오스 계열의 펄프이므로 이를 활용하여 제작할 수 있는 종이 및 펄프 몰드 제품에 활용 가능할 것으로 판단되며 일회용 기저귀의 약 50% 이상을 차지하고 있는 플라스틱 성분 역시 다양한 재생 플라스틱 제품으로의 접목이 가능할 것으로 판단된다.
이에 본 연구에서는 일회용 기저귀로부터 재활용이 가능한 펄프 및 플라스틱 성분을 효율적으로 분급하기 위하여 스크린과 클리너 공정을 활용한 기저귀 구성물질의 분급 공정을 구성하고 다양한 해리조건에 따른 물질 분급 효율을 분석 비교함으로써 일회용 기저귀 재활용 공정 기술을 개발을 위한 기초자료를 제공하고자 하였다.
2. 재료 및 방법
2.1 공시재료
기저귀는 국내 최대 일회용 기저귀 생산업체인 Y사로 부터 분양받은 유아용 기저귀에 fake urine을 첨가하여 시편을 구성하였으며 고순도 플라스틱을 분급하기 위하여 700 EGU/g 활성의 셀룰라아제(Celluclast, Novozyme)를 사용하여 잔존 섬유 성분을 분리해내었다.
2.2 실험방법
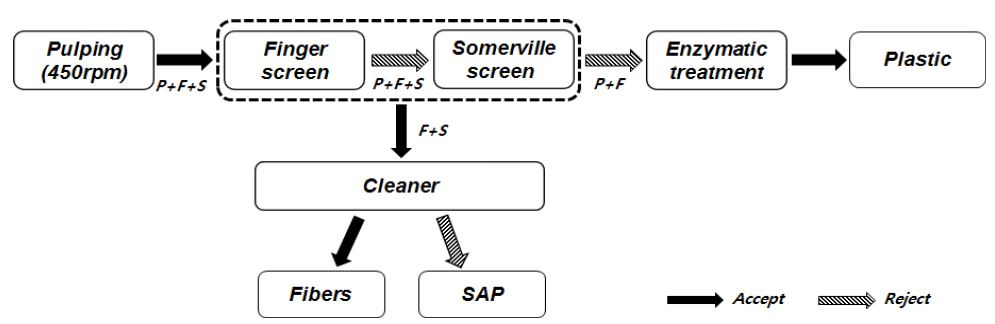
Fig. 1에 나타낸 바와 같이 썸머빌 스크린과 클리너를 활용하여 실험실적으로 기저귀 유용 물질 분리를 위한 공정을 구성하고 Table 1의 해리 조건에 따라 각 기저귀 구성 물질의 분급 효율을 분석하였다. 일회용 기저귀 흡수층에 0.9% NaCl 수용액을 제조한 후 100 mL를 붓고 1시간 동안 방치하는 방법으로 폐 일회용 기저귀를 준비하였다. 이 후 일정한 크기로 재단한 기저귀를 실험실용 Helico type 고농도 펄퍼에 투입하고 NaCl과 CaCl2을 각각 4%, 10% 용해한 수용액을 도입하여 450 rpm 조건에서 해리를 실시하였다. 해리가 완료된 기저귀 시료는 finger screen을 이용하여 비중이 낮은 플라스틱 성분을 1차적으로 분리한 다음 썸머빌 스크린으로 크기가 큰 플라스틱 성분과 섬유, SAP 혼합물을 분급하였으며, 스크린 공정에서 얻어진 섬유와 SAP의 혼합 물질은 비중차이가 있기에 클리너를 이용하여 섬유와 SAP으로 각각 분급하였다. 썸머빌 스크린 공정을 통하여 분급된 플라스틱 성분은 잔존 섬유를 분리해내기 위하여 농도 5%, 온도 45℃ 조건에서 48시간 동안 효소처리를 실시하고 다시 썸머빌 스크린을 처리하는 과정을 통해 고순도 플라스틱으로 분급되었다. 또한 전력 측정계 (Energy Meter, SK-302G, China)를 이용하여 해리 농도와 시간에 따라 소모되는 펄퍼의 전력량을 측정하고 이를 바탕으로 해리 시 소모되는 에너지를 계산하였다.
3. 결과 및 고찰
3.1 해리 농도 영향
6 cm×6 cm의 크기로 절단한 기저귀를 실험실용 펄퍼에 2~10% 농도로 투입하고 60분 동안 해리한 후 썸머빌 스크린 과정을 통해 분급된 물질들의 비율을 분석하였다.
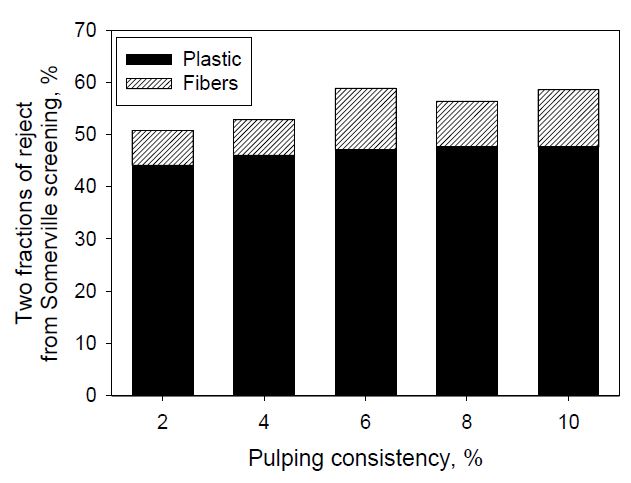
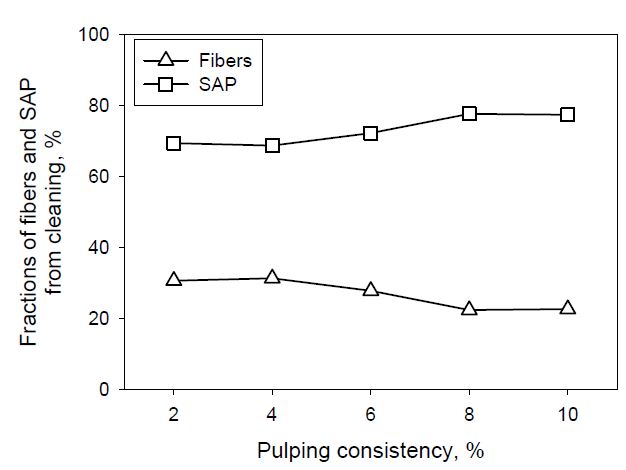
Fig. 2는 해리 농도에 따른 썸머빌 스크린 리젝트 분의 구성 물질 분석 결과로서 해리 농도가 증가할수록 리젝트에 분급된 플라스틱과 섬유의 비율이 증가함을 알 수 있다. Fig. 3은 썸머빌 스크린에서 얻어진 억셉트 분을 클리너 처리할 때 분급된 SAP과 섬유의 비율을 분석한 결과이다. 농도가 증가할수록 클리너 공정으로 분급되는 섬유 비율이 낮게 측정되었다. 일반적으로 농도가 증가함에 따라 펄퍼에서 원료와 원료, 물과 원료의 마찰력이 증가하며 원료의 해리 특성이 향상된다.4) 그러나 Fig. 3에 나타난 바와 같이 해리 농도가 증가할수록 클리너 공정에서 분급된 섬유의 비율은 감소하였다. 이는 고농도 해리 조건에서 부피가 큰 플라스틱 성분이 Fig. 4와 같이 서로 엉키는 이유로 플라스틱 네트워크 내 잔존하는 섬유 비율이 증가함에 따라 나타난 결과로 판단된다. 따라서 해리 농도가 높아질 경우 일회용 기저귀 재활용 공정에서 플라스틱의 분급 효율은 향상될 수 있으나 섬유의 손실도 야기될 것이므로 섬유의 손실을 최소화하고 플라스틱의 분급 효율을 향상시킬 수 있는 4-5% 농도 조건에서 일회용 기저귀 해리를 실시해야 할 것으로 판단된다.

3.2 해리 시간 영향
해리 시간은 해리 공정에서 소요되는 에너지 및 그 효율을 결정하는 주요 인자이다. 해리 공정에서의 에너지 효율을 결정하는 인자로서는 펄프의 형태 및 함수율, 펄퍼의 형태, 해리 농도 등 다양한 공정 요인이 존재하지만, 특히 단속식 공정에서의 에너지 소모량은 해리 시간에 많은 영향을 받는다.5) 따라서 일회용 기저귀 구성 물질의 효율적 분급을 위해서는 기저귀의 해리 시간에 따른 물질 분급 효율과 에너지 소모량을 반드시 고려해야 한다.
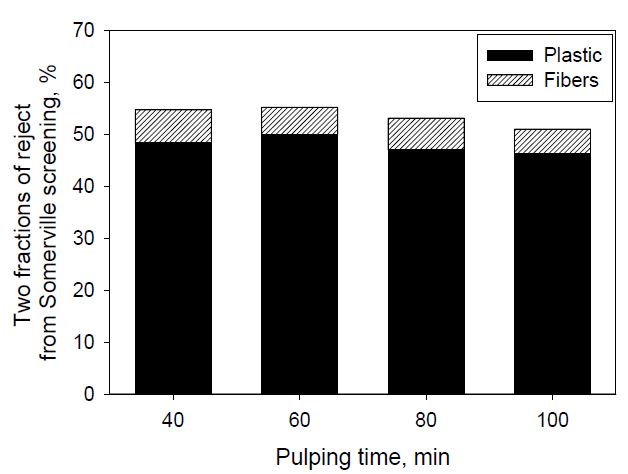
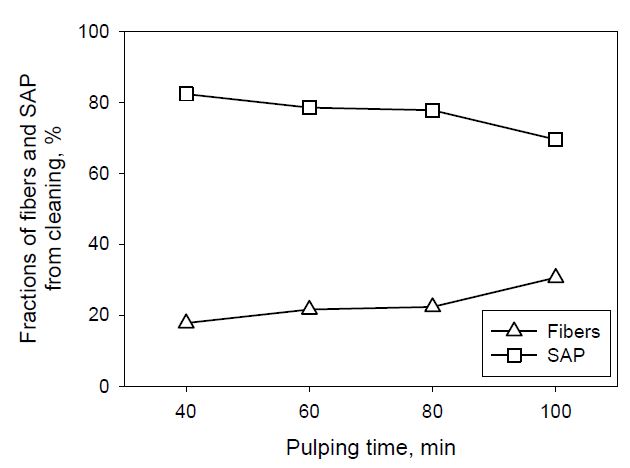
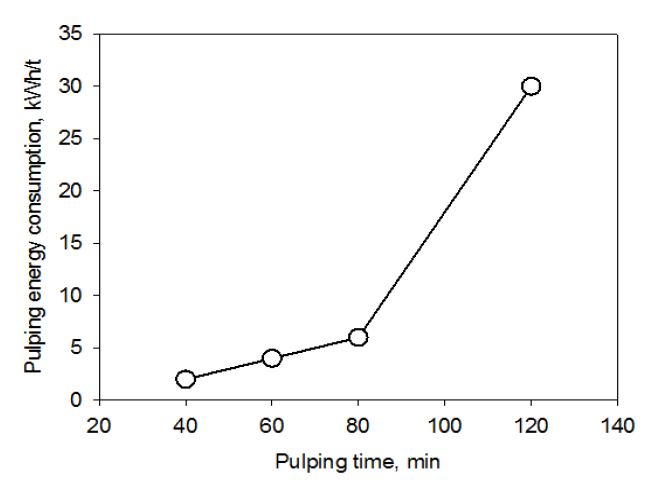
Fig. 5는 해리 농도 5% 조건에서 해리 시간 변화에 따른 썸머빌 스크린 단계에서의 물질 분급 효율이다. 해리 시간 60분 까지 스크린 공정 리젝트에 존재하는 플라스틱 성분의 비율이 증가하고 60분 이상 해리 공정을 실시할 경우 플라스틱 비율이 점차 감소하였다. Fig. 6는 해리 시간에 따라 클리너 공정에서 분급된 물질의 비율을 나타낸 결과로서 해리 시간이 증가할수록 클리너 억셉트로 분급되는 섬유의 비율이 증가하였다. 이는 해리 시간이 증가함에 따라 플라스틱과 섬유가 효율적으로 분리됨을 의미하여 플라스틱 성분의 엉킴에 의한 섬유 손실을 저감할 수 있을 것으로 판단된다. 그러나 Fig. 7에 나타난 바와 같이 해리 시간이 길어질수록 해리 공정 시 소모되는 에너지가 증가하고 해리 농도 5% 조건에서 80분 이상 해리를 실시할 경우 해리 에너지 소모량이 급격히 증가한다. 따라서 물질 분급 효율 및 에너지 소모량을 고려하였을 때 해리 시간은 60분 이하로 조절하는 것이 적절하다고 판단되었다.
3.3 해리 온도 영향
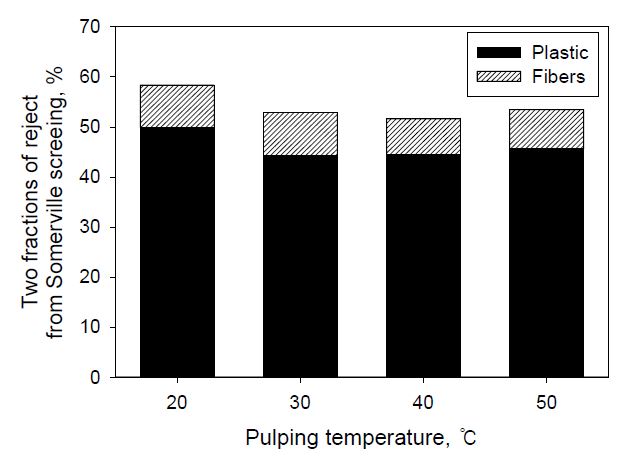
Fig. 8은 해리 농도 5% 조건에서 해리 온도 변화에 따른 기저귀의 유용 물질 분급 효율 분석 결과이다. 썸머빌 스크린 리젝트의 플라스틱과 섬유 비율을 분석한 결과 20℃ 해리 조건에서 리젝트에 존재하는 플라스틱과 섬유의 비율이 가장 높았다. 또한 해리 온도가 증가할수록 스크린 리젝트 분에 존재하는 섬유 양은 감소하였으며, 이는 스크린 슬롯을 통과하여 억셉트로 분급된 섬유의 양이 증가함을 의미한다. Likhachev6)에 의하면 물의 점도는 온도가 상승함에 따라 감소한다. 물의 점도에 따라 물의 침투 속도는 영향을 받게 되며, 이는 액체의 점도와 침투속도를 정의한 Washburn7) 공식에 의하여 설명할 수 있다.
Washburn 공식은 식 (1)과 같이 정의되며 L은 길이, γ는 표면 장력, η는 액체의 점도, t는 액체 침투 시간, r은 공극의 반경, θ는 접촉각이다. 식 (1)을 시간(t)에 대하여 미분하면 침투속도를 식 (2)와 같이 정의할 수 있다.
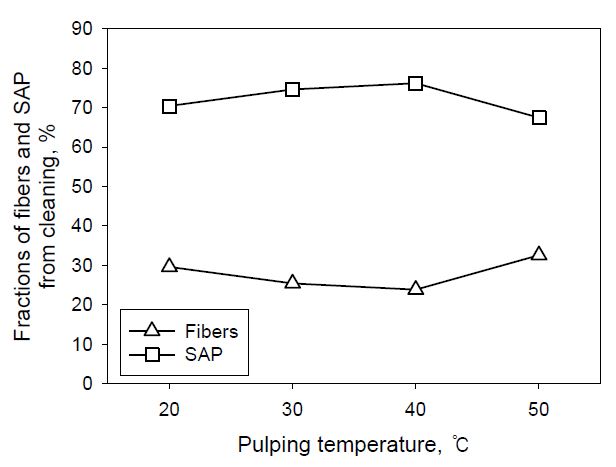
ΔL/Δt은 시간에 따른 액체 침투 깊이로서 액체 침투 속도로 정의할 수 있다. 식 (2)에 나타났듯이 액체의 점도가 감소하면 액체 침투 속도는 증가한다. 해리 온도가 증가할 경우 기저귀의 흡수층을 구성하고 있는 섬유 층의 공극 및 펄프 세포벽으로 물의 침투 속도가 빨라짐에 따라 낮은 온도에 비하여 상대적으로 섬유 간의 수소결합이 손쉽게 파괴되면서 해리되어 섬유의 분급이 용이해 진다. 따라서 해리 온도가 증가함에 따라 분급되는 섬유의 회수율을 개선시킬 수 있을 것으로 판단된다. Fig. 9는 온도에 따른 해리 공정 후 썸머빌 스크린 억셉트를 클리너 처리하고 분급된 SAP과 섬유 비율이다. 클리너 과정에서 분급된 섬유는 약 25-30% 비율 이였으며 해리 온도가 50℃일 경우 섬유와 SAP 분급 효율이 가장 우수하였다. 따라서 일회용 기저귀의 재활용을 위한 해리 온도는 50℃ 조건이 적합하다고 판단된다.
3.4 시료 재단 크기 영향
일회용 기저귀의 겉 부분은 방수필름이 처리되어 있어 물이 쉽게 침투되기 힘들다. 또한 부직포와 밴드 등 쉽게 끊어지지 않는 플라스틱 재질로 이루어져 해리를 할 경우 섬유와 플라스틱으로 분리되기 쉽지 않다. 따라서 일회용 기저귀를 재활용 할 경우 시료의 재단은 필수적으로 수반되어야 하는 공정이다. 특히 섬유의 회수율을 높이기 위해서는 기저귀 흡수층의 섬유가 빠져나오기 쉽도록 공정인자를 조절하는 것이 중요하므로 기저귀 구성 물질의 분급 효율을 최적화 할 수 있는 시료 재단 크기를 탐색하였다.
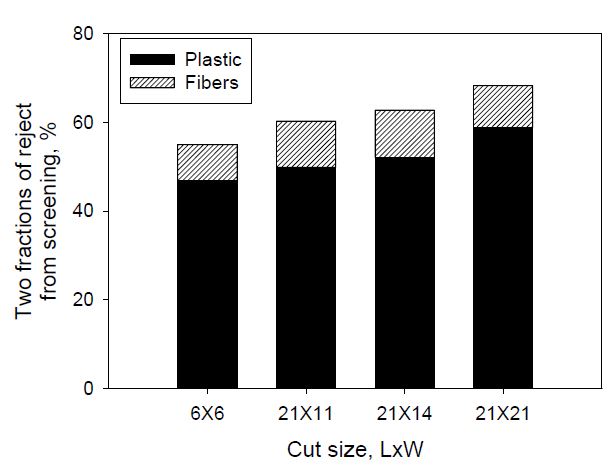
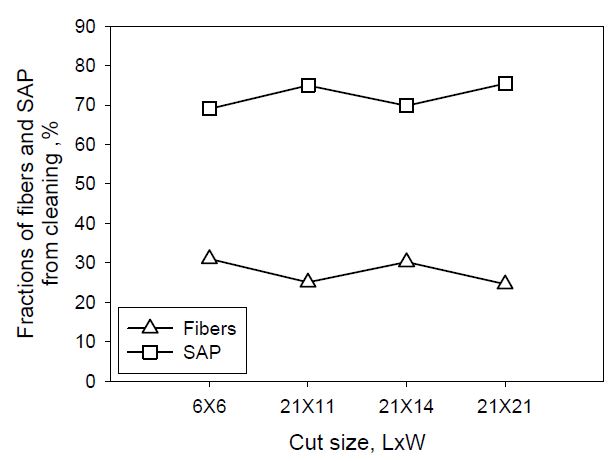
시료 재단 크기를 다르게 하여 농도 5%, 온도 40℃ 조건에서 60분 동안 해리하고 스크린 및 클리너 공정에서의 물질 분급 효율을 분석하였다. Figs. 10-11에 나타낸 바와 같이 일회용 기저귀 재단 크기가 증가할수록 스크린 리젝트에서의 플라스틱 비율은 증가하였으나 클리너 억셉트로 분급되는 섬유의 비율은 감소하였다. 조 등5)은 해리 공정으로 투입되는 시료의 크기가 작을수록 물의 침투 경로가 짧아짐에 따라 시료는 물에 빨리 젖게 되고, 원료의 해리속도가 증가하여 해리 공정의 효율을 향상시킬 수 있다는 연구결과를 보고한 바 있다. 따라서 일회용 기저귀를 재활용하기 위하여 해리 공정에 투입하는 기저귀의 재단 크기가 클 경우 기저귀를 구성하고 있는 방수 필름 및 기타 플라스틱 성분이 그대로 존재함에 따라 물의 침투가 제한적이고 해리 공정에서 발생되는 전단력에 의한 구성 성분의 분리가 용이하지 않다고 판단되었다.
3.5 회수율
식 (3)과 (4)를 이용하여 해리 조건에 따른 플라스틱과 섬유의 회수율을 계산하고 그에 따른 최적 해리 조건을 선정하였다. Table 2는 해리 농도에 따른 플라스틱과 섬유의 회수율을 분석한 결과이다. 4% 농도 조건에서 해리를 실시할 경우 플라스틱과 섬유의 회수율이 우수하였으며 Table 3에 나타낸 바와 같이 해리 시간을 60분으로 조절하였을 경우 플라스틱은 73.4%, 섬유는 55.0%의 회수율을 나타냈다. 해리 시간이 증가함에 따라 플라스틱의 회수율은 다소 감소한 반면 섬유의 회수율은 증가하였다. 그러나 해리 시간이 증가함에 따라 해리 시 소모되는 에너지가 증가하므로 일회용 기저귀 재활용을 위한 해리 시간은 60분이 적합하다고 판단된다. 해리 온도에 따른 플라스틱과 섬유의 회수율을 Table 4에 나타냈다. 해리 온도가 증가함에 따라 플라스틱의 회수율은 다소 감소하였으며 섬유의 회수율은 40℃ 조건에서 70% 이상의 회수율을 나타냈다. 따라서 일회용 기저귀 재활용을 위한 해리 공정의 온도는 40℃ 조건으로 조절해 주는 것이 적합하였다. Table 5는 기저귀 재단 크기에 따른 플라스틱과 섬유의 회수율을 분석한 결과이다. 재단 크기가 증가할수록 플라스틱의 회수율은 증가하나 섬유의 회수율은 감소하였다. 따라서 일회용 기저귀 재활용을 위한 재단 크기는 21cm×21 cm 크기가 적합할 것으로 판단되었다.
Table 2.
Recovery rate of plastic and fibers at the varied pulping consistency
| Pulping conditions | Recovery rate, % | ||||
|---|---|---|---|---|---|
| Consistency, % | Time, min | Temperature, ℃ | Cut size, cmxcm | Plastic | Fibers |
| 2 | 60 | 40 | 6×6 | 75.3 | 83.8 |
| 4 | 71.3 | 77.5 | |||
| 6 | 69.0 | 48.8 | |||
| 8 | 74.7 | 49.7 | |||
| 10 | 72.4 | 47.9 | |||
Table 3.
Recovery rate of plastic and fibers at the varied pulping time
| Pulping conditions | Recovery rate, % | ||||
|---|---|---|---|---|---|
| Consistency, % | Time, min | Temperature, ℃ | Cut size, cmxcm | Plastic | Fibers |
| 5 | 40 | 40 | 6×6 | 74.1 | 44.3 |
| 60 | 73.4 | 55.0 | |||
| 80 | 67.5 | 53.8 | |||
| 120 | 69.3 | 80.2 | |||
4. 결 론
일회용 기저귀는 현재 재활용 되지 못하고 전량 매립 및 소각으로 폐기되고 있으나 일회용 기저귀를 구성하는 플라스틱 및 섬유는 재활용 가치가 높은 소재이다. 이에 본 연구에서는 해리 조건에 따른 일회용 기저귀 구성 성분의 재활용 기술 개발을 위한 기초연구로서 해리 온도, 해리 시간, 해리 농도, 교반속도 및 시료 재단 크기가 기저귀 구성 성분의 분급 효율에 미치는 영향을 분석하였다. 해리 후 썸머빌 스크린과 실험실용 클리너를 이용하여 물질을 분급하고 분급된 플라스틱과 섬유의 회수율을 산출함으로써 최적 해리 조건을 도출하였다. 최적 해리 조건은 농도 4-5%, 시간 60분, 온도 50℃, 교반속도 450 rpm, 시료 재단 크기 21×11 cm2 이며 최고 회수율은 플라스틱 76.2%, 섬유 71.5%로 나타났다. 따라서 최적 해리 조건 도출을 통한 일회용 기저귀 유용 성분 분급이 가능할 것으로 판단된다.
