

1. 서 론
골판지(corrugated board)는 물결모양으로 골을 만든 골심지(corrugating medium)에 라이너지(linerboard)를 접착제로 접착하여 완충성을 높인 지류제품으로 골의 모양, 종류 및 조합 등에 따라 골판지의 특성이 달라지게 된다1). 골판지 제조공정에서 골심지와 라이너지의 접착을 위해 사용되는 접착제로 1935년 Stein-hall사에서 개발한 전분(starch)계 접착제가 사용되고 있다1,2). 전분 종류로는 옥수수 전분이 가장 많이 사용되고 있는데 전분은 알갱이(granule) 형태를 가지고 있기 때문에 전분 알갱이들이 접착력을 발현하기 위해서는 전분용액이 골심지로 전이된 이후 열판공정에서 고온의 열이 일정 시간동안 가해지는 호화과정3)을 거쳐야 한다.
그러나, 골판지 제조공정에서 소비되는 열에너지는 전분계 접착제의 호화와 접착제의 전이에 의해 발생되는 골심지와 라이너지의 수분을 제거하기 위한 열판공정에서 대부분 소비되게 되기 때문에 주요 에너지원인 화석연료의 가격 상승은 골판지 제조업체에 원가상승 압박을 주고 있다. 또한, 골판지 원지인 라이너지와 골심지는 종이제품으로 일정수준의 수분을 함유하고 있기 때문에 외부 열에 과도하게 노출될 경우 수분증발로 인해 섬유의 수축에 따른 종이의 강도 저하와 골판지 제조공정에서 라이너지와 골심지의 치수가 일치되지 않아 골판지의 품질이 저하되는 문제가 발생할 가능성이 높다.
따라서 기존 전분계 접착제에 비해 상대적으로 낮은 온도에서 접착력이 발현될 수 있고 접착력이 우수한 접착 시스템이 개발된다면 골판지 제조에 소비되는 건조에너지와 재료비를 절감시킬 수 있을 뿐만 아니라 라이너지와 골심지의 수축에 따른 골판지의 강도 및 품질저하를 방지할 수 있다.
본 연구에서는 골판지 생산 공정에서 사용되고 있는 전분계 접착제와 합성 바인더를 혼합한 전분/라텍스 혼합 접착제2)를 제조하고 기능성을 평가하였다. 전분에 비해 접착강도가 높은 SB계 라텍스4)를 투입하였고 혼합 접착제가 사용됨에 따른 접착강도와 건조에너지를 평가하여 저온접착을 위한 혼합접착제의 활용 가능성을 파악하였다.
2. 재료 및 방법
2.1 공시재료
혼합접착제를 제조하기 위해 기본적으로 S사에서 분양받은 옥수수 전분을 사용하였다. 접착제 첨가제로 가성소다와 붕산을 사용하였다. 접착강도가 향상된 혼합접착제를 제조하기 위해 SB 라텍스를 사용하였는데 L사와 T사에서 분양받아 사용하였다. 옥수수 전분과 SB 라텍스의 종류를 Table 1에 나타냈다. 실험실적으로 골판지를 제조하기 위해 Table 2와 같이 A사에서 분양받은 여러 종류의 라이너지와 골심지의 물성을 측정한 후 라이너지와 골심지 각각 1종씩 선정하여 사용하였다.
2.2 실험방법
2.2.1 골판지원지의 물성 평가
골판지는 골심지와 라이너지로 제조되는데 본 연구에서는 A사에 분양받은 골심지 3종류와 라이너지 4종류의 물리적, 강도적 특성을 평가하였다. 각 샘플을 온도 23±1℃, 상대습도 50±2%로 조습처리한 후 TAPPI Test Methods에 의거하여 벌크(TAPPI T 411), 인장강도(TAPPI T 494), 파열강도(TAPPI T 403), 압축강도(TAPPI T 818)를 각각 측정하였다. 이 때 인장강도와 압축강도는 MD방향만 측정하였다.
2.2.2 혼합접착제 제조 및 저전단점도 측정
일반적으로 골판지 생산 공정에서는 S-H process 호액을 많이 사용하기 때문에1) 본 연구에서도 캐리어부와 메인부를 나누어 호액을 제조하였다. 혼합 접착제 제조를 위해 SB 라텍스를 캐리어부에 최종 전분대비 0, 10, 20, 30%를 첨가한 후 강하게 분산을 실시하였다. 이후 호화된 캐리어부 전분 20%와 호화되지 않는 메인 전분 80%순으로 혼합하였고 가성소다를 투입하여 600 rpm에서 40분간 재호화를 실시하였다2). Brookfield viscometer(DV-IP, Brookfield Engineering Laboratories, USA)를 사용하여 측정하였고 spindle은 RV04, 회전속도는 60 rpm으로 하여 1분이 지난 시점에서 제조된 접착제의 점도를 측정하였다. 또한 두 종류의 라텍스 점도도 동일한 점도계와 측정방법으로 측정하였다.
2.2.3 골판지 제조 및 접착강도 측정
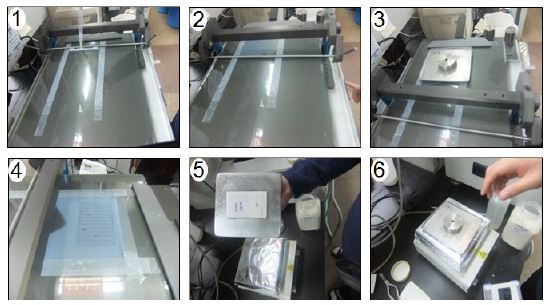
골판지의 접착강도를 측정하기 위해 앞선 물성 결과를 바탕으로 라이너지 1종류와 골심지 1종류를 선정하였고 골판지 제조업체인 W사에서 B골 편면골판지을 제조하였다. 편단 제조할 때 접착제로는 W사에서 사용하는 전분계 접착제를 사용하였다. 이후 제조된 편단의 골 위에 표면코팅기(SB100, Hannam-chemical, Korea)를 이용하여 10 mm/sec 속도로 접착제를 충분히 도포한 다음 부직포를 붙인 후 핫플레이트로 옮겨 금속판으로 압력을 가한 상태에서 150℃ 조건에서 20초간 건조를 실시하였다. 접착강도는 KS M 7052 기준으로 골판지 시편을 85×50 mm 크기로 재단하여 핀(pin)에서 접착부가 떨어질 때의 최대 하중을 측정하였다. 골판지 제조방법을 Fig. 1에 도시하였다.
2.2.4 골판지의 건조에너지 평가방법
골판지의 건조에너지 측정은 골판지 제조할 때 사용한 라이너지 표면에 표면코팅기(SB100, Hannamchemical, Korea)를 이용하여 10 mm/sec 속도로 전분접착제와 혼합접착제를 충분히 도포한 다음 전건상태에 도달할 때까지 증발되는 수분함량을 측정하였다. 이를 위해 수분측정기(MB-35, CAS, Korea)를 사용하여 110 ℃ 조건으로 가열하면서 1초 간격으로 수분함량을 측정하였다. 건조에너지 감소율(Reduced drying energy)은 전분접착제로만 도포된 라이너지가 전건상태에 도달할 때까지 증발되는 수분함량과 저온 혼합접착제로 도포된 라이너지가 전건상태에 도달할 때까지 증발되는 수분량으로 Eq. 1을 이용하여 계산하였다6).
3. 결과 및 고찰
3.1 골판지원지 선정을 위한 라이너지와 골심지 물성 평가
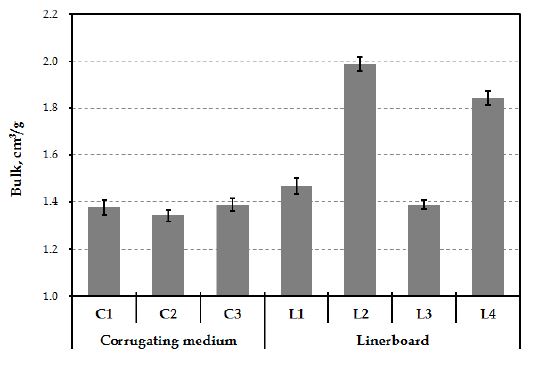
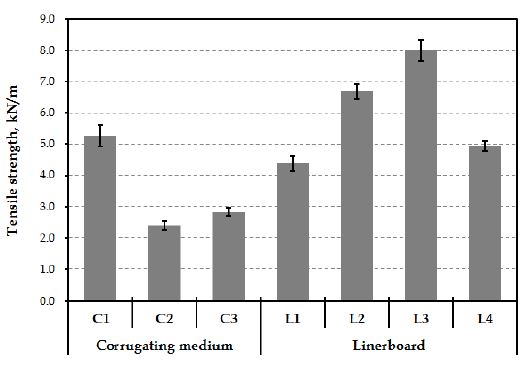
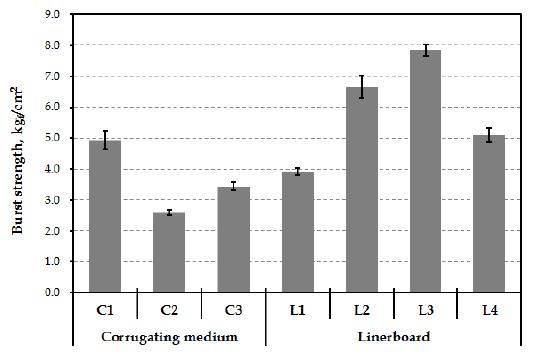
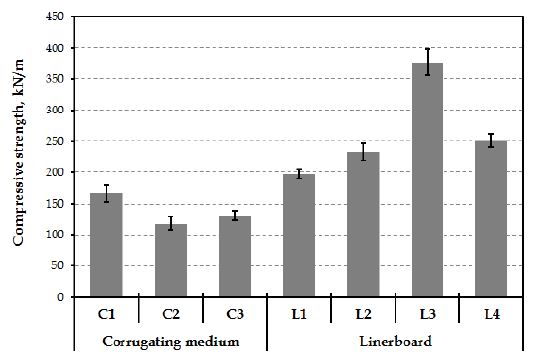
신규 접착제를 이용한 골판지 제조를 위해 골판지원지를 선택하기 위해 골심지 3종류와 라이너지 4종류를 분양받아 물리적 특성을 측정하였다. Fig. 2에서는 골심지와 라이너지의 벌크(밀도의 역수)를 볼 수 있는데 골심지의 벌크는 평균적으로 약 1.37 cm3/g, 라이너지의 벌크는 평균적으로 약 1.67 cm3/g 수준을 나타냈다. 전반적으로 라이너지가 골심지에 비해 더 높은 벌크를 보여주었다. Fig. 3에서는 라이너지와 골심지의 인장강도를 나타냈다. 라이너지의 MD 인장강도는 최소 4.38 kN/m에서 최대 8.01 kN/m을 나타냈고 골심지의 MD 인장강도는 최소 2.39 kN/m에서 최대 5.28 kN/m을 나타냈는데 전반적으로 라이너지가 골심지보다 높은 인장강도를 보여주었다. 골심지와 라이너지의 파열강도와 MD 압축강도를 Figs. 4-5에 도시하였다. 파열강도의 경우 골심지는 최소 2.59 kgf/cm2에서 최대 4.94 kgf/cm2를 나타냈고 라이너지는 최소 3.92 kgf/cm2에서 최대 7.84 kgf/cm2를 보여주었다. 압축강도의 경우 골심지는 최소 117kN/m에서 최대 166 kN/m을 나타냈고 라이너지는 최소 197 kgf/cm2에서 최대 376 kgf/cm2를 보여주었다. 전반적으로 라이너지가 골심지에 비해 높은 파열강도와 압축강도를 보여주었고 이는 인장강도와 거의 동일한 경향을 보여주었다.
따라서 본 연구에서는 골판지 제조를 위해 골심지 1종류와 라이너지 1종류를 선정하였는데 골심지로는 강도가 우수한 C1을, 라이너지로는 벌크와 강도적 특성이 동시에 높은 수준을 보여준 L2를 선정하였다.
3.2 혼합접착제 적용에 따른 점도 변화 평가
골판지 제조공정에서 사용되는 접착제의 주요 물성 중에서 점도가 가장 중요한 물성이다. 문헌에 따르면 접착제 제호법과 골판지의 구조에 따라 각기 다른 점도 범위를 나타낸다고 보고되었는데 골판지 제조공정인 골루게이터(corrugator)에서 사용가능한 접착제의 저전단 점도는 200-500 cPs이다1). 접착제의 점도는 옥수수 전분 자체 점도가 가장 큰 영향을 미치지만 저온 접착제 제조를 위해 혼합되는 라텍스의 점도 또한 매우 중요하다.
Table 3에서는 옥수수 전분으로 제조된 기존 전분접착제와 두 종류의 라텍스 pH 및 저전단점도 측정결과를 나타냈다. Latex1과 Latex2의 pH는 중성 수준을 나타내기 때문에 투입량이 증가하게 되면 알칼리성 접착제의 pH는 다소 조절이 필요한 것으로 판단되고 두 종류의 Latex 모두 점도가 전분접착제 자체 점도와 큰 차이를 보이지는 않았다.
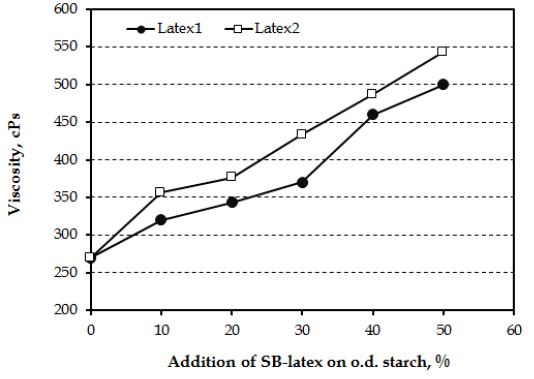
두 종류의 라텍스 투입에 따른 혼합접착제의 점도변화를 측정하였고 그 결과를 Fig. 6에 도시하였다. 라텍스의 Latex2의 점도가 Latex1보다 상대적으로 높았기 때문에 동일한 투입량에서 latex2가 혼합된 전분호액의 점도가 더 높았고 라텍스의 투입량이 증가함에 따라 두 종류 모두 전분호액의 점도가 상승하는 것으로 볼 수 있었다. 이는 라텍스 입자가 pH의 변화에 의해 전분입자 표면에 가교되어 막을 형성하여 분자유동성을 감소시킨 것으로 판단된다2).
신규 혼합접착제가 실제 골판지제조공정에서 사용되기 위해서는 점도 범위를 200-400 cPs 수준으로 유지하는 것이 중요하기 때문에 본 연구에서는 라텍스 투입량을 조절하기로 하였고 접착강도와 건조에너지 평가를 위해 라텍스 투입량을 전분대비 10, 20% 수준으로 결정하였다.
3.3 혼합접착제 적용에 따른 접착강도와 건조에너지 평가
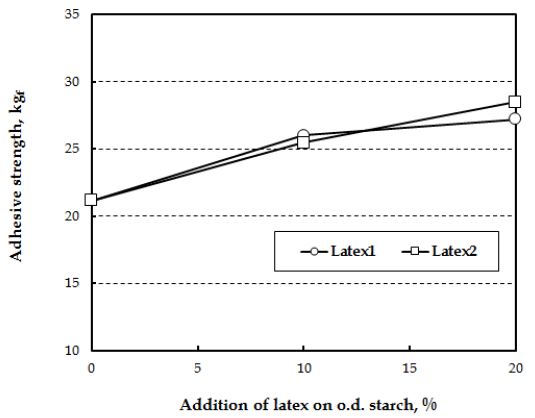
B골 편단에 혼합접착제를 도포한 다음 실험실의 열판에라이너지 L2를 접착하여 제조한 골판지의 접착강도를 측정한 결과를 Fig. 7에 도시하였다. 라텍스가 전건전분대비 10% 투입되었을 때 라텍스의 종류에 관계없이 접착강도가 약 20% 이상 상승하였다. 라텍스의 투입량이 10%에서 20%로 상승하였을 때 접착강도도 상승하였다. 그러나 라텍스 종류에 따른 접착강도 차이는 크지 않다. 따라서 라텍스의 투입량이 10% 혹은 20% 수준이면 접착강도가 20% 이상 상승하는 것으로 판단된다.
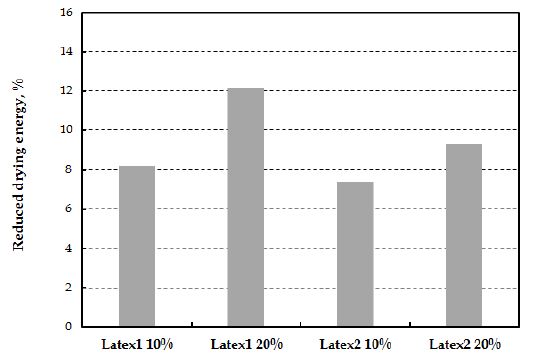
혼합접착제 적용에 따른 건조에너지 감소율을 분석한 결과를 Fig. 8에 도시하였다. 라텍스의 투입량이 증가함에 따라 골판지의 함수율은 지속적으로 감소하였는데 이는 라텍스가 전분을 대체함으로써 혼합접착제의 함수율을 낮추는 효과를 나타냈기 때문이라고 판단된다. 또한 Latex1이 Latex2보다 더 높은 건조에너지 감소율을 나타냈다. 이러한 결과로 볼 때 라텍스 투입수준이 전건전분대비 10-20% 수준으로 전분접착제에 혼합될 경우 평균 10% 수준의 건조에너지 저감효과가 기대된다.
4. 결 론
본 연구에서는 골판지 생산 공정에서 적용되는 전분접착제에 합성 바인더를 혼합하여 기존 접착제보다 낮은 온도에서 접착력을 발현할 수 있는 혼합접착제의 적용 가능성을 파악하였다. 전분에 비해 상대적으로 접착강도가 높은 SB계 라텍스를 일정량 투입하여 제조된 혼합접착제로 실험실적으로 골판지를 제조하였고 골판지의 접착강도와 건조에너지를 평가하였다.
전분접착제에 라텍스가 투입됨에 따라 점도가 상승하였고 골판지 제조공정에 사용되기 위해서는 라텍스의 투입량이 전건전분대비 20%를 넘지 않는 범위로 조절하여야 할 것으로 판단된다. 라텍스가 투입됨에 따라 골판지 편단과 라이너지간의 접착강도가 상승하였고 혼합접착제가 건조되기 위해 사용되는 건조에너지도 감소하는 것으로 평가되었다. 이로 볼 때 합성 바인더가 20% 이하로 혼합된 전분접착제는 기존 전분접착제에 비해 접착강도가 20% 이상 우수하고 10% 수준의 건조에너지 저감 효과를 기대할 수 있다. 또한 접착강도가 높아질 경우 접착제 사용량을 낮출 수 있기 때문에 접착제 소비량 감소와 추가적인 건조에너지 저감 효과를 기대할 수 있을 것으로 판단된다.
