

1. 서 론
최근 펄프가격 상승에 따라 원가절감을 위해 펄프섬유를 충전물로 대체하는 하이로딩 기술의 중요성이 더욱 커지고 있다.1,2) 이러한 기술적 요구는 하이로딩뿐 아니라 고도공량의 도공지 생산에 대한 관심을 더욱 고조시키고 있다. 특히 원가절감의 한 방법으로 고가의 바인더 사용량을 줄이거나 고성능 바인더 개발을 통한 대체 원료 탐색 등도 관심을 모으고 있다. 이러한 변화 가운데 도공지의 다양한 품질을 저하시키지 않는 고기능성 바인더 보조제 혹은 코바인더의 개발이 요청되고 있으며, 본 연구팀은 서스펜션 중합을 통하여 고기능성 표면사이징용 라텍스를 성공적으로 개발한 바 있다.3) 이전 연구에서 본 연구팀은 표면사이징용 첨가제로 활용될 수 있는 라텍스를 일반적인 유화중합이 아닌 서스펜션 중합방식을 통하여 제조함으로써 라텍스 입자를 전분 등의 친수성 고분자로 안정화시킬 수 있으며, 이러한 기술은 라텍스 입자의 pH 변화에 대한 안정성을 강화할 뿐 아니라 유화중합에 사용되는 계면활성제를 배제함으로써 공정에서의 거품 발생을 감소시키고, 표면사이징용 전분과의 상용성을 자연스럽게 증대시킴으로써 표면사이징 이후 종이의 제반 물성개선에 효과가 있음을 보인 바 있다.4)
본 연구에서는 서스펜션 중합된 표면사이징용 라텍스의 성능을 더욱 향상시켜 코팅용 코바인더로 사용하기 위한 방안을 모색하였다. 코팅용 코바인더로 활용하기 위해서는 도공용 라텍스와 동일한 수준으로 고형분 함량을 향상시킬 필요가 있으며, 입도의 미립화를 통하여 결합력을 향상시킬 수 있는 방안을 구축할 필요가 있다. 이와 아울러 화학적, 기계적 안정성을 확보할 수 있는 라텍스 안정화 방식을 확립하는 것이 필요하다.
본 연구에서는 다양한 선행 연구를 통하여 선발된 몇 종류의 서스펜션 중합 라텍스 바인더의 물성을 비교 평가하고, 이의 활용에 따른 도공액과 도공지의 물성변화 및 폴드크랙 개선효과를 검토하였다.
2. 재료 및 방법
2.1 코바인더의 중합과 물성평가
본 연구에 사용된 코바인더는 styrene-acrylate 단량체를 서스펜션 중합 방식을 통하여 합성하였다. 합성방식은 콘덴서를 장착한 3 L 용기에 모노머와 중합개시제 및 친수성 고분자 안정화제를 미터링 펌프로 5시간에 걸쳐 순차적으로 공급하면서 중합하는 방법을 택하였다. 중합 중에는 지속적인 교반을 실시하여 반응의 균일성이 유지되도록 하였다. 서스펜션 중합에서는 교반강도에 따라 입도가 좌우되므로 교반기의 형태 및 교반속도 선정은 많은 선행 연구를 통하여 설정된 조건을 적용하였다. 라텍스의 안정화제로는 전분과 폴리비닐알코올을 사용하였다. 중합이 완료된 라텍스는 입도, 고형분, pH 등의 기본 물성을 평가하였으며, 그 물성은 Table 1과 같았다. 여기에서 보는 것과 같이 서스펜션 중합된 라텍스의 고형분은 50%에 근접하여 도공용 라텍스 바인더 수준과 대등하였으며, 입경은 일반적으로 사용되는 라텍스에 비해 작게 나타났다. 하지만 사용된 고분자 안정화제의 영향으로 기본적인 점도는 기존의 유화중합 라텍스에 비해 높게 나타났다.
Table 1.
Properties of suspension polymerized latexes
| Latex | Solids content (%) | Particle size (nm) | Viscosity (cP) | pH |
|---|---|---|---|---|
| S/B latex | 49.5 | 144 | 190 | 7.9 |
| Suspension latex 1 | 49.1 | 97 | 545 | 6.5 |
| Suspenison latex 2 | 48.0 | 90 | 201 | 6.6 |
라텍스의 입도는 Malvern 사의 Zetasizer(Nano-ZS, UK)를 이용하여 측정하였으며, 저전단점도는 Brookfield 점도계(DV-2, USA)로 측정하였다. 라텍스 입도의 형태는 라텍스의 농도를 0.01-0.1%로 희석한 다음 JEOL(JEM1010, Japan) TEM을 이용하여 촬영하였다.
2.2 도공액 조성 및 코팅
도공안료로는 Omya Korea의 중질탄산칼슘인 Setacarb HG를 80파트, KaMin 사의 클레이인 Hydrogloss 90을 20파트 사용하였다. 여기에 일반 S/B 라텍스 12파트를 바인더로 사용한 코팅액을 기본으로 하여, 기존 라텍스 3파트를 서스펜션 중합된 라텍스(Suspension L-1, L-2) 두 종류로 각각 대체한 도공액 두 가지, 총 3종류의 도공액을 준비하였다. 도공액의 총 고형분은 65%가 되도록 조절하였다.
준비된 도공액의 보수성을 평가하기 위하여 Åbo Akademi Gravimetric water retention device(ÅA-GWR)를 이용하였다. 도공액 시료 10 mL를 취하고 공극직경 0.2 μm인 Advantec 사의 셀룰로오스 에스테르 멤브레인 필터 상에 놓고 1.5 bar의 압력으로 60초간 가압하여 탈수량을 측정하였다. 또 Brookfield 점도계를 이용하여 100 rpm에서 저전단점도를 평가하였다.
준비된 도공액을 평량 78 g/m2의 도공원지에 실험실용 로드코터를 이용하여 도공원지 상에 도피하였다. 도공 시에는 10번 로드를 사용하여 싱글코팅하였으며, 도공량은 약 28 g/m2이었다. 도공 후 120℃의 열풍을 이용하여 건조하였으며, 온도 23℃, 상대습도 50%의 항온항습 조건에서 24시간 이상 조습처리하고 130 kgf/cm의 조건에서 두 차례 캘리더링하였다. 이후 광택도, 신장률, 탄성계수 및 인장지수를 평가하였다.
2.3 폴드크랙 측정
폴드크랙 평가는 충분한 조습시간을 부여한 후 평가하였다. 먼저 RI tester(RI-1, Akira, Japan)를 이용하여 도공면을 인쇄하여 도공면과 크랙 간의 구별이 용이하도록 하였다. 인쇄 시에는 동양잉크의 택 밸류 12(tack value 12)인 흑색 Aronon T 잉크 0.6 cc를 사용하였으며, 총 2회 인쇄하였다. 도공지에 접힘선을 넣기 위하여 Gravimetric water retention meter(AA-GWR, Model 250, Finland)를 이용하여 1초 동안 도공지를 접어 크랙이 발생되도록 하였다. 접힘 면에 대한 폴드크랙을 평가하기 위하여 각도 30°의 샘플 거치대에 시료를 고정한 채 스캐너(EPSON Perfection V370)를 이용하여 크랙이 발생한 부분을 1200 dpi 해상도로 스캔하였다.5,6)
스캔한 이미지에서 크랙이 발생한 부분과 발생하지 않은 부분의 구별이 용이하도록 이미지 변환 프로그램(Photoshop version 6, Adobe Systems, USA)을 이용하여 binary 이미지로 변환시킨 다음, 이미지 분석 프로그램(Image Pro Plus, Media Cybernetics, USA)으로 전체 이미지와 크랙의 넓이를 각각 측정한 다음 Eq. 1과 같이 도공지의 폴드크랙 비율을 계산하였다.
3. 결과 및 고찰
3.1 라텍스의 형태적 특성
일반적으로 라텍스는 거의 동일한 입경을 갖는 구형의 물질이다. 특히 유화중합 라텍스의 경우에는 물속에 형성된 계면활성제의 미셀 속으로 모노머 분자 혹은 중합 과정 중인 올리고머 라디칼이 이동하면서 중합이 진행되기 때문에 입자의 균일성이 매우 높다. 이러한 특징은 S/B 라텍스의 입도분포를 측정한 Fig. 1에서도 잘 볼 수 있다. 여기에서 보는 것과 같이 S/B 라텍스의 평균입경은 144 nm였으며, 종상형 분포곡선을 보이고 있다. 하지만 S/B 라텍스의 경우에도 부분적으로 두 개 혹은 그 이상의 입자가 하나로 뭉쳐진 경우도 관찰할 수 있다(Fig. 2).
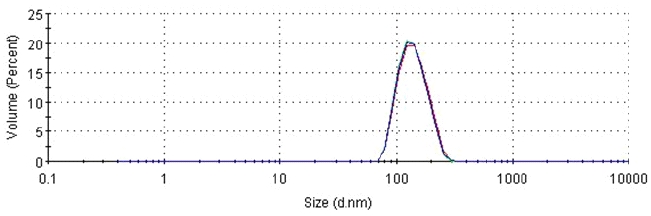
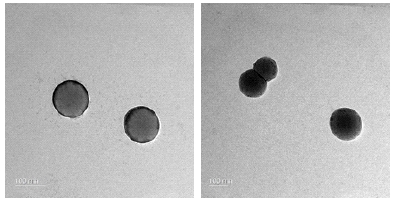
Fig. 2.
Two S/B latex particles almost equal in size (left) and coalesced S/B latex particles like a snowman (right).
서스펜션 라텍스의 중합 시 표면안정화에 사용된 고분자의 투입량이 과도하면 라텍스 표면에 모두 흡착되지 않고 수계에 잔류하는 경향을 보이게 된다. 이러한 현상은 TEM 사진에서 잔상의 형태로 관찰되기도 하였다(Fig. 3). 본 연구에서는 중합과정의 최적화를 통하여 수계에 잔존하는 콜로이드 안정화제의 양을 최소화하였으며, 이러한 결과 Fig. 4에서 보는 것과 같이 라텍스 입자 주변에 고분자 안정화제를 거의 볼 수 없는 중합완성도를 달성하였다. 서스펜션 라텍스 입자를 TEM으로 관찰한 결과는 Fig. 4에서 보는 것과 같이 균일한 크기의 구체 형태를 보이고 있으나 경우에 따라 두 개 혹은 그 이상의 입자가 하나로 뭉쳐진 경우도 간혹 발견되었다. 이러한 응집체는 고분자에 의해 안정화된 라텍스 입자가 고농도 하에서 충돌하여 발생한 것으로 판단된다. 이와 달리 에멀션 중합 라텍스의 경우에는 고분자 안정화제가 존재하지 않으므로 가교결합이 발생하지 않으며, 전하중화에 의한 응집이 발생한다. 서스펜션 중합 라텍스에서 간혹 부분적으로 발견되는 응집된 형태의 라텍스의 함량은 중합 조건의 설정에 따라 최소화시킬 수 있다.
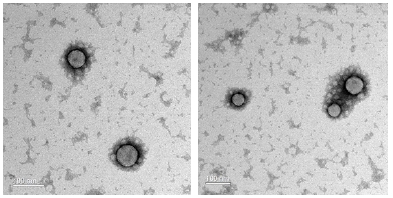
Fig. 3.
Suspension-polymerized latex (Suspension L-1) samples which show colloidal stabilizer remaining in the water phase.
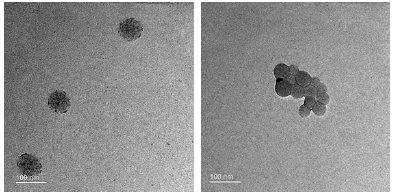
Fig. 4.
Particle shape of the suspension-polymerized latex (Suspension L-2). Most of the latex particles are in spherical shape (left). Some particles were flocculated into large size during polymerization process (right). Careful control of the polymerization process minimized the flocculated latex particles.
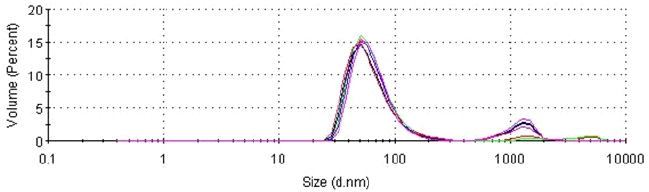
Fig. 5에는 서스펜션 중합 라텍스 가운데 입도분포 폭이 넓은 예를 도시하였다. 여기에서 보는 것과 같이 1500 nm 근처에서 입도분포가 나타나는 것을 볼 수 있는데 이는 중합과정에서 발생한 단위 라텍스 입자의 응집체라고 판단된다. 하지만 중합과정의 조절을 통하여 응집체 형태인 라텍스의 함량을 2% 이하로 감소시킬 수 있었다.
3.2 도공액의 물성
도공액의 물성을 조사한 Table 2에 의하면 서스펜션 라텍스를 사용한 경우 도공액의 보수성이 크게 증가하였음을 알 수 있다. 특히 라텍스 내에 잔류 고분자 안정화제의 함량이 높은 Suspension L-1 칼라의 경우 보수성이 가장 높게 나타났다. 바인더 수계에서 고분자 안정화제가 거의 관찰되지 않은 Suspension latex를 사용한 Suspension L-2 칼라의 경우에는 보수성이 감소하였으나 여전히 일반 S/B 라텍스를 이용한 도공액보다는 높은 보수성을 보였다. 이는 표층에 흡착된 고분자 안정화제 역시 보수성 향상에 큰 기여를 하고 있음을 의미한다. 이러한 현상은 별도로 carboxymethyl cellulose 등 보수제를 사용하지 않더라도 도공액의 고속도공 적용성이 향상될 수 있음을 의미한다.
Table 2.
Brookfield viscosity and water retention value of coating colors
| Coating color* | Brookfield viscosity (cPs) | Water retention value (g/m2) |
|---|---|---|
| S/B latex | 300 | 93.3 |
| Suspension L-1 | 544 | 59.7 |
| Suspesnion L-2 | 438 | 79.1 |
저전단 점도의 경우에는 보수성과 달리 S/B 라텍스를 사용한 경우에 가장 낮게 나타났으며, 서스펜션 라텍스를 이용한 도공액의 경우에는 높아지는 경향을 보였다. 저전단 점도의 경우에는 특히 라텍스 입자의 표면적에 비례하는 경향을 보이므로 입도가 작은 서스펜션 라텍스의 활용에 따라 어느 정도 증가할 것으로 예상되지만 그 정도는 고분자 안정화제에 의해 더욱 크게 나타났다.
3.3 도공지의 물성
준비된 도공지의 광택, 신장률, 탄성계수 및 인장지수를 측정한 결과를 Table 3에 나타내었다. 여기에서 보는 것과 같이 칼렌더링 전후의 물성은 크게 변화되었다. 모든 물성이 칼렌더링에 의해 증가되는 경향을 보였다. 일반적으로 칼렌더링은 표면의 광택을 향상시키기 위한 공정이기에 광택의 증가는 당연하다고 판단된다. 광택 향상은 특히 서스펜션 라텍스 2를 이용한 경우에 크게 나타났다. 탄성계수와 인장지수의 경우에는 서스펜션 라텍스 2를 사용한 경우 칼렌더링 이후에 각각 7.7%와 5.5% 증가되었다. 신장률은 라텍스의 종류에 따라 큰 변화를 보이지 않았다. 이러한 물성 변화는 서스펜션 라텍스를 이용할 경우 광택과 강도 등 물성 개선을 기대할 수 있음을 보여준다.
Table 3.
Gloss, elongation at break, modulus of elastisity, and tensile index of coated papers before and after calendering
| Gloss (%) | Elongation at break (%) | Modulus of elasticity (MPa) | Tensile stress (MPa) | |||||
|---|---|---|---|---|---|---|---|---|
| Before* | After* | Before | After | Before | After | Before | After | |
| S/B latex | 52.5 | 67.0 | 2.27 | 2.42 | 1960 | 2203 | 44.3 | 53.2 |
| Suspension L-1 | 53.0 | 66.7 | 2.16 | 2.56 | 2003 | 2244 | 43.1 | 57.5 |
| Suspension L-2 | 53.7 | 69.8 | 2.14 | 2.37 | 2140 | 2373 | 45.6 | 56.1 |
특히 칼렌더링 후에 인장지수가 증가한 사실은 칼렌더링 과정이 안료와 바인더의 결합 향상에 긍정적인 요인으로 작용함을 보여 준다. 일반적으로 물질 간 결합력은 높은 압력이 가해질 경우 결합부위가 파괴되어 낮아지는 것이 일반적이다. 예를 들어 전분과 같이 소성이 낮은 물질을 코팅용 바인더로 사용할 경우 칼렌더링 압력에 의해 물성의 저하가 발생하게 된다. 하지만 유리전이온도가 상온보다 낮은 라텍스의 경우에는 바인더의 소성변형에 의해 안료와 안료 사이의 결합 면적이 증가하게 되고 이에 따라 물성의 개선이 발생한다고 판단된다.
3.4 폴드크랙
폴드크랙이란 도공지를 인쇄한 다음 후가공 접지과정에서 접혀진 도공면 또는 그 반대쪽의 도공면이 갈라지는 현상을 말한다.5,7) 이러한 문제는 인쇄면이 넓을수록 잉크의 색상이 진할수록 큰 결함으로 인식되는 경향을 나타내므로 최근 다색인쇄, 고색상의 인쇄가 일반화되는 현상과 맞물려 매우 큰 문제로 대두되고 있다.
도공층을 구성하는 바인더에 의해서도 폴드크랙의 정도가 달라지는데 일반적으로 전분 바인더가 라텍스 바인더에 비해 큰 폴드크랙을 나타내고 있다.7) 일반적으로 바인더의 선택 또는 개질이 도공지의 폴드크랙을 감소시킬 수 있는 가장 좋은 방안이라고 믿어지고 있다. 이는 도공안료는 도공지의 품질 특성에 의해 선택되는 것이 일반적이며, 도공용 바인더는 선택된 도공안료를 서로 혹은 원지와 잘 결합하도록 하는 역할을 하기 때문이다. 폴드크랙을 감소시킬 수 있는 도공용 바인더로는 건조 후 단단한 결정구조를 갖게 되는 전분 바인더보다는 유리전이온도가 낮은 라텍스 바인더가 폴드크랙에 더욱 유리할 것이라는 점은 쉽게 유추할 수 있다.8,9)
본 연구에서는 기존의 라텍스 바인더와 서스펜션 중합된 라텍스 바인더를 이용하여 도공액을 준비하고 이를 이용하여 제조된 도공지의 폴드크랙을 평가하였다.
Table 4에서 보는 것과 같이 폴드크랙의 측정치는 4-7% 내외로 매우 낮게 나타났다. 또한 측정치의 오차는 평균치의 약 50-80%에 이르는 높은 값을 보였다. 이러한 측정변이 때문에 도공액 조성분에 의한 폴드크랙의 변화에 관하여 정확한 판단을 내리기 위해서는 많은 반복 연구가 요청된다. 하지만 서스펜션 라텍스 2를 이용한 경우 폴드크랙이 29% 감소한 경우는 오차의 범위를 훨씬 넘는 수치로 판단된다. 이 라텍스를 이용한 경우 기계방향으로 약 3.5%의 폴드크랙 증가가 나타났지만 폭방향의 감소율이 월등히 높아 20% 이상의 개선효과가 있는 것으로 판단된다.
Table 4.
Fold crack area of the three coated papers prepared with the use of three latex samples
서스펜션 라텍스 1의 경우에는 안정화제로 사용된 수용성 고분자에 의하여 도공층 자체가 좀 더 강성이 높아진 결과 폴드크랙의 개선이 얻어지지 않았다.
이상의 결과를 볼 때 서스펜션 라텍스를 이용하여 폴드크랙을 개선코자 한다면 안정화제의 선정에 있어 건조 시 강성이 낮은 것을 선택하며, 그 사용을 최소화하는 것이 요청된다고 할 수 있다. 하지만 수용성 고분자 안정화제는 라텍스 제조에 사용되는 선상고분자에 비해 건조 시 강성이 높게 나타나는 한계가 있으므로 무엇보다도 그 사용을 최소화하는 기술이 요청된다고 하겠다.
4. 결 론
서스펜션 중합방식을 이용하여 고분자 안정화제로 입자를 안정화시킨 도공용 코바인더를 개발하고 이를 기존의 S/B 라텍스의 보조 바인더로 활용할 경우 나타나는 도공액 및 도공지의 물성 변화를 평가하였다. 또한 실험실적으로 제조된 도공지의 폴드크랙 특성을 평가하여 서스펜션 라텍스 코바인더의 폴드크랙 개선 효과 가능성을 검토하였다.
그 결과 서스펜션 라텍스의 안정화제로 사용된 고분자의 함량이 과도한 경우 도공액의 보수성과 점도가 과도하게 높게 나타나, 안정화에 필요한 최소한의 수용성 고분자를 사용하는 것이 필요함이 밝혀졌다.
서스펜션 중합된 라텍스 코바인더의 품질이 우수한 경우 도공지의 광택과 인장지수 등을 개선할 수 있었다.
서스펜션 중합된 라텍스 코바인더의 사용을 통하여 도공지의 가장 큰 현안으로 대두되고 있는 폴드크랙을 개선할 수 있는 가능성이 확인되었다. 이를 위해서는 안정화제의 선정과 그 사용량의 조절이 필요하다고 판단된다.
