

1. 서 론
미세먼지와 기후변화에 대한 공포는 화력발전과 같이 화석연료를 기반으로 한 전기 생산에 대한 규제 강화로 이어지고 있다. 정부에서는 미세먼지와 기후변화에 대한 대책과 원자력발전에 대한 환경재앙을 우려하여 태양광, 풍력, 목재펠릿 등과 같은 신재생에너지 사용량을 확대를 위한 다양한 대책을 쏟아내고 있다.
한국수력원자력 등 18개 발전사는 신재생에너지 의무 사용량을 채우기 위하여 신재생에너지 발전업체로부터 신재생에너지공인인증서(REC, renewable energy credit)를 구입하여 의무 발전량을 충당하고 있다. 18개 발전사의 신재생에너지 의무발전비율은 2018년 기준 전체 에너지 생산량의 6%에 해당하고 매년 상향 조정되어 2030년에는 28%까지 증가하게 된다. 한국전력의 5개 자회사들은 할당량을 채우기 위하여 목재펠릿이나 바이오 고형연료(Bio-SRF)를 구입하여 역청탄과 혼소발전을 하고 있다. 현재 목재펠릿의 REC 가중치는 1.5인데 기존 건축물을 이용한 태양광 발전의 1.5와 같다.
한전 자회사에서 진행하고 있는 석탄과 목재펠릿의 혼소발전 비율은 2012년 4.5%에서 2015년 34.5%로 급증하였고 이로 인해 목재펠릿의 수입량은 세계 3위에 해당될 만큼 대량 수입하고 있다. 이는 국내 목재 자급률이 17% 수준이기 때문에 목재펠릿의 국내 자급은 불가능한 실정이기 때문이다.
목재펠릿의 저위발열량은 3,110 kcal/kg(=13 MJ/kg)이고 역청탄의 저위발열량은 5,890 kcal/kg(=25 MJ/kg)으로 목재펠릿의 저위발열량이 약 2배 정도 낮다. 탄소 중립적 연료인 목재펠릿의 발열량을 개선할 수 있다면 목재펠릿의 수입 의존도를 줄일 수 있을 뿐만 아니라 국내산 산림바이오매스의 활용도를 극대화할 수 있는 긍정적인 계기가 될 것이다. 목재펠릿의 발열량을 높이기 위해서 목질계 바이오매스의 반탄화 기술을 접목하는 것이 가장 훌륭한 대안이 될 수 있지만 반탄화 기술이 아직까지 안정화되지 않았고 반탄화 과정을 거친 목재펠릿의 경제성도 여전히 논란거리다.1,2)
반탄화를 제외하고 목재펠릿의 발열량을 개선하기 위해서는 원료용 톱밥에 발열량 향상에 도움을 줄 수 있는 저렴한 연료를 함께 혼합하는 것이 한 방법이 될 수 있다. 임 등은 폐타이어 분말을 이용하여 SRF를 제조함으로써 폐타이어 분말이 목질계 펠릿의 발열량 개선에 매우 효과적임을 보였다.3) 현재 국내 발전사들은 목재펠릿 이나 Bio-SRF를 수입하여 석탄과 혼소함으로써 신재생 에너지 의무사용량을 채우고 있는데 목재펠릿 제조 단계부터 석탄 분말과 혼합하여 펠릿을 제조하는 방법에 대한 고민이 필요해 보인다. 무연탄, 역청탄, 그리고 아역청탄 모두 목재펠릿의 발열량보다 높기 때문에4) 석탄과 목재펠릿의 혼소발전 전 목재펠릿 제조단계에서 석탄 분말과 톱밥을 혼합하여 펠릿을 제조한다면 발전사 입장에서 혼소에 따른 부담을 줄일 수 있을 뿐만 아니라 목재펠릿의 발열량 개선에도 기여할 수 있을 것으로 생각된다.
따라서 본 연구에서는 화력발전소에 사용하는 역청탄을 목재 톱밥과 혼합하여 펠릿을 제조하였을 때 펠릿의 연료 특성 변화를 분석함으로써 발전사의 연료 선택과 이용, 그리고 혼소 발전에 도움이 되는 기초 자료로 활용하고자 하였다.
2. 재료 및 방법
2.1 공시 재료
석탄 분말로는 남동발전 삼천포화력에서 사용하는 역청탄을 제공받아 사용하였고, 톱밥은 경상대학교 학술림에서 낙엽송(Larix kaempferi (Lamb.) Carriere)을 벌채한 후 톱밥으로 제조하였다. 두 재료 모두 펠릿성형장치의 다이를 통과할 수 있도록 4 mesh 스크린을 통과하는 것들만 선별하여 펠릿 제조에 사용하였다.
2.2 펠릿 제조
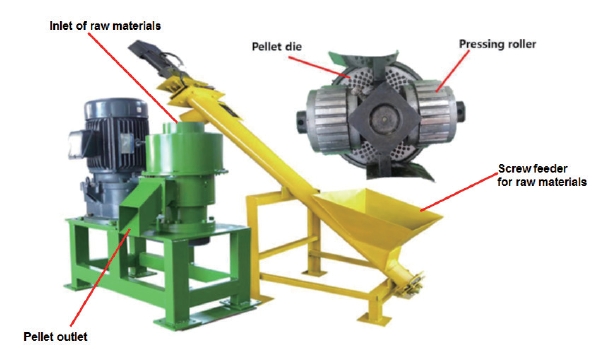
역청탄과 낙엽송 톱밥을 혼합한 펠릿을 제조하기 위한 성형 장치는 Fig. 1과 같다. 경상대학교 펄프종이신소재 연구실에서 주문제작한 펠릿성형장치는 평판 다이형(flat die type)으로 6 mm 지름의 펠릿을 80-120 kg/hr의 속도로 제조가 가능하다.
역청탄 분말과 낙엽송 톱밥을 혼합하여 펠릿을 제조할 때 펠릿 성형 특성, 발열량 등 펠릿품질특성을 비교하기 위하여 역청탄 분말과 낙엽송 톱밥을 0:100, 30:70, 25:75, 20:80, 15:85, 10:90, 그리고 5:95로 혼합하였다. 이때 낙엽송 톱밥의 함수율은 10-12%로 조절한 후역청탄 분말과 혼합하여 펠릿을 제조하였다.
3. 결과 및 고찰
3.1 역청탄 혼합 비율별 펠릿 성형 특성
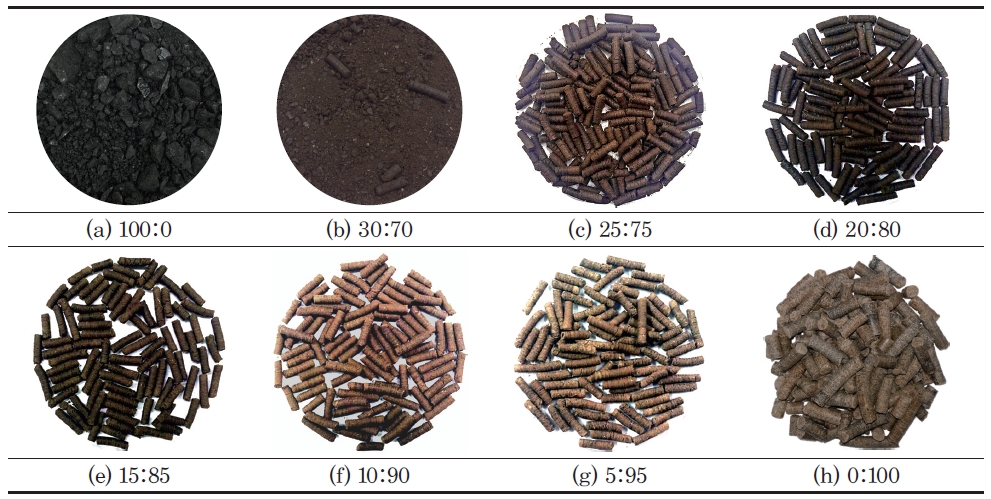
Fig. 2는 역청탄 분말과 낙엽송 톱밥을 혼합하여 제조한 펠릿의 성형 특성을 보여준다. 역청탄 분말의 혼합 비율이 25%가 될 때까지는 펠릿 성형 수율이 다소 떨어지기는 하지만 성형 자체에는 큰 문제가 발견되지 않았다. 하지만 역청탄 분말이 30%가 넘어서면서 톱밥 입자와 역청탄 분말 사이의 결합력이 현저히 떨어지면서 펠릿 성형 자체가 불가능할 정도로 가루 형태로만 토출되었다. 톱밥에 역청탄 분말의 첨가량이 증가하면서 역청탄의 색상으로 인하여 펠릿의 색도 점차 흑갈색으로 변하였고, 역청탄의 첨가 비율이 25%가 될 때까지 펠릿이 매우 효과적으로 성형되었다. 따라서 석탄 분말을 톱밥과 혼합할 시 25% 미만이 되어야만 정상적인 펠릿 성형이 가능함을 확인할 수 있었다.
3.2 발열량 비교
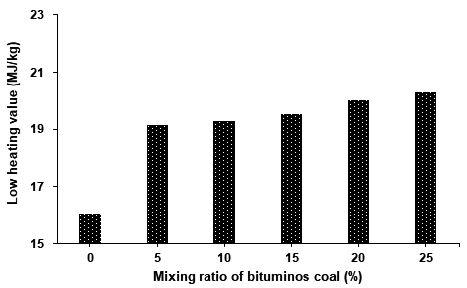
Fig. 3은 역청탄과 톱밥의 혼합 비율에 따른 펠릿의 저위 발열량 변화를 나타낸다. 목재펠릿의 발열량은 16.1 MJ/kg이었지만 역청탄이 혼합되면서 펠릿의 발열량은 19-26%까지 향상되어 19-23 MJ/kg이 되었다. 역청탄의 경우 고정탄소 함량이 목재보다 약 두 배정도 더 많기 때문에5,6) 작은 비율의 역청탄이 톱밥과 혼합되어 연소될 때 높은 발열량을 기대할 수 있다. 하지만 역청탄의 혼합 비율이 5-15%까지는 목재펠릿의 발열량보다 향상된 것이 확인되었지만 이들 범위 내에서 역청탄의 혼합 비율 증가에 따른 발열량의 차이가 크지 않았다. 그러나 역청탄의 혼합 비율이 20%를 넘어서면서 약 20 MJ/kg 이상의 발열량이 얻어졌다.
3.3 펠릿의 겉보기밀도 비교
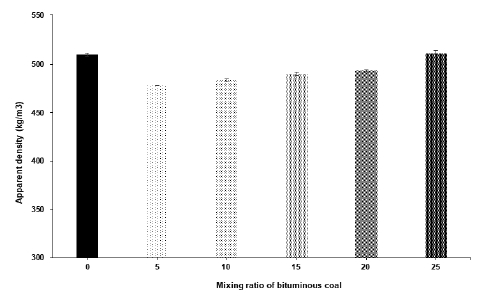
Fig. 4는 역청탄과 톱밥의 혼합 비율에 따른 펠릿의 겉보기밀도를 비교한 그래프이다. 목재 톱밥으로만 제조한 목재펠릿의 겉보기밀도와 비교해 볼 때 역청탄 분말이 혼합되면서 톱밥들 사이의 결합력이 떨어지게 되고, 그로 인해 펠릿의 겉보기밀도가 감소하였다. 하지만 역청탄 분말의 첨가량이 증가하면서 펠릿의 겉보기밀도가 조금씩 증가하였고, 역청탄 분말의 혼합 비율이 25%가 되었을 때 목재펠릿의 겉보기밀도에 준하는 값이 얻어졌다. 이것은 펠릿 성형 롤러에 의해 분쇄된 역청탄 미세 분말들이 톱밥 입자들 사이에 혼합되면서 겉보기밀도의 증가에 기여하였기 때문인 것으로 사료된다. 따라서 성형된 펠릿의 밀도를 일정 수준 이상 유지하기 위해서는 역청탄 분말의 혼합 비율을 최소 25% 이상 유지하는 것이 바람직할 것으로 판단되었다.
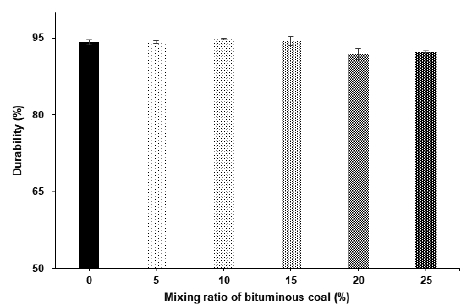
3.4 펠릿의 내구성 비교
Fig. 5는 역청탄 분말과 톱밥을 혼합하여 제조한 펠릿의 내구성을 측정하여 비교한 그래프이다. 역청탄 분말의 혼합 비율이 15%가 넘어서면서 내구성의 감소가 일어나기 시작하였다. 목재 톱밥에 이질적인 역청탄 분말들이 혼합되면서 펠릿 성형 동안 원료들 사이의 결합력을 약화시켜 내구성 감소에 영향을 미쳤기 때문인 것으로 사료된다. 하지만 내구성 감소의 폭이 목재펠릿 내구성의 2.4%에 불과하므로 크게 우려할 만한 수준은 아니었다.
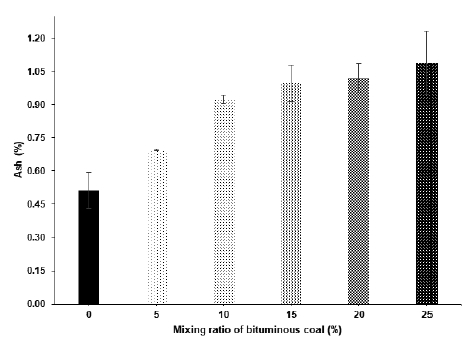
3.5 펠릿의 회분 비교
Fig. 6은 역청탄 분말과 톱밥을 혼합하여 제조한 펠릿의 회분 함량을 비교한 그래프이다. 일반적으로 목재펠릿의 회분 함량은 1% 미만이지만 역청탄의 경우 8-9% 수준으로 매우 높다. 따라서 톱밥에 유연탄 분말을 할 경우 회분 함량이 증가할 것으로 쉽게 예상되는데 Fig. 6에서 보는 바와 같이 역청탄 혼합 비율이 증가할수록 회분 함량은 빠르게 증가하였고, 역청탄 혼합 비율이 15% 이상 되면 검출된 회분 함량이 1% 이상 증가하였다. 하지만 역청탄을 25%까지 혼합할지라도 검출된 회분 함량이 1.05% 미만으로 매우 낮게 검출되기 때문에 연료로서의 효율이 매우 높을 것으로 기대할 수 있다.
3.6 펠릿의 원소분석
역청탄 분말과 톱밥의 혼합 비율을 달리하여 제조한 펠릿의 원소분석 결과를 Table 1에 정리하였다. 유연탄으로 분류되는 역청탄의 탄소 함량이 보통 72-75%, 그리고 휘발분은 27-28%로 매우 높다. 고품질 연료로서의 특성을 모두 갖춘 역청탄을 톱밥과 혼합한다면 탄소 비율 증가에 기여할 것으로 쉽게 예측할 수 있다. Table 1에서 보는 바와 같이 역청탄의 혼합 비율이 25%까지 증가하면서 펠릿의 탄소 비율이 45%에서 55%까지 증가하였다. 반면에서 목재펠릿의 경우 산소 비율이 40-43%로서 11-12%인 역청탄에 비하여 훨씬 더 많아서 역청탄의 첨가 비율이 높아질수록 산소 비율이 낮아질 수밖에 없다. 결국 산소 함량이 많은 톱밥의 함량이 높을수록 빨리 연소되어 연료 소모량이 많아지지만 반대로 역청탄의 함량이 많게 되면 산소 함량이 작아 오래 연소될 수 있음을 의미한다.
Table 1.
Ultimate analysis of pellets made of bituminous coal and sawdust
(unit: %)
| C | H | O | S | N | |
|---|---|---|---|---|---|
| Wood pellet | 45.0 | 6.6 | 44.3 | 0.1 | 0.1 |
| 5%* bituminous coal | 51.5 | 6.1 | 42.1 | 0.3 | 0.1 |
| 10% bituminous coal | 52.4 | 6.1 | 41.2 | 0.2 | 0.1 |
| 15% bituminous coal | 53.1 | 6.1 | 40.5 | 0.2 | 0.2 |
| 20% bituminous coal | 54.1 | 6.0 | 39.5 | 0.1 | 0.2 |
| 25% bituminous coal | 54.7 | 6.0 | 38.9 | 0.1 | 0.3 |
역청탄의 경우 질소 성분이 보통 1.0-2.0% 수준으로 매우 높게 검출되는데6) 톱밥에 역청탄의 혼합량을 5%에서 25%로 증가시켰을 때 펠릿의 질소 성분이 0.1%에서 0.3%까지 미량 증가하였다. 역청탄의 황 성분은 보통 0.6-1.5% 수준이고, 톱밥에 역청탄의 혼합량을 달리하더라도 펠릿의 황 함량에는 큰 영향을 미치지는 않았다.
국내에서 사용되는 역청탄에는 카드뮴의 경우 0-0.260 mg/kg, 납의 경우 8.0-9.7 mg/kg 검출되지만7) 목재 톱밥과 혼합될 경우 거의 검출되지 않았다.
4. 결 론
목재 톱밥과 역청탄 분말을 혼합하여 펠릿을 제조하여 품질 특성을 분석하였다. 역청탄 분말의 혼합량이 25%가 될 때까지 펠릿 성형이 잘 진행되었지만 30%가 넘어서면서 펠릿 성형이 거의 이루어지지 않았다. 목재펠릿의 저위발열량은 약 16 MJ/kg이었지만 역청탄이 5% 이상 첨가된 펠릿의 발열량은 19 MJ/kg이 넘어서면서 역청탄 분말이 첨가되면서 약 19% 이상 발열량 개선이 확인되었다. 펠릿의 겉보기밀도는 역청탄 분말이 첨가되면서 목재펠릿의 겉보기밀도보다 약 6% 정도 감소하였지만 역청탄 분말의 첨가량이 20-25%가 되면서 목재펠릿의 밀도에 유사한 수준까지 증가하였다. 목재펠릿보다 펠릿의 내구성은 역청탄 분말이 20% 이상 첨가되면서 목재펠릿의 내구성과 비교해서 약 2% 수준까지 감소하였다. 역청탄 분말이 첨가된 펠릿의 회분은 목재펠릿의 회분보다 더 많은 양이 검출되었지만 역청탄 분말이 25% 첨가되더라도 회분 함량은 1.05% 미만으로 낮은 수준에 머물렀다. 역청탄 분말의 첨가로 펠릿의 탄소 함량은 증가하고 산소 함량은 감소함으로써 연료로서의 효율성이 향상되었다. 역청탄이 첨가된 목질계 펠릿은 연료로서의 품질 특성이 매우 우수하여 석탄과 혼소 발전에 사용된다면 긍정적인 효과를 기대할 수 있을 것으로 확인되었다.
