

1. 서 론
국내에서 침엽수 열기계펄프와 활엽수 표백크라프트 펄프 두 종류의 천연 펄프가 생산된다. 열기계펄프는 전북 전주에 위치한 전주페이퍼(주)에서 연간 약 20만 톤을 생산할 수 있는 설비를 갖추고 있고, 표백크라프트 펄프는 연간 약 45만 톤을 생산할 수 있는 설비를 갖추고 있다. 제지용 열기계펄프는 전주페이퍼에서 생산하고 있고, 섬유판용 열기계펄프는 한솔홈데코, 동화홀딩스 등에서 생산하고 있다.
열기계펄프는 리파이너를 기반으로 한 기계펄프화 공정에서 가장 주류를 이루고 있다. 하지만 기계펄프 제조공정의 특성상 에너지 과소비 문제가 항상 잠재되어 있고 이를 해결하기 위한 다양한 노력이 이루어지고 있다. 열기계펄프화 공정에서 소요되는 에너지 과소비의 일례로써 펌핑, 스크리닝 등에 사용되는 에너지는 200-300 kWh/t에 불과하지만 해섬 및 리파이닝 단계에서는 총 에너지 사용량의 약 90%가 사용된다.1,2) 쇄목펄프, 가압식 쇄목펄프, 열기계펄프 중에서 열기계펄프 제조공정이 가장 많은 제조 에너지가 요구되어 에너지 소비를 줄이기 위한 다각적인 검토가 요구된다.
지금까지 여러 연구자들에 의해 열기계펄프화 공정에서 에너지 소비를 줄일 수 있는 다양한 연구가 진행되어 오고 있다.1-6) Illikanen 등은 열기화펄프화 단계에서 동력 소모와 섬유 발현을 위해 리파이닝 단계에서 사용되는 Low Energy Refiner Segment를 적용하여 표준 segment에 비해 더 짧은 섬유장을 가지면 더 낮은 여수도를 갖는 펄프를 생산할 수 있음을 보였다.1) Gorski 등은 ATMP라는 리파이닝 기술을 사용하면 동일 리파이닝 조건에서 섬유 성질의 발현이 우수한 종이를 제조할 수 있음을 보였다.4) 또한 Gorski 등은 TMP 제조 단계에서 목재 칩의 전처리 과정이 10-30%의 에너지 절감에 기여하는 것으로 보고하였다.5) 또한 다양한 연구들을 통해서 TMP 제조에 소모되는 에너지 절감을 위해 목재 칩의 전처리 단계가 매우 중요함을 강조하고 있다.5-8) 또한 TMP 제조 과정에서 리파이닝 단계의 비에너지 소비와 리파이닝 세기가 섬유와 펄프의 품질에 큰 영향을 미치기 때문에 이와 관련된 연구도 많이 보고되고 있다.2,9-12)
이상과 같이 TMP 제조 과정에서 소모되는 에너지를 절감하기 위하여 다양한 연구들이 시도되고 있지만 국내산 소나무 칩을 이용할 때 상이한 제조 조건에 따른 에너지 소모나 섬유 성질의 발현 정도와 관련된 연구는 거의 발표되지 않고 있다. 또한 국내산 소나무를 이용하여 TMP를 제조할 때 에너지 절감과 관련된 실험실적 연구 결과가 거의 없는 실정이다. 따라서 본 연구에서는 국내산 소나무 (Pinus densiflora)을 사용하여 TMP를 제조할 때 목재 칩의 증기 전처리 단계에서 온도 변화를 주었을 때, 그리고 리파이닝 단계에서 원료에 가해지는 온도에 변화를 주었을 때 공정 에너지에 어떠한 영향을 주는 지에 관해서 탐색하고자 하였다. 이는 국내산 소나무를 사용하여 TMP를 제조하고 있는 펄프회사에 실용적인 자료로 이용될 수 있을 것으로 기대한다.
2. 재료 및 방법
2.1 공시재료
공시재료는 TMP 제조용으로 국내 전주페이퍼(주)에서 사용하고 있는 국내산 소나무(Pinus densiflora) 칩을 사용하였다. 목재 칩의 회분 정량은 TAPPI Test Method T 211, 냉수와 온수 추출은 TAPPI Test Method T 207, 알코올-벤젠 추출은 TAPPI Test Method T 204에 근거하여 분석하였다. 리그닌 함량은 TAPPI Test Method T 222에 근거하여 분석하였다.
2.2 목재 칩의 전처리
목재 칩의 전처리는 크게 세척, 함침, 그리고 증기 전처리로 나누어 처리되었다. 소나무 칩의 표면에 묻은 오염물질과 목재 칩과 함께 들어온 이물질들을 제거하기 위하여 물로 직접 세척을 실시하였다. 세척이 완료된 칩은 약 40℃의 물에서 10분간 완전히 함침 시켜 목재 칩의 평균 함수율이 50-55%에 도달하도록 하였다. 증기 전처리 단계에서 고온에서 칩을 연화시키기 위해 액비 2:1 (전건 목재 칩:물)로 실험실용 다이제스터(약 10 kgf/cm2)를 사용하여 80, 100, 그리고 120℃에서 10분간 예열 전처리를 실시하였다. 이 때 칩의 해섬 효과 향상을 목적으로 원료별로 Table 1의 조건으로 NaOH를 소량 투입하였다.
Table 1.
Presteaming temperature and addition amounts of NaOH
| Temp. (℃) | 80 | 100 | 120 |
|---|---|---|---|
| Presteaming only | - | - | - |
| Presteaming with NaOH (%)* | 1 | 1 | 1 |
2.3 해섬
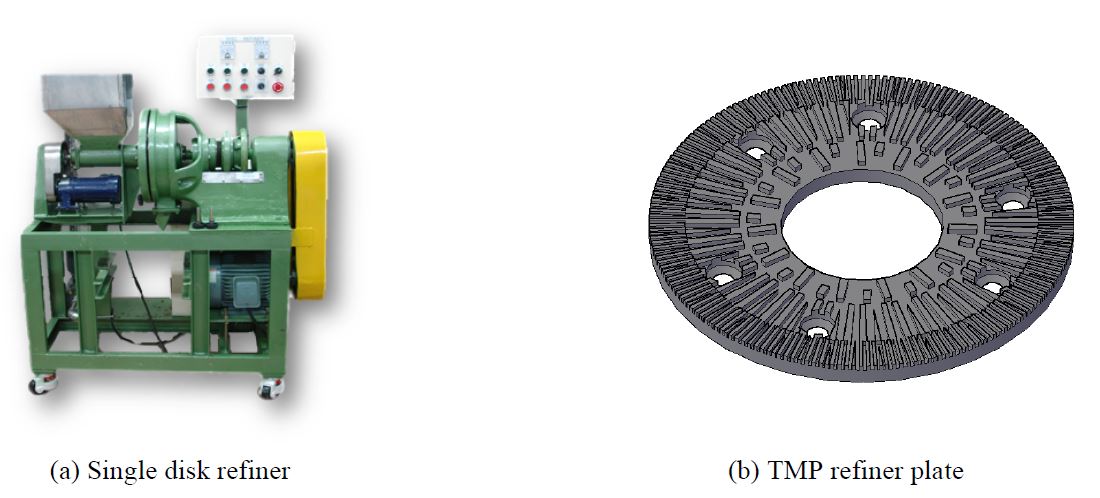
전처리가 완료된 칩은 TMP 제조용 bar plate가 장착된 실험실용 Single Disk Refiner를 이용하여 bar 간격 0.6 mm로 조절한 후 3회 통과시켰다 (Fig. 1 참조). 참고로 TMP용 bar plate는 파쇄부, 이행부, 그리고 해섬부로 구성되어 있고, 본 연구팀이 리파이너 바 패턴을 디자인을 한 후 ㈜코스원(한국)을 통해 주조하여 제조하였다. 각 조건별로 1차와 2차 리파이닝 후 해섬된 펄프를 100℃, 120℃, 그리고 140℃에서 각각 10분간 증기처리를 실시하였다. 리파이닝이 끝난 펄프는 Valley beater를 이용하여 30분간 추가로 고해하였다. 리파이닝이 완료된 펄프를 대상으로 shives 함량과 pitch 함량을 측정하였다. 펄프의 해섬 정도를 알아보기 위해 TAPPI Test Method T227에 의거하여 Canadian Standard Freeness Test (mL CSF)를 실시하였다. 동일 부하조건에서 동일한 시간동안 리파이닝을 실시한 후 여수도를 측정하였을 때, 보다 낮은 여수도를 나타내는 원료가 상대적으로 우수한 해섬 효과를 나타내고 동시에 에너지 소모가 적은 것으로 판단할 수 있다.
이상의 실험 과정을 Table 2에 요약하였다. 즉, 각 온도별 증기 전처리를 실시한 후 리파이닝 단계에서 온도를 달리한 상태에서 리파이닝(두 번 통과)을 실시하고, 리젝트 제거를 위한 스크리닝 실시 후 여수도를 측정하였다.
Table 2.
Experimental sequences for making TMP
| 80℃ | 100℃ | Beating after two pass refining | Screening for removing shives | Measurement of CSF |
| 120℃ | ||||
| 140℃ | ||||
| 100℃ | 100℃ | |||
| 120℃ | ||||
| 140℃ | ||||
| 120℃ | 100℃ | |||
| 120℃ | ||||
| 140℃ |
2.4 Shives 함량 분석
해섬되지 않은 조대 입자 (shives) 함량은 TAPPI Test Method T275에 의거하여 전건무게 기준 50 g의 TMP 펄프를 취하여 Somerville screen (slot 폭 0.15 mm)에 투입하여 20분 동안 shives와 섬유를 분류하였다. Slot에 걸러진 섬유들은 shives로서 채취하여 건조시킨 후 무게를 측정하여 shives 함량을 계산하였고 통과한 섬유들은 수초지 제작에 사용하였다.
2.5 표백
TMP 표백에 사용된 약품으로는 Table 3과 같이 총 4종류를 사용하였다. 일정량의 TMP를 취하여 polyethylene bag에 넣은 후 총 농도가 10%가 되도록 한 후 Table 2의 조건으로 표백약품과 증류수를 투입하였다. 펄프와 표백액이 충분히 혼합되도록 손으로 주물러 표백액이 펄프에 잘 침지되도록 하였고, 2중 밀봉한 펄프는 70℃로 미리 데워진 항온수조에서 60분간 표백을 실시하였다. 표백이 진행되는 동안 표백 약품이 균일하게 혼합되도록 10분에 한번 씩 주물러 주었다.
2.6 수초지 제작
TMP의 백색도 측정과 펄프 내 포함된 pitch 함량을 정량화하기 위하여 TAPPI Test method T205에 근거하여 pitch 분석을 위해 평량 40 g/m2의 수초지를 제작하였다.
2.7 피치 함량 분석
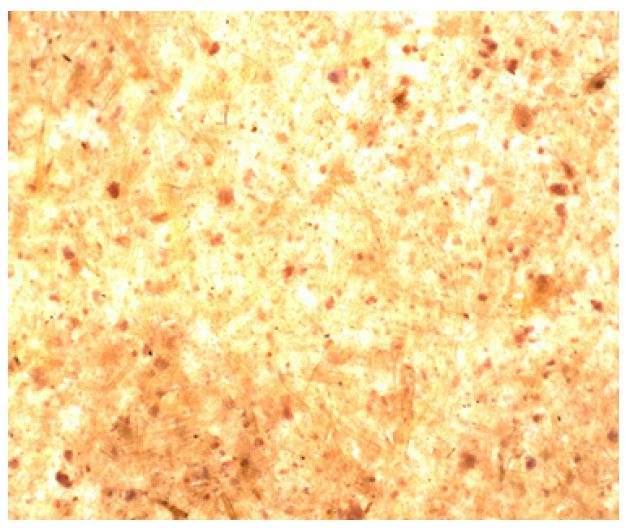
TMP에 포함된 pitch를 정량하기 위하여 소수성 pitch만을 선택적으로 염색 시킬 수 있는 수단Ⅳ 염료를 사용하였다. 염색된 시편을 이용하여 pitch의 개수와 면적 측정하기 위하여 실체 현미경으로 15배의 이미지(총 면적 63.21 mm2)를 얻은 후 Carl Zeiss사의 Axiovision Ver. 4.4 화상분석 프로그램을 사용하여 염색된 pitch의 비율과 총 면적을 측정하였다 (Fig. 2 참조).
3. 결과 및 고찰
3.1 원료의 화학적 조성
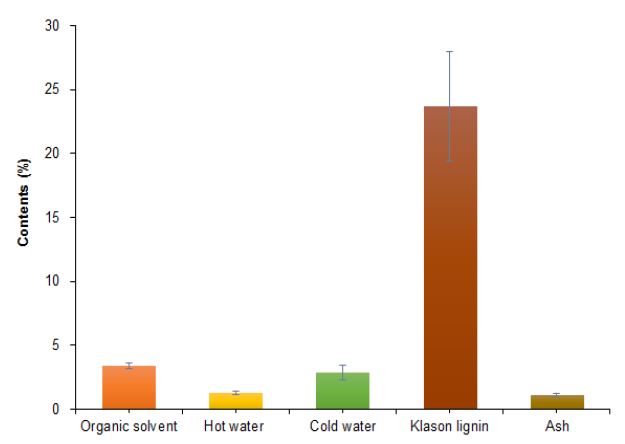
TMP 제조에 사용된 국내산 소나무 (Pinus densiflora)의 리그닌, 추출물, 그리고 회분 함량을 Fig. 3에 나타내었다. 소나무에 함유되어 있는 유기용매 추출물은 3.4%, 온수 추출물은 1.3%, 그리고 냉수 추출물은 2.9%였다. 유기용매 추출물은 유기용매에 용해되는 비휘발성 물질의 양을 나타내는데 저분자량의 탄수화물, 염, 폴리페놀, 그리고 왁스, 지방, 수지, 스테롤, 비휘발성 탄화수소 등과 같은 수용성 물질을 포함한다. 온수 추출은 무기 화합물, 타닌, 당, 착색 물질, 전분 등을 제거하고, 냉수 추출은 전분을 제외한 온수 추출물의 일부를 제거한다. 탈지 목분을 사용하여 측정한 소나무의 리그닌 함량은 23.7%였고, 회분 함량은 1.1% 였다.
3.2 전처리 온도 변화와 NaOH 첨가에 따른 열기계펄프화 특성
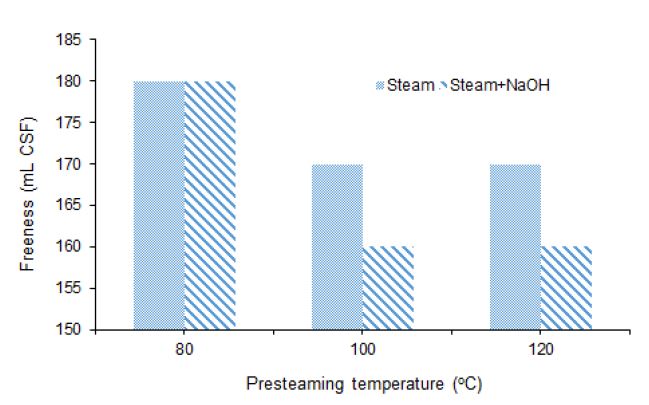
Fig. 4는 TMP 제조 단계에서 소나무 칩의 전처리 온도를 달리 했을 때 리파이닝 에너지 소비에 미치는 영향을 보여준다. 목재 칩은 예열 단계에서 고온 가압 상태의 증기에 노출되면서 목재를 구성하는 리그닌을 연화되고, 연화된 목재 칩을 구성하는 섬유들은 리파이닝 단계에서 섬유의 손상을 덜 받으면서 해섬된다.13) 따라서 예열 시 온도만 달리하고 동일한 조건으로 제조된 TMP가 상이한 여수도를 갖게 된다면 여수도 값의 차이에 따라 칩의 연화 정도와 리파이닝 에너지 소모 정도에 관한 내용을 직접적으로 유추할 수 있다. Fig. 4에서 보는 바와 같이 예열 온도를 80℃에서 100℃로 높이게 되면 최종 여수도가 180 mL CSF에서 170 mL CSF로 감소하였는데, 이는 소나무 칩의 연화가 더 가속화되면서 리파이닝 단계에서 쉽게 해섬되었다는 것을 의미한다. 그러나 100℃에서 120℃로 예열 온도를 높였을 때는 여수도에 있어서 큰 차이를 나타내지 않았다. 결론적으로 100℃ 이상으로 예열 온도를 높였을 때 여수도가 감소하는 것은 일정 수준의 여수도에 도달하는데 필요한 리파이닝 에너지를 감소시킬 수 있음을 의미하는 것이다.
Fig. 4는 소나무 칩의 예열 단계에서 NaOH를 칩의 전건 중량에 대해 1% 첨가하고 칩의 예열 온도를 달리 했을 때 TMP의 여수도 변화를 보여준다. NaOH 1%를 첨가하였을 때 pH는 10 수준이었지만 예열 온도 80℃에서는 여수도가 180 mL CSF로 NaOH를 첨가하지 않았을 때와 비교하면 차이가 없었다. 그러나 예열 온도가 100℃ 이상 증가하였을 때 NaOH를 첨가하지 않았을 때보다 더 감소하여 160 mL CSF로 감소하였다. 목재 칩의 예열 시 온도와 마찬가지로 NaOH도 목재 칩의 팽윤을 촉진시켜 섬유 조직의 연화를 돕는다.14) 연화된 목재 칩은 리파이닝 단계에서 쉽게 해섬이 되기 때문에 Fig. 4에서 보는 바와 같이 동일한 운전 조건 하에서 더 낮은 여수도를 얻을 수 있다.
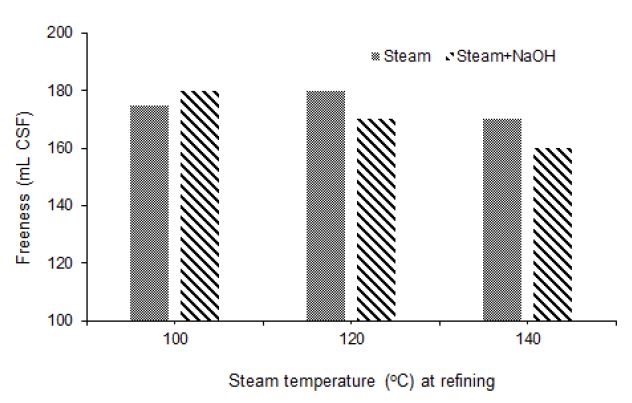
3.3 리파이닝 단계의 온도가 TMP의 여수도에 미치는 영향
Fig. 5는 증기만으로 전처리된 목재 칩과 증기와 함께 알칼리 처리가 된 목재 칩을 리파이닝할 때 리파이닝 온도 변화가 여수도에 미치는 영향을 보여준다. 증기 전처리만 한 목재 칩을 리파이닝 할 때 리파이닝 단계의 온도가 100℃와 120℃일 때는 여수도의 차이가 크지 않았지만 리파이너 온도를 140℃로 상승시키면 목재 칩을 구성하는 리그닌의 연화가 촉진되면서 해섬, 섬유 절단, 피브릴화 등이 쉽게 일어나 여수도가 더 빨리 감소하였다. 그리고 목재 칩을 알칼리와 함께 증기 전처리를 실시하면 리파이닝 온도 차이에 따른 여수도 변화가 더 민감하게 일어나면서 증기로만 전처리한 것에 비하여 여수도 감소가 빨리 일어난다.
결국 리파이닝 단계에서 에너지를 절감할 수 있는 방안은 리파이닝 온도를 140℃로 유지하거나 목재 칩을 알칼리와 함께 전처리한 후 리파이닝 처리를 하는 것이다.
3.4 전처리 조건과 리파이닝 온도에 따른 TMP shives 함량 변화
Fig. 6은 증기 전처리 단계에서 상이한 증기 온도와 NaOH 첨가 유무에 따라 제조된 TMP의 사진들이다. 관능적인 검사만으로 보았을 때는 어느 조건 하에서 해섬이 잘되었는가를 판단하기 힘들지만 섬유 다발 사이로 해섬되지 않은 shives들을 쉽게 발견할 수 있다.
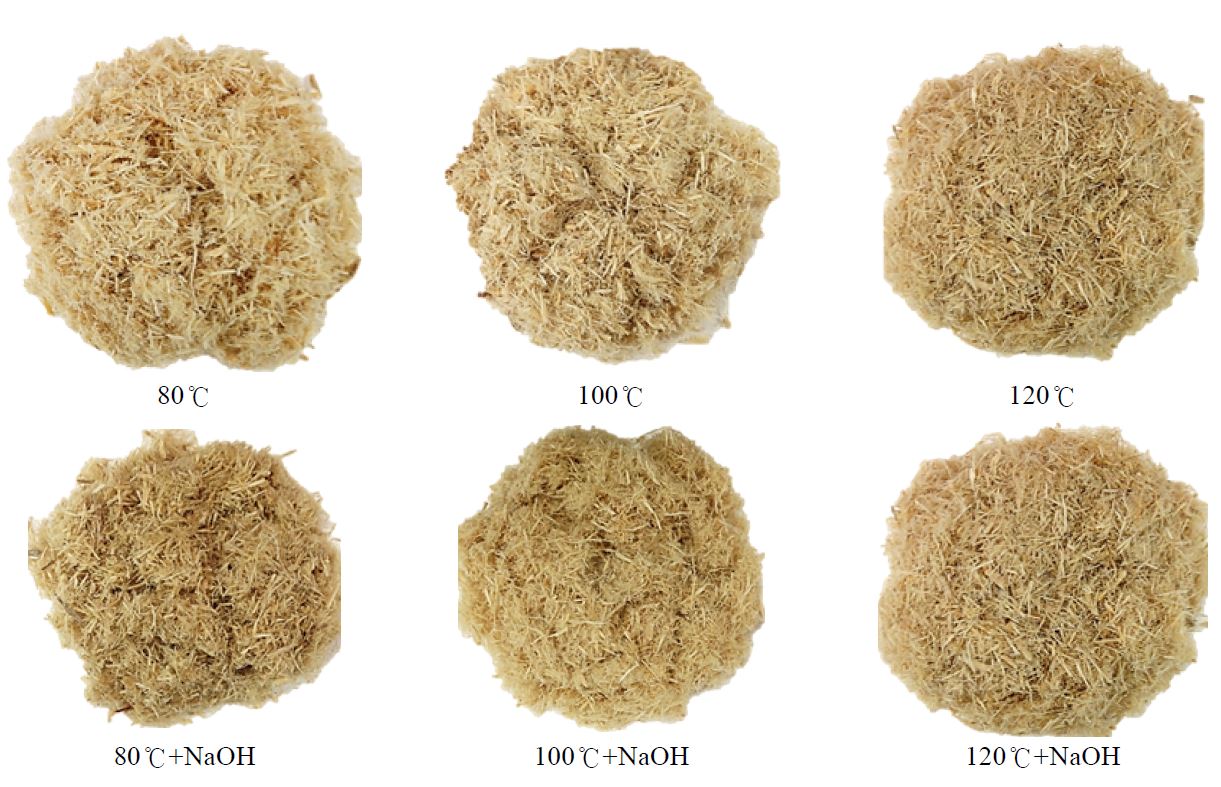
Fig. 6.
TMP fibers manufactured by different steam temperature and alkaline treatment during presteaming.
Fig. 7은 TMP 제조 과정에서 목재 칩의 증기 전처리 온도와 증기 전처리 단계에서 NaOH의 처리가 shives 함량에 미치는 영향을 나타낸 결과이다. 앞서 설명한 바와 같이 목재 칩을 증기로 전처리하면 목재 조직이 연화되고, 리파이닝 단계에서 목재를 구성하는 섬유들이 쉽게 해섬되어 미해섬된 섬유들이 줄어든다. 증기 전처리 온도를 100℃ 이상 증가시키면 shives의 양이 줄어들지만 100℃와 120℃ 사이에는 큰 차이가 없었다. 증기 전처리 단계에서 NaOH 1%를 첨가하면 증기 전처리 온도 차이에 관계없이 NaOH를 첨가하지 않은 것보다 낮은 shives 함량을 나타내었다. 하지만 증기 전처리 온도 차이에 따른 shives 함량은 큰 차이를 보이지 않았고, 100℃ 이상의 온도에서는 NaOH 첨가 유무와 관계없이 유사한 shives 함량을 나타내었다.
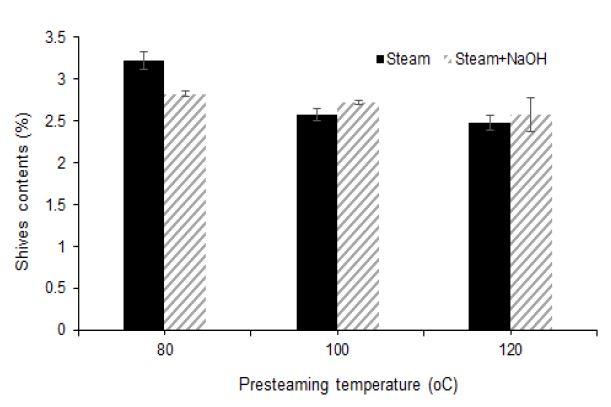
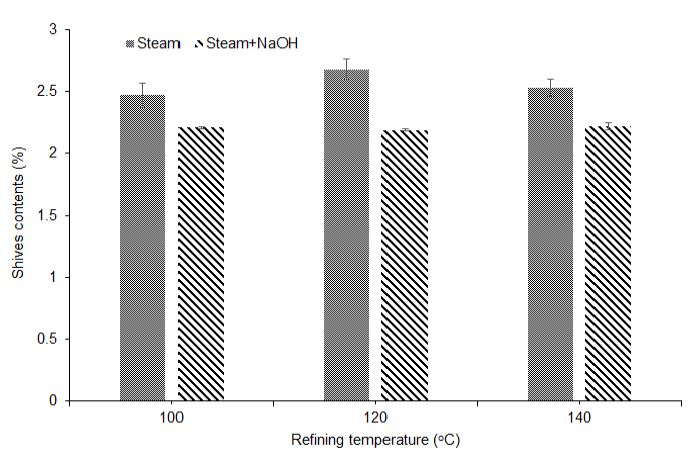
Fig. 8은 리파이닝 단계에서 증기 온도의 차이가 TMP의 shives 함량에 미치는 영향을 보여준다. 증기(100℃)로만 전처리된 목재 칩이나 증기와 함께 알칼리 처리한 목재 칩을 리파이닝할 때 리파이너 온도를 100-140℃ 범위에서 변화를 주더라도 shives 함량에 큰 차이를 보이지 않았다. 단지 증기와 함께 알칼리 처리된 목재 칩의 경우 목재 칩의 연화가 더 가속화되면서 섬유들이 보다 더 쉽게 해리되었고, 이로 인해 증기로만 전처리된 목재 칩을 리파이닝할 때보다 shives 함량을 더 낮출 수 있었다.
결론적으로 목재 칩의 증기 전처리 단계에서 80℃의 온도 보다 100℃ 이상의 온도에서 처리하는 것이 shives 함량을 줄이는데 유리하였고, NaOH 처리는 shives의 함량을 낮추는데 기여하였지만 전처리 온도에 의한 영향은 받지 않았다. 또한 리파이닝 단계에서도 리파이너 온도가 shives 감소에 영향을 크게 미치지는 못하였고, 오히려 목재 칩의 증기 전처리 단계에서 NaOH를 약하게 처리하는 것이 리파이닝 단계의 온도 차이에 관계없이 shives 감소에 기여한 것으로 확인되었다.
3.5 전처리 온도 변화와 NaOH 첨가에 따른 TMP의 인장강도 변화
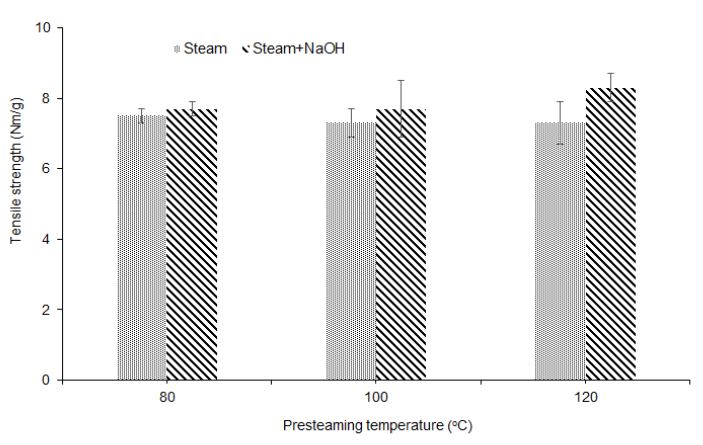
Fig. 9는 목재 칩의 전처리 단계에서 증기 온도와 NaOH 첨가 유무에 따른 TMP 인장강도의 차이를 보여준다. 증기 처리만 한 TMP는 증기 온도가 올라가더라도 인장강도에 큰 영향을 미치지 않았고, 증기 전처리 단계에서 NaOH 1% 첨가하여 제조한 TMP는 알칼리 처리를 하지 않은 것보다 더 큰 인장강도를 가졌다. 특히 알칼리 처리 하에서 120℃ 증기로 전처리된 목재 칩으로 제조된 TMP가 가장 큰 인장강도를 나타내었다. 목재 칩을 알칼리 상태에서 고온으로 전처리하면 리파이닝 단계에서 개개 섬유들이 섬유간 결합에 적합한 상태, 즉, S1층에서의 피브릴화와 수소결합을 위한 수산기로 접근성이 향상되기 때문에 이러한 섬유들이 인장강도의 증가에 기여한 것으로 보인다.
3.6 리파이닝 단계에서 온도 변화가 인장강도에 미치는 영향
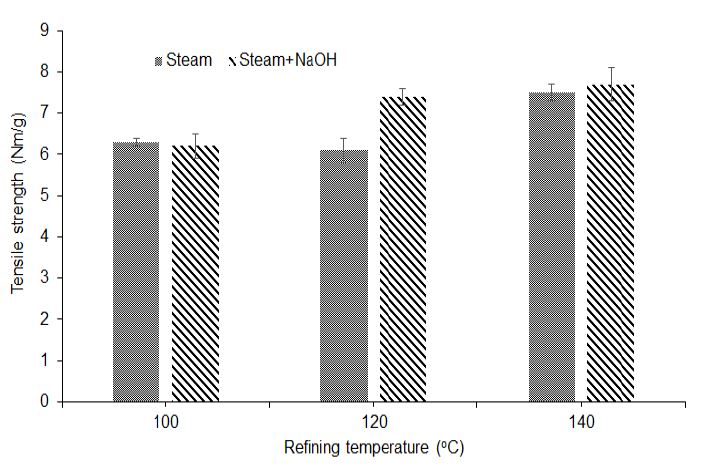
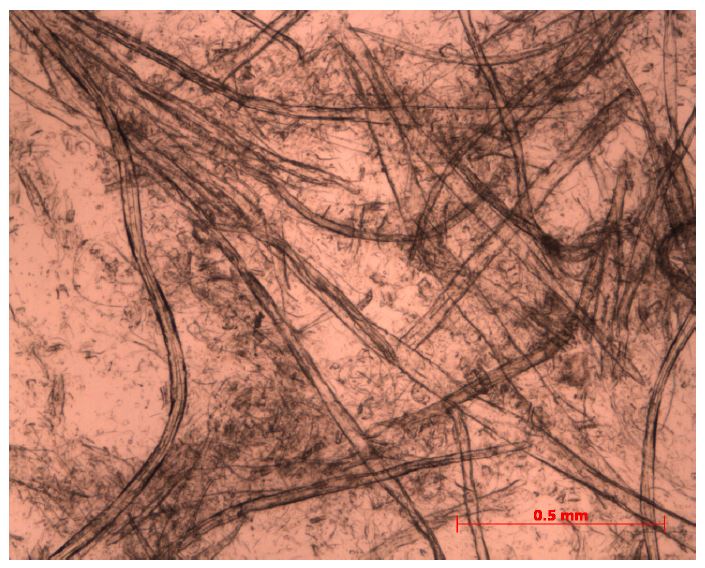
Fig. 10은 목재 칩의 전처리 단계에서 증기 온도 80℃에서 NaOH 첨가 유무로 구분된 목재 칩을 리파이닝할 때 리파이닝 온도 차이에 따른 인장강도의 변화를 보여준다. 증기 전처리 단계의 알칼리 처리를 하지 않았을 때는 리파이닝 단계에서의 온도를 140℃로 올렸을 때 강도 향상 효과를 기대할 수 있었다. 하지만 증기 전처리 단계에서 알칼리 처리를 했을 때는 리파이닝 단계의 온도가 120℃에서부터 알칼리 처리를 하지 않은 것에 비하여 더 높은 인장강도를 나타내었고, 120℃와 140℃ 사이에는 인장강도의 차이가 크지 않았다. 리파이닝 단계에서 원료가 리그닌의 유리전이 온도에 해당하는 140℃의 온도에 노출되면 원료를 구성하는 섬유들이 해리됨과 동시에 많은 섬유들이 피브릴화되어 섬유간 결합능력이 향상된다.14) 한편 알칼리 처리를 받은 원료는 리파이닝 단계에서 더 쉽게 연화되어 리파이닝 단계의 온도가 120℃일 때부터 리파이닝 처리에 민감하게 반응을 하기 때문에 강도 상승에 기여한 것으로 보인다. Fig. 11은 리파이너를 통과한 섬유들의 형상을 광학현미경으로 촬영한 사진인데 리파이너 바에 의해 절단된 섬유들과 함께 S2층으로부터 분리된 피브릴들을 쉽게 관찰할 수 있다. 이러한 피브릴들이 건조 과정에서 섬유간 결합력을 향상시키는데 기여하게 한다.
3.7 상이한 전처리 조건에 따른 TMP의 백색도 변화
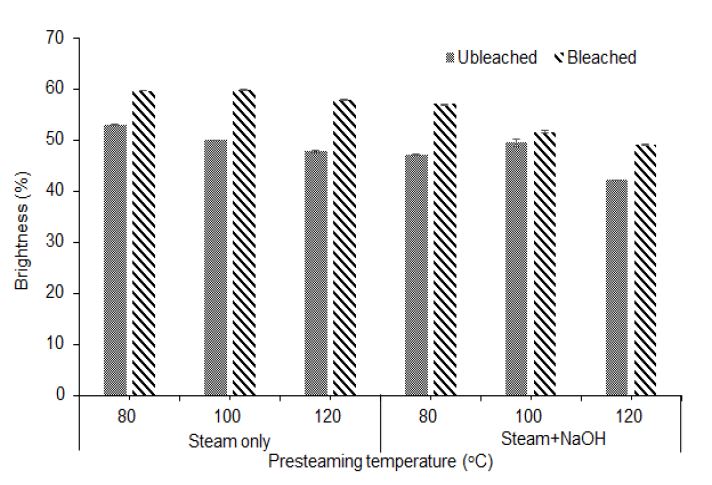
국내산 소나무 칩을 이용하여 TMP를 제조할 때 목재 칩의 전처리 조건을 달리하여 제조된 TMP의 백색도 변화를 Fig. 12에 나타내었다. 목재 칩에 대해 증기 전처리만 하여 제조한 TMP는 표백과 함께 백색도가 상승하면서 증기 전처리 온도에 따른 백색도 차이는 거의 나타나 않았다. 하지만 증기 전처리 단계에서 NaOH를 함께 처리하면 표백된 이후라도 전처리 온도가 높아지면서 TMP의 백색도가 감소하는 것을 확인할 있었다. 이는 과도한 알칼리 처리와 함께 목재를 구성하는 리그닌이 용출되어 섬유의 표면에 침착되면서 표백 효과를 떨어뜨릴 뿐 아니라 표백 약품인 과산화수소의 분해를 촉발하기 때문인 것으로 보인다.15) 따라서 전처리 단계에서 목재 칩에 대한 알칼리 처리가 리파이닝 에너지 감소에는 기여할 수 있지만 표백 효과에 부정적인 영향을 미칠 수 있기 때문에 알칼리 처리에 앞서 TMP의 표백 효과를 떨어뜨리는 요인을 최소화시킬 수 있는 조건을 찾아야 할 것으로 보인다.
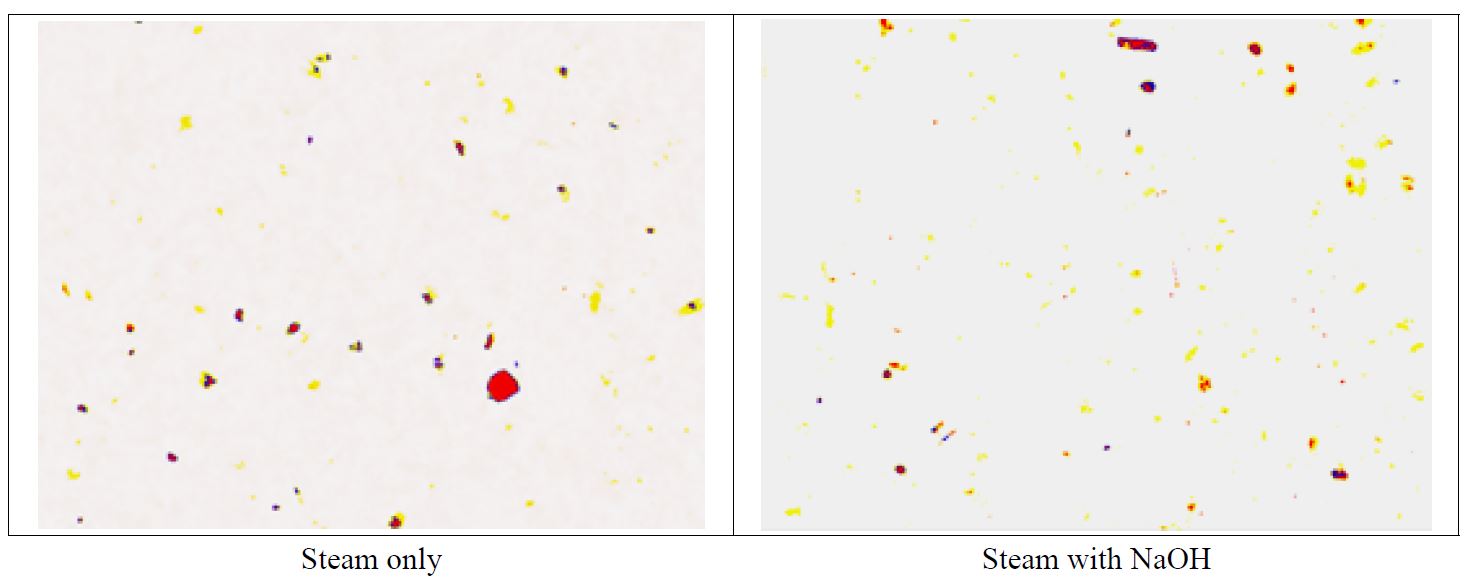
3.8 국내산 소나무로 제조된 TMP의 피치 분석
Fig. 13은 국내산 소나무로 제조된 TMP에서 관찰된 피치의 분포, 크기 등을 보여준다. TMP에 포함되어 있는 피치는 목재의 추출물 중 수지 성분에 해당하고, 이러한 피치로 인해 공정이나 종이 품질 등에 심각한 영향이 야기된다. Fig. 12에서 보이는 붉은 색으로 염색된 작은 반점들이 TMP 피치를 보여주는데 증기(100℃)로만 전처리하여 제조한 TMP와 증기 처리시 NaOH 1%를 함께 처리하여 제조한 TMP는 육안상 큰 차이를 보이지 않았다. 화상분석 방법을 통하여 피치 비율과 피치 면적을 정량적으로 분석하여 비교한 결과 증기 처리하여 제조된 TMP의 피치 비율과 면적은 0.36%와 0.23 mm2였고, 알칼리와 함께 증기처리하여 제조된 TMP의 피치 비율과 면적은 0.30%와 0.19 mm2였다. 결론적으로 증기 전처리 단계에서 알칼리 처리 유무가 TMP 피치의 비율이나 면적에 큰 영향을 미치지 않았음을 알 수 있다. 하지만 소나무로 제조된 TMP에서 일정 면적 안에 검출되는 피치가 있다는 것은 제조 공정이나 종이 품질 상에 문제점을 야기할 수 있다는 것을 의미하기 때문에 국내산 소나무를 TMP의 주원료로 사용할 시 피치 제어를 위한 방안을 강구하여야 한다.
4. 결 론
국내산 소나무를 이용하여 TMP를 제조할 때 공정 에너지를 줄일 수 있는 방안을 탐색하였다. 일반적으로 TMP를 제조할 때 리파이닝 단계에서 가장 많은 에너지 소비가 일어나고, 리파이닝 단계에서 소모되는 에너지를 줄인다면 전체적인 공정에너지를 줄이는데 큰 기여를 할 수 있다. 따라서 리파이닝 단계에서 에너지 소모를 줄이기 위해 국내산 소나무 칩에 대한 증기 전처리를 효율적으로 실시한다면 리파이닝 단계에서의 에너지 소모를 줄일 수 있을 것으로 기대하였다. 또한 리파이닝 단계에서 가해지는 증기 온도를 달리하면 에너지 소모에 변화가 있을 것으로 기대하여 이에 대한 연구도 함께 수행하였다. 먼저 목재 칩의 증기 예열 단계에서 증기 온도를 120℃ 이상 올리게 되면 더 적은 리파이닝 에너지를 사용하여 최종 여수도를 얻을 수 있음을 확인하였다. 또한 증기 예열 단계에서 NaOH와 함께 처리하면 목재 칩의 연화를 촉진시켜 증기 처리만 실시한 것보다 리파이닝 에너지를 더 많이 감소시킬 수 있었다. 또한 목재 칩의 증기 처리 조건을 일정하게 하고 리파이닝 단계의 온도를 140℃ 수준으로 올리면 리파이닝 에너지를 감소시킬 수 있었다. 목재 칩의 전처리 단계나 리파이닝 단계에서 보다 더 쉽게 해리되고 피브릴화된 TMP는 강도적 성질의 발현에 있어서도 긍정적인 효과가 나타났다. 전처리 단계나 리파이닝 단계에서 목재 칩의 연화와 펄프 섬유의 해리를 촉진시킬 수 있는 조건은 대체로 shives 함량 감소에도 긍정적인 영향을 미치는 것으로 나타났다. TMP 피치에 있어서는 목재 칩의 전처리 조건이 피치 함량의 차이에 큰 영향을 끼치지는 않았다. 결론적으로 TMP 제조단계에서 소나무 칩에 대한 증기 전처리 단계에서 120℃ 이상의 온도에서 처리하고 리파이닝 단계에서의 증기 온도를 140℃ 수준으로 유지한다면 소나무 칩을 구성하고 있는 리그닌의 연화를 촉진시켜 해섬이 쉽게 이루어짐으로써 TMP 제조에 소모되는 공정 에너지를 줄일 수 있을 것이다.
