

1. 서 론
한국제지연합회의 통계에 의하면 폐지는 우리나라의 주요 제지자원으로서 2013년 국내 회수율은 92.1%에 달하고 있다.1) 국내 폐지의 재활용률 증가는 천연펄프 자원의 부족에 기인한 바가 크다고 할 수 있으나 원가절감을 통한 경쟁력 상승과 환경보호 측면에서도 촉진되었다고 할 수 있다.2) 펄프의 대부분을 수입하는 국내 백상지 업계에서도 향후 원가절감을 위한 고품질의 재생 펄프 개발이 매우 중요한 연구 분야가 될 것이다.3)
일반적으로 재생 펄프는 천연 펄프에 비해 강도가 약하고 탈수가 불량하다는 단점이 있으며 백색도 저하, 반점 발생과 같은 외관불량 문제가 항상 존재한다. 따라서 재생 펄프의 품질은 원료인 폐지의 특성과 원료 내의 이물질 및 잉크를 제거하는 공정효율 등에 영향을 받는다. 폐지는 국내에서 주로 압축 베일 형태로 유통되며4,5) 한 가지 지종으로 이루어져 있지 않고 여러 종류의 폐지가 섞여있는 경우가 많기 때문에6) 원료의 불균일성에 대처하기 위해서도 효율적인 폐지 탈묵공정에 대한 연구가 필수적이다.
폐지 재활용을 위한 공정은 펄핑, 오염물의 제거, 잔존 이물질의 dispersion, 표백, 탈묵 등으로 이루어지며 이 중 탈묵에 의한 잉크 제거는 인쇄폐지 재활용의 주요 공정이라고 할 수 있다.7) 탈묵공정은 잉크를 섬유로부터 탈리시킨 후 스크린과 물을 이용해 제거하는 세척방법이나 공기방울에 잉크를 흡착시킨 후 부상시켜서 제거하는 부상부유법을 활용하여 수행된다.8) 탈묵에는 다양한 약품이 사용되는데 이 중 탈묵제는 친수성기와 소수성기를 동시에 지니고 있으며 작용기의 정도에 따라 표면에너지가 달라진다. 탈묵공정 내의 탈묵제의 역할에 대해 Ferguson9,10)은 잉크를 섬유 표면으로부터 분리하고 재흡착을 방지하는 dispersant, 미세잉크 입자를 하나의 큰 입자로 응집시키고 친수성을 소수성으로 변화시키는 collector, flotation cell 상부에 거품층을 형성하는 frother로 구분하였다. 탈묵공정에 있어 탈묵제의 역할이 중요하지만 dispersant나 frother가 섬유 표면에 흡착되는 경우 섬유와 섬유간 결합을 방해하고 초지기 상에 새로운 문제를 야기할 수도 있다.11,12) 또한 Zhao 등13)에 의하면 복사기 토너와 같은 소수성 잉크용 탈묵제로서 collector가 적합하지 않고, sodium silicate, sodium hydroxide, enzyme, 물리적 전단력 등에 의해 잉크가 이미 분리되었다면 dispersant의 사용도 불필요하다고 언급하였다. 따라서 폐지의 종류와 폐지 내에 존재하는 잉크의 성상에 따라 적합한 탈묵제를 적용하는 것이 바람직하며 폐지의 혼합비율이 불균일한 국내의 경우 혼합폐지에 대한 각 탈묵약품별 성능에 따른 탈묵특성 연구가 우선되어야 한다.
허 등은14) 사무용지의 효율적인 재활용을 위해 고급 알코올을 사용하였으며 고급 알코올 첨가량이 증가함에 따라 토너 표면의 친수화를 유발하고 부상부유 효과가 감소한다고 보고하였다. 토너에 존재하는 열가소성 고분자는 섬유가 포함된 친수성의 hairy particle을 형성해 soap을 이용한 부상부유법에 의해 제거가 어렵다고 보고된 바 있으며15,16) 정 등은17) 토너가 사용된 복사폐지의 중성탈묵 시 비이온성 계면활성제의 사용량이 증가함에 따라 백색도가 일정 수준까지 증가한 후 유지되며 수율은 지속적으로 감소되는 문제점을 지닌다고 보고하였다. 또한 플렉소 인쇄잉크는 친수성의 안료로 구성되어 있으며 해리 시 매우 작은 입자상으로 존재하고 부상부유 처리 시 더욱 작아져 제거가 어려우며, 이 등에18) 의하면 플렉소 고지가 혼합된 이종 폐지를 중성 조건에서 탈묵할 때 알코올계 탈묵제가 지방산계 탈묵제보다 우수한 탈묵효율을 나타냈다고 보고한 바 있다. 이와 같이 탈묵제는 폐지 내 잉크의 종류 및 탈묵 조건에 따라 선택해야 하다. 그런데, 지금까지 탈묵제의 평가는 부상부유 단계에서의 잉크제거 및 reject 발생량 등만을 고려하여 수행되어 왔기에 정작 중요한 펄핑 단계에서의 잉크탈착, 미분화 및 재흡착을 고려하지 못하는 한계가 있었다. 일반적으로 사용되는 탈묵제를 대별하면 지방산과 비이온성 계면활성제로 나눌 수 있는데 두 가지 탈묵제를 재생 신문지 제조에 적용한다고 했을 때 각각의 탈묵제 특징을 펄퍼에서부터 비교하여 최종적으로 부상부유 처리까지 종합적으로 고려하는 노력이 필요하다. 따라서 본 연구에서는 혼합비율이 불균일한 국내산 폐지의 효율적인 탈묵을 위해 지방산과 비이온성 계면활성제의 첨가수준에 따른 혼합폐지의 탈묵효율을 파악하고자 하였으며 지방산과 비이온성 계면활성제의 특성을 비교하는데 주안점을 두었다.
2. 재료 및 방법
2.1 실험재료
2.2 실험방법
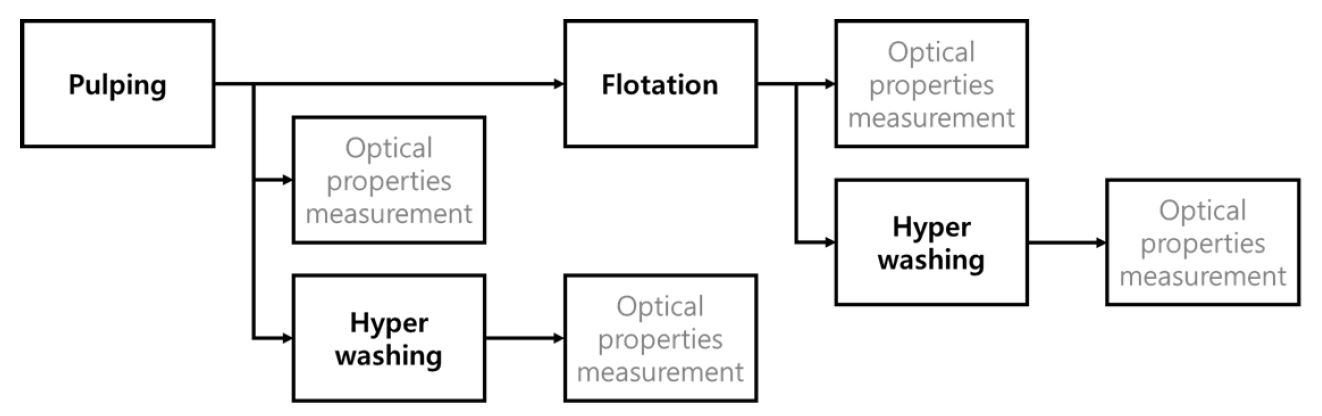
펄핑과 부상부유처리, 하이퍼워싱을 실시할 때 지방산과 비이온성 계면활성제의 탈묵효율을 비교하고자 하였으며 실험진행의 전체적인 모식도는 Fig. 1과 같다.
2.2.1 펄핑
ONP와 OMG를 5:5 비율로 혼합하여 helico type의 고농도 펄퍼에서 펄핑을 실시하였으며 펄핑 조건 및 약품 투입 조건은 다음 Table 1과 동일하였다.
0.04~0.12%를 첨가한 지방산과 달리 비이온성 계면활성제의 투입수준을 0.08~0.16%로 높게 책정한 것은 사전 실험을 통해 부상부유 reject가 14% 이상이 나오도록 탈묵제의 첨가수준을 조정하였기 때문이다. 즉, 비이온성 계면활성제의 경우 동일한 첨가수준에서 지방산보다 부상부유 처리 시 reject 발생량이 적었기 때문에 첨가수준을 높였다.
3. 결과 및 고찰
3.1 탈묵제 투입량에 따른 펄핑 및 펄핑 후 하이퍼 세척된 펄프의 광학적 특성 변화
탈묵제 종류에 따른 특성을 비교분석 하고자 지료를 20분간 펄핑하여 잉크의 미분화를 조장하였으며 탈묵제투입량에 따른 차이를 살펴보고자 하였다.
Fig. 2는 펄핑 시 지방산계 탈묵제와 비이온성 계면활성제의 투입량에 따른 백색도 및 ERIC 값의 변화를 나타낸 그래프이다. 지방산계 탈묵제는 투입량을 증가함에 따라 오히려 ERIC 값은 증가하고 백색도가 감소하는 경향을 나타냈다. 이는 지방산계 탈묵제의 투입량이 증가함에 따라 잉크의 미분화가 조장되고, Fig. 3으로부터 확인할 수 있듯이 미분화된 잉크가 다시 섬유에 흡착되었기 때문인 것으로 판단된다. 비이온성 계면활성제의 투입량이 증가함에 따른 백색도 및 ERIC 값의 변화는 지방산의 경우에 비하여 상대적으로 크지 않았으나 지방산의 경우와 달리 투입량 증가에 따라 백색도가 증가하고 ERIC 값이 감소하는 경향이 나타났다.
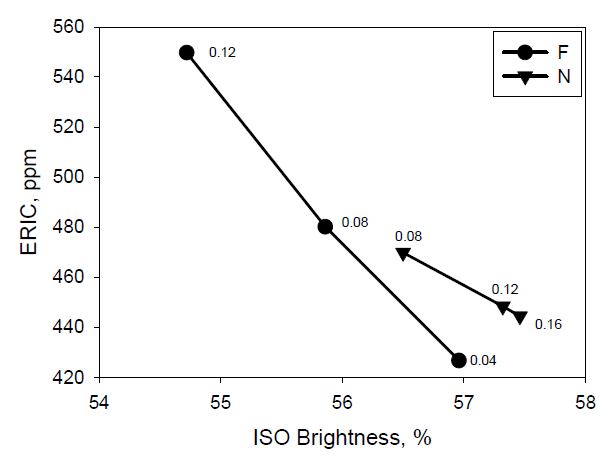
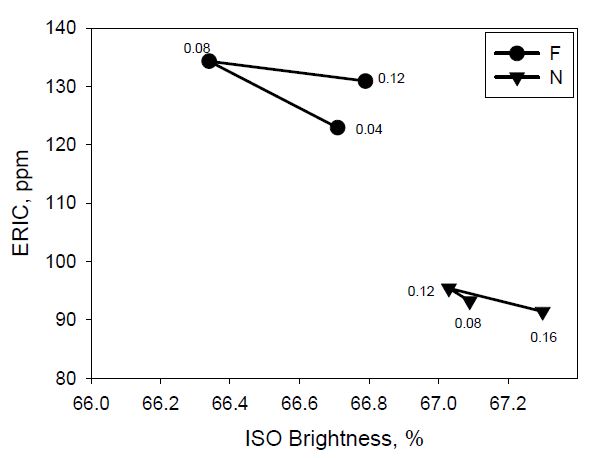
Fig. 3.
Impact of de-inking agent dosage on ISO Brightness and ERIC value of hyperwashed stock after pulping.
펄핑 후 하이퍼워싱된 지료의 탈묵제별, 탈묵제 투입 수준별 광학적 특성을 알아보고자 하였으며 백색도 및 ERIC 값 변화를 Fig. 3에 나타냈다. 두 종류의 탈묵제 F와 N을 각각 0.08, 0.12% 투입함에 따라 백색도가 감소하고 ERIC 값이 증가하였으나 각각 0.12, 0.16% 투입 시 다시 백색도가 증가하고 ERIC 값이 감소하는 경향을 나타냈다. 하이퍼워싱 처리는 부상부유처리에 비해 더 작은 크기의 입자를 제거하는데 펄핑 후와 하이퍼워싱 처리 후의 ERIC 값을 비교해보면 지방산계 탈묵제를 적용한 펄프의 ERIC 값 차이가 비이온성 계면활성제보다 더 큰 폭으로 변화한 것을 확인할 수 있었으며 이를 통해 지방산계 탈묵제가 잉크의 미분화 및 재흡착을 더욱 조장하는 것으로 추측된다.
이상의 결과는 펄핑 이후 지료의 광학적 특성 변화를 나타낸 것으로서 부상부유 처리를 거친 전체 탈묵공정의 최종 accept분 물성이 아니다. 실제 탈묵효율을 나타낸 Fig. 5와 6의 결과를 통해서 확인할 수 있듯이 탈묵제의 투입수준을 증가시키면 잉크의 제거가 촉진된다. 즉, 지방산 탈묵제의 투입량 증가에 따라 잉크의 미분화가 조장되고 재흡착이 유발될지라도 부상부유 단계에서의 탈묵 효율이 현저히 개선되기에 전체 지료의 백색도는 증가되고 ERIC은 감소된다고 설명할 수 있다. 다만, 본 연구에서 나타난 바와 같이 잉크의 미분화가 조장되고 재흡착이 유발된 경우, 부상부유 처리를 거친 최종 DIP final 지료의 광학적 특성이 그렇지 않은 경우에 비하여 불량할 것임을 예상할 수 있다.
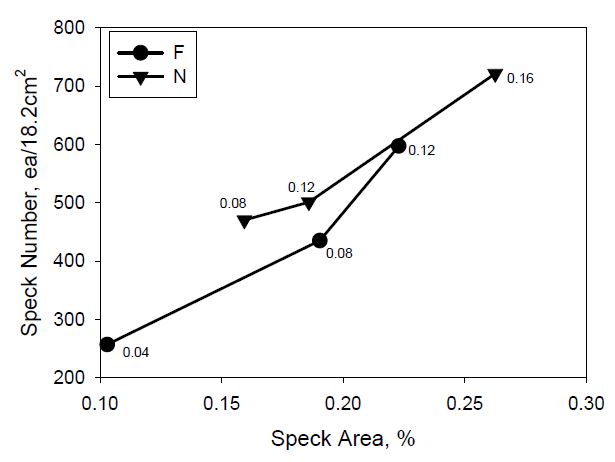
Fig. 4는 탈묵제 투입량에 따른 펄핑 후 펄프의 반점 개수 및 반점영역에 대해 나타낸 결과이다. 두 가지 종류의 탈묵제 모두 투입량이 증가함에 따라 반점의 영역 및 개수가 증가하는 경향을 나타냈으며 이러한 경향은 잉크의 미분화가 방지된 비이온성 계면활성제 투입의 경우에 더 뚜렷하게 나타났다. 반점으로서 인식하기 어려운 수준까지 지방산계 탈묵제에 의한 잉크의 미분화가 진행됨에 따라 비이온성 계면활성제보다 낮은 수준의 반점과 높은 ERIC 값을 나타낸 것으로 판단된다. 일반적으로 잉크가 미분화되는 경우 반점은 감소하는데 지방산계 탈묵제의 첨가수준이 높아질수록 잉크의 미분화가 조장되면서 반점오염도 심각해지는 상반된 경향을 보였다. 상기한 현상은 잉크입자가 collector에 의해 응집되고 표면이 소수화됨에 따른 결과로 추정된다.13)
3.2 탈묵제 투입량에 따른 탈묵 펄프 및 탈묵 후 하이퍼 세척 펄프의 특성 변화
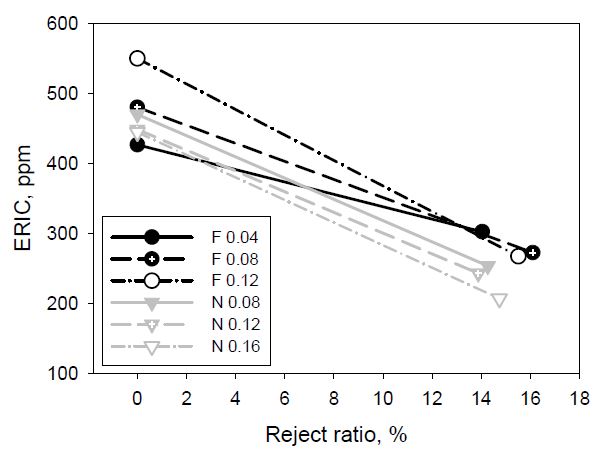
지방산계 탈묵제와 비이온성 계면활성제 간의 부상부유법을 이용한 탈묵처리 시 효율을 비교하고자 ONP:OMG(5:5) 혼합지료의 부상부유처리를 실시하였으며 처리 후 광학적 특성 변화를 Fig. 5에 나타냈다. 부상부유처리 시 지방산 탈묵제의 투입량이 증가함에 따라 백색도는 증가하고 ERIC 값은 감소하는 경향을 나타냈다. 지방산 탈묵제를 적용한 경우 전체적으로 비이온성 계면활성제를 사용한 탈묵펄프에 비해 낮은 백색도와 높은 ERIC 값을 나타낸 바, 지방산계 탈묵제를 투입하여 해리할 때 미분화된 잉크 중 섬유에 재흡착된 잉크는 부상부유처리를 실시하여도 제거되지 못하는 것으로 판단된다. 비이온성 알콜계 탈묵제의 경우 첨가수준이 높을수록 flotation 전 백색도가 높은 이유로 최종 백색도가 높고 ERIC이 낮은 결과를 보였다.
부상부유 처리 후 하이퍼워싱 처리를 실시하였으며 그 결과를 Fig. 6에 나타냈다. 부상부유처리 후 하이퍼워싱을 실시함에 따라 미분화된 잉크가 제거되어 백색도가 증가하고 ERIC이 감소함을 볼 수 있었다. 이때 지방산계 탈묵제가 비이온성 계면활성제보다 백색도 및 ERIC 값의 변화폭이 큰 것으로 나타났다. 이러한 결과는 하이퍼워싱을 통해서만 제거될 수 있는 잉크의 미분화분이 지방산 탈묵제를 적용한 지료의 경우 많이 형성되었기 때문이다. 이는 앞선 결과와 동일한 경향으로 판단된다.
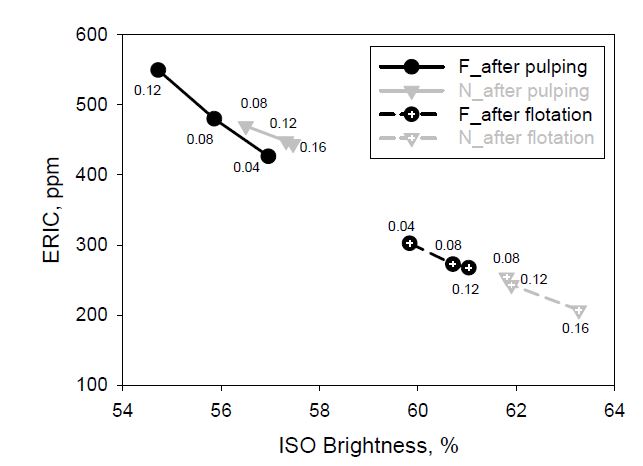
Fig. 5.
Impact of de-inking agent dosage on ISO Brightness and ERIC value of stock after pulping and flotation.
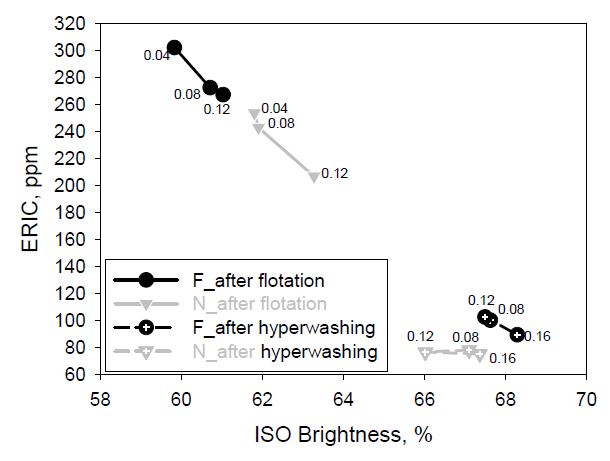
Fig. 6.
Impact of de-inking agent dosage on ISO Brightness and ERIC value of hyperwashed stock after flotation.
Fig. 7과 8은 부상부유 처리 후 지료의 반점과 부상부유 처리 후 하이퍼워싱한 지료의 반점에 대해 나타낸 그래프이다. 비이온성 계면활성제는 지방산계 탈묵제에 비해 잉크의 미분화를 소폭 유발하므로 백색도, ERIC 값 등에 있어 우수한 성능을 나타냈으나 미분화가 적게 유발된 만큼 반점의 개수 및 영역에 있어서는 지방산계 탈묵제에 비해 높은 수치를 보였다. 탈묵 및 하이퍼워싱처리 후 펄프의 반점에 있어 지방산계 탈묵제를 사용한 경우 탈묵제 첨가 수준별로 반점수가 큰 차이를 나타내지 않는 것으로 볼 때 탈묵제에 의해 미분화된 잉크는 반점의 개수 및 영역에 큰 영향을 미치지 않는다고 판단된다. 하이퍼워싱이 부상부유 처리에 비해 상대적으로 작은 크기의 입자를 제거하는 것을 감안했을 때 비이온성 계면활성제는 지방산계 탈묵제에 비해 더 큰 크기로 잉크 입자를 탈리시키는 것을 알 수 있었다.
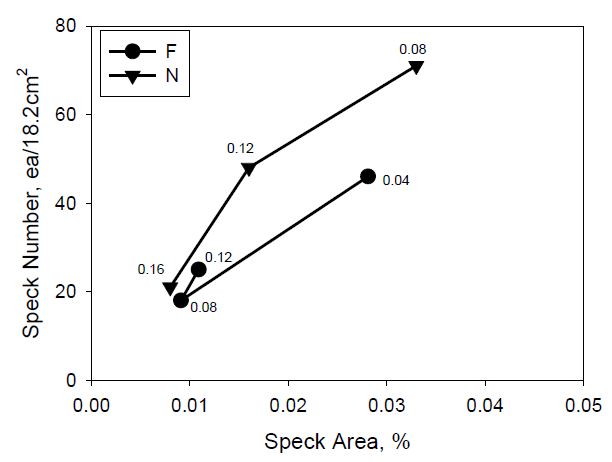
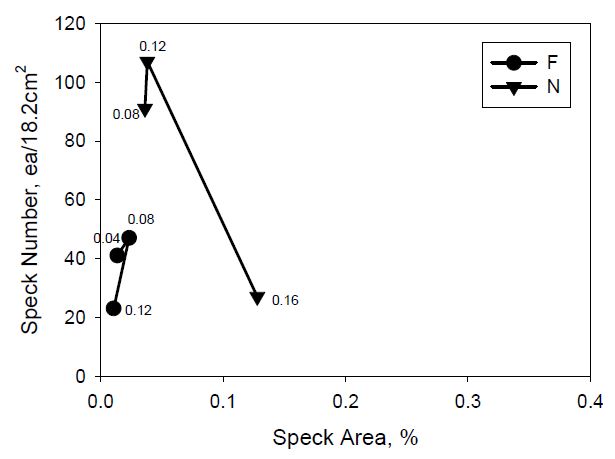
Fig. 8.
Impact of de-inking agent dosage on speck area and speck number of hyperwashed stock after flotation.
부상부유 처리 후 발생한 reject 비율과 백색도 변화 간의 관계를 Fig. 9에 나타냈다. 비이온성 계면활성제를 사용한 부상부유 처리 시 상대적으로 지방산계 탈묵제를 사용한 경우보다 적은 양의 reject가 발생하였으며 잉크의 미분화가 억제됨에 따라 높은 수준의 백색도를 나타내는 것을 알 수 있었다. 또한 비이온성 계면활성제의 투입량이 증가함에 따라 백색도는 소폭 증가하였으나 reject 발생비율은 큰 변화를 보이지 않았다. 이는 소수성 이물질의 표면을 친수화하는 계면활성제의 특성에 의해 부상부유처리의 reject 양이 감소하였기 때문인 것으로 판단된다.19)
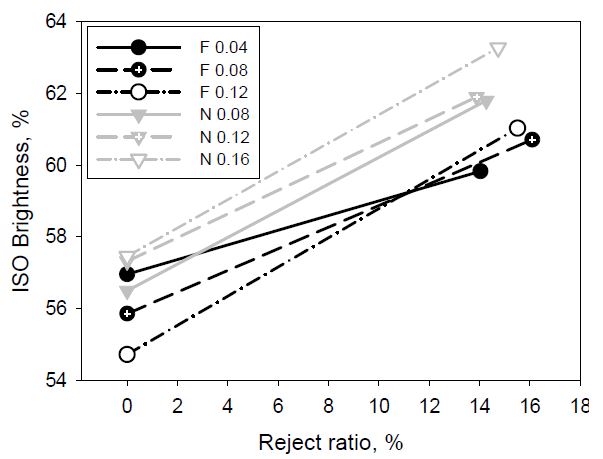
Fig. 9.
Impact of de-inking agent dosage on ISO Brightness of accepted stock and reject ratio after flotation.
Fig. 10은 reject 발생비율 대비 ERIC 값의 변화를 나타낸 그래프이다. Reject 대비 백색도의 증가 혹은 ERIC의 감소 정도를 탈묵 효율로 규정할 때 지방산 탈묵제의 첨가량이 낮을 경우 탈묵 효율이 낮았다. 전체적으로 비이온성 계면활성제를 사용한 부상부유 처리가 지방산계 탈묵제를 사용한 경우보다 낮은 ERIC값과 reject 발생비율을 나타냈으며 지방산계 탈묵제의 투입량이 감소할수록 부상부유 처리의 효율이 저하되는 경향을 보였다.
4. 결 론
본 연구에서는 지방산계 탈묵제와 비이온성 계면활성제를 적용함에 따른 혼합폐지의 탈묵특성에 대해 연구하고자 각 탈묵제에 따른 펄핑, 부상부유 및 하이퍼워싱 처리 후 지료의 광학적 특성 변화를 분석하였다. 지방산계 탈묵제의 투입량이 증가함에 따라 해리 시 잉크의 미분화가 조장되고 미분화된 잉크는 섬유에 재흡착됨으로써 백색도 및 ERIC 값에 영향을 미치는 것을 확인할 수 있었다. 특히 투입량이 낮은 경우에 탈묵 효율이 낮게 나타났다. 또한 지방산계 탈묵제가 collector로서 작용함에 따라 투입량이 증가할 경우 반점오염과 ERIC 값이 동시에 악화되는 경향을 나타냈다. 비이온성 계면활성제는 dispersant로서 잉크를 섬유로부터 탈리시키는 역할을 주로 하는 것으로 알려져 있으며 탈묵처리 시 지방산계보다 높은 백색도 및 반점오염과 낮은 ERIC 값을 통해 이를 확인할 수 있었다. 부상부유 처리는 주로 10~100 ㎛ 크기의 입자를 제거하기 때문에 입자 크기만을 고려한다면 비이온성 계면활성제의 사용이 적합하나 소수성 이물질의 표면을 친수화하여 reject의 양을 감소시킨다는 부분을 감안한다면 지방산계 탈묵제와 같이 이용하는 것이 보다 효율적이라고 할 수 있다.
본 연구를 통해 비이온성 계면활성제와 지방산계 탈묵제의 단독 사용 시 잉크의 탈리 및 미분화에 미치는 영향을 파악할 수 있었으며 부상부유 처리를 통해 이종폐지 혼합지료의 탈묵효율을 확인할 수 있었다. 본 연구에 사용된 ONP:OMG의 비율이 5:5인 지료의 경우 잉크의 탈리에 유리한 비이온성 계면활성제를 pulper에서 사용하고 잉크의 미분화 및 collecting이 가능한 지방산계 탈묵제를 cell에 투입한다면 보다 효율적인 탈묵이 가능할 것으로 판단되나 비교적 회분의 함유량이 높은 OMG의 투입비율이 증가할 경우 pulper에서의 지방산계 탈묵제 사용도 고려하여야 할 것으로 생각된다.
