

1. 서 론
평판인쇄에서 축임물(습수)의 사용은 꼭 필요한 요소이다. 현재 사용되는 인쇄기에는 단순히 물만을 사용하는 것이 아니라, 표면장력을 낮추어 젖음 특성을 개선하기 위한 첨가제, 적정한 유화를 일으켜 잉크 전이 특성을 조정하는 조정제 등 다양한 물질을 첨가하여 사용하고 있다.1-4) 물론 이에 대한 사용량은 제품 판매회사에서 정의하고 있으나, 현장에서의 사용량은 적정량 이상으로 인쇄 품질 사고 및 환경적인 문제를 야기하고 있는 실정이다. 더욱이 IPA(이소프로필 알코올)와 같은 첨가제는 휘발성 유기화합물(VOC) 배출 및 화재의 위험을 내포하고 있어 엄격한 관리가 이루어져야 함에도 불구하고, 작업의 효율성 때문에 국내 인쇄업계에서는 아직도 그 사용량이 많은 첨가제 중의 하나이다. 인쇄선진국에서는 이러한 첨가제의 사용량을 규제하고 있을 뿐만 아니라, 몇몇 첨가제에 대하여서는 사용하지 못하도록 규제를 강화하고 있다. 일본의 경우 IPA를 대처하는 친환경 습수 첨가제가 사용되고 있다. 하지만 국내에서는 친환경적인 제품에 대한 가격 경쟁력 때문에 그 사용량을 줄이고 있지 못하고 있는 실정이다.5-6)
이러한 첨가제를 사용한 습수는 인쇄가 진행되는 동안 nip에서 인쇄 압력에 의하여 미립자화 되어 잉크 안으로 분산되며 잉크의 유화를 발생시킨다.7) 물과 기름은 일반적으로 혼합되지 않지만, 표면장력의 조절을 위하여 사용하는 습수의 에치액(etch)과 IPA와 같은 습수 첨가제에 의하여 유화가 발생된다. 유화의 문제는 점도, 택, 레벨링 그리고 광택과 같은 잉크의 물리적인 특성에 영향을 주게 되므로 이러한 영향들에 의하여, 불균일한 흡수에 의한 인쇄 모틀, 적당하지 않는 잉크 택으로 발생하는 인쇄 모틀, 점도 변화에 따른 잉크 흡수력 차이의 광택 모틀 등과 같은 인쇄 모틀 현상에 영향을 준다.8-10) 또한 잉크는 전이 후 건조되기 시작하면서부터 젖은 상태에서의 인쇄물 색 농도와 완전히 건조가 일어난 후 인쇄물의 색 농도가 달라지는 색 농도 저하와 같은 문제를 야기하기도 한다. 축임물이 잉크 속에 유화된 상태로 피인쇄체로 전이 되면 처음의 인쇄물 색 농도에 비하여 완전히 건조가 되는 시점의 인쇄물 색 농도 저하의 발생은 더욱 확연한 차이를 나타낸다. 이러한 인쇄물의 색 농도 저하는 인쇄물의 광택 등의 품질저하로 나타나게 되므로 주의를 요하는 인쇄사고이기도 하다.7), 10)
본 연구는 습수액의 pH, 전기전도도, IPA의 함량 등을 분석하여 상호 관련성에 대하여 조사하고, 축임물 및 첨가제의 적절한 사용량과 최소 사용량을 규정, 이에 따른 교과서 인쇄물 품질에 관하여 연구하고자 한다. 더 나아가 이 연구는 평판인쇄의 습수에 관한 현장 관리용 지침 마련 및 친환경 인쇄로의 전환을 위한 기초연구를 기본 목적으로 한다.
2. 재료 및 방법
2.1 공시재료
2.1.1 피인쇄체
본 연구를 위하여 사용된 피인쇄체는 국내에서 생산 중인 교과서 인쇄용 본문용지 75 g/㎡와 교과서 표지용 도공지 250 g/㎡ 두 종류를 사용하였으며, 공급된 제지사로부터 제공 받은 기본적인 물성은 Table 1과 같다.
2.1.2 인쇄잉크
본 연구에서 사용된 인쇄용 잉크는 H사의 매엽용 magenta 잉크와 D사의 윤전용 magenta 잉크를 사용하였다. 기본적인 물성 측정을 위하여 잉크의 택 값은 38℃, 400 rpm의 조건으로 잉코 메타(Ink-O-meter, KRK, Japan)를 사용하여 측정하였고, 잉크의 유동성은 25℃, 60sec에서 늘어난 직경(diameter, DM)을 평행판 점도계(Spread meter, KRK, Japan)로 측정하였으며, 점도는 각 시료 100 g을 25℃에서 라레 점도계(Laray Viscometer, KRK, Japan)로 측정 한 값을 Table 2에 나타내었다.
2.2 실험 방법
2.2.1 습수액의 조성
습수액 조건변화 기준은 제품 메이커에서 권장하고 있는 함유량 범위는 IPA 2~8 wt%, 에치액 2~4 wt%이지만, IPA의 함량에 따른 변화를 관찰하기 위하여 본 연구에서는 2 wt%, 6 wt% 그리고 극단적으로 10 wt%를 첨가하여 습수액 시료를 제작하였으며, 또한 에치액과 IPA의 관계의 이해를 위해 최소 적용량인 2 wt%와 최대 적용량인 4 wt%를 각각의 시료에 첨가하였다. 매엽용 시료는 S0, 윤전용 시료는 W0로 표기하였다. 제작된 시료의 전기전도도와 pH는 수질 측정기(MYLON L model 6, USA)를 사용하여 측정하였다.
2.2.2 유화
인쇄공정에서 잉크롤러에 의한 습수와 잉크의 유화현상은 항상 일어나는 문제이다. 실제 인쇄잉크는 기름성분이 주체를 이루지만, 닙(nip)을 통과하면서 물이 작은 입자로 분산되어 잉크 속으로 분산되는 현상을 잉크의 유화라 일컫는다. 그러므로 사용된 습수액의 첨가액 조성에 따른 유화 상태를 비교해 보기 위하여 매엽·윤전용 magenta 잉크에 조성된 습수액을 7%, 10%, 15%, 20% 첨가하여 쓰리 롤 밀(three roll mill, Japan)에 의한 강제 교반을 시행하였다. 쓰리 롤 밀은 잉크의 교반을 도와주는 장치로서 닙 압력에 의한 교반으로 실제 잉크롤러 사이에서 발생하는 효과를 동일하게 주기 위하여 선택하였다.
2.2.3 인쇄적성 실험 및 분석
인쇄적성 실험은 RI 인쇄적성 시험기(RI printability tester, Japan)를 사용하였으며, 실험 조건은 23.7℃, 상대습도 50%의 상온에서 잉크 공급량 0.125 cc로 전색하였다. 객관적인 인쇄물 평가를 위하여 농도법을 사용하였다. 인쇄물의 색 농도는 반사 농도계(densitometer, X-Rite 418, USA)를 사용하여 magenta 잉크의 색 농도를 측정하였다. 첨가된 에치액과 IPA에 의한 색 농도 저하(dry down) 현상을 파악하기 위하여 건조가 진행되는 시간대 별로 각 시료에 대하여 동일한 화선부에서 잉크의 색 농도 측정을 실시하였다. 측정된 농도 값의 분석과 동시에 인쇄 전문가에 의한 육안 평가를 실시하여 오점법으로 상대적인 비교 값을 분석하였다.
3. 결과 및 고찰
3.1 습수액의 조건변화에 따른 각 시료들의 전기전도도와 pH
습수액의 조건 변화에 따른 각 시료들의 전기전도도와 pH 값을 table 4에 나타내었다. 기존의 습수액 특성 파악은 물속에 포함되어 있는 H+ 이온의 함량 값인 pH를 많이 사용하여 습수액의 특성을 파악하고 있다. 일반적으로 습수액 첨가제를 공급하는 업체에서는 pH는 4-5, 전기전도도 값은 1000-1300 μS/cm정도일 경우에서 이상적인 판으로의 젖음 특성이나 적정 잉크 색 농도 값이 나타난다고 제시하고 있지만, 약품의 종류에 따라 다소 차이는 있다. 또한 습수조의 온도는 10℃ 11℃이다. 이와 같은 온도를 나타내는 것은 마찰에 의한 판면의 온도를 낮추어 적절한 잉크 점도를 유지하게 하는 것으로 습수의 다른 역할 중에 하나이다. 본 연구는 환경문제가 야기될 수 있는 IPA의 함량을 줄이는 것을 목적으로 하고 있어, 매엽, 윤전에 첨가되는 첨가제 중 pH 5.0±1 정도를 기준으로 보았을 때, 전기전도도 값이 메이커에서 규정하는 조건보다 다소 높은 값을 나타내고 있지만, IPA의 함량 2 wt% 에치액 4 wt%, 일 때 다른 시료들에 비하여 상대적으로 적절한 값을 나타내고 있음을 알 수 있었다. 또한 각 시료들의 값을 비교해 보면 에치액의 함량과 IPA 함량은 반비례 관계를 나타내고 있음을 알 수 있다. 즉 에치액의 첨가가 많을수록 IPA의 첨가는 줄일 수 있는 것으로 나타났다. 또한 IPA 증가에 따라 전기전도도 값이 낮아지는 경향을 매엽, 윤전용 습수액에서 동시에 볼 수 있었다. 이러한 결과로 미루어 볼 때, 환경 문제에 대응하는 습수액의 조건은 에치액의 함량을 늘이고 IPA 함량을 줄임으로서 가능할 것으로 판단된다.11)
Table 4.
Effects of the Conductivity and the pH on the various dampening solution conditions
3.2 강제 유화된 잉크의 물성
쓰리 롤 밀에 의해 강제 유화된 잉크의 물성 측정 결과를 Table 5와 6에 나타내었다. 매엽, 윤전 잉크 모두 습수 첨가제의 첨가량이 증가하여 유화된 량이 많아질수록 점도와 택 값은 떨어지는 경향을 나타내고 있으며, 유동성의 경우 조금씩 증가하는 경향을 보여주고 있다. 점도와 유동성은 반비례적인 관계에 있다는 이론적인 부분과 일치하는 결과이다.8),11-12) 더욱이 전체적인 습수 첨가제의 첨가량 중 IPA의 혼합 량이 많아질수록 상대적으로 점도의 변화는 많이 낮아지는 것을 알 수 있었다. 특히 매엽 잉크의 경우 IPA를 10% 첨가한 S3와 S6에서 다른 시료들에 비하여 점도의 편차가 다소 크게 나타나고 있음을 알 수 있다.
이와 같은 결과로 미루어 볼 때 IPA의 혼합 량이 많아지면 점도는 낮아지는 경향을 나타낸다는 것을 알 수 있었다. 점도가 낮아지면 잉크 전이 량은 많아져 잉크 색 농도가 증가할 것으로 판단되어지지만, 결과론적으로 건조가 일어난 후의 잉크 색 농도는 건조가 시작된 시점보다 많이 저하될 것으로 판단된다. 그 이유는 잉크 속에 유화된 액체 성분이 건조된 후에 증발 또는 흡수에 의해 건조되면서 상대적으로 잉크 층의 두께가 낮아질 것이기 때문이다.13)
반면 윤전 잉크의 경우 매엽 잉크보다 상대적으로 점도가 낮기 때문에 습수 첨가제의 첨가량이 증가하여도 점도나 택 값의 변화는 크게 나타나지 않았다. 하지만 이것 또한 완전히 건조가 일어난 후에는 잉크 색 농도 저하가 나타날 것으로 판단되며, 오히려 매엽 잉크의 경우 보다 더 낮은 잉크 색 농도 값을 가질 것으로 예상된다.
Table 5.
Properties of the emulsified sheet fed offset inks
Table 6.
Properties of the emulsified web offset inks
3.3 유화된 잉크의 색 농도
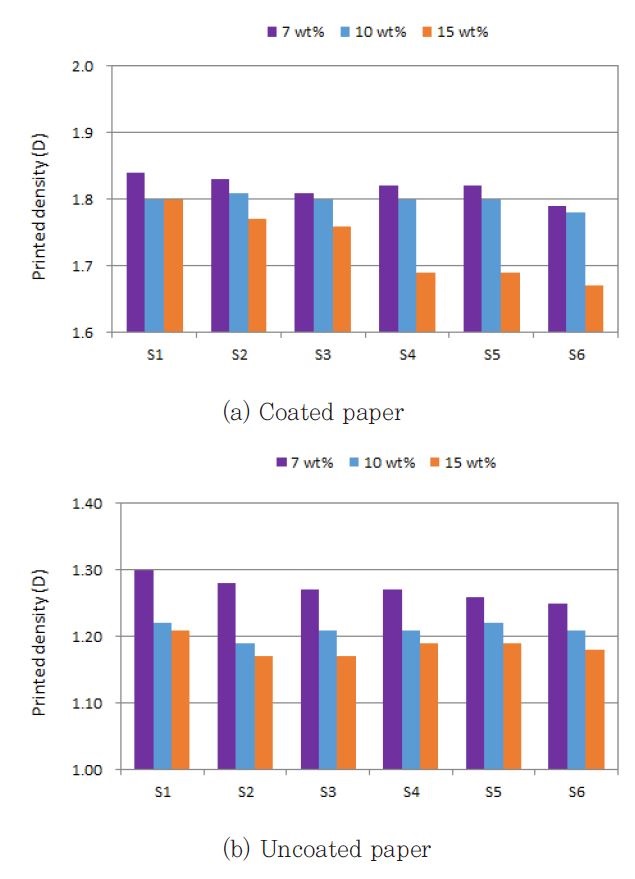
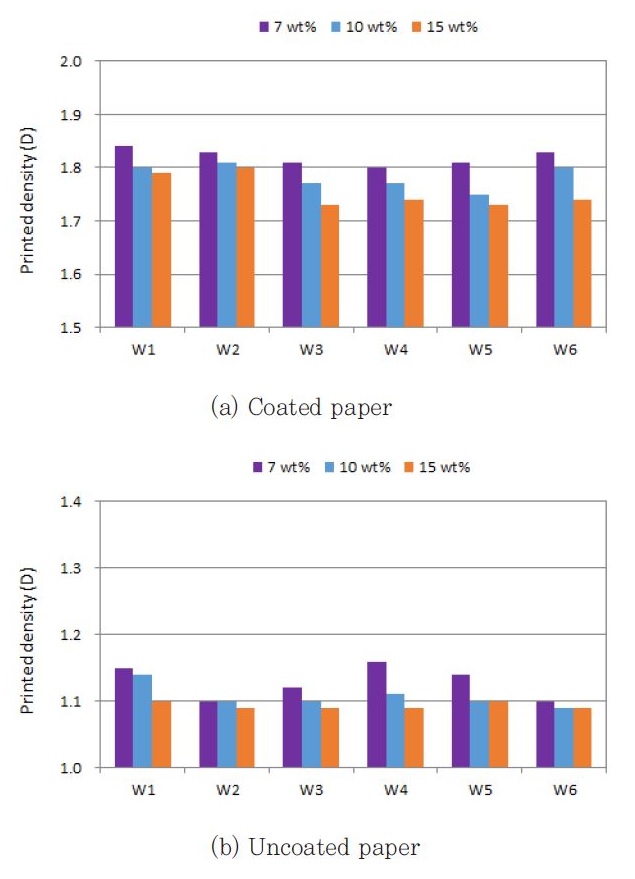
Fig. 1과 Fig. 2에 유화된 잉크의 1시간 건조 후 색 농도 값을 나타내었다. 습수 첨가제의 첨가량이 많아지면 매엽, 윤전 잉크의 색 농도는 낮아지는 경향을 나타내고 있다. 이와 같은 이유는 유동성이 증가하여 전이는 많이 일어났지만, 잉크 속에 액체 성분이 많이 존재함으로 잉크 자체의 색 농도 값이 낮아 졌기 때문으로 판단된다.14)
교과서 표지용 용지인 coated paper에서 에치액의 첨가량이 4 wt%인 시료들에서 대체적으로 낮은 잉크 색 농도 값을 나타내고 있다. 특히 첨가량이 15 wt%인 경우에서 잉크 색 농도가 0.1(D) 정도로 낮은 값을 나타내고 있는 것을 알 수 있다. 이러한 이유는 15 wt% 습수 첨가액의 평균 유동성을 비교해 본 결과 에치액의 첨가량이 2 wt%인 잉크에서 36.8 mm로 에치액의 첨가량이 4 wt%인 잉크의 평균 유동성 37.2 mm보다 낮았기 때문에, 상대적으로 적게 발생한 유화 때문으로 판단된다.
교과서 표지용 용지와 본문 용지의 잉크 색 농도 차이는 상대적으로 비코트지인 본문용지에서 낮게 나타났다. 이와 같은 이유는 잉크 흡유성 차이에 따른 결과로 판단되어진다. 또한 매엽용 잉크와 윤전용 잉크의 잉크 색 농도 차이는 교과서 표지용 용지에서는 상대적으로 많이 나타났고, 본문 용지에서 오히려 적은 차이를 나타내고 있다. 이러한 결과로 판단해 볼 때, 상대적으로 용지 표면에 잔류하는 잉크 량이 교과서 표지용지가 본문용지보다 많이 잔류하였기 때문에 잉크 색 농도의 변화 폭이 크게 나타난 것으로 판단된다.
3.4 잉크 건조 시간변화에 따른 잉크의 색농도 및 농도 저하
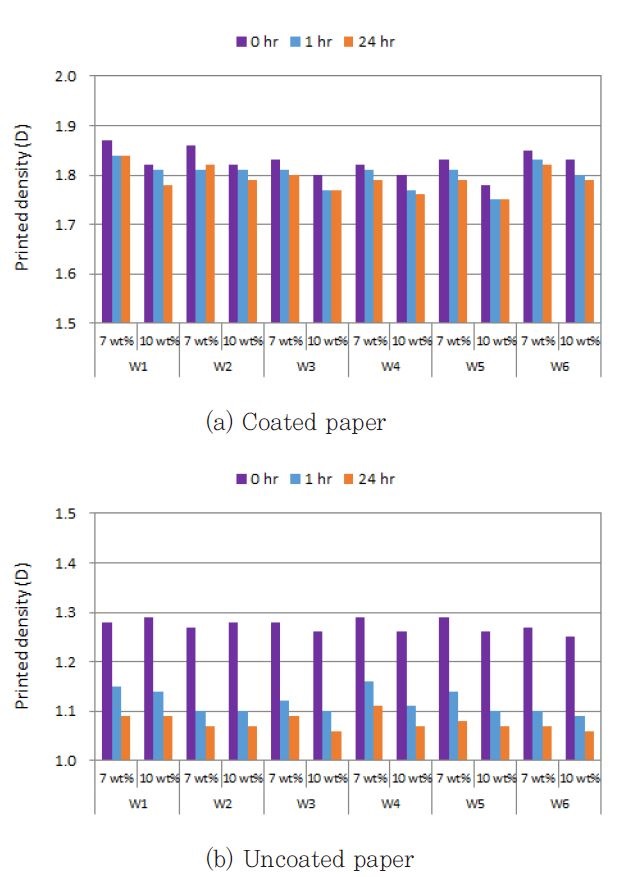
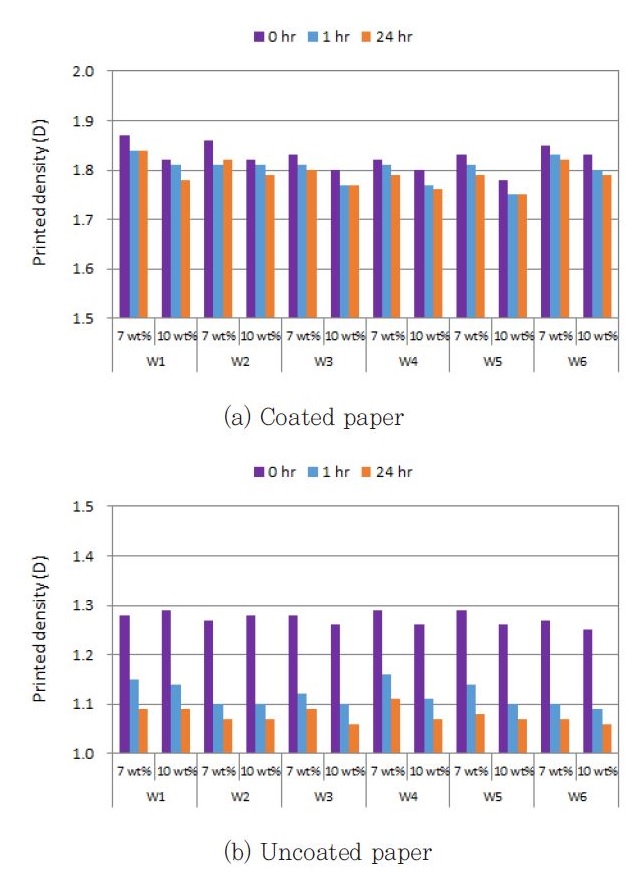
잉크의 건조 시간변화에 따른 잉크의 색 농도 결과를 Fig. 3과 Fig. 4에 나타내었다. 본 연구에서 습수액의 첨가제 함량을 15 wt% 첨가하여 비교한 결과 값은 Fig. 1과 2에서 나타난 것과 같이 습수액의 과잉 공급에 의한 차이가 많이 발생하였기 때문에 7 wt%와 10 wt% 첨가한 결과 값에서 비교 분석하였다.
Fig. 3에 나타난 것과 같이 매엽용 잉크의 교과서 표지용 용지에서는 시간변화에 따른 잉크 색 농도 변화 값이 평균 0.01 정도로 거의 변화가 없었던 것에 비하여, 상대적으로 교과서 본문 용지에서는 큰 변화 폭을 나타내고 있다. 이 또한 용지가 가지고 있는 흡유성의 차이로 판단되며, 건조가 진행되면서 잔류하는 잉크의 량이 상대적으로 적었던 교과서 본문 용지에서 잉크 색 농도 저하가 많이 발생한 것으로 판단된다.
Fig. 4의 윤전용 잉크에서는 매엽용 잉크와는 달리 교과서 표지용 용지에서도 평균 0.04 정도로 다소 잉크 색 농도 변화가 나타났지만, 육안 구분에 의한 결과 대부분의 판정자들이 구분이 쉽지 않다고 판단하였다. 마찬가지로 교과서 본문용지에서는 매엽용 잉크와 같이 색 농도 변화의 폭이 크게 나타났다. 또한 첨가량이 10 wt%인 경우에서 잉크 색 농도 저하의 변화 폭이 많이 나타난 결과를 보여주고 있다. 이와 같은 이유는 잉크 속에 분산되어 있던 에치액과 IPA의 증발로 인한 결과로 판단되어진다.
잉크 색 농도 저하를 비율로 나타낸 결과를 Fig. 5와 Fig. 6에 나타내었다. 교과서 표지용 코트지에서의 차이는 거의 없는 것으로 확인되었기 때문에, 본 결과에서는 교과서 본문용지인 비코트지의 색 농도 저하 비율만을 표시하였다. 그 결과 습수 첨가제의 첨가량이 상대적으로 적었던 7 wt%의 강제 유화된 잉크에서 색 농도 저하가 적게 발생하였다. 더욱이 매엽 잉크의 경우 시료 S4에서 7 wt%와 10 wt%의 잉크 색 농도 저하 비율의 차이가 0.07 정도로 아주 낮게 나타났다. IPA첨가량을 2 wt%에 맞추어 보았을 때, 상대적으로 적절하다고 판단되는 첨가제의 조건을 가진 시료는 에치액 4%, IPA 2%를 첨가한 시료 S4로 나타났다. 이러한 결과로 미루어 볼 때, 시료 S4의 조건으로 습수 액을 조정하면 인쇄 작업 시 10 wt%까지 유화 발생 허용 범위를 가지면서 잉크 색 농도 저하가 적은 작업을 진행할 수 있으므로, 작업성 및 생산량 증가의 기대를 생각할 수 있다. 더욱이 IPA의 함유량을 줄임으로 환경 친화적인 습수 액의 조건을 만들 수 있을 것으로 판단 되어 진다.
더욱이 윤전 잉크에 있어서는 시료 W1과 W2에서 색 농도 저하 비율의 차이가 0.6 정도의 오차 범위를 나타내었다. 이와 같은 결과 값 또한 IPA의 함량이 2 wt%인 경우에서 잉크 색 농도 저하가 적게 나타난다는 결과를 나타내고 있다. 따라서 습수에 첨가되는 IPA의 함량을 줄이더라도 잉크 색 농도의 변화는 적게 나타난다는 사실을 확인할 수 있었다.
4. 결 론
본 실험을 통하여 습수 액에 사용되는 에치액의 증가는 pH 변화가 거의 없는 것으로 나타났으며, 사용량이 많아질수록 전기전도도는 상승하는 것을 알 수 있었다. 전기전도도는 온도가 증가함에 따라 다소 증가하는 것을 알 수 있었으며, IPA의 사용에 따른 습수 액의 조건 변화를 비교해 본 결과 IPA의 첨가량이 증가하면 전기전도도는 떨어지는 경향을 나타내었고, pH는 아주 미비하지만 조금씩 증가하는 경향을 타나내었다. 이러한 경향을 분석한 결과 습수에 사용되는 에치액의 경우 4 wt%, IPA 함량은 2 wt% 일 경우에서 평균 값을 나타내면, 매엽은 전기전도도 1409 μS/cm, pH 5.02, 윤전은 전기전도도 1540 μS/cm, pH 4.94로 다른 습수 액에 비하상대적으로 적절한 습수 액의 조건에 들어간다고 판단한다. 매엽 윤전 모두 전기전도도의 값이 IPA의 함량이 매엽 6 wt%, 윤전 10 wt% 함량이 들어간 경우에서 메이커에서 권장하는 1300 μS/cm에 부합되지만, 본 연구는 IPA의 함량을 줄일 목적으로 실험한 결과이기 때문에 그 적정량에 대한 보완 실험이 필요한 것으로 판단된다.
습수 액 조건 변화에 따른 교과서 인쇄물의 색 농도 결과 값에서 조성된 습수 액에 의한 잉크의 유화는 7 wt%일 경우에 좋은 결과를 나타내었으며, 과잉으로 첨가 될 경우 잉크의 물성 변화에 의하여 롤러 까짐, 전이 불량 등의 문제가 발생할 수 있다. 또한 건조시간 별 잉크 색 농도 변화는 교과서 표지용지 보다 흡유성이 상대적으로 좋은 교과서 본문 용지에서 잉크 색 농도 저하가 많이 발생하는 것을 알 수 있었다.
그러므로 본 연구의 결과에 의하여 잉크 색 농도의 저하도 적으며, 적절한 잉크 색 농도를 가지며, 습수 첨가제 메이커에서 규정한 전기전도도와 pH 값에 근접하는 시료는 S4 와 W4로 나타났다. 이러한 결과를 비교해 볼 때, 현재 인쇄에서 사용하고 있는 IPA의 함량은 충분히 조정이 가능하며, 이에 따른 환경오염도를 개선 할 수 있을 것으로 생각되어 진다.
