

1. Introduction
Refining during stock preparation is one of the most important papermaking processes to improve machine runnability and paper quality.1) However, since low-consistency refining is the largest energy consumer within stock preparation,2) energy saving is necessary to reduce paper machines’ running costs during refining. Furthermore, refining is necessary to improve paper quality.
To achieve these two goals, several companies, including Valmet, Voith, and Aikawa, have developed finer bar fillings by using the tungsten inert gas (TIG) welding, diffusion bonding, and laser cutting and welding processes. The TIG welding process welds every bar in grooves by a process in which an arc is generated between a tungsten electrode and the base metal to be welded,3) which results in less stock throughput and less mechanical strength of bars. Diffusion bonding is a solid-state joining process by which the surfaces of two nominally flat metals are joined by the atomic diffusion of elements at the interface.4,5) This technology also has some disadvantages, such as weaker mechanical strength of bars and fibers caught in the boundary lines between bars and the plate base. The conventional casting method adopts a draft angle (3°-5°) for the easy removal of the sand mold without tearing away the sides of the mold and without excessive rapping by the molder.6) The draft angle in the casting process may lead to the reduction of the stock throughput passing through grooves and the sharpness of the bar’s leading edges. Apart from the general casting method used for the refiner plate, other manufacturing methods require complicated precision techniques, resulting in an increase in manufacturing costs. This will inevitably lead to a rise in the market price of refiner plates, which will eventually add to the cost burden on paper mills. To date, studies on refining have focused on the improvement of the properties of pulp and paper and not on the bar pattern change or the manufacturing methods of the refiner plate.7,8)
This study attempted to develop a refiner plate without a draft angle by using the general casting method. Ultimately, the refining effects of the new bar plate on pulp and paper properties were evaluated to confirm whether it had a positive effect on energy saving, cost reduction, and quality improvement.
2. Materials and Methods
2.1 Raw materials
Softwood bleached kraft pulp (SwBKP) was supplied by the Moorim Paper Mill in Jinju, Korea. Fiber dimension of SwBKP is summarized in Table 1. It was torn into small pieces and soaked in distilled water for 4 h before disintegration.
2.2 Manufacturing process of refiner plates without a draft angle
Most refiner plates are manufactured through a metal casting process, with sand as the mold material. Sand casting requires a draft angle in order to remove the casting from the sand mold successfully. However, refiner plates with a draft angle in the grooves between adjacent bars lead to a reduction in bar sharpness and flow rate.
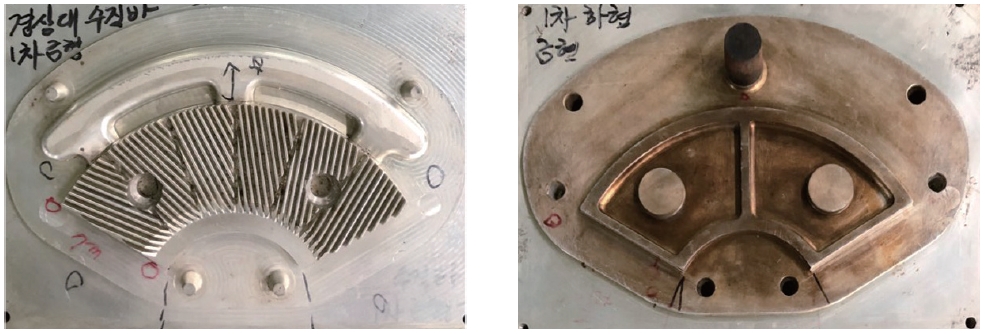
In this study, in order to remove the draft angles between neighboring bars, a lost-wax casting method was applied to manufacture the refiner plate. Initially, the plate mold cavity without a draft angle was made, considering shrinkage in the final product (Fig. 1). Melted wax was injected into the mold cavity under high pressure. In order to build a ceramic shell around the wax pattern, it was dipped into a high-grade ceramic slurry consisting of ethyl silicate, sand, and water. The wax pattern covered by the ceramic slurry was then inserted into a furnace for the slurry to solidify and for the reusable wax to flow out. The solidified mold was preheated and possibly placed in a sand vat to avoid defects when molten metal was poured into the mold. Once the molten metal had solidified, the mold was removed with a hammer. The final casting plates were further treated to improve wear resistance and remove any surface irregularities.
The composition of the molten metal for the refiner plate is shown in Table 2.
Table 2.
Composition of the molten metal for manufacturing refiner plates without a draft angle
| Components | C | Si | Mn | P | S | Ni | Cr | V | Mo |
|---|---|---|---|---|---|---|---|---|---|
| wt. % | 0.53 | 0.70 | 0.86 | 0.014 | 0.030 | 1.11 | 14.8 | 0.06 | 0.40 |
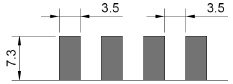
Table 3 compares the dimensions of a typical casting plate with a draft angle and the new plate without a draft angle.


2.3 Refining
The soaked pulp specimens were disintegrated using a valley beater with no load at a consistency of 1.57±0.04% for between 3 min and 5 min. When the pulp had completely disintegrated, extra water in the pulp stock was removed to adjust its consistency to around 4% to 5% for refining.
Refining was conducted using a laboratory single disk refiner (KOSWON Co., Korea) with two different plates, as shown in Table 3. The pulp stock was consecutively refined to achieve a Canadian Standard Freeness of 190 mL.
2.4 Measurement of pulp and paper properties
The mean fiber length and fines content (≤0.2 mm) were determined by FQA-360 (OpTest Equipment Inc., Canada). Handsheets for measuring the physical properties of the paper were made, conditioned, and tested in accordance with TAPPI Standard Test Method T 205. Their physical properties, including tensile and tear strength, were measured in accordance with TAPPI Standard Test Method T 220. Paper bulk was calculated using the basis weight of each sheet, and thickness was measured via the L&W caliper test (Micrometer, Sweden). Water retention value (WRV, g/g) was measured in accordance with ISO 23714:2014.9)
3. Results and Discussion
3.1 Change in pulp properties
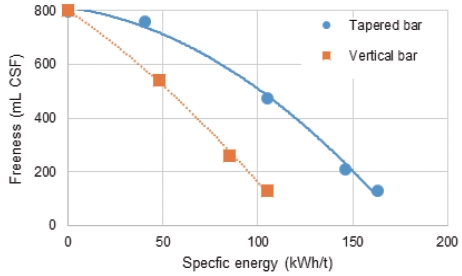
The freeness of pulp is a measure of the rate at which a dilute fiber furnish may be drained. The drainage rate is related to the surface conditions and swelling of the pulp fibers. It is used to determine or estimate the target level of refining of the pulp of interest or the ease of drainage of white water through the wet web, especially in or near the initial sections of the former. As shown in Fig. 2, the refining energy required to achieve the same freeness level could be reduced by up to approximately 64% when pulp fibers were refined by the bar fillings without a draft angle. In other words, the vertical bar plate had a much better advantage in reducing the refining energy because the sharpness of the bar edges was better.
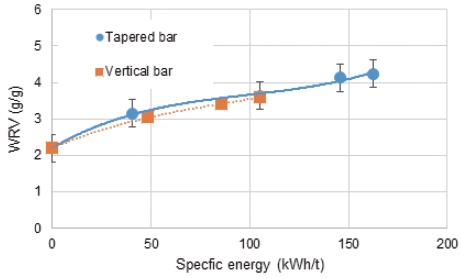
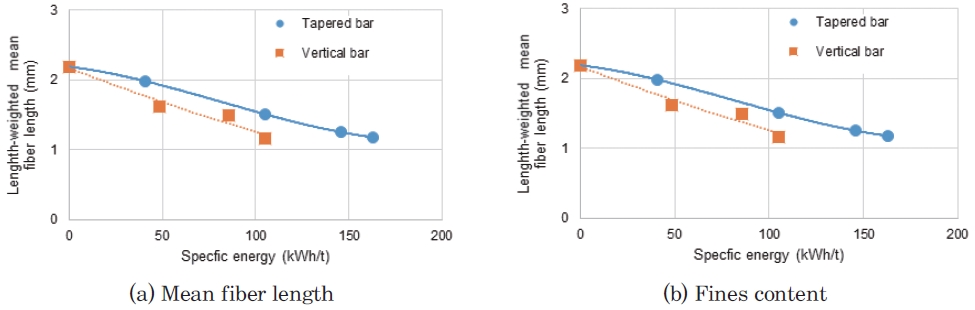
WRV is a measure of the capacity of pulp fibers to hold water.9) It is closely related to internal and external fibrillation and fines fraction. As shown in Fig. 3, regardless of the presence of a draft angle, the WRV of pulp fibers showed no significant difference as the refining progressed. As shown in Fig. 4, the vertical bar plate induced more fiber cutting, resulting in shorter fiber length and more fines than the tapered one. This means that the tapered bar plate contributed to more fibrillation than the vertical bar plate, which affected the increase in WRV. Unlike the tapered bar plate, the generation of more fines seems to have affected the increase in WRV.
3.2 Change in paper properties
The change in physical properties of the paper based on refining is shown in Fig. 5. In the case of tensile and burst strength, the vertical bar plate showed better strength development for the same rate of refining energy. However, more loss of fiber length by the vertical bar led to a faster reduction in tear strength as refining proceeded. Tear resistance is related to fiber length, inter-fiber bonding, and fiber strength; fiber length and fiber bonding are the most important of these factors. Shorter fibers by the vertical bar plate concentrated the stress in a smaller region and caused a rapid drop in tear resistance.
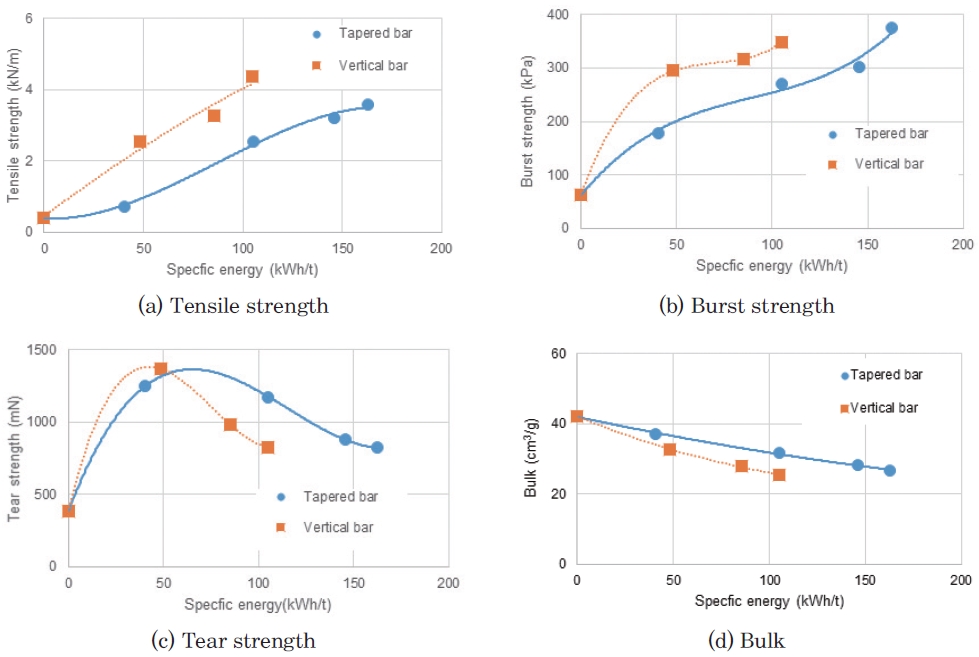
Fig. 5.
Change in physical properties of papers refined by bar plates with and without a draft angle.
Paper bulk was negatively affected by the vertical bar plate, which contributed to a greater increase in inter-fiber bonding. At the same rate of refining energy, the tapered bar plate showed a greater bulk of paper than the vertical bar plate. However, the strength development rate was larger than the bulk reduction rate. Therefore, it is more advantageous to refine pulp fibers with the vertical bar in terms of energy saving and strength improvement.
3.3 Stock output during refining
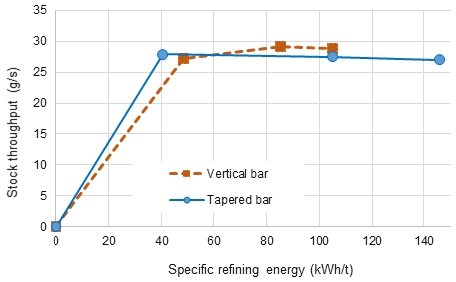
When the same amount of pulp stock was supplied to the refiner with different bar shapes, the amount passing through the refiner was compared, as shown in Fig. 6. As the refining proceeded, the amount of pulp stock passing through the vertical bar plate without a draft angle was treated by 6% to 7% more than the tapered bar plate. The vertical bar plate can treat more pulp stocks at the same rate of refining energy because its groove is wider than that of the tapered bar plate. This means that refining with the vertical bar plate can be very helpful in terms of cost reduction for papermaking companies because it can increase the throughput of pulp stock with reduced rates of refining energy.
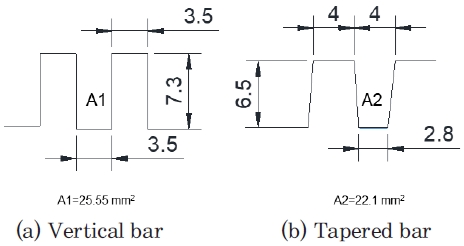
Even though the vertical bar has a larger cutting edge load than the tapered bar, the inlet area, A1=25.6 mm2, of the vertical groove through which pulp stock passes is larger than A2=22.1 mm2 of the tapered groove (Fig. 7). This means that the vertical bar plate can handle more pulp stocks than the tapered bar plate within a certain period.
4. Conclusions
Currently, manufacturing a refiner plate via sand casting method gives a draft angle to prevent damage to the mold. This manufacturing method has a negative effect during refining because it reduces the flow rate of the pulp stock and the sharpness of the bar edge. The vertical bar with excellent sharpness at the bar edges could reach the target freeness with less refining energy than the tapered bar. Instead, more fiber cutting processes occurred at the same rate of refining energy, resulting in shorter fiber length and more fines. In the case of paper properties, the vertical bar showed better tensile and burst strength than the tapered bar due to excellent inter-fiber bonding. The improvement of inter-fiber bonding was accompanied by a greater decrease in paper bulk at the same rate of refining energy. However, tear strength tended to decrease faster due to shorter fiber length and more fines. In conclusion, it was confirmed that the vertical bar had better refining efficiency than the tapered bar in terms of more throughput and greater saving of refining energy. In addition, it was expected that this technology can be applied in the manufacture of plates with finer bar fillings.
