

1. 서 론
플라스틱에 의한 환경문제가 전 세계적으로 급격하게 증가하고 있다. 플라스틱 제품은 2015년 기준으로 전 세계에서 약 6300 Mt이 생산되지만, 평균 9%로 매우 적은 양만이 재활용되고 있고, 79% 정도가 매립지나 자연환경에 버려지고 있다.1) 플라스틱은 자연적으로 생분해가 되지 않기 때문에 상당히 많은 양의 플라스틱이 해양에 축적되고 있다.2) 생태계에 축적된 플라스틱 쓰레기들은 지속적으로 미분화되어 5 mm 미만의 크기를 가지는 미세플라스틱(micro plastic)이 된다고 보고되고 있다.3) 미세플라스틱은 해수면뿐 아니라, 해저 퇴적물, 북극 해빙 등 해양 전체에서 발견되고 있어 전 세계적인 환경문제로 대두되고 있다.4) 이 미세플라스틱을 해양생물들이 먹고, 먹이 사슬을 통해 인간이 미세플라스틱을 섭취하고 있다고 보고되고 있다.5) 이에 따라, 플라스틱 소재 중 플라스틱 마이크로비즈(microbeads)에 의한 관심이 증가하고 있다.
플라스틱 마이크로비즈란 100 µm-500 µm 크기의 매우 작은 구형의 플라스틱 입자를 말한다.6) 플라스틱 마이크로비즈는 우리가 일상생활에서 흔히 사용하고 있는 샴푸, 치약, 세안제, 썬크림, 손세정제 같은 생활용품 이외에도, 마모제, 페이트 첨가제, 고분자 충전제 등에 많이 사용되고 있고, PE(polyethylene), PP(polypropylene), PS(polystyrene) 같은 생분해가 잘되지 않는 고분자가 주원료로 사용되고 있다.7) 이들 플라스틱 마이크로비즈는 마이크로미터 단위의 작은 크기 때문에 폐수 처리 시설에서 제대로 처리가 되지 않고 빠져나가 강과 바다로 흘러 들어가고, 생분해가 되지 않아 수생태계에서 오랫동안 분해가 되지 않아 문제가 되고 있다.8) 실제로 대한민국의 주변 바다에 서식하고 있는 해산물에서도 플라스틱 마이크로비즈가 지속적으로 검출되고 있다.9)
이러한 플라스틱 마이크로비즈의 문제를 해결하는 방법은 미세플라스틱을 생분해 하는 기술을 개발하거나, 플라스틱을 대체하는 친환경 소재를 사용하는 것이다.9,10) 셀룰로오스는 자연에서 생합성되는 다당류로 지속 공급 가능한 대표적 바이오매스이고, 지구에서 가장 풍부한 바이오고분자 물질이다. 또한, 자연에서 쉽게 분해가 되는 친환경 물질로 플라스틱 소재를 대체할 수 있는 소재로 주목받고 있다.
최근 플라스틱 비즈를 대체하기 위한 셀룰로오스 비즈 제조 기술 및 응용 기술을 개발하기 위한 많은 연구가 진행 중이다.6) 셀룰로오스 비즈 제조는 크게 셀룰로오스 또는 셀룰로오스 유도체를 용해하는 단계, 다당류 용액을 구형 입자로 성형화하는 단계, 성형된 구형 입자를 고형화하는 세 단계로 구분할 수 있다.6) 셀룰로오스 원료의 특성 및 셀룰로오스 용제, 용해 조건 등 제조하는 공정의 모든 변수가 제조되는 셀룰로오스 비즈의 크기, 형태 같은 물리적 특성 및 화학적 특성에 영향을 미칠 것으로 판단된다.
셀룰로오스 용제는 셀룰로오스 용해도가 높아야 하고, 가능하면 경제적인 조건에서 용해할 수 있고, 또한 안정적인 비즈 제조를 위해서 용해된 셀룰로오스 용액이 빨리 겔화되지 말아야 한다. 셀룰로오스 용제는 아직 꾸준히 연구가 되고 있는 분야로, 셀룰로오스 용제의 종류 및 반응조건, 기작 등은 여러 문헌에서 잘 보고되고 있다.6,11-14)
본 연구에서는 4급 수산화암모늄(quaternary ammonium hydroxide, QAH)용액을 사용하여 셀룰로오스 섬유를 용해하고 셀룰로오스 비즈를 제조하고자 하였다. QAH 용제는 상대적으로 온화한 조건에서 셀룰로오스를 효과적으로 용해시킬 수 있고, 셀룰로오스 용해도가 최대 15-20% 정도라고 보고되었다.14,15) QAH 용제는 NR4+OH- (R은 알킬기) 형태를 가지고 TMAH(tetra-n-methylammonium hydroxide), TEAH(tetra-n-ethylammonium hydroxide), TPAH((tetra-n-propylammonium hydroxide), TBAH(tetra-n-butylammonium hydroxide)의 네 종류가 주로 연구에 사용되어져 왔다.16,17) 알킬기의 탄소수가 클수록 셀룰로오스 용해도가 큰 것으로 보고되고 있다. 또한, QAH 용제의 셀룰로오스 용해 효율을 향상시키기 위해서 수산화나트륨,18,19) DMSO(dimethyl sulfoxide),20,21) 요소(urea)22-24) 등을 같이 사용한 연구 결과가 보고되었다.
QAH 용제를 사용하여 셀룰로오스 비즈를 제조한 결과는 아직 보고되고 있지 않다. 본 연구에서는 QAH 용제의 한 종류인 TEAH-요소 용제를 이용하여 목재펄프인 활엽수 표백 크라프트펄프(hardwood bleached kraft pulp, HwBKP)를 상온에서 용해하고, 가장 기초적인 비즈 성형 방법인 드롭핑(dropping) 기술을 사용하여 셀룰로오스 비드를 제조하고자 하였다. 드롭핑 시 주사기 내경이 제조되는 셀룰로오스 비즈의 크기 및 형태에 미치는 영향을 평가하여, 셀룰로오즈 비즈 제조 기술 개발을 위한 기초 자료로 삼고자 하였다.
2. 재료 및 방법
2.1 공시재료
셀룰로오스 원료로는 HwBKP(eucalyptus, Brazil)를 국내 H사에서 분양받아 공시재료로 사용하였다. 셀룰로오스 용제인 TEAH(Tetraethylammonium hydroxide, 35 wt% in H2O)는 Sigma-Aldrich사에서 구매하여 사용하였고, 요소(98%, Extra pure)는 대정화금에서 구매하여 사용하였다. 성형된 셀룰로오스 비즈를 고형화하기 위하여 초산(99.5%, Extra pure)과 비즈 세척 용도로 사용된 에탄올(94.5%, Extra pure)은 대정화금에서 구매하여 사용하였다.
2.2 실험방법
2.2.1 셀룰로오스 용액 제조
HwBKP를 0.25 mm 망을 장착한 컷팅 밀(Universal Cutting Mill, Pulversiette 19, FRITSCH, Germany)을 이용하여 분쇄해서 사용하였다. 셀룰로오스 용제로는 Sirvio와 Heiskanen23)의 연구 결과에 기초하여 TEAH-요소 용제를 사용하였다. TEAH(27 wt%), 요소(22 wt%), 물(51 wt%)의 비율로 혼합한 다음, 자력교반기를 사용하여 20분간 교반시켜 셀룰로오스 용제를 제조하였다. 상온의 셀룰로오스 용제에 펄프 농도가 4%가 되도록 정량한 분쇄된 HwBKP를 첨가하고 교반기를 사용하여 250 rpm에서 2시간 동안 교반시켜 HwBKP를 충분히 해리한 다음 12시간 동안 상온에서 정치시켰다. 12시간 정치 후에 250 rpm으로 1시간 동안 교반시켜 셀룰로오스 섬유가 완전히 용해된 투명한 셀룰로오스 용액을 제조하였다. 4% 셀룰로오스 용액의 점도는 10,000 cPs였다. 점도는 브룩필드 점도계(DV-II+Pro, Brookfield, USA)과 64번 스핀들(spindle)을 사용하여 25℃에서 측정하였다.
2.2.2 드롭핑 기술에 의한 셀룰로오스 비즈 성형
제조된 셀룰로오스 용액을 syringe pump(NE1600, New Era, USA)를 이용하여 유속 0.03 mL/min으로 초산 용액 위에 드롭핑하였다. 250 mL 비이커에 초산 용액을 100 mL 넣어 coagulation bath로 사용하였다. 주사기는 초산 용액 위에 수직으로 설치하였고, 초산과 주사기 바늘 사이의 높이는 모든 실험에서 30 cm로 조정하였다. 주사기 바늘 내경이 셀룰로오스 비즈의 크기 및 형태에 미치는 영향을 평가하기 위하여 여러 크기의 주사기 바늘 내경(0.23 mm, 0.30 mm, 0.41 mm, 0.60 mm, 1.25 mm, 2.40 mm)을 사용하였다. 제조된 셀룰로오스 비즈를 에탄올로 충분히 세척 후, 60℃의 건조기에서 24시간 동안 건조시켰다.
2.2.3 셀룰로오스 비즈 분석
주사전자현미경(scanning electron microscope, SEM, CX-200TM, COXEM, Korea)을 이용하여 셀룰로오스 비즈의 형태 및 표면을 관찰하였다. 가속전압(acceleration voltage)은 5.0 kV였다. 셀룰로오스 비즈의 입자 크기 분포 및 평균 입자 크기는 레이저 회절 입도분석기(Mastersizer 3000, Marvern Panalytical Ltd., Netherlands & UK)를 사용하여 분석하였다. HwBKP 섬유의 용해 및 비즈 제조 시 화학성분의 변화를 평가하기 위하여 ATR-FTIR(PerkinElmer, UK)를 이용하여 HwBKP 섬유와 제조된 셀룰로오스 비즈의 IR 분석을 실시하였다. 셀룰로오스 결정구조 변화를 분석하기 위해서 HwBKP와 셀룰로오스 비즈를 볼밀 미분쇄기(ball mill, 8000D, SPEX Sampleprep, USA)를 사용하여 분쇄한 후, XRD(Miniflex 600, Rigaku, USA)를 이용하여 결정구조를 분석하였다. Segal 법25)을 참조하여 Eq. 1에 의해서 상대 결정화도(crystallinity index)를 계산하였다.
여기서, Cellulose I의 상대 결정화도 계산을 위해서 2θ=22.8°(I200, (200)의 회절강도)와 2θ=18°(IAM, 비결정부분의 회절강도)를 사용하였고, 재생셀룰로오스 비즈의 상대 결정화도 계산을 위해서 20.3°(I200)와 16.2°(IAM)를 사용하였다.26) 중량분석기(TGA, SDT Q600, TA Instrument, USA)를 이용하여 온도에 따른 HwBKP 및 셀룰로오스 비즈의 무게 변화 측정을 통하여 열안정성을 평가하였다.
3. 결과 및 고찰
3.1 셀룰로오스 비즈의 형태
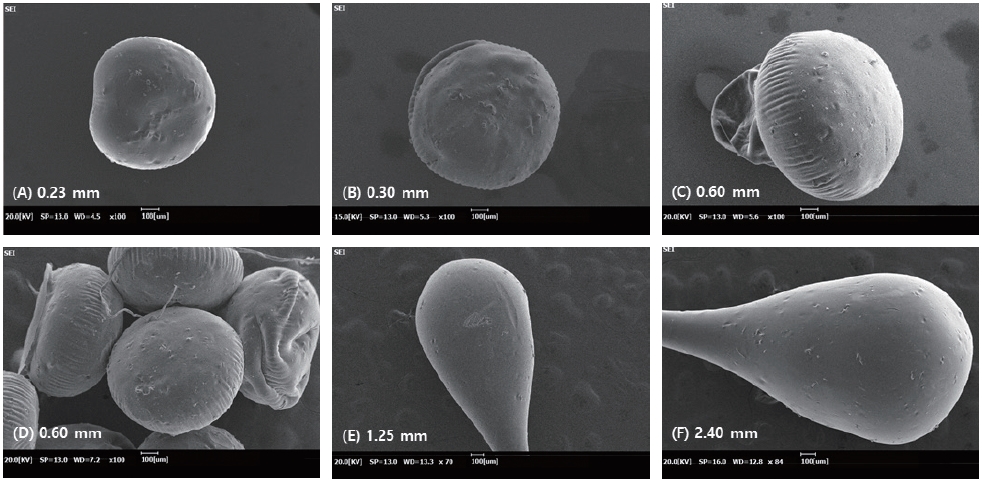
Fig. 1은 바늘 내경이 다른 주사기를 사용하여 드롭핑 기술로 제조한 셀룰로오스 비즈의 SEM 관찰 결과이다. 주사기 내경 0.6 mm까지는 구형의 셀룰로오스 비즈가 성형되었다. 완벽한 구형이 아니라, 납작한 구형으로 제조되었는데, 이는 셀룰로오스 용액이 초산 용액에 떨어질 시 충격에 의해서 완전한 구형을 유지하지 못하고 변형되는 것으로 생각된다. 주사기 내경이 1.25 mm 이상으로 커짐에 따라 완전한 구형이 아니라, 길죽한 꼬리가 달린 구형태로 제조되었다.
3.2 셀룰로오스 비즈의 크기 분포
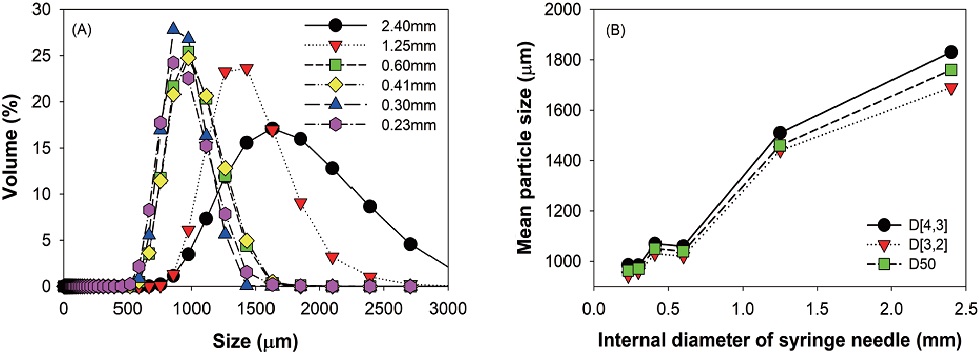
Fig. 2는 주사기 내경을 0.23 mm–2.40 mm 범위에서 다르게 하여 드롭핑 기술로 제조한 셀룰로오스 비즈의 입자 크기 분포(Fig. 2-A) 및 평균 입자 크기(Fig. 2-B)를 평가한 결과를 나타내고 있다. 평균 입자 크기는 표면적 모멘트 평균(surface area moment mean, D[3,2])과 부피 모멘트 평균(volume moment mean, D[4,3]), 중위수(median, D50)로 나타내었다. 주사기 내경이 커질수록 드롭핑 기술로 제조된 셀룰로오스 비즈의 평균 입자 크기가 증가하였다. 또한, 셀룰로오스 비즈의 평균 입자 크기는 900 µm에서 1,800 µm 범위를 가지는 것으로 나타났다(Fig. 2-B). 주사기 바늘 내경이 작을수록 작은 입자의 비율이 높아지고 좁은 입자 분포를 나타내며, 주사기 바늘 내경이 커질수록 큰 입자들의 비율이 증가하고 입자 크기 분포가 넓어지는 것으로 나타났다(Fig. 2-A). 내경이 230 µm로 작은 주사기 바늘을 사용하여도 제조되는 비즈의 최소 크기는 500 µm 이상이었고, 주로 700-1,200 µm 범위에서 대부분의 비즈가 분포하는 것으로 나타났다. 주사기 내경이 230 µm일 경우에 평균 비즈 크기(D[3,2])는 940 µm 이상이었다. 평균 입자 크기가 800 µm 이하를 가지는 셀룰로오스 비즈를 제조하기 위해서는 드롭핑 공정의 최적화를 하든가, 다른 제조 방법이 사용되어야 할 것으로 판단된다.
3.3 화학적 특성 분석
Fig. 3은 셀룰로오스 섬유의 용해 및 재결정화를 통해 비즈를 제조하는 공정 중에 셀룰로오스 섬유의 화학 구조가 변화하였는지를 평가하기 위하여 HwBKP와 셀룰로오스 비즈의 FT-IR을 측정한 결과를 보여주고 있다. Fig. 3에서 나타난 바와 같이 피크의 세기(intensity)에는 차이가 있지만 새로운 피크가 나타나거나 피크가 사라진 것은 없었다. 이는 TEAH와 요소 용제에 의한 HwBKP 섬유의 용해 및 재결정화 시, 셀룰로오스의 화학적 개질이 발생하지 않았다는 것을 의미한다고 판단된다.
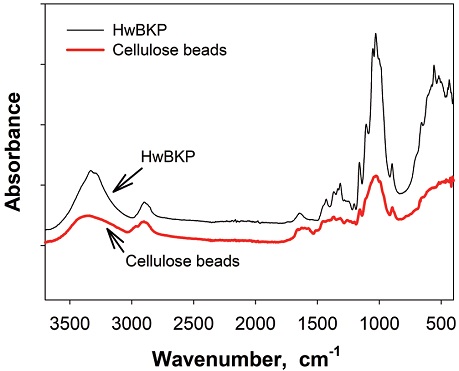
1047 cm-1 주변의 넓은 피크와 1161 cm-1 피크가 HwBKP보다 셀룰로오스 비즈에서 높이가 감소한 것으로 나타났다. Zhang 등27)은 이온성 용매에 셀룰로오스 섬유를 용해 후, 재생하면 비슷한 변화가 발생한다고 보고하였고, 이는 셀룰로오스 결정화도의 변화 때문일 것으로 판단하였다. 1425 cm-1 피크도 HwBKP보다 셀룰로오스 비즈에서 감소하였고, 897 cm-1에서는 HwBKP와 셀룰로오스 비즈에서 유사한 피크가 관찰되었다. 즉, 425 cm-1와 897 cm-1 두 피크의 비율이 셀룰로오스 비즈에서 감소하였다. 1425 cm-1와 897 cm-1 두 피크의 비율은 셀룰로오스 I의 비율과 관계있다고 보고되었다.28,29) 이 비율이 감소하였다는 것은 셀룰로오스 I 비율이 셀룰로오스 섬유를 용해, 비즈로 제조하는 공정에서 감소하였기 때문이라고 판단된다.
3.4 결정구조 분석
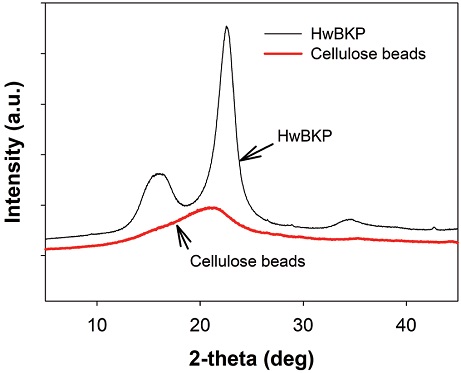
Fig. 4는 HwBKP의 용해 및 셀룰로오스 비즈 성형 중에 셀룰로오스의 결정구조 변화를 측정하기 위하여 XRD를 측정한 결과를 보여주고 있다. HwBKP는 전형적인 cellulose I의 피크를 보여주고 있다. 셀룰로오스 비즈의 경우에 16° 부근의 피크가 사라지고, 21° 부근에서 약하고 넓은 피크를 보여주는 전형적인 cellulose II 구조의 패턴을 보여주고 있다. 이온성 액체에 셀룰로오스를 용해 후 재생할 때, cellulose I 결정구조가 cellulose II 결정구조로 변한 것이 여러 문헌에서 보고되고 있다.20,22,26,30) 또한 Eq. 1에 의해서 계산한 HwBKP의 상대 결정화도는 76.7%이었고, 셀룰로오스 비즈의 상대 결정화도는 40.1%이었다. 이는 TEAH-urea 용제에 HwBKP 섬유를 용해 후, 초산에서 재결정화하여 비즈가 형성될 때 셀룰로오스의 결정화도가 감소하였다는 것을 의미한다.
3.5 열적 안정성 분석
Fig. 5는 HwBKP 섬유와 셀룰로오스 비즈의 열적 안정성을 비교한 결과를 보여주고 있다. HwBKP는 대부분의 중량 감소가 300℃에서 400℃ 사이에서 발생한 것이 관찰되었다. 셀룰로오스 비즈의 경우에는 HwBKP보다 빠른 250℃부터 빠르게 질량이 감소하는 것을 확인할 수 있었다. 이는 HwBKP 셀룰로오스가 용해되고 재결정화되는 과정에서 결정영역이 감소하여 나타난 현상으로 판단된다. 380℃ 이상에서 HwBKP와 셀룰로오스 비즈의 중량감소 속도는 현저히 느려졌다. 400℃ 이후에 분해되지 않고 잔여물의 무게는 셀룰로오스 비즈가 높게 나타났다. 이온성 액체로 용해하고 재생한 셀룰로오스 섬유에서 유사한 경향이 보고되었다.20,26)

4. 결 론
본 연구에서는 TEAH와 urea 혼합액을 이용하여 HwBKP 섬유를 용해하고 드롭핑 기술을 이용하여 셀룰로오스 비즈를 제조 시, 주사기 바늘 내경 크기에 따라 셀룰로오스 비즈의 크기를 제어하고자 하였다. 또한 셀룰로오스 섬유를 용해하고 재결정화하여 셀룰로오스 비즈를 제조 시, 셀룰로오스의 화학 구조 변화와 결정 구조 변화를 평가하여 다음과 같은 결과를 얻었다.
1) TEAOH-urea 용제로 HwBKP 섬유를 용해하여 드롭핑 기술로 평균 입경이 800 µm-2000 µm 범위의 크기를 가지는 셀룰로오스 비즈를 제조하는데 성공하였다.
2) 드롭핑 시, 주사기 바늘 내경 크기를 조절하여 비즈 크기를 어느 정도 제어할 수 있으나, 주사기 내경 크기를 작게 하여 셀룰로오스 비즈 크기를 작게 만드는 데는 한계가 있는 것으로 판단된다.
3) HwBKP 섬유를 TEAH-urea 용제에 용해하고 초산에 재결정화하여 셀룰로오스 비즈 제조 시, 셀룰로오스 결정구조는 cellulose II로 전환되고, 결정화도가 감소하였다. 또한, 셀룰로오스의 열분해 개시 온도가 50℃ 정도 낮아지는 것으로 나타났다.
