

1. Introduction
2. Materials and Methods
2.1 Materials
2.2 Polyelectrolyte multilayering of pulp fibers and handsheet preparation
2.3 Evaluation of repulping behavior of handsheets
2.4 Evaluation of deinkability of handsheets
3. Results and Discussion
3.1 Repulping behavior of handsheets
3.2 Deinkability of handsheets
4. Conclusions
1. Introduction
In the paper industry, continuous efforts have been directed toward improving paper quality—such as opacity and printability—while reducing production costs through the use of fillers and recycled fibers. The layer-by-layer (LbL) assembly technique, introduced by Decher et al. [1,2], involves the sequential adsorption of oppositely charged polyelectrolytes onto solid substrates and has been widely explored as a surface modification strategy in papermaking.
Previous studies have demonstrated that LbL treatment of pulp fibers effectively enhances paper properties. Wågberg et al. [3] and Lvov et al. [4] reported significant improvements in paper strength through polyelectrolyte multilayer modification. Lu et al. [5] further showed that, in addition to strength enhancement, optical properties can be improved when pigments are incorporated within the multilayer structure. The introduction of polyelectrolyte multilayers also alters the electrochemical characteristics of pulp fibers [6], with adsorption behavior strongly influenced by factors such as pulp type, fines content, pH, and electrical conductivity [7,8,9]. Moreover, various polyelectrolyte combinations have been shown to improve mechanical properties [10,11], impart functional properties such as conductivity [12], and enhance interactions with other papermaking additives [13]. These findings highlight the potential of LbL-treated fibers for a wide range of paper applications.
Despite these advantages, practical implementation of LbL technology in industrial papermaking remains limited. In particular, given that more than 80% of paper raw materials in Korea are derived from recycled fibers, evaluating the recyclability of multilayer-treated fibers remains a critical challenge for industrial application.
Compared to conventional wet-end addition, LbL treatment results in a higher amount of polyelectrolytes adsorbed onto fiber surfaces, leading to improved strength properties [11]. However, desorption of these polyelectrolytes during recycling may lead to their accumulation in the process water, potentially causing process contamination. Therefore, understanding the desorption behavior of polyelectrolytes during repulping is essential.
Another critical challenge in paper recycling is the deterioration of fiber strength due to hornification [14]. It is essential to determine whether LbL multilayering can mitigate this effect and preserve fiber performance after recycling. In addition, deinkability is a key factor in the recycling of printed papers. Office waste paper is predominantly produced using non-contact printing methods, among which laser electrophotographic printing is widely used due to its advantages in speed and noise reduction compared to inkjet printing. Its market share has further increased with the development of color laser and digital printing technologies.
Laser-printed papers are commonly recycled into tissue products. However, toner particles in laser printing are thermally fused onto the paper surface, making their removal during recycling difficult. Furthermore, detached ink particles may redeposit within fiber lumens or form physicochemical and mechanical bonds with fibers during the deinking process, thereby reducing deinking efficiency. Effective deinking therefore requires both efficient ink detachment and prevention of ink redeposition. In the case of LbL-treated fibers, the formation of multilayered polyelectrolyte coatings on fiber surfaces is expected to suppress ink penetration into fiber lumens, potentially improving deinkability.
Therefore, this study investigates the recyclability of paper prepared from polyelectrolyte multilayer-treated fibers from two perspectives. First, repulping characteristics were evaluated in terms of polyelectrolyte desorption into the process water and changes in fiber strength properties. Second, the deinking performance of laser-printed papers was examined. Repulping behavior was investigated using four different polyelectrolyte combinations. For deinking evaluation, handsheets were prepared using two representative systems: cationic starch/poly(sodium 4-styrenesulfonate) (C-starch/PSS), which exhibited excellent strength properties in a previous study [11], and poly-(diallyldimethylammonium chloride)/poly(sodium 4-styrenesulfonate) (poly-DADMAC/PSS), which forms dense multilayer structures due to its high charge density. The prepared handsheets were subjected to laser printing, followed by deinking evaluation.
2. Materials and Methods
2.1 Materials
Hardwood bleached kraft pulp (Hw-BKP) was used as the raw material. The pulp was disintegrated using a laboratory Valley beater and subsequently washed through a 400-mesh vibrating screen to remove colloidal and dissolved substances. The treated pulp was then used as the furnish for all experiments.
As cationic polyelectrolytes, poly(diallyldimethylammonium chloride) (poly-DADMAC; Sigma-Aldrich, USA), cationic polyacrylamide (C-PAM; OCI-SNF Co., Korea), and cationic starch (Samyang Holdings Co., Korea) were used. As anionic polyelectrolytes, anionic polyacrylamide (A-PAM; OCI-SNF Co., Korea) and poly(sodium 4-styrenesulfonate) (PSS; Sigma-Aldrich, USA) were employed. The characteristics of the polyelectrolytes used in this study are summarized in Table 1.
Table 1.
Properties of the polyelectrolytes
2.2 Polyelectrolyte multilayering of pulp fibers and handsheet preparation
Polyelectrolyte multilayering was carried out on pulp fibers using four different combinations listed in Table 2, following the procedure described in previous studies [6,11]. Cationic and anionic polyelectrolytes were sequentially adsorbed onto the pulp fibers in an alternating manner.
Table 2.
Combination of polyelectrolyte multilayers
| Odd number layer | Even number layer | |
| 1 | poly-DADMAC | PSS |
| 2 | C-PAM | PSS |
| 3 | C-starch | PSS |
| 4 | C-PAM | A-PAM |
Handsheets were prepared from fibers treated with different numbers of adsorption layers. The sheets were formed using a laboratory handsheet former to a target basis weight of 80 g/m2. The wet sheets were then pressed at 3 bar for 5 min using a laboratory press, followed by drying at 120°C with a cylinder dryer. All handsheets were conditioned at 23 ± 1°C and 50 ± 2% relative humidity prior to testing.
2.3 Evaluation of repulping behavior of handsheets
The repulping behavior of handsheets prepared from polyelectrolyte multilayer-treated fibers was evaluated in terms of polyelectrolyte desorption and retention of multilayer functionality. A schematic overview of the experimental procedure is shown in Fig. 1.
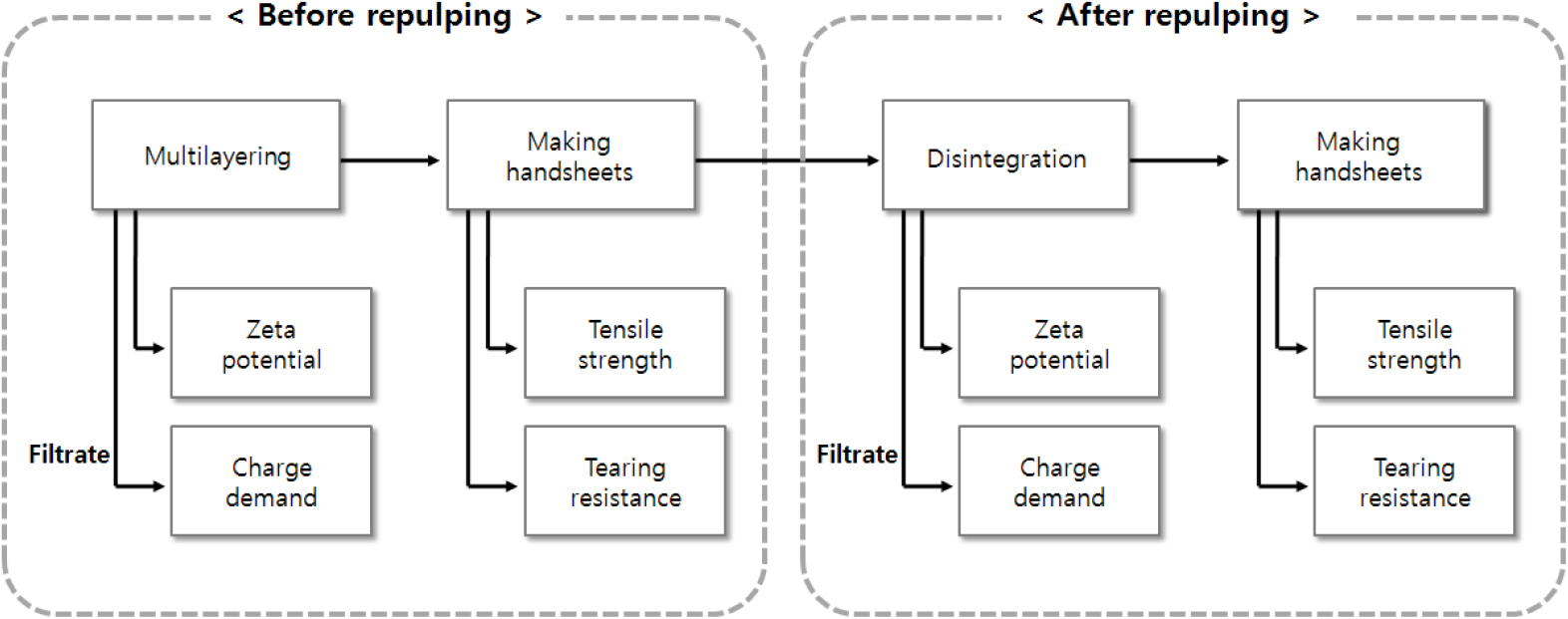
Handsheets were repulped using a laboratory disintegrator at 30,000 revolutions. Immediately after repulping, the pulp suspension was filtered through a 400-mesh wire, and the filtrate was collected for charge demand measurement. After filtration, the zeta potential of the fibers was measured at a conductivity of 125 µS/cm using a System Zeta Potential (SZP; BTG Mütek Instruments, Sweden). These measurements were used to determine whether the ionic characteristics of the multilayer-treated fibers were preserved after repulping.
To further assess polyelectrolyte desorption, the filtrate obtained after repulping was analyzed for chemical oxygen demand (COD) using a spectrophotometer (Hach Co., USA).
In addition, to evaluate changes in mechanical properties after repulping, handsheets were re-prepared using the repulped furnish. The handsheets were produced at a basis weight of 80 g/m2, and their physical properties were evaluated according to TAPPI standard methods. Basis weight, thickness, tensile strength, and tear strength were measured in accordance with TAPPI T410 om-98, T411 om-97, T494 om-96, and T414 om-98, respectively. Thickness was measured using a micrometer (L&W Co., Sweden), tensile strength using a tensile tester (L&W Co., Sweden), and tear strength using an Elmendorf-type tear tester (L&W Co., Sweden). These evaluations were conducted to assess the retention of strength properties of LbL-treated fibers after recycling.
2.4 Evaluation of deinkability of handsheets
Handsheets with a basis weight of 80 g/m2 were prepared from fibers treated with poly-DADMAC/PSS and C-starch/PSS multilayers up to 7 and 8 layers, respectively. The brightness of the handsheets was measured according to TAPPI T452 om-98 using an Elrepho spectrophotometer (L&W Co., Sweden) with a C light source.
The handsheets were calendered once under a linear pressure of 50 kgf/cm at 40°C and a speed of 10 m/min. Laser printing was then performed using a laser printer (HP LaserJet 1200 series) to achieve approximately 14% toner coverage in a grid pattern over the entire sheet area.
The printed handsheets were repulped using a laboratory disintegrator at 30,000 revolutions after adding deionized water to obtain a pulp consistency of approximately 3%. The repulped suspension was subsequently subjected to flotation deinking for 2 min using a laboratory flotation cell (capacity: 250 L) under ambient conditions. For the deinking process, 20 g (oven-dry basis) of pulp was used at a consistency of 1% and adjusted to pH 7.5 using deionized water. The use of deionized water was intended to eliminate the influence of dissolved ions such as calcium and magnesium, which can affect surfactant performance and deinking efficiency. A surfactant (NOPCOSPERSE 3505; NOPCO Paper Technology, UK) was added at a dosage of 0.1% based on oven-dry fiber, which is within the typical range used in laboratory-scale flotation deinking. During flotation, air was introduced to promote the attachment of detached toner particles to bubbles and their subsequent removal from the pulp suspension. After flotation, the deinked pulp suspension was collected and formed into pads. The brightness of the pads was measured and compared with those of unprinted handsheets.
3. Results and Discussion
3.1 Repulping behavior of handsheets
Although it has been well established that paper strength is improved when fibers are modified by polyelectrolyte multilayer deposition, their recyclability has not been sufficiently investigated. In this study, the electrochemical properties of fibers after repulping were first evaluated to determine whether the surface characteristics introduced by multilayer treatment are retained during recycling. Subsequently, mechanical properties were assessed to examine the influence of hornification on multilayer-treated fibers upon recycling.
3.1.1 Electrochemical characteristics of multilayer-treated fibers upon recycling
The zeta potential of fibers is governed by the ionic nature of the outermost polyelectrolyte layer in LbL assembly. When a cationic polyelectrolyte is present as the outermost layer, the fiber surface exhibits a positive zeta potential. This tunability of surface charge is one of the key advantages of LbL multilayer deposition. However, it remains unclear whether these modified surface characteristics are preserved during recycling, or whether they are diminished due to charge neutralization between layers and/or desorption of polyelectrolytes during the papermaking and repulping processes. In addition, if adsorbed polyelectrolytes are desorbed in a charge-neutralized state during repulping, they may not re-adsorb onto fiber surfaces and instead remain in the process water as dissolved or colloidal substances, commonly referred to as process contaminants, potentially increasing the COD and imposing an additional burden on water treatment. Therefore, evaluating changes in electrochemical properties during recycling is essential for assessing the practical applicability of this technology.
Fig. 2 shows the variation in zeta potential of fibers depending on the layer number for different polyelectrolyte combinations, both before and after repulping. For the poly-DADMAC/PSS system (Fig. 2a), the zeta potential after repulping was nearly identical to that measured immediately after multilayering. This indicates that the polyelectrolyte multilayers remained largely intact on the fiber surface during repulping. This stability can be attributed to the relatively high charge density of poly-DADMAC and PSS, which likely promotes the formation of a compact and strongly adsorbed multilayer structure that resists desorption under shear conditions. Furthermore, the increase in positive zeta potential at odd-numbered layers with increasing layer number suggests improved surface coverage of polyelectrolytes on the fiber.
In contrast, different trends were observed for systems involving C-starch or C-PAM (Fig. 2b–d). When PSS was combined with cationic polyelectrolytes of relatively lower charge density or bulkier structure, such as C-starch or C-PAM, interpenetration (or interdiffusion) between adjacent layers was likely to occur, accompanied by chain rearrangement and enhanced electrostatic interactions [15]. As a result, charge neutralization is more pronounced compared to the poly-DADMAC/PSS system, leading to a reduced amplitude of zeta potential variation after recycling. Nevertheless, the periodic alternation of zeta potential with increasing layer number was still observed, indicating that the multilayer structure remained largely preserved on the fiber surface.
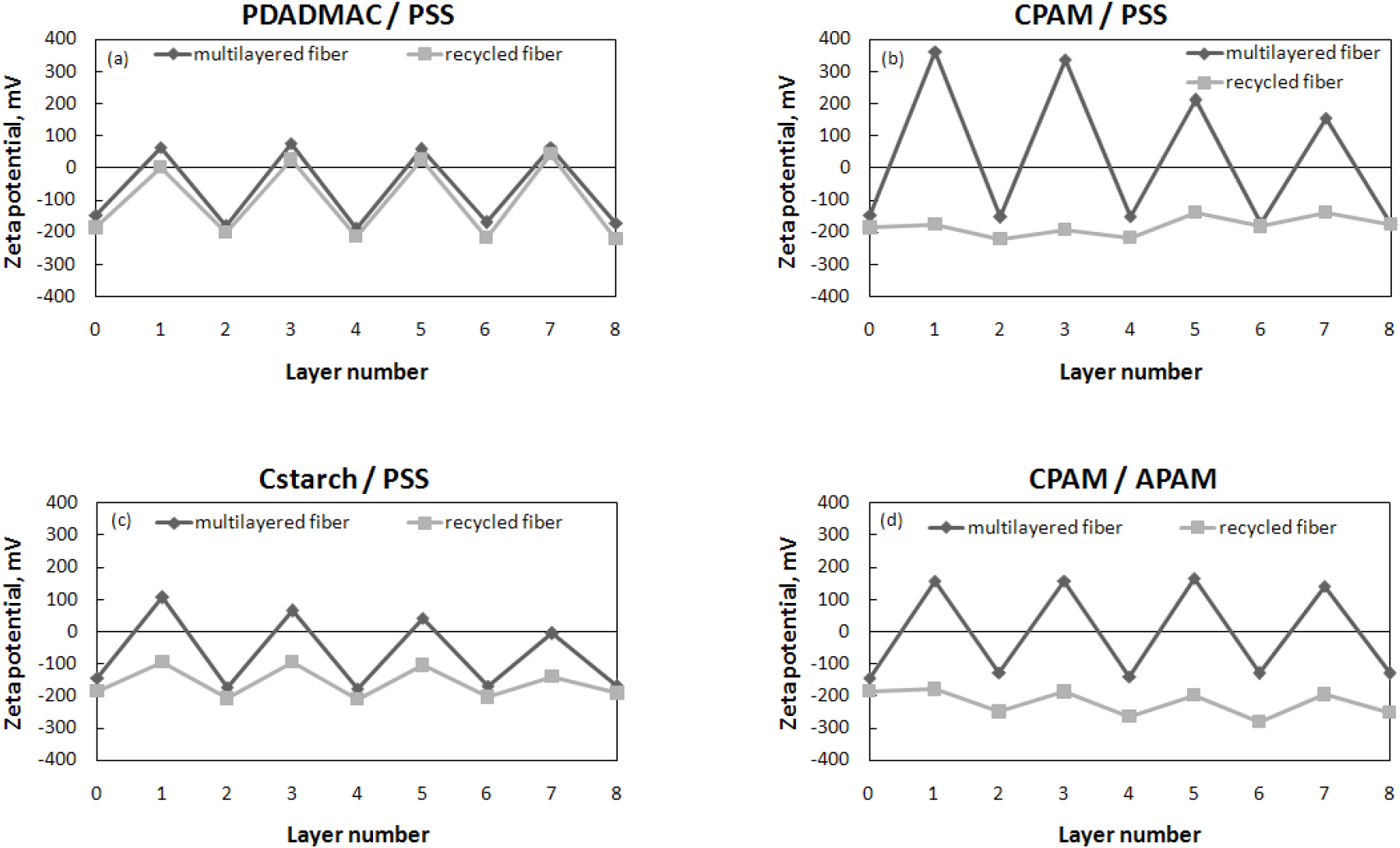
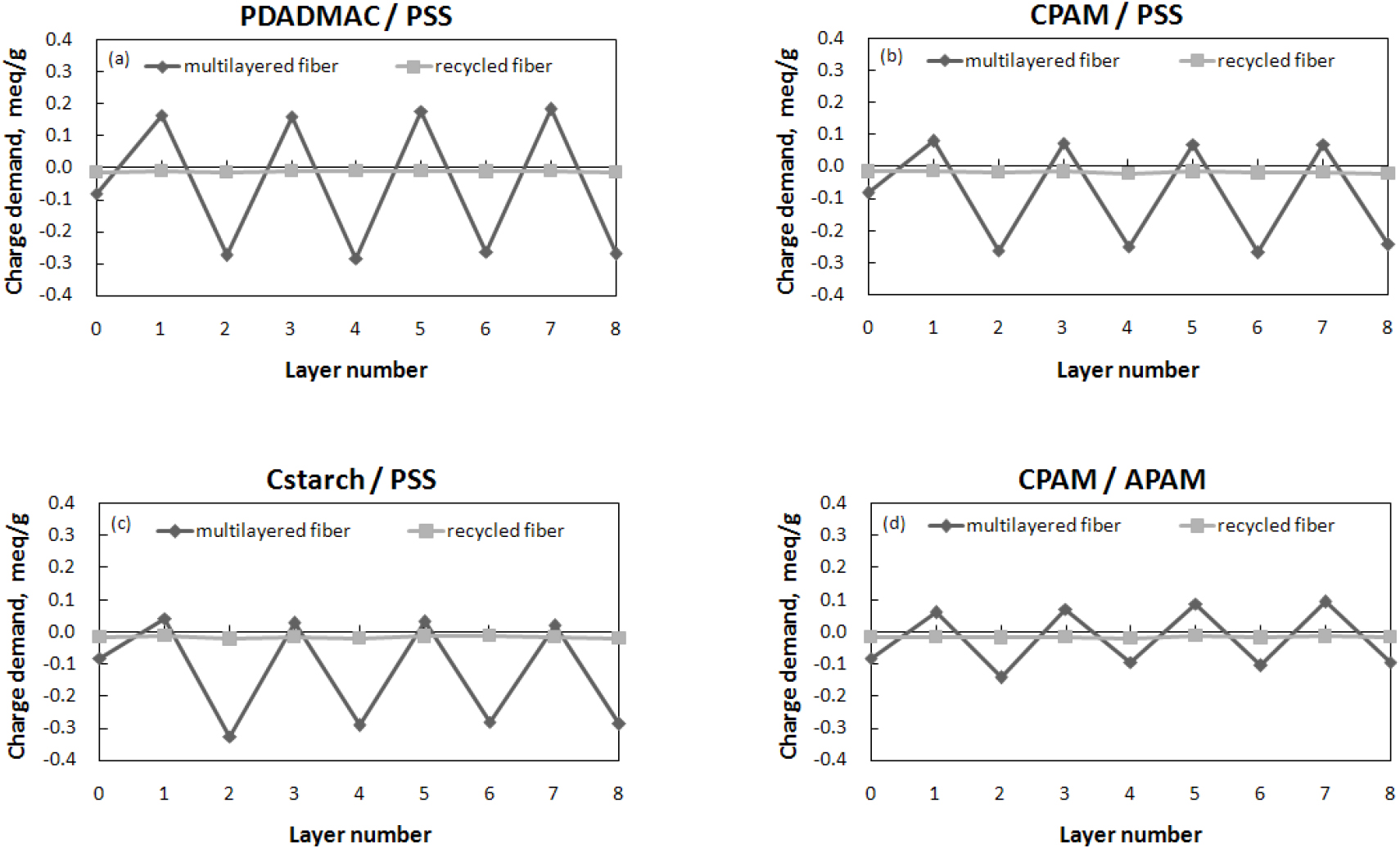
Fig. 3 presents the charge demand of the filtrate before and after repulping. Charge demand was measured to evaluate whether pre-adsorbed polyelectrolytes were released during repulping. Since multiple washing steps were involved in the LbL multilayering process, the likelihood of previously adsorbed polyelectrolytes being detached was low. However, to evaluate whether shear forces during repulping could induce polyelectrolyte desorption, it was necessary to measure the charge demand. For all polyelectrolyte systems, the charge demand remained nearly constant and comparable to that of the untreated pulp. This result indicates that pre-adsorbed polyelectrolytes were not significantly released into the filtrate during repulping, or at least not in an ionically active form.
Although the results from Figs. 2 and 3 indicate that the adsorbed polyelectrolyte layers were largely retained during repulping, the possibility that charge-neutralized polyelectrolyte aggregates could detach from the fiber surface cannot be excluded. To evaluate this possibility, the COD of the filtrate was measured (Fig. 4). The untreated pulp exhibited a COD value of approximately 30 ppm, which is attributed to soluble organic substances such as hemicelluloses released from the fibers. For the poly-DADMAC/PSS and C-PAM/PSS systems, lower COD values were observed compared to the untreated pulp, suggesting that the adsorbed polyelectrolyte layers suppressed the release of such soluble components. In these systems, lower COD values were consistently observed at odd-numbered layers (cationic outer layers) than at even-numbered layers (anionic outer layers). This trend can be attributed to the strong adsorption of cationic polyelectrolyte onto the underlying PSS layers, which possess relatively high charge density, resulting in a more compact and stable multilayer structure.
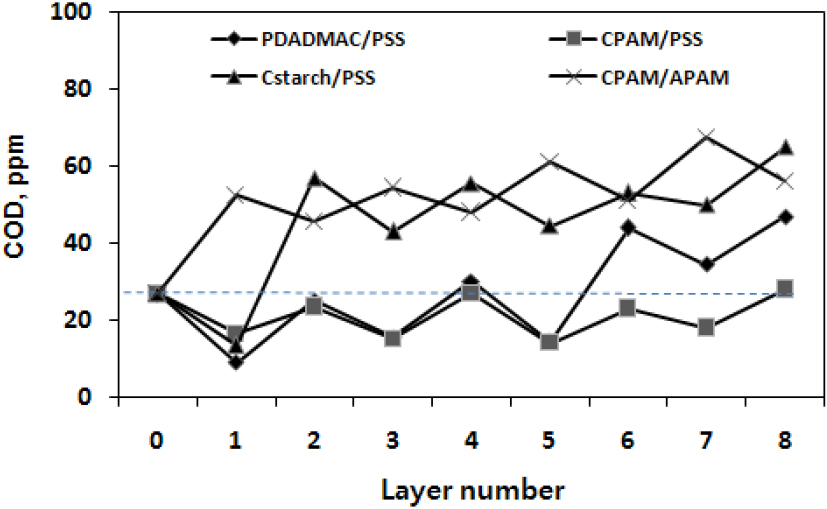
However, for the poly-DADMAC/PSS system at higher layer numbers (6–8 layers), as well as for the C-starch/PSS and C-PAM/A-PAM systems, COD values up to approximately 40 ppm higher than that of the untreated pulp were observed. Considering that the charge demand of the filtrate remained comparable to that of the untreated pulp (Fig. 3), these results suggest that a small amount of charge-neutralized polyelectrolyte aggregates may have been released during repulping. Nevertheless, given that the total adsorbed amount of C-starch and PSS at 7 layers was reported to be 8.56 mg/g fiber [11], the amount of polyelectrolyte released into the filtrate is considered negligible. Therefore, the impact of such desorption on the modified fiber properties after recycling is expected to be minimal.
3.1.2 Mechanical properties of multilayer-treated fibers after recycling
Although LbL multilayering treatment has been shown to enhance paper strength, it is critical to determine whether such improvements are retained after papermaking and recycling processes for practical application. Therefore, the mechanical properties of handsheets prepared from LbL-treated fibers were compared with those of handsheets re-prepared after repulping, in order to evaluate the retention of strength enhancement induced by multilayer deposition.
Fig. 5 shows the variation in tensile index depending on the polyelectrolyte combination and layer number. For all systems, the tensile index increased with polyelectrolyte multilayering, although the magnitude of improvement varied depending on the polyelectrolyte combination. After recycling, the tensile index generally decreased, which can be attributed to the reduced bonding ability of fibers due to hornification during the recycling process [14]. Significant differences were observed depending on the polyelectrolyte system. For the poly-DADMAC/PSS and C-PAM/A-PAM systems, the tensile index after recycling was comparable to that of the untreated pulp, indicating that the strength enhancement induced by multilayer treatment was largely lost. In contrast, the C-PAM/PSS and C-starch/PSS systems maintained higher tensile index values than the untreated pulp even after recycling. In particular, the C-starch/PSS system exhibited tensile index values after recycling that were comparable to those before recycling, and the trend with increasing layer number was also well preserved. The tensile index of recycled handsheets prepared from C-starch/PSS-treated fibers increased by up to 86.2% compared to that of untreated fibers.
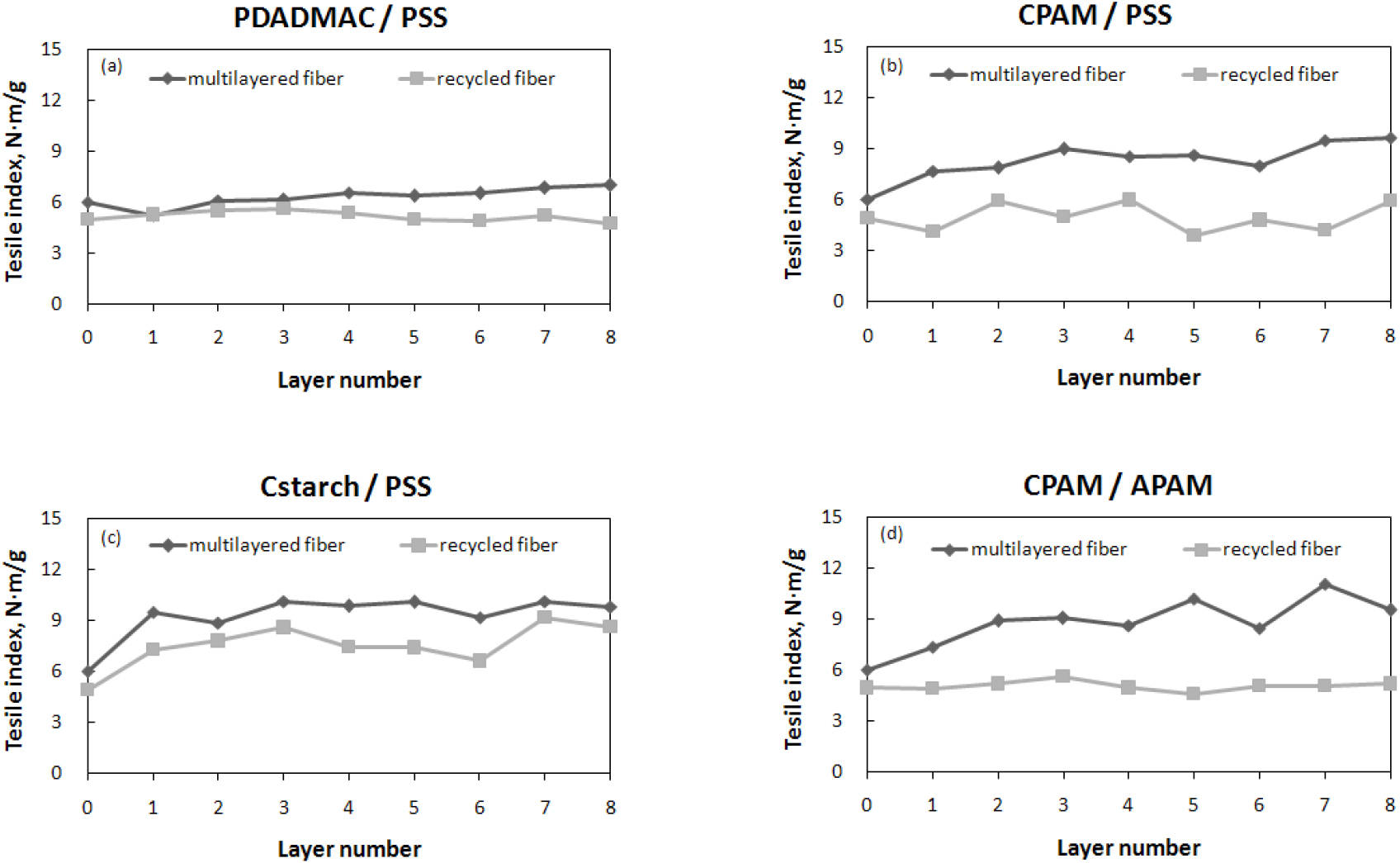
This behavior can be attributed to the branched structure of cationic starch, which forms a bulky adsorbed layer on the fiber surface [11], thereby enhancing fiber conformability and increasing the effective contact area between fibers. In addition, in conjunction with the zeta potential results shown in Fig. 2, it can be inferred that the ionic multilayer structure formed by C-starch/PSS remained stable on the fiber surface even after recycling. These results suggest that the strength enhancement achieved by LbL multilayering treatment is governed not only by improved structural conformability and inter-fiber bonding conditions, but also by electrostatic interactions between fibers [11].
The tear index of handsheet is presented in Fig. 6. It is generally known that excessive refining or the addition of strength additives can reduce tear strength due to decreased fiber flexibility and changes in inter-fiber friction [16,17]. In this study, however, a significant increase in tear index was observed for the C-starch/PSS system upon multilayer deposition, and this enhancement was retained even after recycling. In contrast, the poly-DADMAC/PSS system showed little change in tear index regardless of multilayering treatment or recycling. This difference can be attributed to the structural characteristics of the multilayer systems. The poly-DADMAC/PSS system forms a compact and relatively rigid structure due to its high charge density and linear polymer chains, which limits chain mobility and interpenetration. As a result, the multilayer exhibits low compliance, reducing its ability to dissipate energy during crack propagation and leading to negligible changes in tear index. Differences in multilayer structure are also likely to influence inter-fiber friction and interfacial interactions.
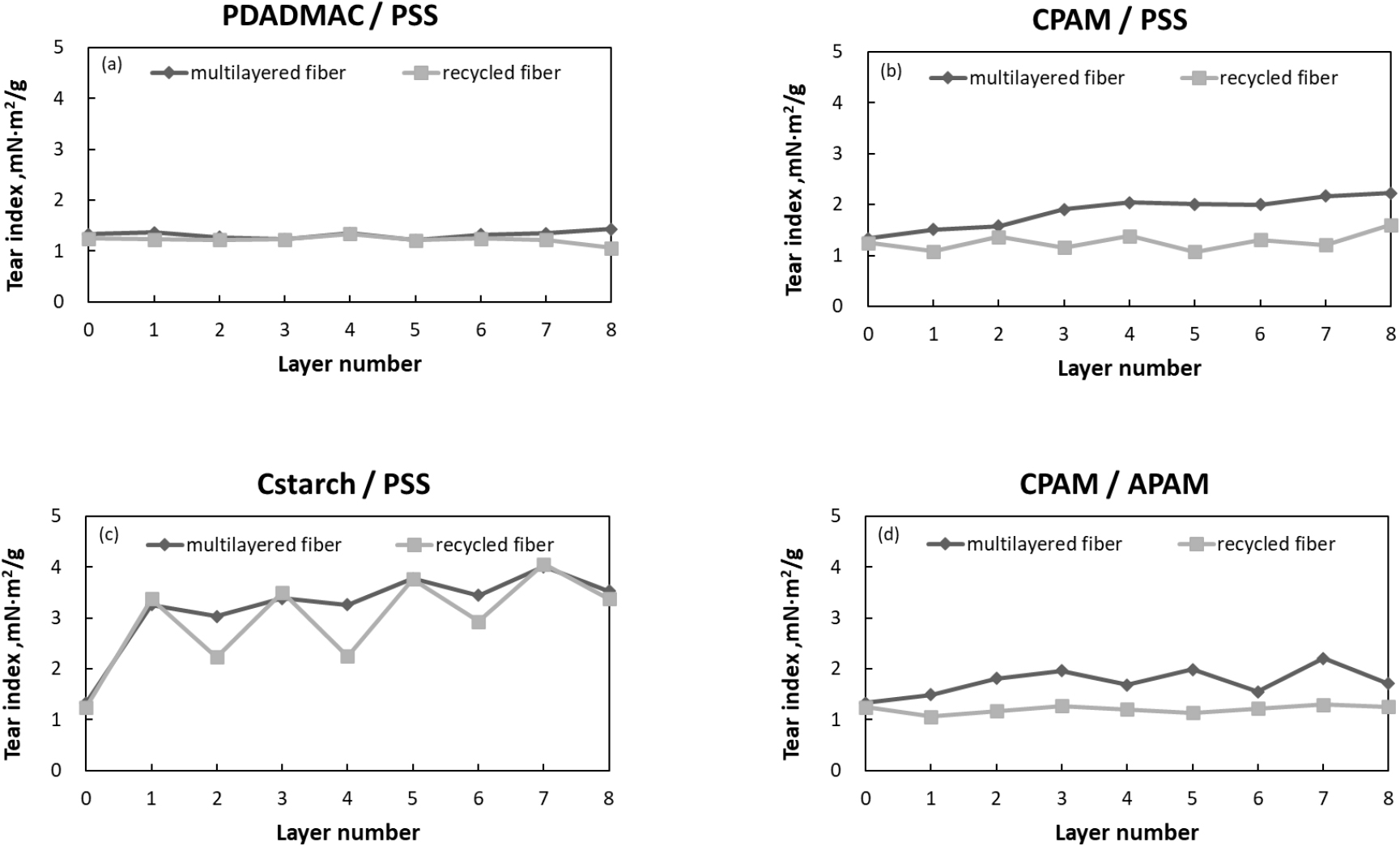
With respect to layer number, at lower layer numbers, the tear index after recycling was primarily maintained at odd-numbered layers, whereas at higher layer numbers (≥7 layers), the tear index was retained regardless of whether the outermost layer was cationic or anionic. This behavior can be attributed to the increased surface coverage of bulky polyelectrolyte layers with increasing layer number, which stabilizes inter-fiber friction and bonding conditions [3,11]. In particular, the C-starch/PSS system exhibited consistently high tear index values after recycling across all layer numbers, and at 8 layers, the tear index even increased after recycling. This behavior is attributed to the branched structure of cationic starch, which enables the formation of a stable bonding network through appropriate interdiffusion and interpenetration within the multilayer structure while maintaining good conformability to the fiber surface [11,15].
Overall, the retention of strength enhancement induced by LbL multilayer treatment strongly depended on the polyelectrolyte combination. Notably, the C-starch/PSS system showed increases of up to 86.2% in tensile index and 224.8% in tear index after recycling compared to untreated fibers, demonstrating its effectiveness in mitigating strength loss associated with hornification during recycling.
3.2 Deinkability of handsheets
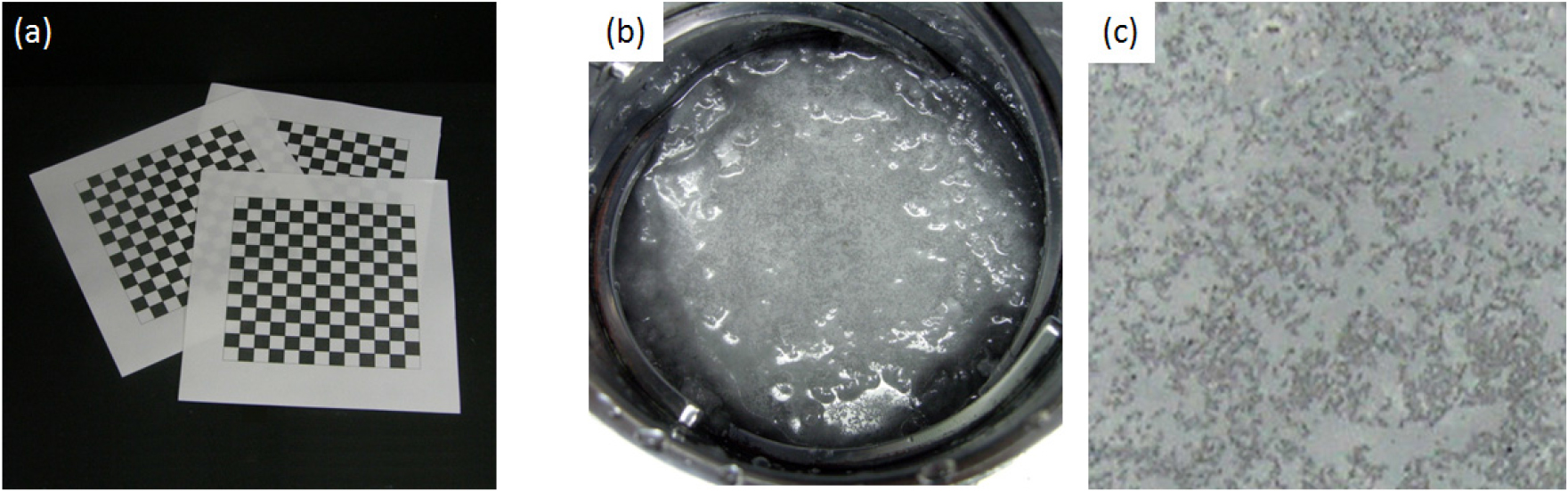
Fig. 7a shows the handsheets printed with a grid pattern using a laser printer, while Fig. 7b and c present the repulped suspension and the presence of fine ink particles floating on the water surface after repulping. Compared to the handsheets prepared from untreated fibers, a greater number of finely dispersed toner particles were observed on the water surface for samples prepared from LbL-treated fibers after repulping. This indicates that toner particles were more readily detached from the fiber surface in the LbL-treated systems. This behavior can be attributed to the polyelectrolyte multilayer structure formed on the fiber surface, which acts as a barrier during the laser printing process. Under the high temperature and pressure conditions of laser printing, toner particles are thermally fused onto the fiber surface. However, the presence of the polyelectrolyte multilayer likely suppresses toner penetration into the fiber and weakens interfacial adhesion between the toner and fiber surface. As a result, toner particles can be more easily detached during repulping due to inter-fiber friction and shear forces, leading to improved deinkability.
The brightness of handsheets after deinking is presented in Fig. 8. For all LbL-treated samples, the brightness after deinking was higher than that of the untreated sample (control). This improvement can be attributed to the formation of polyelectrolyte multilayers on the fiber surface, which provide more uniform surface coverage, reduce surface roughness and microporosity of the fiber wall, and consequently suppress toner penetration into the fiber structure. Such surface modification is also expected to inhibit the redeposition of detached toner particles and promote their removal during repulping and flotation. It is well known that ink particle fragmentation and redeposition onto fiber surfaces are major factors that reduce brightness after deinking [18,19].
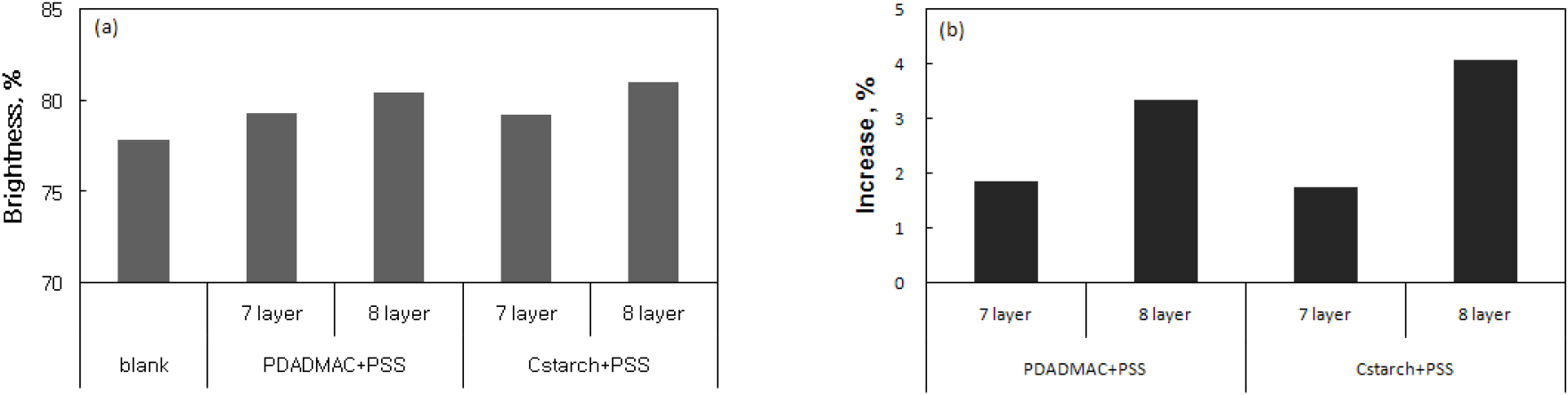
The brightness of the untreated sample after deinking was 77.9%. For the poly-DADMAC/PSS system, brightness values of 79.3% and 80.5% were obtained at 7 and 8 layers, respectively. In the case of the C-starch/PSS system, higher brightness values of 79.2% and 81.0% were observed at 7 and 8 layers, respectively. In both systems, higher brightness was achieved at 8 layers compared to 7 layers, indicating that increased multilayer coverage suppresses toner penetration and facilitates toner detachment. Notably, the C-starch/PSS system at 8 layers exhibited the highest brightness improvement, demonstrating that the branched structure of cationic starch-based multilayers effectively inhibits toner fixation on the fiber surface. In addition, the multilayer structure likely modifies surface energy and interfacial adhesion, reducing mechanical anchoring and weakening toner-fiber interactions. These effects collectively contribute to the improved deinkability observed in this study.
Overall, these results indicate that the multilayer structure formed by polyelectrolyte LbL deposition effectively suppresses toner penetration and redeposition, thereby improving deinkability. Among the tested systems, the C-starch/PSS combination at higher layer numbers showed the most pronounced improvement. Although this study primarily focuses on deinking performance, the modification of fiber surface properties through multilayer deposition is expected to affect printing-related properties, such as ink set-off and dry pick strength, due to changes in surface energy and interfacial adhesion. Further studies are therefore needed to systematically evaluate these effects.
4. Conclusions
In this study, the recyclability of paper prepared from polyelectrolyte multilayer-treated fibers was systematically evaluated in terms of electrochemical properties, mechanical performance after recycling, and deinkability of laser-printed paper.
The zeta potential of fibers after repulping showed reduced magnitude compared to that immediately after polyelectrolyte multilayering; however, the periodic alternation with layer number was preserved, indicating that the multilayer structure remained largely intact on the fiber surface. The charge demand of the filtrate remained comparable to that of the untreated pulp, suggesting minimal desorption of ionically active polyelectrolytes. Although a slight increase in COD was observed under certain conditions, the amount of released material was considered negligible.
The retention of mechanical properties after recycling strongly depended on the polyelectrolyte combination. Notably, the C-starch/PSS system exhibited the highest retention of strength enhancement, with increases of up to 86.2% in tensile index and 224.8% in tear index compared to untreated fibers. This behavior is attributed to the branched structure of cationic starch, which enables stable multilayer formation and maintains effective inter-fiber bonding and frictional interactions even after recycling. These results demonstrate that appropriate LbL multilayering treatment can mitigate strength loss associated with hornification.
In terms of deinkability, LbL-treated papers exhibited higher brightness after deinking than untreated samples, with the most pronounced improvement observed at higher layer numbers, particularly at 8 layers. This enhancement is attributed to the multilayer coating on fiber surfaces, which suppresses toner penetration into the fiber structure and facilitates toner detachment during repulping and flotation.
Overall, polyelectrolyte multilayer-treated fibers can retain their functional benefits after recycling depending on the polyelectrolyte combination, while also improving deinkability. Among the systems investigated, the C-starch/PSS combination demonstrated the most promising performance, highlighting its strong potential for application in recycled fiber-based papermaking processes.
