

1. 서 론
2. 재료 및 방법
2.1 펄프 시료
2.2 실험방법
3. 결과 및 고찰
3.1 헤드박스 내 난류 판 높이에 따른 종이 특성
3.2 헤드박스 슬라이스 갭에 따른 종이 특성
4. 결 론
1. 서 론
종이는 지속 생산이 가능한 생분해성의 천연 섬유를 원료로 제조되는 친환경 바이오매스 소재로써 플라스틱을 대체할 수 있는 대표적인 소재이다. 이에 현재 스티로폼, 부직포, 연질 및 경질 포장재 등 다양한 플라스틱 소재들을 대체할 종이 소재에 관한 연구가 다방면으로 진행되고 있다.1,2,3) 종이가 플라스틱을 대체하기 위해서는 차단성 및 가공성 등의 다양한 기능성뿐만 아니라 우수한 강도가 요구된다. 특히 생활용품이나 포장 소재 등 다양한 용도로 사용되는 플라스틱 부직포를 대체하기 위해서는 우수한 강도가 요구되는데, 종이의 경우 플라스틱 부직포에 비해 상대적으로 강도가 낮고, 제조 방향별 강도의 차이가 크다는 문제가 있다. 따라서 플라스틱 부직포를 대체할 수 있도록 제조 방향별 강도 편차가 적은 고강도 종이 소재의 개발이 요구된다.
종이의 제조 시 고속으로 헤드박스에서 사출된 지료가 웹을 형성하는 동안, 지료 내 분산된 섬유는 사출 방향으로 배향하는 경향을 보이므로 종이의 기계 방향(machine direction, MD)과 기계 폭방향(cross direction, CD)의 강도 차이와 컬 등의 치수 안정성 문제가 발생한다.4,5,6) 따라서 고강도 및 높은 치수 안정성이 요구되는 종이 제품의 경우, 섬유 배향성을 조절하는 기술의 개발이 요구되고 있다.
헤드박스의 지료 사출 조건은 종이의 섬유 배향에 큰 영향을 미칠 수 있다.4,5,6)웹을 형성할 때의 지료 농도는 섬유 배향에 영향을 미칠 수 있으며, 지료 농도에 따라 슬라이스 개구부의 크기나 지료 사출 조건이 달라져야 한다.4) 따라서 헤드박스 내 유동 조건을 효과적으로 제어한다면 섬유 배향성의 조정도 가능하다고 기대된다.
마섬유나 닥나무 인피섬유 등과 같은 장섬유로 구성되는 종이를 기계로 초지할 때에는 오픈 헤드박스가 장착된 저속의 단망 혹은 환망 초지기가 활용되는데, 본 연구에서는 장섬유 기반의 종이 제조 시 종이의 섬유 배향을 조절할 수 있는 운전조건을 탐색하기 위해 오픈 헤드박스가 장착된 장망식 파일럿 습지 제조설비를 구축하고, 오픈 헤드박스 내 지료의 유동 조건을 제어하여 종이의 섬유 배향성 조절이 가능한지를 탐색하고자 하였다.
이를 위해 오픈 헤드박스 내 난류 판(turbulence plate)의 높이와 슬라이스 갭을 조절하여 종이를 초지한 후 각 조건별 CD 및 MD 인장강도, 지합 등의 특성을 측정하여 오픈 헤드박스 내 지료의 유동 조건이 섬유의 배향과 종이의 물성에 미치는 영향을 비교 분석하였다.
2. 재료 및 방법
2.1 펄프 시료
본 연구에서는 J사에서 제공한 침엽수 표백 크라프트 펄프(softwood bleached kraft pulp, SwBKP)를 사용하였으며, 여수도 550 mL CSF가 되도록 실험실용 Valley Beater로 고해하였다. 고해한 SwBKP의 평균 섬유장은 2.17 mm, 평균 섬유폭은 30.05 μm였다.
2.2 실험방법
본 연구에서는 오픈 헤드박스형 파일럿 습지 제조장비(Duco, Korea)를 설계, 제작하여 실제 초지 공정을 재현하고자 하였으며, 오픈 헤드박스 내 난류 판 높이와 헤드박스 슬라이스 갭을 달리하여 습지를 제조하고, 유압 프레스(V-03, Victory Industry, Korea)로 압착 탈수한 후 실험실용 드럼 건조기(GDD 400, GIST Co., Ltd, Korea)로 건조하여 종이 시편을 제작하였다(Fig. 1 and Fig. 2).


2.2.1 오픈 헤드박스 내 난류 판 높이에 따른 종이 시료 제조
본 연구에서는 서론에서 기술한 바와 같이 오픈 헤드박스 내 지료의 유동이 종이의 섬유 배향에 미치는 영향을 평가하기 위해 오픈 헤드박스 내 난류 판(turbulence plate)의 높이를 달리하여 초지하였다. Fig. 3에 나타낸 바와 같이 오픈 헤드박스 내 난류 판의 높이가 낮을 때 즉, 헤드박스 바닥면에서 난류 판까지의 거리가 좁을 경우 펄프 지료의 속도가 빨라지며 난류가 보다 강하게 발생할 것이며, 반대로 난류 판의 높이가 높을 때 펄프 지료의 난류가 상대적으로 약하게 발생할 것으로 예상되었다. 이와 같은 헤드박스 내 지료에 가해지는 난류의 세기가 종이의 섬유 배향 및 지합 등의 특성에 미치는 영향을 평가하기 위해 Table 1의 조건으로 오픈 헤드박스형 습지 제조 장비 내 난류 판의 높이를 달리하며 종이 시편을 제작하였다.

Table 1.
Manufacturing conditions of paper specimens according to the heights of the headbox turbulence plate
| Items | Conditions |
| Concentration of pulp slurry | 0.6% |
| Pumping speed of pulp slurry1) | 172 rpm |
| Feeding amount of pulp slurry1) | 33.4 L/min |
| Distance from bottom to the headbox turbulence plate | 7 mm |
| 12 mm | |
| 25 mm |
2.2.2 오픈 헤드박스 슬라이스 갭별 종이 시편 제조
본 연구에서는 오픈 헤드박스 내 난류 판의 높이 조절 이외에, 지료 사출을 위한 오픈 헤드박스 슬라이스 갭을 조절하여 지료의 유동 특성을 변화시키고자 하였다. Fig. 4에서 보는 바와 같이 오픈 헤드박스 슬라이스 갭이 줄어들면 지료의 속도가 빨라지며 난류가 보다 강하게 발생할 것으로 예상되며, 반대로 슬라이스 갭이 커지면 지료의 속도가 느려지며 난류가 상대적으로 약하게 발생할 것으로 예상되었다. 이와 같은 헤드박스 내 지료에 가해지는 난류의 강도가 가 종이의 섬유 배향 및 지합 등의 특성에 미치는 영향을 평가하기 위해 Table 2의 조건으로 파일럿 오픈 헤드박스형 습지 제조 장비를 이용하여 종이 시편을 제작하였다.
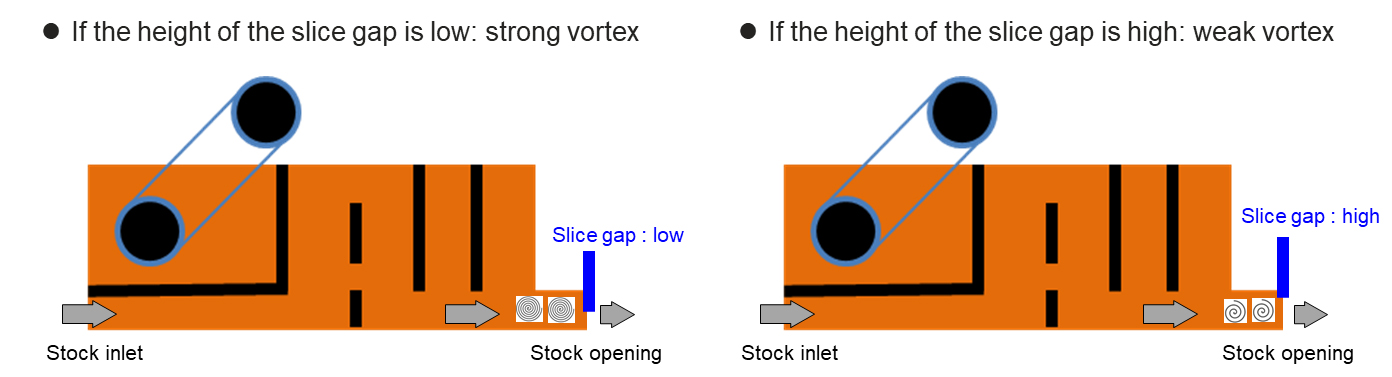
Table 2.
Manufacturing conditions of paper samples according to the heights of the headbox slice gap
| Items | Conditions |
| Concentration of pulp slurry | 0.6% |
| Pumping speed of pulp slurry1) | 172 rpm |
| Feeding amount of pulp slurry1) | 33.4 L/min |
| Heights of the headbox slice gap | 5 mm (33.4 m/min)2) |
| 6 mm (27.8 m/min)2) | |
| 7 mm (23.9 m/min)2) |
2.2.3 종이 시료의 물성 분석
오픈 헤드박스 내 지료의 유동에 따라 습지의 고형분 함량 및 종이 물성이 어떻게 변화하는지를 평가하기 위해 각 초지 조건별 습지의 고형분 함량(KS M ISO 638-1) 및 종이의 평량(KS M ISO 536), 지합(Paper PerFect Formation Analyzer, Op Test Equipment Inc, Canada), 기계 방향 및 기계 폭 방향의 인장강도(KS M ISO 1924-3, L&W Tensile tester, Lorentzen & Wettre, Sweden) 등을 측정하였다.
3. 결과 및 고찰
3.1 헤드박스 내 난류 판 높이에 따른 종이 특성
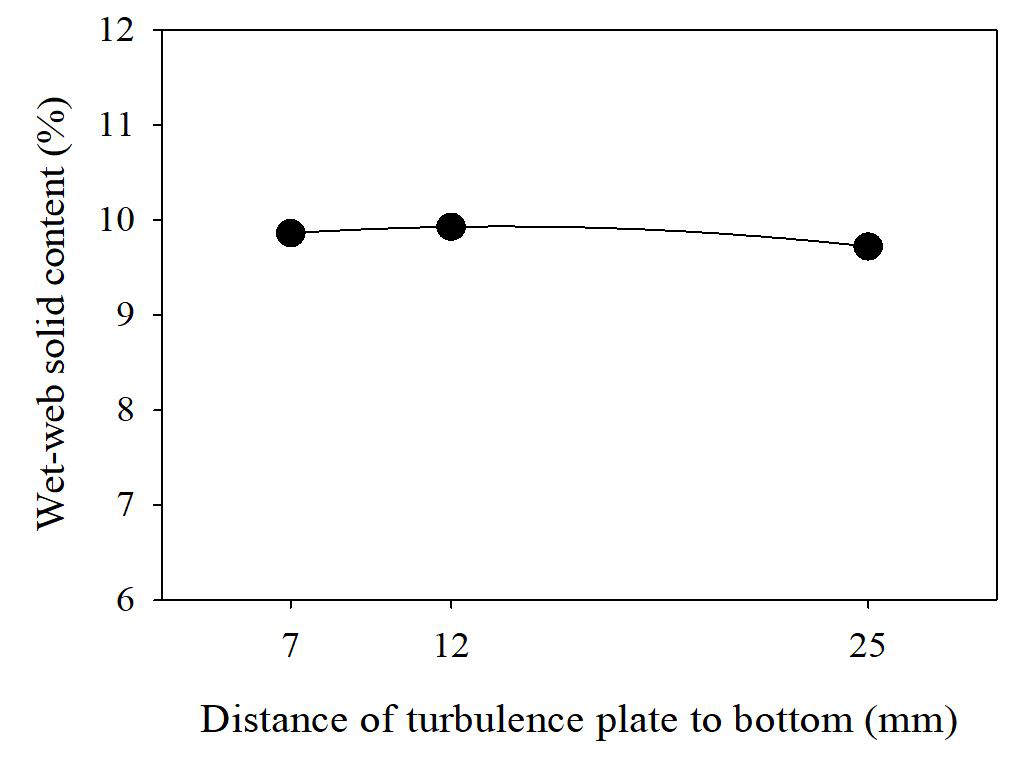
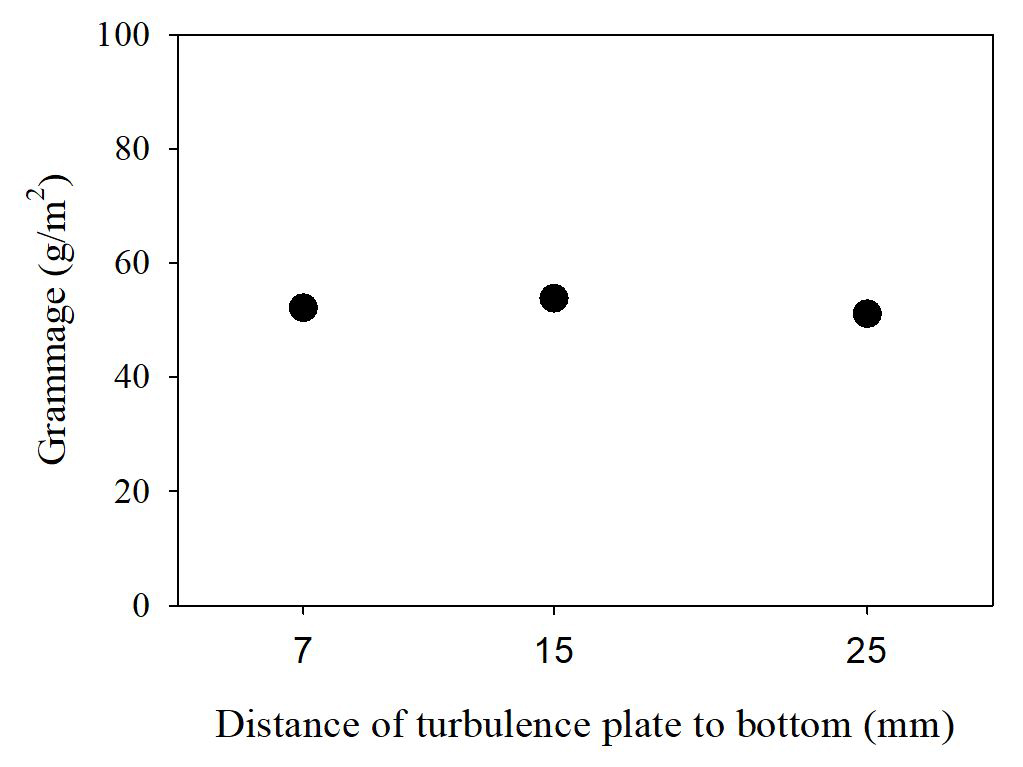
헤드박스 내 지료의 유동이 종이의 섬유 배향 및 지합 등에 미치는 영향을 평가하기 위해 Fig. 3에서 보는 바와 같이 오픈 헤드박스형 습지 제조 파일럿 장치의 헤드박스 내 난류 판 높이를 조절하여 헤드박스 내 지료의 유동 특성을 변화시켜 종이 시편을 제작한 후 각 습지의 고형분 함량 및 종이의 특성을 분석한 결과를 Figs. 5, 6, 7, 8, 9에 나타내었다. 먼저 난류의 세기가 습지의 고형분 농도 즉 탈수 특성에 미치는 영향을 분석한 결과 Fig. 5에서 보는 바와 같이 거의 영향을 주지 않는 것으로 나타났으며, Fig. 6에서 보는 바와 같이 종이의 평량에도 거의 영향을 미치지 않았다. 그러나 Fig. 7에서 보는 바와 같이 난류 판의 높이가 낮을수록 즉 헤드박스 바닥면과 난류 판 사이의 거리가 좁을수록 종이의 지합이 상대적으로 더 우수한 것으로 나타났다. 이는 지료의 난류 세기가 강할 때 지료의 섬유 응집이 깨져 종이의 지합이 개선된 결과로 판단된다. 섬유의 응집(fiber flocs) 특성은 종이의 지합에 영향을 미칠 수 있는데, 이들은 헤드박스 내 수력학적 난류의 세기 및 전단장(shear fields) 등에 의해 영향을 받는다.7) 헤드박스 내의 난류 세기가 강하면 종이의 지합이 개선될 수 있다고 알려져 있다.7)

한편 난류 판의 높이가 높을수록 즉 헤드박스 바닥면과 난류 판 사이의 거리가 멀어 난류의 속도가 상대적으로 느려지는데, 종이의 인장지수는 Fig. 8에서 보는 바와 같이 기계 방향 및 기계 폭방향 모두 감소되었으며 이는 종이의 지합 저하에 상응하는 결과로 볼 수 있다. MD의 인장지수 감소 폭보다 CD의 감소폭이 더 높아 Fig. 9에서 보는 바와 같이 난류 판의 높이가 낮을수록 즉 헤드박스 바닥면과 난류 판 사이의 거리가 좁아 오픈 헤드박스 내 난류가 상대적으로 강하게 발생할 경우 MD에 대한 CD의 인장강도 비율이 높아지는 경향을 나타냈다(36.7% → 67.3%). 이러한 결과로 보아 헤드박스 내 난류 특성을 제어함으로써 종이의 섬유 배향성 개선이 가능할 것으로 판단된다.


3.2 헤드박스 슬라이스 갭에 따른 종이 특성
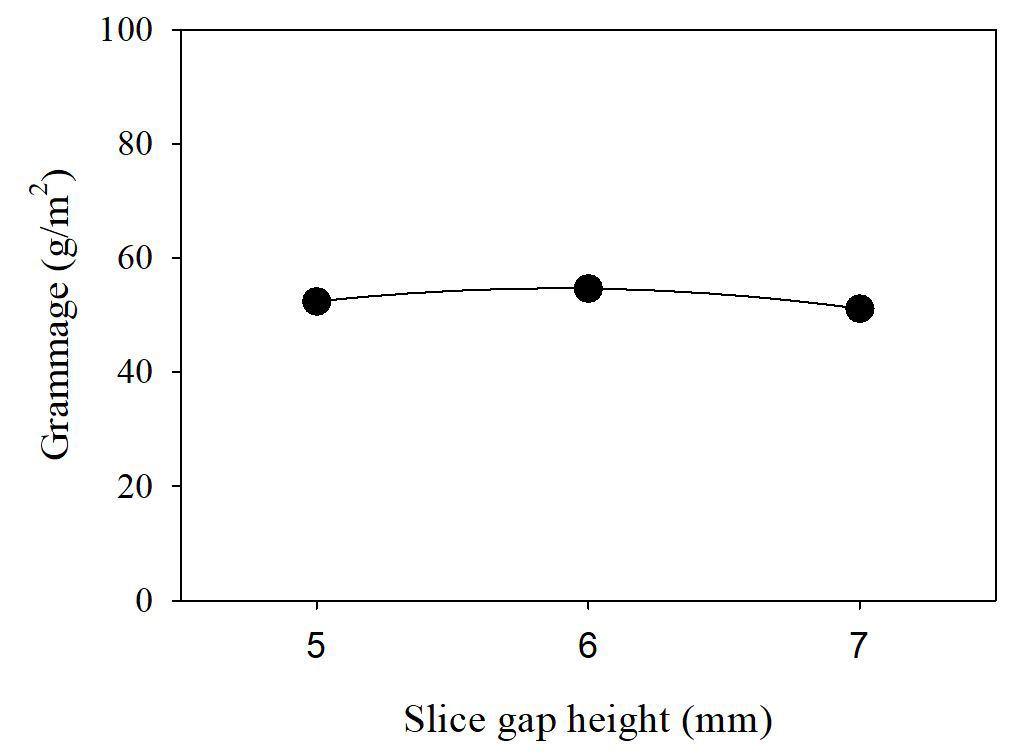
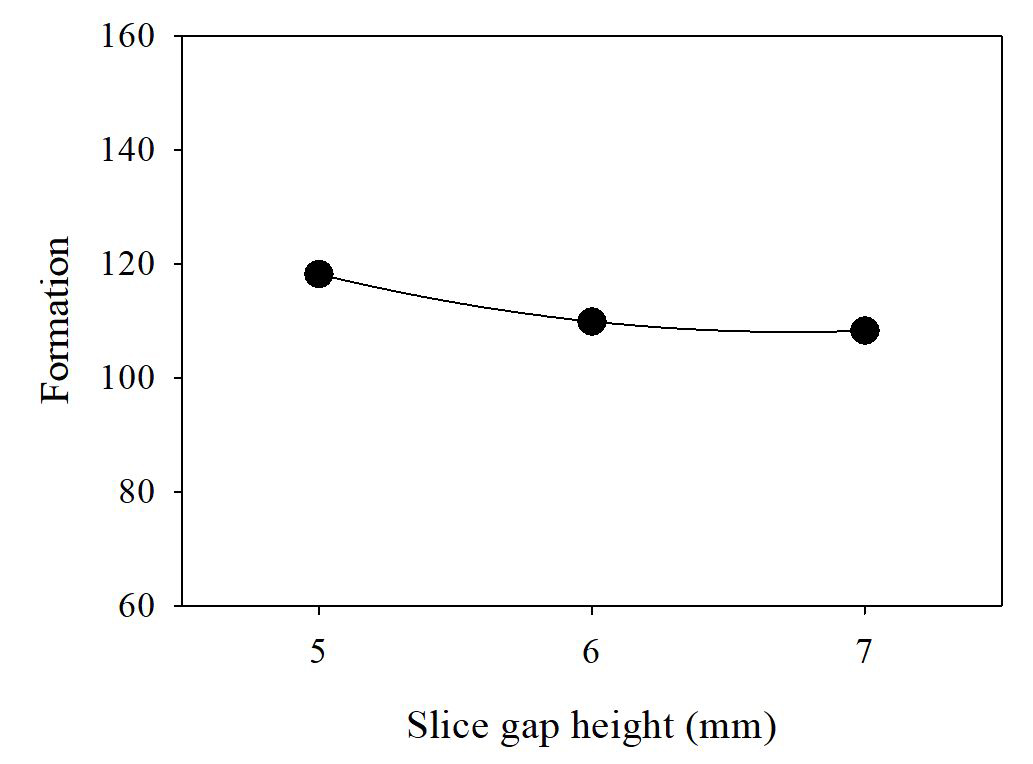
헤드박스 내 지료의 유동이 종이의 섬유 배향 및 지합 등에 미치는 영향을 평가하기 위해 Fig. 4에서 보는 바와 같이 오픈 헤드박스형 습지 제조 파일럿 장치의 헤드박스 슬라이스 갭을 조절하여 헤드박스 내 지료의 유동 특성을 변화시켜 종이 시료를 제조한 후 각 습지의 고형분 함량 및 종이의 특성을 분석한 결과를 Figs. 10, 11, 12, 13, 14에 나타내었다. 헤드박스 내 사출구 갭 변화에 따른 종이 평량의 변화는 거의 발생하지 않았으나(Fig. 11), 습지의 고형분 농도는 사출구 갭이 증가할수록 증가하였는데(Fig. 10), 이는 지료의 사출 속도 변화에 따른 결과로 판단된다. 헤드박스 사출 유량은 초지 속도와 초지기 폭, 슬라이스 갭을 곱한 값8)이므로 공급되는 지료 유량이 일정한 조건에서 헤드박스의 갭이 증가하면 슬라이스 단면적이 넓어지면서 지료의 사출 속도가 감소한다. 헤드박스 사출 갭이 5 mm에서 7 mm로 증가하면, 지료의 사출 속도는 33.4 m/min에서 23.9 m/min으로 감소하는데(Table 2 참조), 이러한 지료의 사출 속도 감소로 인해 습지로부터 물이 탈수될 수 시간이 길어지면서 탈수량이 많아져 습지의 고형분 함량이 증가한 것으로 판단된다. 헤드박스 갭에 따른 지합 특성은 Fig. 12에서 보는 바와 같이 슬라이스 갭이 증가할수록 종이의 지합이 상대적으로 더 저하되었다. Fig. 4에서 보는 바와 같이 슬라이스 갭이 감소할수록 섬유의 와류(vortex, back flow)가 강해지는데, 헤드박스 사출구의 와류 세기는 종이의 지합에 영향을 미치는 주요 인자로 보고된 바 있다.9)



한편 헤드박스 슬라이스 갭이 클수록 MD 인장강도는 다소 증가하였으나, CD 인장강도는 이와 반대로 현저히 감소하였다. 헤드박스 내 난류 판의 높이를 조절한 경우와 달리 지합이 감소함에도 불구하고 MD 방향의 인장지수가 소폭 증가하였는데, 이는 헤드박스 사출구 높이에 따른 지료의 Jet 속도 및 와이어 속도, 그리고 지료의 와류 특성 변화에 의해 섬유가 MD 방향으로 배향하였기 때문으로 판단된다. 실제로, 헤드박스 갭이 5mm에서 7mm로 늘어남에 따라 MD에 대한 CD의 인장강도 비율은 54.4에서 26.2%로 감소하여 기계 방향으로의 섬유 배향이 증가하는 것으로 나타났다. 헤드박스 갭이 감소하였을 때 즉, 지료의 사출 면적이 줄어든 경우 와이어로 사출되는 지료의 속도가 상대적으로 빠른 편이기에 와이어와 강하게 충돌하여 난류가 강하게 발생하게 되고 이로 인해 지료가 상대적으로 느리게 움직이는 와이어에 닿으면서 감속함에 따라 섬유가 폭방향으로 배향되는 기회를 갖는 반면, 슬라이스 갭이 증가하여 지료의 사출 면적이 넓은 경우 와이어로 사출되는 지료 속도가 상대적으로 느려 난류가 약해지고 지료의 감속 없이 와이어에 의해 지료가 당겨지는 효과가 있으므로 섬유가 기계 방향으로 보다 더 많이 배향된 것에 기인한 결과라 판단된다. 실제로 지료의 제트/와이어 속도(J/W ratio) 및 와류 특성은 종이 내 섬유 배향 및 응집 특성에 영향을 미치는 주요 인자로 알려져 있으며, 특히 제트 속도와 와이어 속도의 편차는 섬유 배향을 촉진시킨다고 보고되었다.10, 11)
4. 결 론
본 연구에서는 장섬유의 기계 초지 시 섬유의 배향성을 조절할 수 있는 방안을 탐색하기 위해 오픈 헤드박스형 습지 제조 파일럿 초지 장비를 구축하고, 헤드박스 내 난류 판의 높이 및 슬라이스 갭을 달리하여 지료 내 유동을 변화시켜 종이 시편을 제작하였다. 각 초지 조건에 따른 종이 시편의 CD 및 MD 인장강도, 지합 등의 특성을 측정하여 오픈 헤드박스 내 지료의 유동 조건이 섬유 배향성 개선에 미치는 영향을 비교 분석하였다.
실험 결과, 헤드박스 내 난류 판의 높이가 낮을수록 즉 헤드박스 바닥면과 난류 판 사이의 갭이 작아 지료 내 난류 세기가 증가될수록 종이의 기계방향 섬유 배향이 두드러지고 지합이 양호하였으며, 슬라이스 갭이 감소하여 제트/와이어 속도 비율의 편차가 낮고 와류가 발생할 경우, 종이의 섬유 기계방향 배향이 두드러지고 지합이 상대적으로 양호하였다. 따라서 헤드박스 내 지료의 유동을 제어하여 종이의 섬유 배향성과 지합을 개선할 수 있을 것으로 기대된다.
