

1. 서 론
전 세계의 제조업체가 최근 들어 공히 가장 관심을 갖고 노력하고 있는 부분은 지구온난화 및 기후변화에 따른 문제가 심화되는 것을 줄이기 위해 에너지 소비를 절감하고, 이산화탄소 배출을 감소하기 위한 방법을 연구하고, 이를 실천하는 것이다. 물론 생산성과 경쟁력 제고를 위한 노력도 과거부터 꾸준히 진행되어 왔지만 전술한 환경 및 기후 관련 문제를 해소하는 일이 함께 수반되지 않고서는 생존하기 어려운 환경을 맞이하게 되었다. 펄프 및 제지산업의 경우 국가 또는 기술 수준에 따라 차이는 있지만 대개 에너지 소비량으로 볼 때 5-9위1-3) 내에 들기 때문에 도 이 범주에서 벗어날 수 없기 때문에 다양한 노력이 이루어지고 있다.
이러한 노력의 일환으로 공정 분석을 통한 에너지 소비 절감 가능성에 대한 평가가 다수 이루어졌는데, Fleiter 등1)은 펄프 제지 산업의 17개 공정에 대하여 2035년까지 에너지 효율 가능성 평가를 한 결과, 연료와 전기 에너지를 각각 21%와 16% 감소시킬 수 있는 가능성이 있음을 보고하였다. Laurijssen 등4)은 네덜란드 소재의 23개 제지공장의 유사한 공정에 대하여 비에너지 소비(specific energy consumption)를 벤치마킹한 결과, 초지부, 압착부 및 건조부에서 에너지 효율 개선 가능성을 확인하였으며, 공정 합리화를 통하여 약 15%의 에너지 소비 절감이 가능하다고 보고하였다. Kong 등2)은 총설을 통하여 에너지 소비 및 이산화탄소 배출을 줄일 수 있는 기술 25가지를 소개하였다.
그 외에도 단일 공정들에 대한 연구를 통하여 에너지 소비 절감 가능성에 대한 보고들도 다수 이루어졌고, 많은 성과를 이루어 왔다. 그동안 특히 제지공정 중 에너지 소비가 가장 많은 건조 공정의 리빌드,5) 최적화6) 및 공정 조절7-9)을 통한 연구가 많이 이루어졌으며, 그 외에도 압착부의 최적화,10) 초지부에서 건조부에 이르기까지 사용되고 있는 패브릭의 최적화11) 등을 통하여 에너지 소비 절감 효과가 얻어질 수 있음이 보고된 바 있다. 이와 같이 공정의 합리화를 통한 에너지 소비 절감을 위한 노력이 꾸준히 이루어졌으나 이미 상당 수준에 올라 있기 때문에 현재의 초지 및 건조 기술로는 더 이상 큰 에너지 절감을 기대하기 어렵게 되었다.
따라서 최근 들어서 국내외적으로 큰 관심을 끌고 있는 제지공정 에너지 절감 방법으로 펄프보다 가격이 저렴하고 탈수에 도움이 되는 것으로 알려진 충전제의 사용량을 늘리려는 노력이 이루어지고 있다. Dong 등12)은 충전제를 20% 투입할 경우, 와이어 탈수시간이 20% 감소하고, 회분 함량을 23%로 올릴 경우 습부 압착 시 고형분이 5% 증가되며, 건조속도가 20% 증가됨으로써 생산성 향상 및 에너지 절감 효과를 얻을 수 있다고 보고하였고, Han 등13)은 라이너지 제조 시 충전제 5%를 추가로 투입함으로써 습부 압착 및 초기 건조 시 탈수 개선 효과가 얻어질 수 있다고 보고하였다. 그러나 충전제 사용량의 증가는 종이의 강도적 성질을 약화시키는 문제가 있다. Hua 등의 연구 보고에 의하면 PCC(precipitated calcium carbonate) 함량을 50%로 올릴 경우 고형분 50%에서 지필의 인장 에너지 흡수지수가 1/5로 감소되어 종이 강도뿐만 아니라 생산성 악화에도 큰 영향을 미친다.14) 이러한 문제를 해결하기 위하여 건조지력 증강제의 사용량을 늘리거나15,16) 나노셀룰로오스를 첨가제로 사용하여17) 강도 저하 문제를 해결하는 시도가 이루어졌다. 또한 충전제의 표면 개질18-21) 및 선응집을 통해 강도 저하 현상을 극복하기 위한 연구가 수행되었으며,22) 2016년 국내 제지용 약품회사가 선응집용 첨가제를 개발하여 중국 소재 백상지 공장에서 성공적으로 적용한 바 있다.23) 최근에는 GCC (ground calcium carbonate) 제조 시 펄프와 함께 갈아서 제조한 복합체를 이용한 연구 결과도 보고되었으며,24-27) 현장 적용을 위한 시도를 하고 있다.
본 연구에서는 2종의 고분자 응집제와 중질 탄산칼슘을 사용하여 중탄 복합체를 다양한 조건으로 제조하여 그 특성을 조사하고, 그 특성을 분석함으로써 제지용 충전제로서의 활용 가능성을 평가하고자 한다. 현재 대부분의 인쇄용지 제지공장에서는 와이어 마모도(wire abrasiveness)를 최소화하기 위하여 평균입도가 약 1 μm인 충전제를 사용하고 있다. 이에 강도 저하뿐만 아니라 상대적으로 큰 비표면적 때문에 보다 많은 지력 증가제의 사용이 필요하다. 따라서 본 연구에서는 와이어 마모도가 높아 사용에 제한을 받고 있는 입도가 2 μm 이상인 중탄을 원료로 사용하고, GCC 슬러리의 농도, MFC(micro-fibrillated cellulose) 및 고분자 응집제 투입량을 달리하여 복합체를 제조하고 그 특성을 조사하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서 복합체 제조용으로 사용한 중탄은 T산업에서 2종을 분양받아 실험하였으며, 주요 특성은 Table 1과 같다. MFC 제조용 펄프는 시판용 활엽수 표백 크라프트 펄프를 사용하였으며, 복합체 제조용 고분자 응집제는 S산업(주)에서 분양받아 사용하였고, 그 특성을 Table 2에 나타내었다.
2.2 실험방법
2.2.1 MFC 제조
시판용 활엽수 표백 크라프트 펄프를 손으로 잘게 찢어 물에 하루 저녁동안 침지시켜 충분히 적신 후 실험실용 펄프해리기(L&W, Sweden)로 5분간 해리하고, 펄프 농도를 2%로 조절하여 GCC 제조용 실험실용 그라인더(1,420 rpm)를 이용하여 피브릴화를 실시하였다. 피브릴화를 위하여 직경 0.8 mm의 지르코늄 비드를 사용하였고, 비드와 펄프의 투입 비율은 3:1로 조절하였다. 이와 같이 제조된 MFC는 스크린으로 비드를 걸러낸 후 복합체 제조용으로 사용하였다.
2.2.2 중탄 복합체 제조
중탄 복합체 제조 실험은 다음과 같이 2가지로 나누어 실시하였다. 중탄 복합체 제조 조건에 따른 복합체의 평균입도 변화 측정 및 와이어 마모도 변화를 평가하기 위한 실험으로 나누어 진행되었다.
2.2.2.1 입도 측정용 중탄 복합체의 제조
중탄 복합체를 제조하기 위하여 입도가 다른 2종의 GCC를 이용하여 예비실험을 실시한 결과 GCC 슬러리의 농도가 20%를 초과할 경우 덩어리가 발생되었다. 이에 복합체 제조용 GCC 슬러리 농도를 5, 10 및 20%로 조절하여 중탄 복합체를 제조하고, 수초지를 제조한 후 지필도를 측정하였다. 그 결과, Fig. 1에서 알 수 있는 바와 같이 초지 시 C-PAM 투입량이 높을 경우(0.45%)에 Micro scanner(Optest Equipment Co., Ltd., Canada)로 측정한 결과 지필도가 좋지 않았으며, C-PAM 투입량이 적어질수록(0.2%) 지필도가 좋아지는 것을 확인할 수 있었다(Fig. 2). 또한 제조된 복합체 슬러리의 상태가 균일하게 잘 분산되지 않은 것도 초지 특성에 영향을 미치는 것으로 판단되어 3,000 rpm으로 분산하여 다시 수초지 제조를 시도한 결과 모두 GCC 75F를 사용한 바와 같이 양호한 수초지 제조가 가능하였다. 따라서 중탄 복합체 제조 조건은 이 결과를 근거로 Table 3의 조건으로 정하였다. 예비 실험 결과, 45F와 75F로 제조한 중탄 복합체 사이에 특별한 차이가 관찰되지 않아서 평균 입도가 큰 45F를 이용하여 중탄 복합체를 제조하였다. 중탄 슬러리를 500 rpm으로 계속 교반하면서 Polymer A, MFC, Polymer B의 순으로 투입하여 제조하였으며, 입도가 균일하고 안정적인 복합체 슬러리를 얻기 위하여 3,000 rpm으로 교반한 후 입도분석기(Cilas 1090, France)를 사용하여 입도를 측정하였다.
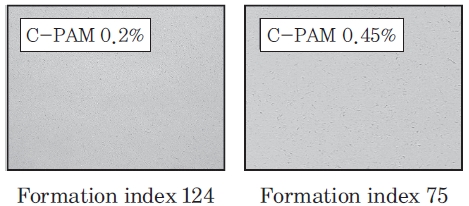
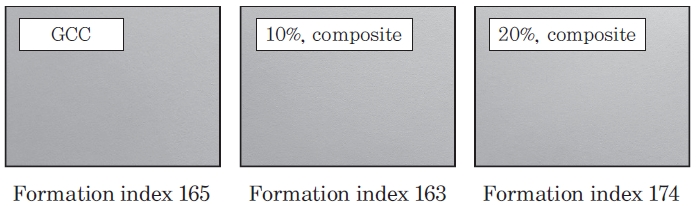
Fig. 2.
Images of handsheets made of GCC (75F) and GCC composites prepared at 10% and 20% GCC slurry.
Table 3.
Manufacturing conditions of GCC composites for control of particle size
(unit: %)
| GCC slurry consistency | MFC dosage* | Polymer dosage* | |||
|---|---|---|---|---|---|
| Polymer | S1 | S2 | S3 | ||
| 5, 10, 20 | 1, 2 | ||||
| B | 0.1 | 0.15 | 0.2 | ||
2.2.2.2 와이어 마모도 측정용 중탄 복합체 제조
와이어 마모도는 기존 백상지 제조용 충전제로 사용되는 75F와 비교하기 위하여 Table 4와 같은 조건으로 45F 복합체와 75F 복합체를 제조하였다. 이때 중탄 슬러리의 농도는 20%, MFC 투입량은 1%로 고정시켰으며, 응집제의 사용량은 Table 4와 같이 두 조건을 적용하였다. 고분자 응집제를 달리 적용한 이유는 75F의 경우 45F보다 평균 입도가 작기 때문에 비표면적이 크므로 응집제 요구량이 클 것으로 판단되었기 때문이다. 와이어 마모도는 4% 농도의 복합체 슬러리 5 L(고형분 200 g)를 NF식 마모도 측정기(Nippon Filcon Co., Ltd., Japan)에 투입하여 50분간 순환시킨 후 bronze wire 무게 감량을 측정하였다.
3. 결과 및 고찰
3.1 중탄 및 중탄 복합체의 입자 형상 비교
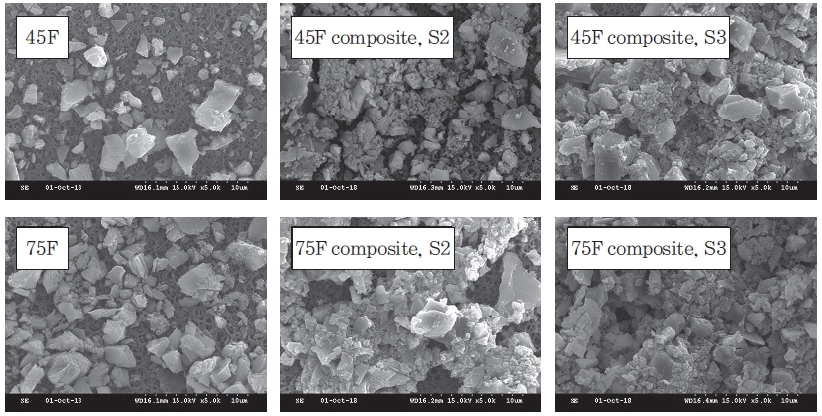
본 연구에 사용된 중탄은 Fig. 3에서 보는 바와 같이 평균 입도가 단지 약 2 μm임에도 불구하고 45F의 경우 75F에 비하여 날카로운 모양을 이루고 있어서 와이어 마모도에 영향을 미치기 때문에 백상지 제조 시 제조 원가가 높은 75F가 사용되고 있다. 이들 2종의 GCC를 이용하여 복합체를 제조한 결과, 입도가 다소 커지면서 뭉툭한 모양을 보여주고 있으므로 와이어 마모도가 감소될 수 있을 것으로 예상되며, 45F와 75F 사이에는 뚜렷한 차이가 관찰되지 않았다.
3.2 중탄 복합체 제조 조건이 복합체의 입도에 미치는 영향
제조된 중탄 복합체의 평균 입도는 Table 5에서 보는 바와 같이 비록 일부 다른 결과를 나타내기는 했지만 대체로 MFC와 고분자 응집제의 투입량이 증가할수록 복합체의 평균 입도가 증가되는 경향을 확인할 수 있었으며, GCC 슬러리의 농도는 뚜렷한 영향을 미치지 않았다. 따라서 복합체의 크기는 MFC와 고분자 응집제 투입량의 조합을 통하여 조절할 수 있을 것으로 판단되었다.
3.3 중탄과 중탄 복합체의 와이어 마모도 비교
제지용 충전제 선정에 있어서 입도, 백색도뿐만 아니라 와이어 마모도는 매우 중요한 기준이 되고 있다. 와이어 마모도가 높게 되면 그만큼 초지용구의 수명이 단축되어 결국 생산성 감소 및 생산 원가 증가의 원인이 될 수 있기 때문이다. 이러한 이유로 충전제의 경우 지필도 및 인쇄 품질을 악화시키지 않는 범위 내에서는 가능한 한 입도가 큰 것을 사용하는 것이 강도 향상, 생산원가 절감 및 생산성 향상에 도움이 될 수 있다. 그러나 현실적으로 와이어 마모도 때문에 입도가 매우 작은 충전제를 사용하고 있다. 본 연구에 사용된 GCC와 제조된 중탄 복합체의 평균 입도와 와이어 마모도를 측정한 결과 Table 6에서 볼 수 있는 바와 같이 평균 입자 크기가 현재 제지공장에서 충전제로 주로 사용되고 있는 75F에 비하여 약 7-12.7배로 커졌음에도 불구하고 와이어 마모도는 113-116 mg으로 현저히 낮은 값을 나타내어 기존 충전제를 충분히 대체할 수 있는 가능성을 지니고 있음을 확인할 수 있었다. 이와 같이 입자 크기가 커짐에도 불구하고 와이어 마모도가 현저히 낮게 나온 것은 Fig. 3에서 볼 수 있는 바와 같이 모양이 뭉툭해지고, 복합체 제조에 사용된 MFC가 완충 역할을 해주었기 때문인 것으로 사료된다.
4. 결 론
펄프 제지 산업에서의 에너지 소비 절감을 목표로 수행한 본 연구에서는 그 일환으로 제지공정 중 종이 물성 및 생산성을 악화시키지 않으면서 충전제의 사용량을 늘리기 위해 중탄 복합체의 제조를 시도하였으며, 충전제 입도 증가 시 문제가 되고 있는 와이어 마모도의 변화와 입도 조절 가능성에 초점을 맞추어 진행하였다.
본 연구에 사용된 중탄의 경우 평균 입도가 단지 약 2 μm로 증가함에도 불구하고 와이어 마모도가 160 mg에서 195 mg으로 증가함을 확인할 수 있었으며, 중탄 복합체 제조 시 평균 입자 크기가 10.26-18.32 μm로 증가함에도 불구하고 와이어 마모도는 113-116 mg으로 현저히 감소되었다. 또한 MFC 및 고분자 응집제 투입량 조절을 통하여 중탄 복합체의 평균 입도 조절이 가능함을 확인할 수 있었으며, 제조된 중탄 복합체를 3,000 rpm으로 분산시켜줌으로써 지필도가 양호한 수초지 제조가 가능함을 확인할 수 있었다.
결론적으로, 중탄 복합체의 제조를 통하여 종이의 강도 감소 문제를 해결하면서 충전제 사용량을 증가시킴으로써 생산성 향상 및 에너지 소비 절감에 크게 기여할 수 있을 것으로 기대된다.
