

1. Introduction
An increasing world population and rising standard of living requires more forest resources and wood-derived products. The emerging bioenergy and biorefineries industry based on lignocellulosic materials can also compete with traditional forest and wood product markets. The depletion of biomass resources has led to increased concerns regarding less-used residual biomass, such as roots and branches.1-3) Residual forest biomass can provide a solution in this respect. Only the trunk has economic value in most wood-harvesting fields, whereas the branches, tops, and roots are discarded.
Most of the root residual biomass is discarded at the cutting site; however, several construction sites, such as roads, golf courses, and building construction sites, should consider the root biomass for preparing level ground. The difficulties in harvesting and processing prevent the large-scale utilization of high-quality fiber, hidden in the stump and roots, in forest industries. Decomposition of residual biomass could lead to uneven stress on roads or buildings. The residual biomass, which could be discarded root, could be washed with water and chipped to biomass resources. A complete tree comprises a merchantable stem, large branches, small branches, and unmerchantable stems or stump and large and small roots. The stump and roots remain in the ground after the stem is cut. The roots include all the side or lateral roots, except the taproot, which is part of the stump.
This study investigates the kraft pulping characteristics of red pine root as a replacement for pine stem wood chip. We compared the chemical composition and pulp strength properties of the stem and root pulps.
2. Materials and Methods
2.1 Materials
Red pine (Pinus densiflora) trunks and roots were collected from a building construction site in Cheongju City, Chungbuk Province, Republic of Korea. They were chipped at a commercial chipping company and hand-screened to less than 10.0 mm thickness for kraft pulping.
2.2 Methods
2.2.1 Kraft pulping
The Kraft pulps were produced by batch cooking with liquor circulation. A 5:1 liquid-to-wood ratio, 18% effective alkali (on Na2O basis), and 30% sulfidity based on oven-dried chips were used. The time required to reach the target temperature (170℃) was 90 min and the. The duration was 70 or 90 min. The reacted wood chips were then washed, disintegrated, screened, and kept in a refrigerator (4℃) for further processing.
2.2.2 Pulp properties
The screen yield, reject content, and Kappa number were measured using the TAPPI standard method. The pulp fiber properties were measured by Morfi Labo (LB-01) for the fiber length and width.
For the pulp strength analysis, the pulp was beaten using a Valley beater to 710-190 mL CSF. Pulp handsheets were then prepared using the TAPPI standard T205 sp-95 with 60 g/m2 basis weight. A handsheet was kept at control temperature and humidity for the paper strength test. Its tensile and tear test was run using a Houndsfield tensile tester and Elmendorf-type tearing testers.
2.2.3 Chemical compositional analysis
For the chemical analysis of the wood chip, wood was grounded to 40-60 mesh milled wood powder. Following the TAPPI standard procedures, acetone and hot water extractions were performed, and the Klason lignin content was measured. The carbohydrate compositional analysis for the woodmeal and kraft pulps was conducted by a nuclear magnetic resonance (NMR) spectroscopic analysis of acid hydrolyzate.4)
2.2.4 Optical microscopic analysis
The stem and root samples were fixed in 2.5% paraformaldehyde for 2 days. The sectioned samples with 15-20 μm thickness were prepared with a sliding microtome. The section samples were stained with 1% saframine solution and dehydrated with 50%, 70%, 90%, and 99.5% ethanol. A light microscope (M30/M20, Olympus, Japan) was used to obtain the microscopic image.
3. Results and Discussion
3.1 Compositional analysis
In the Korean red pine, the hydrophobic extractives contents in the trunk were higher (5.6% by acetone extraction) than those in the root (2.1%). In Pinus sylvestris, the root had higher extractive contents than the trunk by dichloromethane and acetone extraction; however, in Picea abies, the root had more extractives than the trunk.5) From the chemical composition analysis of the trunk and root of the red pine, it was found that the trunk had a 2.7% higher lignin content and 6.3% less polysaccharides than the root (Table 1). The higher lignin content and less polysaccharides could lead to less pulp yield in the chemical pulping process.
3.2 Microscopic analysis of the trunk and root cells
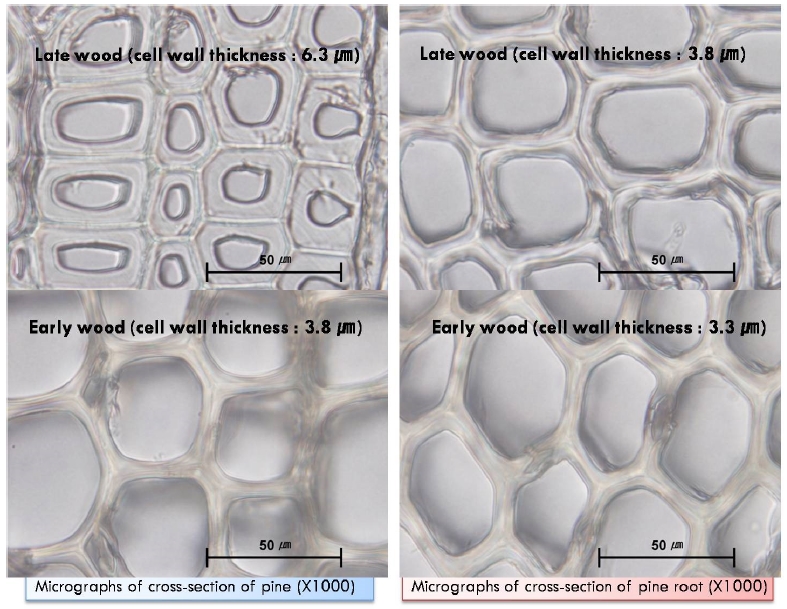
Cell wall thickness is an important factor in the strength of individual fibers. Very thick-walled fibers contribute to the tear resistance of paper. A thick-walled fiber causes bulk because of insufficient formation. In different Salix clones, the cell wall thicknesses of the earlywood and latewood were very similar, approximately 3-4 μm.6)
In the trunk, the earlywood cell showed a greater cell-wall thickness than the latewood cell, but a similar cell wall thickness in the root. The latewood had a thicker cell wall (6.3 μm) than the earlywood (3.8 μm). However, the difference in thickness between the latewood (3.8 μm) and earlywood (3.3 μm) cells was marginal (Fig. 1). In the light microscopic observation of the radial section, a uniseriate ray was observed in the trunk cell and a biseriate ray in the root cell.
Fiber swelling depends on the cell wall thickness in the direction of the lumen. Thinner cell wall fibers were more flexible and easily collapsed in the centrifuge with less water retention value.7) Moreover, the cell wall thickness and fines affect the pulp bleachability. Thinner cell wall fibers were more responsive to oxygen, hydrogen peroxide, ozone, and chlorine dioxide than thicker ones.8)
3.3 Pulp yield and Kappa number
Under the same pulping conditions, the root kraft pulps had a higher screen yield than the trunk (Table 2). The Kappa number was higher in the root kraft pulp than the trunk pulp, but the Klason lignin content was similar to that of the trunk pulps (Table 2). The carbohydrate compositional analysis showed that the root kraft pulps had higher glucomannan and xylan contents than the trunk (Table 3). The galactose-to-mannose ratio was higher in the trunk (0.1:1) than in the root (0.022:1) in the wood chip, but most of the galactose was removed in the kraft pulping process. The cellulose in the root was more degradable than that in the trunk.
Table 2.
Kraft pulping characteristics of the pine trunk and root
| Trunk | Root | ||||
|---|---|---|---|---|---|
| 70 min | 90 min | 70 min | 90 min | ||
| Screen yield (%) | 45.2 | 45.0 | 47.3 | 47.1 | |
| Rejects (%) | 0.1 | 0.1 | 0.3 | 0.1 | |
| Kappa number | 29.3 | 25.7 | 35.7 | 29.2 | |
| Klason lignin (%) | 3.4 | 2.9 | 3.3 | 3.0 | |
Table 3.
Carbohydrate composition of the Korean red pine (Pinus densiflora) trunk and root biomasses and their kraft pulps
The root pulp yield was 2.0% higher than that in the trunk pulp. Xylan in the trunk was more resistant to the alkaline pulping condition than that in the root.
Most of the cellulose in the trunk was resistant to the kraft pulping and remained after pulping (Table 3). However, the cellulose in the root was more vulnerable to the alkaline condition, with less survival than that in the trunks (Table 3).
Xylan in the root had a higher rate of survival than that in the trunk, with 68-74% survival rate in the root (5.0% before pulping and 3.4-3.7% after pulping) and 30-38% in the trunk (6.4% before pulping and 1.9-2.4% after pulping).
Kraft pulping with the trunk and root chips was then compared for birch and maple. The pulp yields for birch were less than 2.0%, with 45.1% from the roots and 46.2% from the trunk. However, for maple, a significant yield difference was found between the roots (36.4%) and trunk (49.8%).9)
3.4 Fiber analysis
The kraft pulp from the trunk had longer and thinner fibers than that from the root pulp (Table 4). In terms of average weighted length, a trunk pulp fiber was 2.2 mm and longer than a root pulp fiber (2.1 mm). The average width was 30.3-30.9 μm for the trunk fiber and 32.8-32.9 μm for the root.
Table 4.
Fiber width distribution of the pine and pine root kraft pulps
The fiber characteristics significantly influence the mechanical properties of paper products. A high correlation exists between the fiber length and tear index in both hardwood and softwood.10-13) The tensile and tear strengths of a paper sheet in weakly bonded sheets increase with the fiber length.14,15)
3.5 Strength properties
The trunk pulp showed a higher freeness value than the root pulp from the unbeaten stage to 30 min of beating (Fig. 2). The trunk pulp had longer and thinner fibers than the root pulp, which contributed to a better beating response. The longer Korean yellow poplar pulp had higher strength than the imported eucalyptus pulp.16)
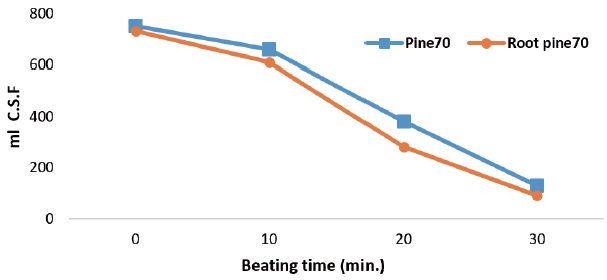
Fig. 2.
Difference in freeness of the trunk and root kraft pulps made from the Korean red pine (Pinus densiflora).
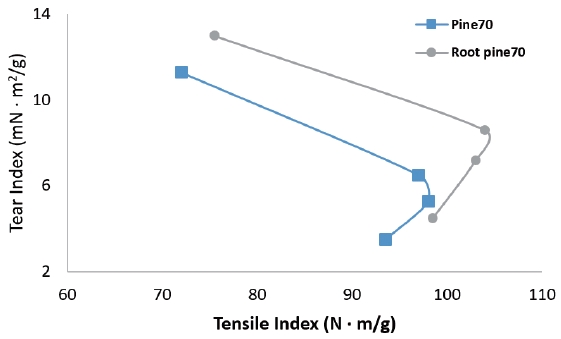
The trunk pulp showed strength than the root pulp as tensile strength and tear index as shown in Fig. 3. A higher xylan content in the pulp contributed to a higher tensile strength with higher uronic acid content in xylan.17) Even though the root pulp had higher xylan content than the trunk pulp, the strength properties were inferior. In this case, the fiber morphological properties contribute more to strength than the chemical composition from the higher xylan content.
4. Conclusions
The chemical compositional analysis showed that the root biomass had lower Klason lignin content and higher polysaccharide content than the trunk biomass. Meanwhile, the carbohydrate compositional analysis illustrated that the root biomass showed higher cellulose and glucomannan contents, but lower xylan content than the trunk biomass. In the galactose-to-mannose ratio of (galacto)glucomannan, the trunk biomass had five times more galactose than the root biomass (i.e., 0.1:1 in the trunk and 0.02:0.1 in the root). In terms of anatomical features, the cell wall thickness in the earlywood was not significantly different (3.8 μm for the trunk cell and 3.3 μm for the root cell). In contrast, that in the latewood was significantly different, with 6.3 μm for the trunk cell and 3.8 μm for the root cell. In light microscopic observation of the radial section, a uniseriate ray in the trunk cell and a biseriate ray in the root cell was observed.
In the kraft pulping, the trunk biomass showed a better response than the root in terms of the Kappa number under the same pulping condition. With respect to fiber morphology, the trunk fiber was longer (2.2 mm) and thinner (30.6 μm) than the root fiber (2.1 mm and 32.9 μm). In terms of the polysaccharide loss during the kraft pulping, xylan in the trunk and cellulose in the root was more easily attacked by the pulping chemicals. However, glucomannan was the weakest component in the kraft pulping. The root fiber showed better response to beating, but lower fiber strength based on the tensile-tear plotting.
