

1. 서 론
셀룰로오스는 바이오매스로부터 얻을 수 있는 가장 풍부한 고분자 물질로 기계적 특성이 우수하며, 밀도가 낮을 뿐만 아니라 생분해성 등 다양한 장점을 가지고 있어 다양한 분야에서 활용되어지고 있다. 셀룰로오스는 현재까지 목재섬유로부터 주로 제조되어져 왔으나, 최근 들어 자원절감 및 환경적 차원에서 비목재 섬유 기반의 셀룰로오스 섬유에 대한 관심이 높아져 왔다.1,2)
우리나라 한지는 목재펄프로 제조한 기계지에 비해 물리적 특성이 우수한데 이는 제법과 원료의 차이에서 기인한다. 한지의 섬유 원료인 닥나무 인피섬유는 목재 펄프 섬유에 비해 분자량이 높고, 섬유장이 길며, 리그닌 함량이 낮아 고품질의 셀룰로오스 제조가 용이하다.3-5) 닥섬유를 제조하기 위한 전통 증해 방법은 초본류, 목재 등을 연소시켜 얻은 잿물로 닥나무를 증해하여 셀룰로오스 섬유를 추출하는 방법이다. 전통 잿물은 대부분 칼륨계로 탄산칼륨이 주성분이기 때문에 인피섬유의 온화한 증해가 가능하다.6) 또한 현대 증해법보다 저온에서 섬유화하여 고중합도의 셀룰로오스 섬유 제조가 가능하다.6) 반면 목재 섬유는 소다펄프화법과 크라프트 펄프화법 등의 현대 증해법에 의해 제조되는데, 전통 증해 약품보다 알칼리도가 높은 나트륨계 약품이 사용되며 고온, 고압에서 증해된다. 특히 비목재펄프화에 주로 사용되는 소다펄프화법의 경우 고온에서 장시간 펄프화하기 때문에 셀룰로오스의 분해가 발생되어 저중합도의 셀룰로오스가 제조되며 수율 또한 낮다.7-11) 이에 칼륨계 증해 약품 중 하나인 수산화칼륨에 대한 증해 적용성 평가를 위한 연구들이 진행된 바 있다.12,13) 그러나 아직까지 기초 연구단계로 칼륨계 증해 시 이들이 분자량 등 섬유의 품질에 미치는 영향에 대한 연구는 거의 이루어진 바 없으며, 저온 증해 등 전통 증해기법에 대한 연구 또한 거의 이루어진 바 없다.
이에 본 연구에서는 전통 증해기법인 저온증해 및 칼륨계 약품을 사용하여 고중합도 셀룰로오스를 가지는 닥인피섬유 제조가 가능한지를 평가하고자 하였다. 이를 위해 현대증해 약품인 NaOH와, 전통 증해액의 주성분인 KOH를 사용하여 닥 인피를 저온 증해하고, 펄프화 특성에 미치는 영향을 비교하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 닥나무 인피섬유로 안동에서 백닥을 구매하여 공시재료로 사용하였다. 닥나무 인피섬유의 리그닌 함량(클라손 리그닌)은 약 5%였다. 또한 수산화칼륨(potassium hydroxide, KOH, Daejeong, analytical grade, Korea)과 수산화나트륨(sodium hydroxide, NaOH, Daejeong, analytical grade, Korea)을 증해약품으로 사용하였으며, 셀룰로오스 섬유의 점도분석을 위해 1 M 에틸렌디아민구리 용액(1 M copper(II) ethylenediamine solution, CED, C4H18CuN4O2, Daejeong, analytical grade, Korea)을 사용하였다.
2.2 실험방법
2.2.1 닥나무 인피섬유 증해
닥나무 인피섬유를 증해하기 위해 닥나무 인피섬유를 50 mm 크기로 칩핑(chipping) 하였다. 증해 효율을 개선시키기 위해서, 백닥 칩을 유리 광구병에 넣고, 증류수를 첨가하여 백닥 칩의 고형분 함량을 10%로 조절한 다음, 유리 광구병을 40°C로 조절된 디지털 항온수조에 넣고 12시간 동안 닥나무 인피섬유를 선 팽윤하였다. 이 후 팽윤된 닥나무 인피섬유에 칼륨계 증해 약품인 수산화칼륨, 나트륨계 증해 약품인 수산화나트륨을 각각 첨가하고 Table 1의 조건에 따라 증해하였다.
Table 1.
Pulping conditions of paper mulberry bast fiber
| Conditions | Pulping process | |
|---|---|---|
| Pulping chemicals | NaOH | KOH |
| Chemical dosages (% on oven-dried fiber) | 15, 20, 25 | 25, 30, 35 |
| Max. cooking temperature (°C) | 100 | 120* |
| Cooking time (hrs) | 1, 2, 3 | 4 |
| Ratio of liquor to fiber | 10:1 | |
2.2.2 증해 후 닥나무 인피섬유의 정선 수율 분석
증해 후 닥나무 인피섬유의 정선 수율을 분석하기 위해서 증해한 펄프를 200 mesh 스크린을 이용하여 증해된 섬유를 세척하고 핀셋을 이용하여 미증해된 오버사이즈 섬유를 제거한 후 증해된 섬유의 전건무게(B)를 분석하여 Eq. 1에 따라 정선 수율을 계산하였다.
여기서, A: 증해 전 닥나무 인피섬유의 전건무게(g), B: 증해 후 정선된 닥나무 인피섬유의 전건무게(g).
2.2.3 닥나무 인피섬유의 리그닌 함량 분석
증해 시 탈리그닌율을 평가하기 위해 TAPPI Method 236에 의거하여 증해 전후 닥나무 인피섬유의 카파값을 측정하였으며, Eq. 2에 따라 탈리그닌율을 계산하였다.
여기서, A: 증해 전 닥나무 인피섬유의 카파값, B: 증해 후 닥나무 인피섬유의 카파값.
2.2.4 닥나무 인피섬유의 점도 및 중합도 분석
증해 시 닥나무 인피섬유의 셀룰로오스 분해 유무를 평가하기 위해 TAPPI Method 254에 의거하여 증해 전 후 닥나무 인피섬유의 셀룰로오스 점도를 분석하였으며, Eq. 3(Mark-Houwink equation)에 따라 중합도를 환산하였다.
여기서, η: 고유 점도, DP: 중합도, K와 a: 상수(CED 용매에서의 셀룰로오스 점도와 관련한 경험상수).
3. 결과 및 고찰
3.1 나트륨계 증해 약품을 이용한 닥나무 인피섬유의 저온 증해
비목재 섬유의 증해를 위해 주로 사용되는 현대 증해 약품인 수산화나트륨을 첨가하여 닥나무 인피섬유의 저온증해를 실시한 후 각 조건에 따른 닥나무 인피섬유의 카파값 및 탈리그닌율을 분석한 결과를 Figs. 1과 2에 나타냈다. Fig. 1에서 보는 바와 같이 수산화나트륨을 첨가하여 저온 증해를 실시한 결과 카파값이 7 이하(클라손 리그닌 환산치 1% 이하)로 비교적 온화한 온도인 100°C에서의 저온 증해에 의해서도 리그닌 함량이 낮은 닥나무 인피섬유 제조가 가능함을 확인할 수 있었다. 탈리그닌율을 계산한 결과 미증해한 시료 대비 약 80% 정도의 리그닌이 제거되는 것으로 나타났다. 그러나 실험한 조건 내에서, 반응시간 및 수산화나트륨 처리농도에 따른 카파값 및 탈리그닌율에 대한 차이의 거의 발생되지 않았다.
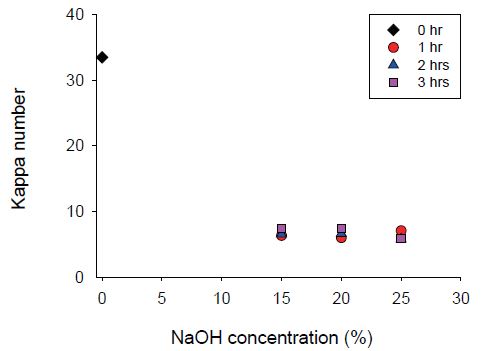
Fig. 1.
Changes in Kappa number of paper mulberry bast fibers as a function of NaOH concentration and reaction time (Pulping temp. = 100°C).
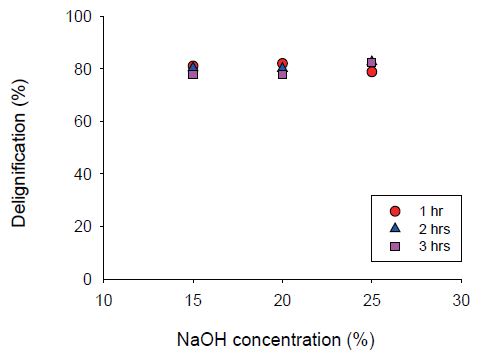
Fig. 2.
Changes in delignification of paper mulberry bast fibers as a function of NaOH concentration and reaction time (Pulping temp. = 100°C).
저온에서의 소다 증해 시 첨가한 수산화나트륨 농도 및 반응시간에 따른 닥나무 인피섬유의 정선 수율을 측정한 결과는 Fig. 3에 나타냈다. 그림에서 볼 수 있듯이 각 처리조건에 따른 닥나무 인피섬유의 정선 수율은 미증해한 시료 대비 약 55%로 나타났다.
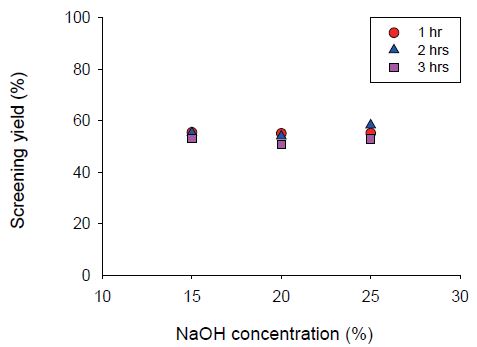
Fig. 3.
Changes in screening yield of paper mulberry bast fibers as a function of NaOH concentration and reaction time (Pulping temp. = 100°C).
이와 같은 결과들로 볼 때 저온에서의 소다 증해를 통해 닥나무 인피섬유의 섬유화가 가능한 것으로 판단된다.
3.2 칼륨계 증해 약품을 이용한 닥나무 인피섬유의 저온 증해
닥나무 인피 증해를 위해 사용되는 전통 증해 약품인 육재의 주성분인 칼륨계의 수산화칼륨을 첨가하여 이전의 소다펄핑 조건과 동일한 조건(25% KOH, 100°C, 2시간)에서 닥나무 인피섬유의 저온 증해를 실시한 결과, 섬유가 미증해되었다. 이에 나트륨계 펄핑 시보다 높은 온도인 120°C에서 보다 긴 시간인 4시간 동안 수산화칼륨 첨가량을 달리하여 닥나무 인피섬유의 저온 증해를 실시한 후 닥나무 인피섬유의 카파값 및 탈리그닌율을 분석한 결과를 Figs. 4와 5에 나타냈다. Fig. 4에서 보는 바와 같이 수산화칼륨을 첨가하여 저온 증해(120°C, 4시간)를 실시한 펄프의 카파값이 6 이하(클라손 리그닌 환산치 0.9% 이하)로 25% 수산화나트륨을 첨가하여 100°C에서 2시간 동안 소다 증해한 섬유와 유사한 카파값을 가졌다. 이러한 결과로 볼 때 비교적 온화한 온도인 120°C의 저온에서 전통 증해 약품인 수산화칼륨을 이용하여 리그닌 함량이 낮은 닥나무 인피섬유 제조가 가능함을 확인할 수 있었다. Fig. 5에서 보는 바와 같이 탈리그닌율은 미증해한 시료 대비 약 80% 내외로 나트륨계 증해의 탈리그닌율과 유사하여 전통 증해 약품인 수산화칼륨을 이용한 저온 증해 시에도 리그닌 제거효율이 우수하였다. 수산화칼륨에 첨가량에 따른 카파값 및 탈리그닌율의 차이는 거의 나타나지 않았다.
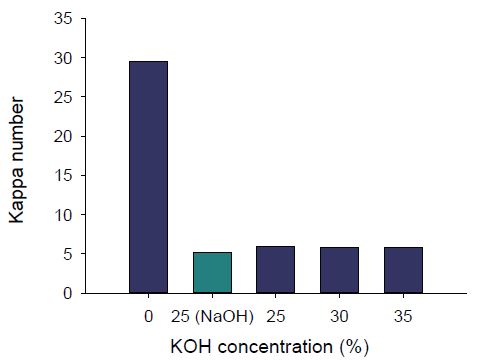
Fig. 4.
Changes in Kappa number of paper mulberry bast fibers as a function of KOH concentration during KOH pulping at 120°C for 4 hours (NaOH pulping: 25% NaOH, 100°C, 3 hours).
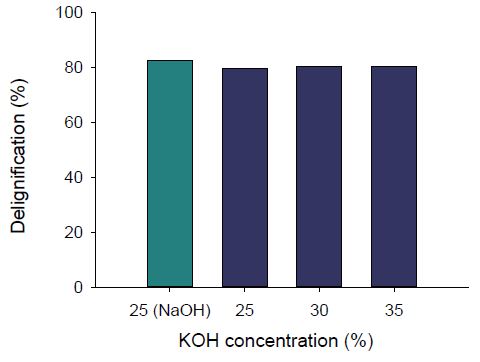
Fig. 5.
Changes in delignification of paper mulberry bast fibers as a function of KOH concentration during KOH pulping at 120°C for 4 hours (NaOH pulping: 25% NaOH, 100°C, 3 hours).
수산화칼륨을 이용한 저온 증해 시 닥나무 인피섬유의 점도 및 중합도를 분석한 결과를 Figs. 6과 7에 나타냈다. 상기 기술된 바와 같이 수산화칼륨과 수산화나트륨을 이용한 저온 증해 시 유사한 탈리그닌율을 가지는 것으로 나타났는데, Fig. 6에서 보는 바와 같이 수산화칼륨을 첨가한 경우의 섬유 점도는 50 cP 내외로 수산화나트륨을 첨가하여 증해한 섬유의 점도(30 cP)보다 높게 나타났다. Fig. 7에서 보는 바와 같이 수산화칼륨을 첨가하여 증해한 섬유 셀룰로오스의 중합도 역시 13,000 내외로 수산화나트륨을 첨가하여 증해한 섬유의 중합도(7,500)보다 높았다. 전통 증해 약품인 수산화칼륨을 사용할 경우 현대 증해 약품인 수산화나트륨을 사용할 경우보다 높은 고중합도 셀룰로오스를 가지는 닥나무 인피섬유 제조가 가능한 것으로 나타났다. 즉, 전통 증해 약품인 수산화칼륨을 사용한 경우의 셀룰로오스 분해율이 현대 증해 약품인 수산화나트륨을 사용한 경우보다 낮은 것으로 판단된다. 그러나 수산화칼륨의 첨가량이 증가할수록 섬유 점도 및 중합도가 감소되었다.
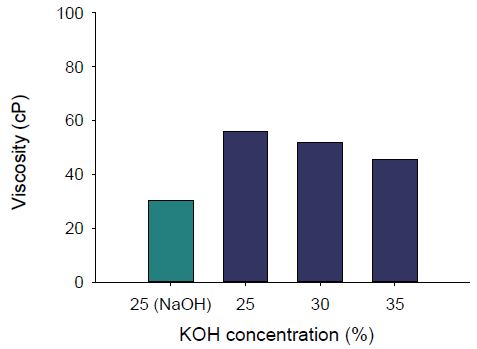
Fig. 6.
Changes in viscosity of paper mulberry bast fibers as a function of KOH concentration during KOH pulping at 120°C for 4 hours (NaOH pulping: 25% NaOH, 100°C, 3 hours).
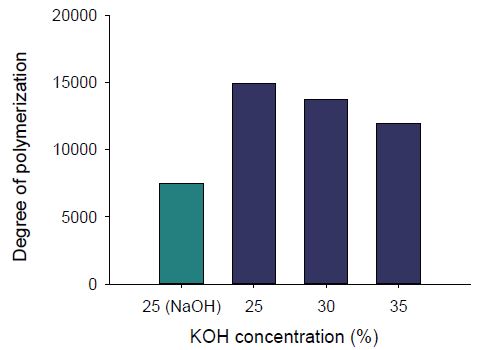
Fig. 7.
Changes in degree of polymerization of paper mulberry bast fibers as a function of KOH concentration during KOH pulping at 120°C for 4 hours (NaOH pulping: 25% NaOH, 100°C, 3 hours).
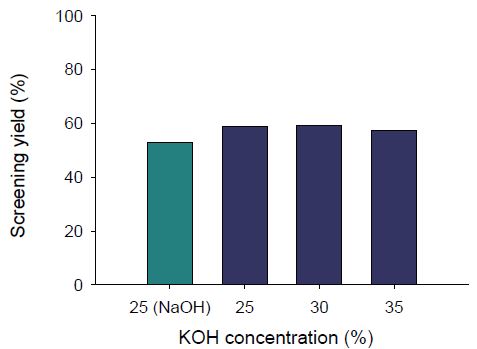
Fig. 8은 저온 증해 시 수산화칼륨 첨가량에 따른 정선수율을 측정한 결과이다. 수산화칼륨을 첨가한 경우의 정선 수율이 57% 이상으로 수산화나트륨을 첨가한 경우보다 약 5% 정도 정선 수율이 높게 나타났다. 이러한 결과는 점도 및 중합도의 결과와 상응하는 결과로 증해 시 셀룰로오스 섬유의 분해 즉 손실이 보다 적게 발생된 것에 기인한 결과로 볼 수 있다. 수산화칼륨의 첨가량에 따른 정선 수율은 첨가량이 증가될수록 소폭 감소하였으나 그 차이는 미미하였다.
4. 결 론
전통 한지의 증해 약품으로 사용되는 육재의 주성분인 칼륨계 증해 약품인 수산화칼륨을 이용한 저온 증해가닥나무 인피섬유의 탈리그닌율 및 중합도에 미치는 영향을 평가한 결과 다음과 같은 결론을 얻을 수 있었다.
수산화칼륨을 이용한 저온 증해 시, 수산화나트륨을 이용하여 저온 증해한 경우와 유사한 리그닌 제거율이 나타났다. 전통 증해 약품인 수산화칼륨을 이용한 저온증해 기법을 사용하여 닥나무 인피의 펄프화가 가능하다고 판단된다. 특히 유사한 탈리그닌율을 가지는 섬유 제조 시 전통 증해 약품인 수산화칼륨을 사용한 경우의 섬유 점도 및 중합도가 현대 증해 약품인 수산화나트륨을 사용한 경우보다 높게 나타났다. 따라서 전통 증해 약품인 수산화칼륨을 이용한 저온 증해법을 적용하여 고중합도 셀룰로오스를 가지는 닥나무 인피섬유 제조를 제조하는 것이 가능할 것으로 판단된다.
