

1. 서 론
최근 제지업계에서는 원가경쟁력 확보 및 시장 변화에 대응하기 위해 무기 충전제의 함량 증가, 폐지 사용량 증대, 비목재 펄프의 사용 등과 같이 목재 펄프의 대체자원 탐색에 주력하고 있다.1) 대체자원으로 활용되는 비목재 펄프는 주로 삼, 마, 닥 등이 있으며, 이 중 삼 인피섬유를 활용한 다양한 연구가 계속되고 있다. Correia 등2)은 삼 인피섬유의 알칼리 처리를 통해 종이에 대한 적용 가능성을 확인하였으며, Kamat 등3)은 대마의 펄프화 및 특성을 분석하여 특수지로서의 개발 가능성을 연구하였다. 기계지가 개발되기 이전에 종이의 원료로 주로 사용되었던 비목재 펄프 중 하나인 삼 인피섬유는 목재섬유에 비해 셀룰로오스 함량이 높고 리그닌 함량이 낮은 특성을 지닌다. 또한 섬유장이 길고 세포벽이 두꺼우며 유연성이 적어 강도 및 내구성이 좋은 종이를 제조할 수 있다.4-6) 그러나 삼섬유는 기존의 표백 크라프트 펄프(bleached kraft pulp)에 준하는 광학적 성질을 만족하지는 못하며, 이를 개선하기 위해서는 복잡한 단계의 표백 과정을 거쳐야만 한다. Kim 등7)은 이산화염소 3단 표백을 실시하여 삼 인피섬유를 활용한 보존용지 개발 가능성을 연구하였으며 활엽수 표백 크라프트 펄프(hardwood bleached kraft pulp)와 혼합하여 수초지를 제조한 결과 삼 인피섬유의 혼합율이 증가함에 따라 백색도 값이 약 80%로 감소하는 경향을 보였다. 또한 Danielewicz 등8)은 삼섬유 및 크라프트 펄프 등의 수종에 따른 이산화염소 표백과 과산화수소 표백 등을 실시하여 백색도 등의 광학적 특성을 측정한 결과, 표백 시 이산화염소의 농도를 3%로 투입하여 약 90%의 백색도 값을 얻을 수 있었다. Correia 등9)은 삼섬유에 알칼리성 과산화수소 표백을 적용하여 삼섬유의 펄프 특성, 강도적 특성 등을 연구하여 캐나다 제지 업계에서 삼섬유의 적용 가능성을 확인하였다. 또한, Camarero 등10)은 삼 인피섬유, 케나프(Hibiscus cannabinus L.) 및 주트(Corchorus capsularis L.)에 과산화수소 표백을 적용 후 펄프 특성 및 광학적 특성 등을 연구하였으며 스페인 제지 업계에서 삼섬유와 같은 비목재 펄프의 적용 가능성을 확인하였다.
이와 같이 삼섬유의 표백 연구는 대체자원으로서의 가능성을 확인할 뿐만 아니라 국내 농가의 신수요 창출의 기회로 작용할 수 있다. 국외의 경우 삼, 케나프, 주트 등의 비목재 펄프의 표백에 관한 연구가 활발히 진행되고 있고, 다양한 분야에서의 적용가능성을 탐색하고 있는 반면 국내에서는 표백 자체에 관한 연구조차 소수에 의해서만 진행되고 있으며 비목재 섬유와 관련된 연구는 더욱 더 부족한 실정이다.
따라서 본 연구에서는 목재펄프의 대체자원으로서 광학적 특성이 우수한 삼 인피섬유를 제조하기 위해 이산화염소 표백을 실시하였으며 다단표백의 조건을 달리하여 각각의 표백 단에 따른 광학적 특성을 평가하고자 하였다. 이를 위해 비목재 섬유인 삼 인피섬유를 증해하여 펄프를 제조하고, 표백 단을 변화시켜 표백 후 수초를 실시하여 광학적 성질 및 물리적 성질을 비교·분석하였다.
2. 재료 및 방법
2.1 공시재료
펄프 시료는 삼 인피섬유(hemp bast fiber, 충남 당진시)를 사용하였으며, 증해 및 표백 시약으로 수산화나트륨(sodium hydroxide, NaOH, analytical reagent)과 이산화염소(chlorine dioxide, ClO2, analytical reagent)를 사용하였다. 본 연구에서 사용된 이산화염소 수용액의 농도는 3.54%이었다.
2.2 실험방법
2.2.1 삼 인피섬유 증해
삼 인피섬유의 증해를 위해 증해 전 삼 인피섬유를 길이 10 mm로 칩핑(chipping)하였으며, 펄핑 효율을 개선하기 위해 칩 농도 10%, 물 온도 40℃에서 4시간 동안 팽윤 처리하였다. 삼 인피섬유는 Table 1의 조건으로 소다 펄핑을 실시하였고 증해된 삼 인피섬유는 스크린 처리를 통해 정선하였다.
2.2.2 표백
삼 인피섬유 증해 후 삼 인피섬유 표백 시 이산화염소의 농도는 Table 2의 조건으로 각각 3단 표백과 5단 표백을 실시하였다. 표백 시 온도는 70℃에서 실시하였다.
2.2.3 카파값 및 점도 측정
삼 인피섬유 표백 시 각각의 표백 단에 따른 탈 리그닌율을 비교분석하기 위해 TAPPI Standard T 236 om-99의 방법으로 카파값을 측정하였다. 또한 셀룰로오스의 분해 정도를 비교분석하기 위해 TAPPI Standard T 230 om-99의 방법에 의해서 점도를 측정하였다.
3. 결과 및 고찰
3.1 탈 리그닌 효율
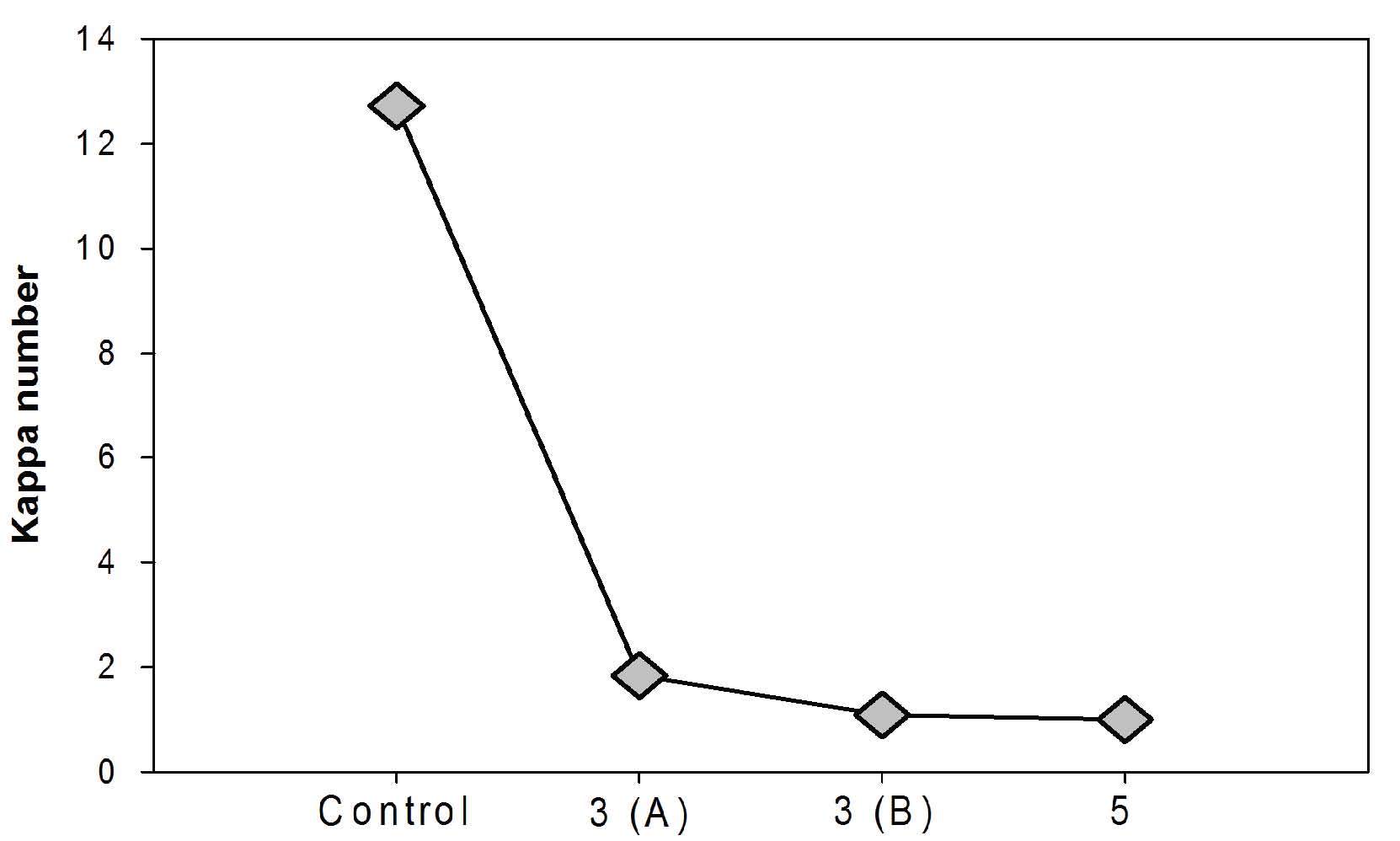
삼 인피섬유의 표백 처리 단계에 따른 카파값의 측정 결과를 Fig. 1에 나타내었다. 표백 단이 증가할수록 리그닌 제거 효율이 높은 경향을 보였으며 3단 표백에 있어 동일한 양의 이산화염소를 투입하였을 때, D1의 농도가 더 높은 3(B)조건(1.09)이 3(A)조건(1.84)보다 더 낮은 카파값을 나타내는 것을 확인할 수 있었다. D1단계의 이산화염소 농도가 높을 경우 탈 리그닌이 보다 많이 이루어지기 때문에 이 후 D2단계에서 제거해야할 리그닌 함량이 낮아지므로 탈 리그닌효율이 개선되는 것으로 사료된다. Torres 등11)과 Miao 등12)은 이산화염소 표백 시 D1단의 농도가 높아질수록 탈 리그닌 효과가 개선되었다고 보고하였다.
3.2 셀룰로오스 분해 특성
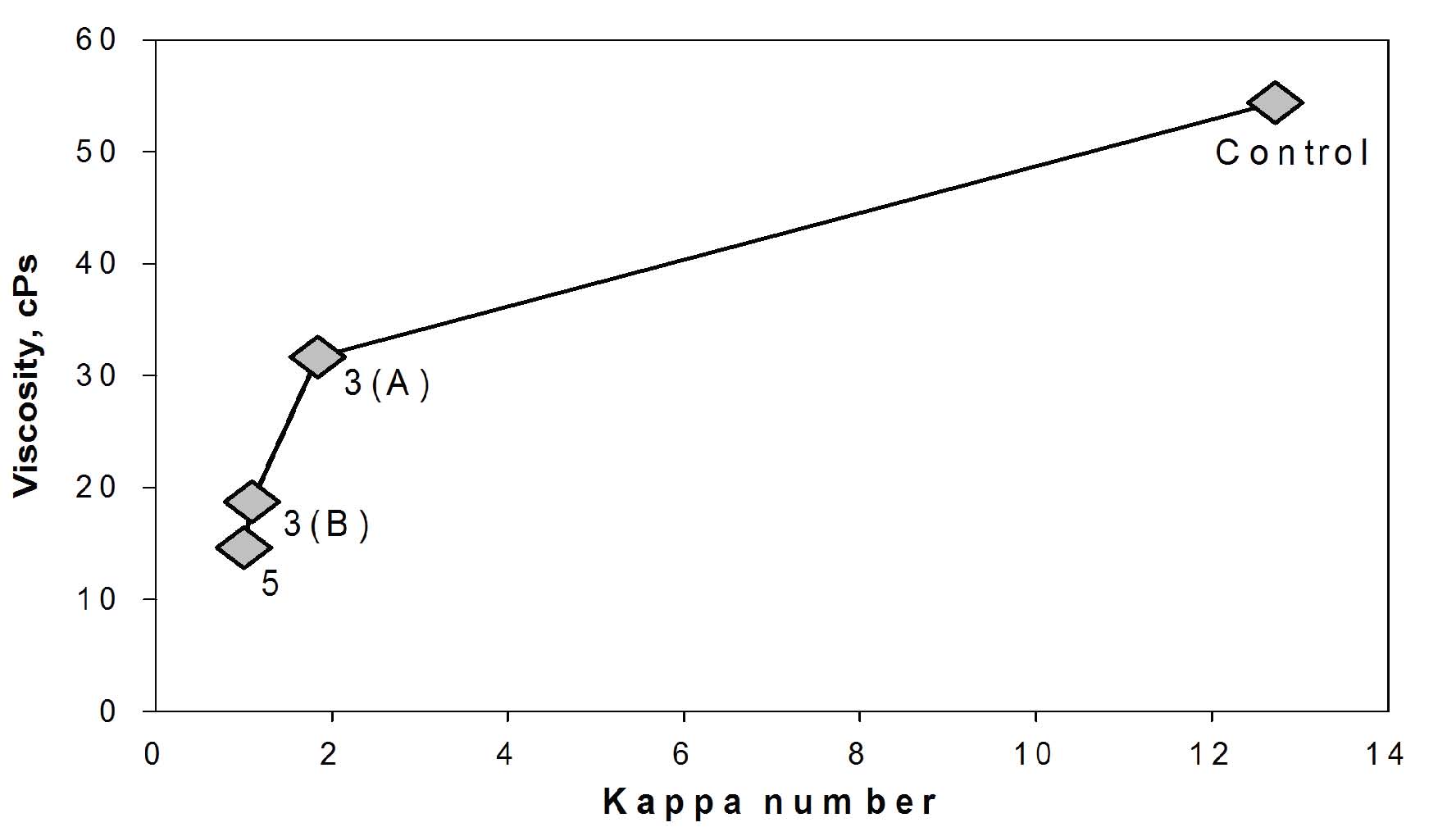
삼 인피섬유의 표백 처리 단계에 따른 점도 측정 결과를 Fig. 2에 나타내었다. 그림에서 보는바와 같이 탈리그닌효율이 증가할수록 셀룰로오스의 점도가 감소되었다. 즉, 셀룰로오스의 분해가 발생되는 것으로 나타났다. 특히, D1단의 이산화염소 농도를 증가시키거나 표백단계를 증가시킬 경우 감소 경향이 보다 높게 나타났다. 일반적으로 이산화염소는 강한 친전자 표백 시약으로 표백 과정에서 리그닌뿐만 아니라 셀룰로오스의 분해를 일으킨다. Miao 등12)은 표백 농도가 증가할수록 셀룰로오스의 분해가 촉진된다고 보고하였다. 따라서 추후 삼 인피섬유의 이산화염소 표백 시 셀룰로오스의 분해를 최소화시키는 추가 연구가 필요할 것으로 판단된다.
3.3 수초지 특성
3.3.1 광학적 특성
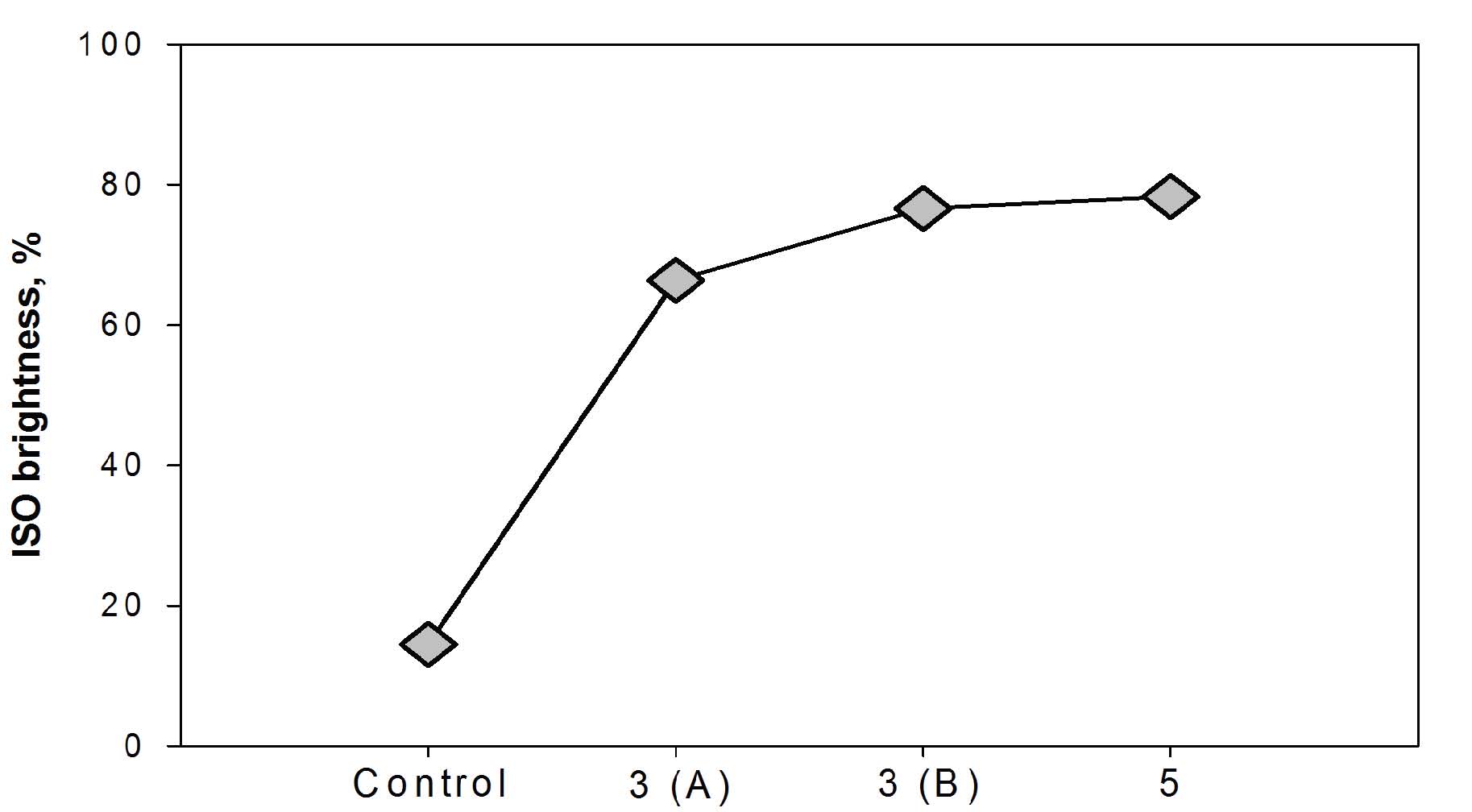
이산화염소 표백 조건에 따른 삼 인피섬유 수초지의 광학적 특성 변화 분석을 위해 백색도, 색도(L*, a*, b*) 및 색차(ΔE) 등을 분석한 결과는 다음과 같다. 먼저 Fig. 3에서 보는 바와 같이, 백색도의 경우 DED 3단 표백 시 3(B)조건(76.62%)이 3(A)조건(66.38%)보다 백색도가 높게 나타났다. 즉, D1단의 농도가 높을수록 백색도가 보다 증가하는 경향을 나타냈다. 또한 5단 표백한 펄프의 백색도(78.31%)가 3단 표백한 펄프의 백색도(76.62%)보다 높게 나타났으나 그 차이는 크게 나타나지 않았다. Miao 등12)과 ATES 등13)은 삼 섬유의 이산화염소 표백 시 D1단의 농도를 달리하여 표백 후 백색도를 측정한 결과, D1단의 농도가 높을수록 더 높은 백색도를 얻을 수 있다고 보고하였다.
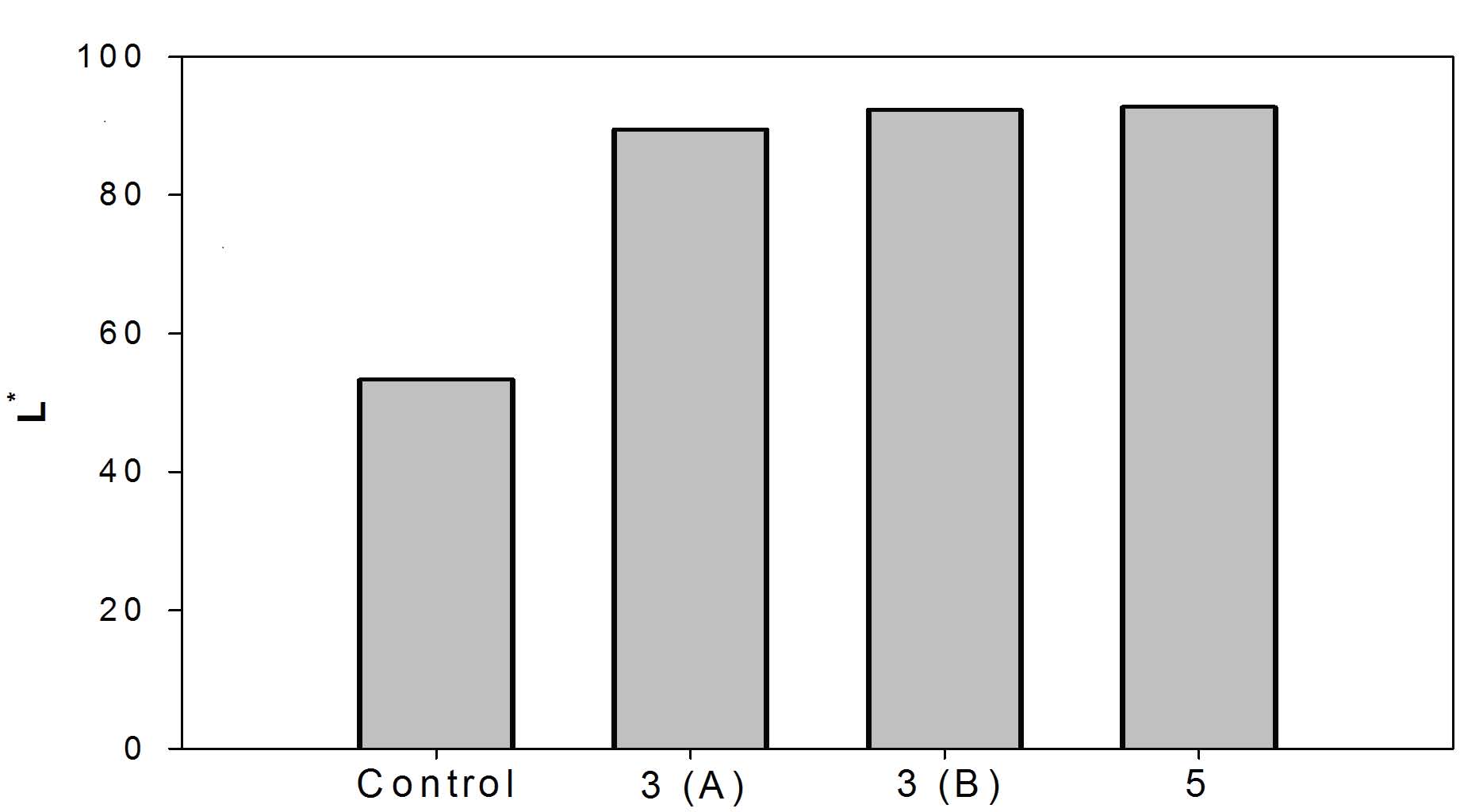
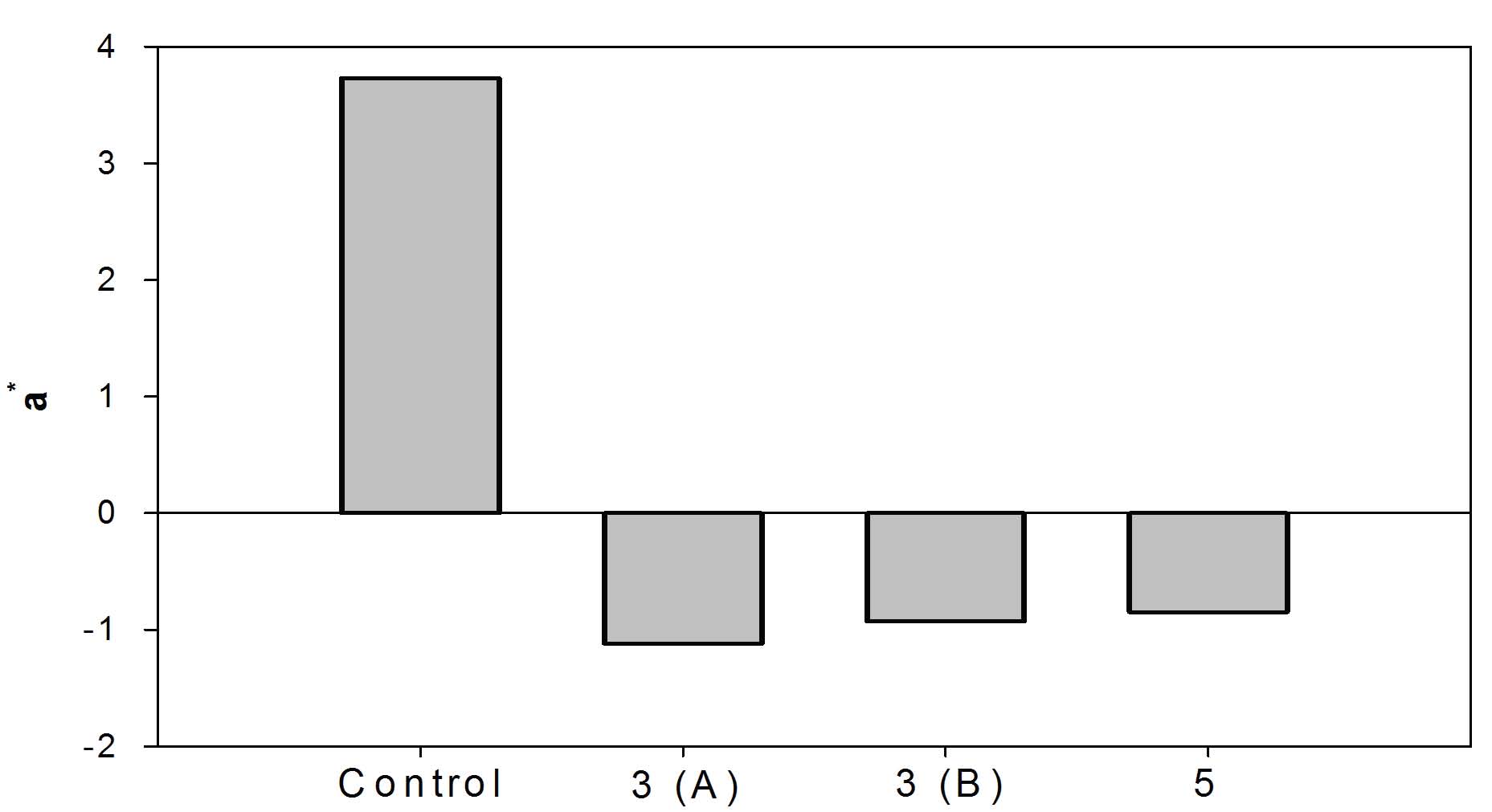
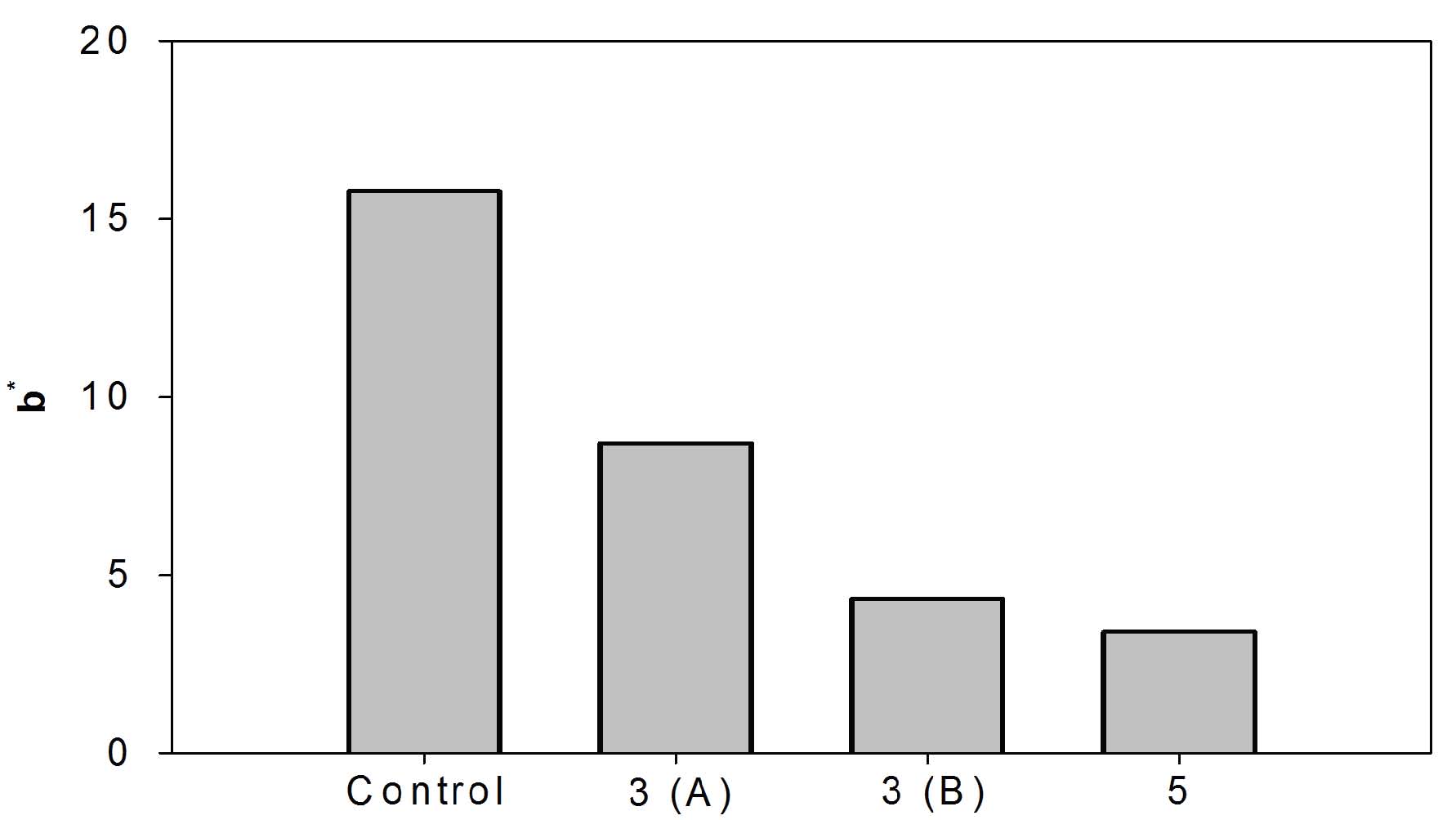
이산화염소 표백 조건에 따른 삼 인피섬유 수초지의 색도(L*, a*, b*) 변화는 Figs. 4-6에 나타내었다. Fig. 4에서 보는바와 같이 백색도와 마찬가지로 DED 3단 표백 시 D1단의 농도가 높을수록 보다 높은 L*을 나타냈다. 또한, 5단 표백(92.72)이 3단 표백(92.35)보다 높게 나타났으나, 그 차이는 크게 나타나지 않았다. a*값은 이산화염소 표백에 의해 모두 감소하는 경향을 나타내었다(Fig. 5). 그러나 백색도, L*값, b*값 등과 달리 DED 3단 표백 시 D1단의 농도가 높을수록 그 감소율이 낮게 나타났다. 또한 5단 표백(-0.85)보다 3단 표백(-0.93)의 경우 a*값의 감소율이 적게 나타났다. a*값은 붉은색을 대변하는 값으로, 결과적으로 리그닌 제거 효율이 높을수록 붉은색 계통의 착색구조의 제거는 용이하지 않은 것으로 보인다. b*값은 Fig. 6에서 보는 바와 같이 백색도와 마찬가지로 DED 3단 표백 시 D1단의 농도가 높을수록 b*값의 감소가 보다 높게 나타났다. 또한 5단 표백 조건(3.41)이 3단 표백 조건(4.34)보다 감소폭이 높게 나타났으나, 그 정도는 큰 차이가 없었다.
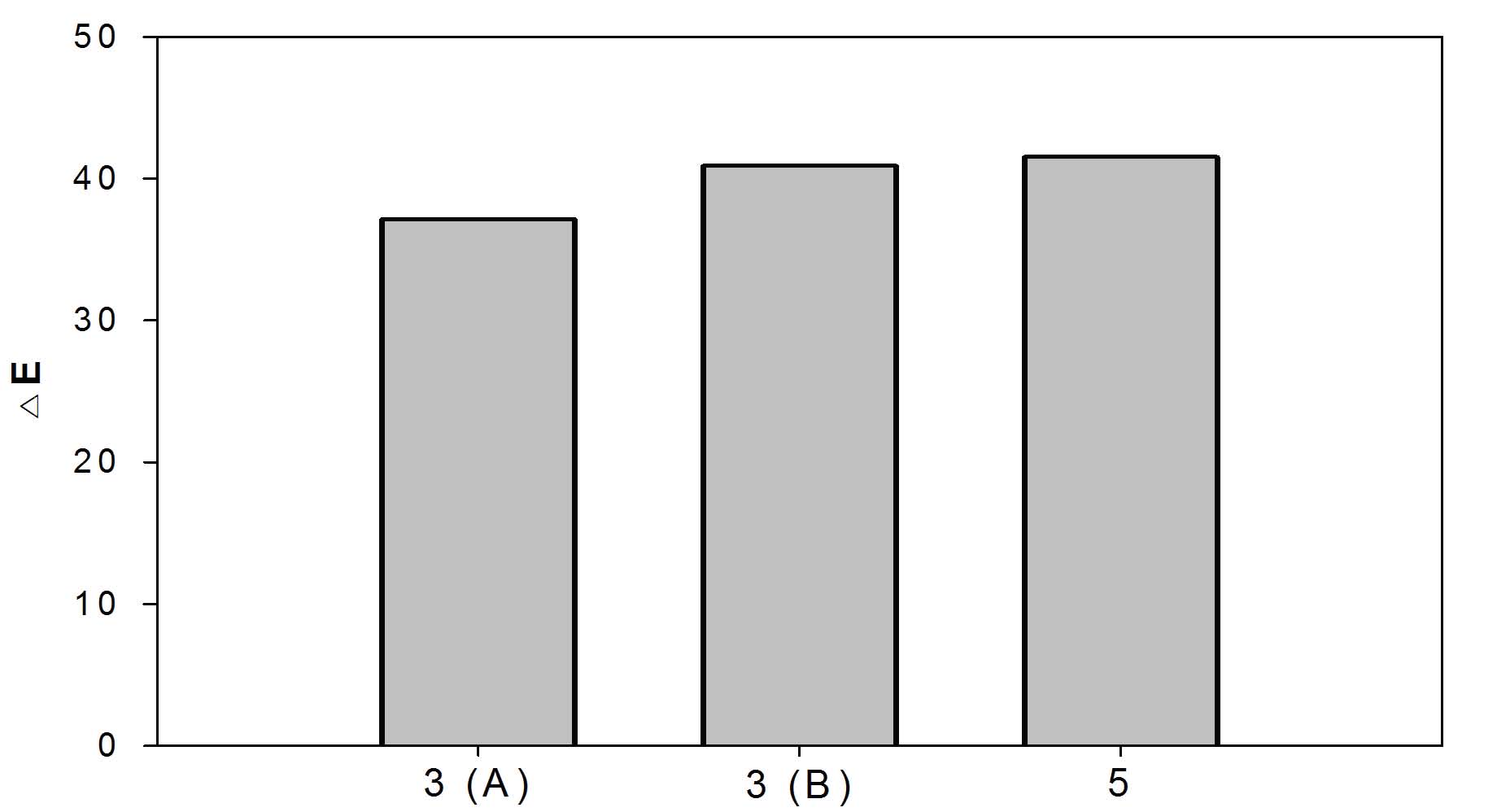
이산화염소 표백 조건에 따른 삼 인피섬유 수초지의 색차(ΔE)는 Fig. 7에 나타내었다. 그림에서 보는 바와 같이 DED 3단 표백 시 D1단의 농도가 높을수록 표백에 의한 색차가 보다 높게 나타났고, 5단 표백 조건(41.52)이 3단 표백 조건(40.91)보다 높게 나타났으나 그 차이는 역시 크게 나타나지 않았다.
3.3.2 강도적 특성
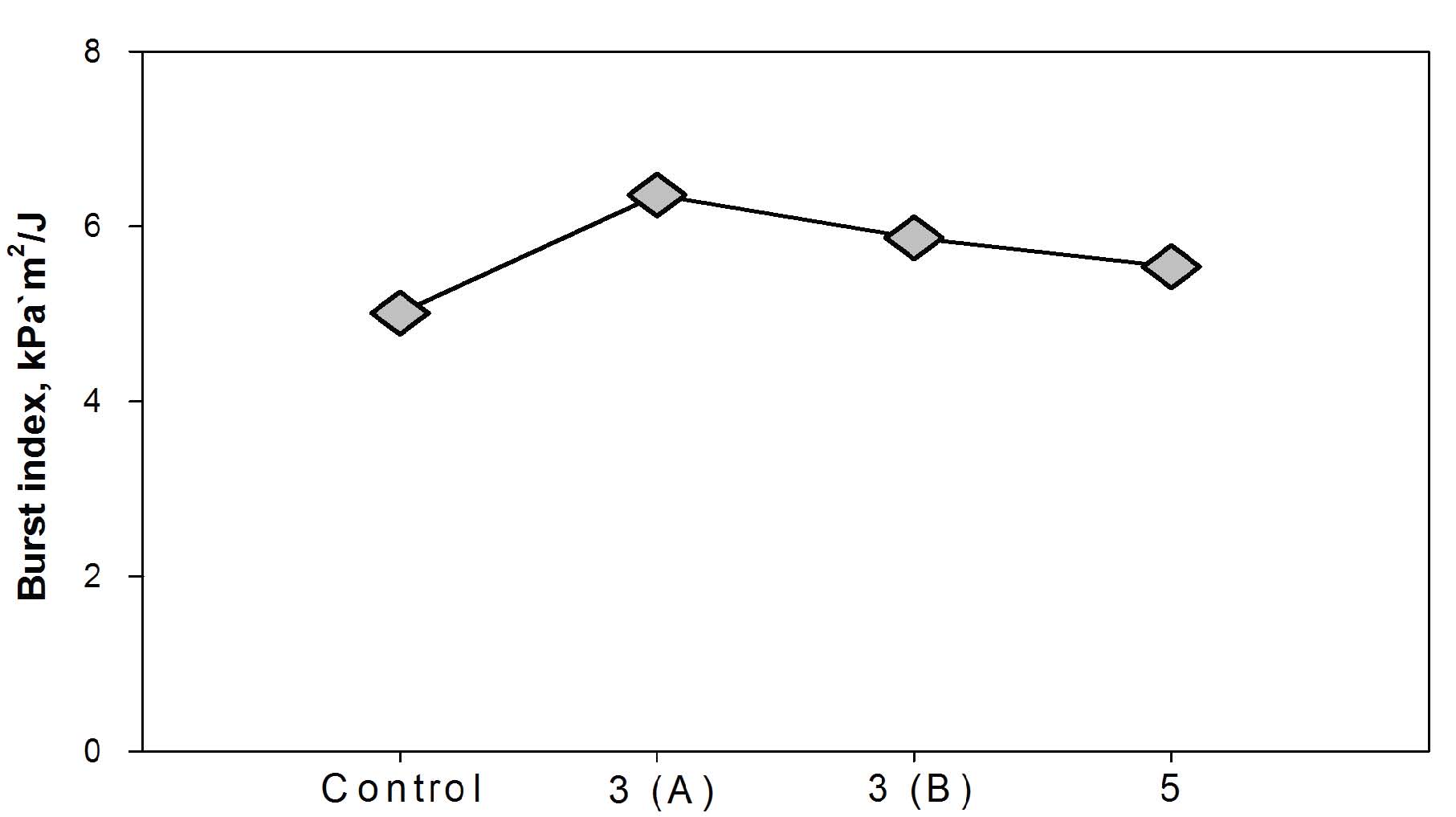
이산화염소 표백 조건에 따른 삼 인피섬유 수초지의 파열강도는 Fig. 8에 나타내었다. 그림에서 보는 바와 같이 이산화염소 표백에 의해 각 수초지의 파열강도는 증가하는 것으로 나타났다. 특히, 3단 표백 시 D1단의 농도가 낮은 3(A)조건의 수초지(6.36 kPa·㎡/J)가 3(B)조건의 수초지(5.87 kPa·㎡/J)보다 높은 파열강도 값을 나타냈다. 또한 3단 표백한 수초지(5.87 kPa·㎡/J)의 파열강도가 5단 표백한 수초지(5.54 kPa·㎡/J)보다 높게 나타났다. 즉, 셀룰로오스 분해와 상응하는 결과를 나타냈다. 셀룰로오스의 점도가 낮음에도 불구하고 파열강도가 보다 높게 나타난 것은 표백에 의해 리그닌이 제거되어 셀룰로오스 섬유 간 결합 용적이 증가되고 셀룰로오스 섬유의 유연성이 증가되는 것에 기인한 것으로 판단된다. Young 등14)과 Wathen 등15)의 연구결과에 따르면 표백 시 D1단에서 대부분의 리그닌이 제거됨으로 인하여 섬유의 유연성이 증가하여 강도가 증가하지만, 그 이후 표백 조건이 강화될수록 셀룰로오스의 분해가 발생하게 되어 강도가 점차 감소한다고 보고한 바 있다.
4. 결 론
이산화염소 표백 조건을 달리하여 삼 인피섬유의 표백을 실시한 결과 다음과 같은 결론을 얻을 수 있었다.
동일 농도로 삼 인피섬유의 이산화염소 표백을 할 경우, 이산화염소 표백 첫 단의 이산화염소 농도 비율이 보다 높을수록 탈 리그닌율이 높게 나타났으며, 더불어 수초지의 광학적 특성 또한 우수한 것으로 나타났다. 반면, 표백 효율 증가에 따라 셀룰로오스의 분해가 발생되었으나 미표백 펄프 수초지에 비해 표백 수초지의 강도적 특성이 높게 나타났다. 따라서 이산화염소 표백 조건을 달리하여 80% 수준의 백색도를 가지는 삼 인피섬유펄프 제조가 가능하다고 판단된다.
