

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 시료 특성 평가
2.3 코팅 방법 및 코팅액에 따른 영향 평가
3. 결과 및 고찰
3.1 펄프몰드 종류에 따른 코팅 처리 효과
3.2 펄프몰드 코팅처리 효과
3.3 코팅처리에 의한 펄프몰드의 수분차단성 변화
4. 결 론
1. 서 론
환경문제가 심각해짐에 따라 전 세계적으로 플라스틱 사용량을 줄이기 위한 노력이 활발히 이루어지고 있다. 플라스틱은 내구성, 내수성, 내유성 등 품질이 우수하며 가공이 쉽고 저비용으로 대량 생산이 가능한 장점이 있으나, 화석원료를 기반으로 함으로써 사용량의 증가는 탄소배출 증가의 문제를 발생시키며, 사용 후 폐기 시 생분해되지 않아 지속적인 환경문제를 발생시키고 다양한 종류와 재질로 인해 재활용이 용이하지 않는 등 여러 한계를 가지고 있다. 이에 기존의 플라스틱을 대체하기 위한 새로운 소재들의 개발이 꾸준히 이루어지고 있는데, 특히 바이오매스 원료를 기반으로 제조되고, 생분해성 특성을 가짐에 따라 환경오염을 최소화할 수 있는 생분해성 플라스틱 소재는 현재 기존 플라스틱을 대체할 수 있는 친환경 플라스틱으로 생산과 활용이 지속적으로 증가되고 많은 관심의 대상이 되고 있다. 그러나 이러한 생분해성 플라스틱의 경우에도 현재까지는 자연 상태에서 생분해되는 장점을 가지고 있으나,1) 특정 조건에서만 완전히 분해되는 경우가 많고, 생산원가에 따른 가격경쟁력이 낮으며, 상대적으로 기존 플라스틱에 비해 품질이 낮아 적용 분야가 제한적인 문제 등으로 인해 플라스틱을 대체하여 상용화되기는 아직 어려운 실정이다.
이에 플라스틱 대체제로서 친환경적이며 재활용이 가능한 펄프섬유 기반 지류 제품에 대한 관심과 수요가 크게 증가하고 있다. 대표적인 예로 일회용 식품용기로써 종이용기가 널리 사용되고 있는데, 이는 고급펄프섬유로 제조되는 종이판지 위에 방수 및 내구성을 강화하기 위한 PE(Polyethylene) 등의 얇은 플라스틱 필름층을 라미네이팅 처리하여 제작되는 지류 포장재이다. 하지만 이러한 종이용기의 경우에도 표면에 라미네이팅 된 고분자필름이 생분해가 되지 않는 플라스틱이고 이로 인해 종이용기의 재활용을 어렵게 만드는 한계가 있다. 이를 해결하고자 종이 용기의 재활용을 위한 필름 분리 방법에 대한 연구 등이 소개되었으며2) 기존의 고분자필름을 대체하기 위해 생분해성 고분자필름이나 생분해성 코팅제를 적용하는 방안이 적용되고 있으나 폭넓게 활용되지 못하고 있는 실정이다.
고분자필름 라미네이팅 판지를 재단 및 접착해서 제작하게 되는 종이용기와는 달리 펄프섬유를 몰딩 방식으로 3차원 구조화하여 제조되는 펄프몰드는 더욱 다양한 형태와 구조로 몰딩하여 제조될 수 있음에 따라 기존의 플라스틱 용기 등의 제품을 더욱 폭넓게 대체할 수 있을 것으로 기대되고 있다. 이러한 펄프몰드는 펄프섬유를 성형하고 건조하는 방법에 따라 크게 습식 펄프몰드와 건식 펄프몰드로 구분할 수 있다. 습식 펄프몰드 제품은 단속식 몰딩성형 공정 방식으로 진행되며,3) 펄프와 물을 혼합한 지료에서 입체적 구조를 가지는 금형(몰드)에 진공성형하여 펄프섬유 성형체를 제조한 이후 성형체를 자유 건조시켜 제품을 제조하게 되는데, 연속식 자유건조 공정을 적용함에 따라 생산효율이 건식 방법에 비하여 우수하나 구조적 치수안정성이 낮고 표면구조가 불규칙한 제품이 제조되는 특성을 가진다. 주로 완충제 및 포장재 등으로 활용되는 습식 펄프몰드의 품질과 공정을 개선하기 위해 다양한 연구가 진행되었으며, 제조 성형 조건4) 및 공정 조건에 따른 영향,5)원료변화에 따른 특성 변화,6)성형 조건에 따른 건조 영향,7)첨가제 적용에 의한 품질 변화8)등의 연구들이 진행되었다. 건식 펄프몰드의 경우 습식 펄프몰드와는 달리 성형된 습식 성형체를 압착건조 함으로써 제품구조의 치밀성과 치수안정성 등을 크게 향상시킨 제품이다. 이러한 건식 펄프몰드의 품질과 특성을 개선하기 위한 연구들도 지속적으로 이루어지고 있는데, 펄프 종류 및 공정 조건에 따른 특성 변화,9)임목부산물 적용 제조 효과,10) 고강도 제조 기술11) 등의 연구가 진행된 바 있다.
이러한 펄프섬유 몰딩 제품의 경우 지류제품과는 달리 고벌크의 시트상 구조12)로 인해 내부 공극이 상대적으로 많으며, 이에 따라 수분의 흡수 또는 흡유가 잘 일어나고, 표면평활도 등이 상대적으로 낮은 한계가 있다.13) 이러한 문제 등을 보완하고자 표면 개질을 통한 기능성 개선 연구,14) 펄프몰드 구조 및 흡수성 변화에 대한 연구15) 등이 활발히 이루어지고 있으나, 플라스틱 대체품으로 사용하기 위해서는 추가적인 품질특성의 보완이 필요한 실정이다.
이에 본 연구에서는 펄프섬유몰딩 제품의 활용성 및 품질향상을 위한 방안으로 표면 코팅처리에 의한 내수성 및 내유성, 수분투과도의 개선 효과를 알아보았다. 특히, 입체적인 구조를 가지는 펄프섬유몰딩에 대해 스프레이 코팅을 실시하고 이때 코팅액의 특성 및 종류 등에 의한 품질특성의 변화를 평가하였다. 이러한 연구들을 통해 펄프섬유몰딩 제품의 표면코팅 처리 최적화 및 품질증대를 위한 기반자료를 확보하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서 펄프섬유몰딩 제품의 코팅 효과와 비교를 위한 종이 시료로서 미코팅 180 g/m2 gsm의 고평량 백상지를 구입하여 사용하였으며, 펄프섬유몰딩 제품으로는 습식 몰딩 방식으로 제조되는 P 사의 난좌용 펄프몰드와 건식 몰딩 방식으로 제조되는 M 사의 식품용 펄프몰드 용기제품을 각각 시료로 사용하였다. 코팅처리 효과 및 품질 영향을 평가하기 위하여 적용되는 코팅액은 전분(Corn Starch, Samchun, Korea), 수분산 라텍스 (SB 830 latex, H사, Korea), 아크릴 기반 생분해성 코팅제(R사, Korea)를 각각 분양받아 사용하였다.
2.2 시료 특성 평가
2.2.1 물리적 특성 평가
지필 구조에 따른 각 시료들의 물리적 특성을 비교하고자 일정 온도 및 습도 (22±1 °C, 50±1%) 조건에서 24시간 동안 조습 처리 후 KS M ISO 536에 의거하여 평량(g/m2)을 측정하였고, 두께 측정기(Dial indicator 2046-08, Mitutoyo, Japan)를 이용하여 샘플의 두께(µm)를 측정하여 그 평균값을 나타내었다. 이를 이용하여 KS M ISO 534에 의거하여 각 시료의 벌크(cm3/g)를 도출하였다.
2.2.2 주사전자현미경을 통한 형태적 특성 평가
주사전자현미경(Field emission scanning electron microscope FE-SEM S-4800, Hitach, Japan)을 이용하여 각 시료들의 표면 및 단면 구조를 관찰하였고 이를 통해 각 시료의 구조 내 섬유 배치 및 공극, 코팅층의 형태 등을 관찰 및 비교하였다. 전자현미경 촬영을 위해 측정 전 각 시편에 대한 백금 코팅을 진행하였으며 필요에 따른 배율 조건으로 조절하여 촬영하였다.
2.3 코팅 방법 및 코팅액에 따른 영향 평가
2.3.1 스프레이 코팅 방법
시료들의 표면코팅 처리를 위하여 노즐 규격 2.0 mm인 중력식 에어 스프레이건(Air spray gun W-77G, Bluetec, China)을 이용하여 100±10 bar의 압력하에 스프레이 코팅을 수행하였다. 이때, 코팅액 도포량은 10 cm × 10 cm 크기를 기준으로 1.5±0.2 g 정도가 되도록 코팅을 실시하였으며, 코팅 후 열풍건조기를 이용해 160±10°C의 온도 조건에서 1분간 건조하였다.
2.3.2 코팅액 특성 평가
본 연구에 적용되는 코팅액의 고형분 함량을 측정하기 위해 함수율 측정기(MAC 50, RADWAG, Poland)를 이용하여 코팅액의 함수율(%)을 측정하였으며, 각 조건별 코팅액의 점도는 저전단 점도계(LVDV-ii+pro, Brookfield, USA)를 이용하여 측정하였다.
2.3.3 내수성 평가
코팅에 의한 내수성 변화를 평가하기 위해 TAPPI Standard Method T-441에 의거하여 Cobb Sizing Test를 통해 수분흡수도(g/m2)를 측정하였으며, 이를 통해 얻어진 수분흡수 저항성(Water Absorption Resistance) 값으로 각 시료의 내수성을 평가하였다. 수분흡수 저항성의 측정을 위해 각 시료를 7 cm × 7 cm 크기로 준비하고 Cobb Sizing Tester(DM-88, Korea)를 이용하여 50 ml 증류수를 300s 동안 처리한 이후 시료의 실험 전후 무게를 측정하여 수분흡수도 값을 계산하고, 이를 통해 수분흡수 저항성 값을 도출하였다.
where, : wet weight of sample (g)
: dry weight of sample (g)
F : 10000 / test area (m2)
2.3.4 표면 흡수성 및 흡유성 평가
각 시료 표면의 흡수성 및 흡유성은 수성잉크와 유성기름을 도포하고 이를 흡수하는 정도에 따른 표면색의 변화를 통하여 측정하였다. 이를 위해 각각의 시료를 3 cm × 3 cm로 준비한 후 각 샘플을 평평한 판 위에 올린 뒤 주변부를 실링 처리하였으며, 준비한 샘플 위에 수성잉크 또는 유성기름을 각 0.3 g 적용 후 균일하게 도포하였다. 이러한 수성잉크 또는 유성기름이 2시간 동안 시료 표면구조로 스며들게 처리하고 이후 잔류되어 있는 잉크 또는 기름성분을 제거한 후 변화된 시료 표면의 색을 측정하여 흡수성 및 흡유성을 평가하였다. 측정용 수성잉크는 적색 잉크 원액을(red ink T52, Lamy, Germany)3% 농도로 증류수에 희석하여 적용하였고, 흡유성 측정을 위한 유성기름은 고추기름(고추기름, Korea)을 사용하였다. 수성잉크 또는 유성기름을 처리한 후 시료 표면의 색 변화는 색차계(Spectrocolorimeter TS7020, 3nh, China)를 이용하여 L*(Lightness), a*(Red-Green Axis) 값으로 각각 측정하여 색 변화 정도를 비교 및 평가하였다.
2.3.5 수분투과도(WVTR, Water Vapor Transmission Rate) 평가
코팅처리에 의한 펄프몰드 시료 수분투과도 변화는 TAPPI Standard Method T-464에 의거하여 측정하였다. 시험컵의 크기에 맞춰 반지름 1 cm 크기로 샘플을 준비한 뒤, 건조된 흡습체(Silica gell, Blue)가 담긴 시험컵의 입구부에 샘플을 설치한 후 22±1 °C, 50±1%로 조절한 항온항습 챔버(C-CTHM1, Chang Shin Science, Korea)에 시험컵을 넣고 일정 시간 간격으로 수분의 투과에 따른 건조된 흡습체의 무게 변화를 측정하였는데, 이때 일정 시간 간격으로 시험컵의 무게를 청량하여 시간에 따른 수분흡수량 변화를 측정하여 수분투과도(WVTR) 값을 산출하였다.
where, W : The amount of water that passes through the sample (g)
A : The surface area of the sample (m2)
T : The time duration over which the permeability is measured (h, hours)
3. 결과 및 고찰
3.1 펄프몰드 종류에 따른 코팅 처리 효과
3.1.1 펄프몰드의 구조적 특성 평가
본 연구에서 적용된 고평량 백상지와 습식 펄프몰드, 건식 펄프몰드의 평량 및 두께를 Table 1에 나타냈다. 통상적인 제지공정을 통해 제조되는 고평량의 백상지는 상대적으로 낮은 벌크를 가지는 것을 확인할 수 있었으나 펄프섬유몰딩 방식으로 제조되는 습식 펄프몰드와 건식 펄프몰드는 높은 벌크특성을 가지며 특히, 자유 건조 방식으로 제조되는 습식 펄프몰드에서 가장 높은 벌크를 나타내는 것을 확인할 수 있었다.
Table 1.
The structural properties of fine paper and pulp mold samples
| Basis weight (g/m2) | Thickness (µm) | Bulk (cm3/g) | |
| Fine Paper | 197.0±0.8 | 190.0±10.1 | 0.09±0.01 |
| Wet Pulp Mold | 324.0±40.9 | 972.2±17.4 | 0.3±0.04 |
| Dry Pulp Mold | 412.8±43.5 | 653.0±6.1 | 0.15±0.02 |
섬유의 형태 및 배열 구조, 공극의 형태 및 양 등을 평가하여 시료의 구조적 특성을 파악하기 위해 백상지 및 습식, 건식 공정으로 제조된 펄프섬유몰딩 제품의 단면 및 표면을 주사전자현미경으로 촬영하여 Fig. 1에 나타냈다. 표면 구조의 경우 동일 조건인 500배율로 관찰하였으며, 단면 구조의 경우 샘플에 따른 필요 배율로 조절하여 관찰하였다. 이때, 펄프섬유몰딩 제품에 비해 평량이 낮고 두께가 얇은 백상지의 경우 500배율 조건에서 관찰하였으며, 습식 및 건식 펄프섬유몰딩 제품의 경우 150배율로 관찰하여 단면 전체의 모습을 나타내었다. 백상지 표면의 경우 종이의 불투명도와 인쇄 품질을 개선하기 위해 첨가한 무기 필러 등이 섬유 사이사이에 분포하고 있는 형태를 관찰할 수 있었다. 펄프몰드의 경우에는 백상지와 다르게 섬유들이 구조적 형태를 유지하면서 벌크한 표면 구조를 가지는 것을 확인할 수 있었다. 건식 펄프몰드의 경우 열 압착 방식의 건조공정에 의해 섬유가 압착되어 눌린 모습을 가지고 있고 이에 따라 상대적으로 밀착된 표면 구조를 가지고 있는 것을 확인할 수 있었다. 평량 및 벌크 값을 통해 수치상으로 확인한 바와 동일하게 습식 펄프몰드에서 가장 벌크한 구조를 가지고 있는 것을 확인할 수 있으며, 특히 표면구조에서 많은 공극이 존재하는 것을 확인할 수 있었다.
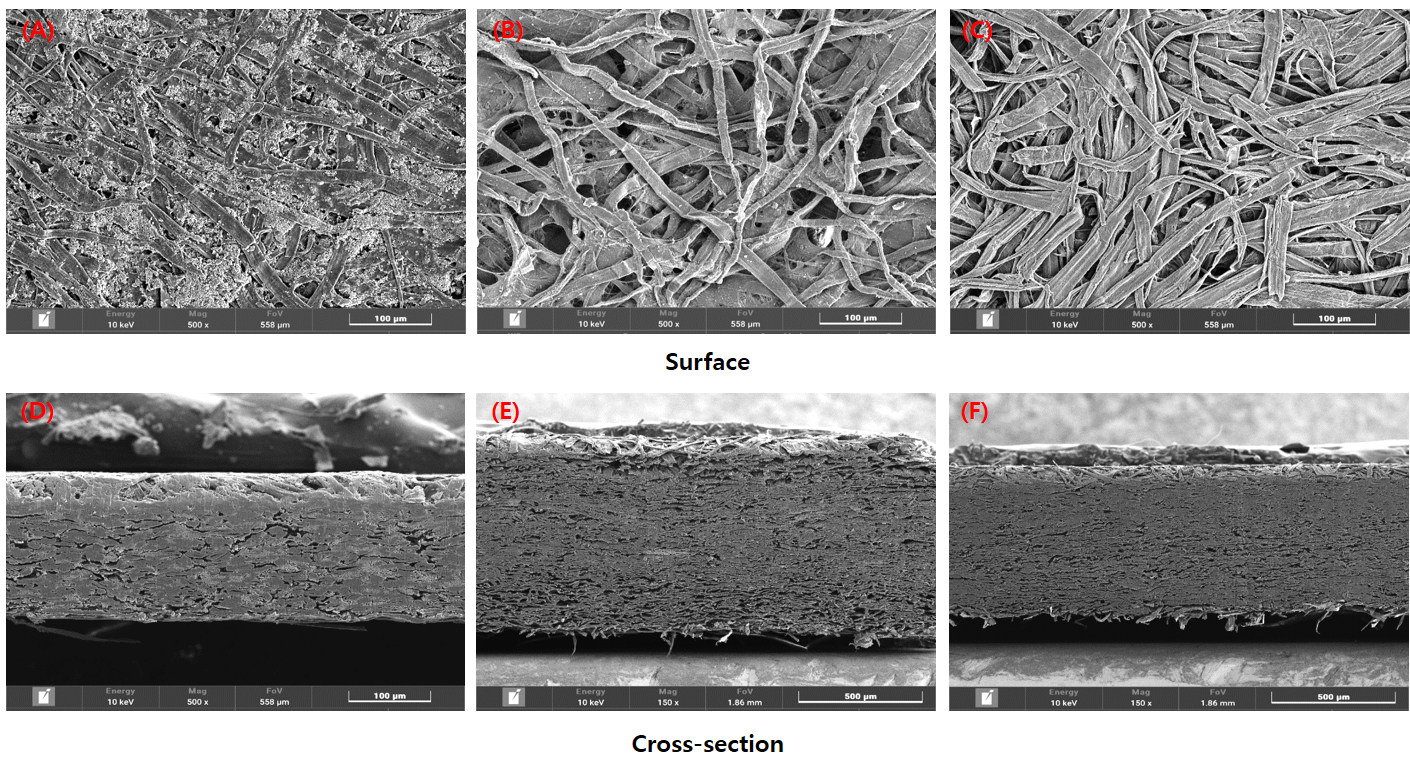
Fig. 1.
Surface and Cross-section SEM Images of Fine Paper and Pulp Mold samples. A: surface of Fine Paper (x 500), B: surface of Wet Pulp Mold (x 500), C: surface of Dry Pulp Mold (x 500), D: cross-section of Fine Paper (x 500), E: cross-section of Wet Pulp Mold (x 150), F: cross-section of Dry Pulp Mold (x 150).
3.1.2 펄프몰드 구조에 따른 코팅 후 코팅층 평가
백상지, 습식 펄프몰드 및 건식 펄프몰드 시료의 구조적 특성에 따라 코팅처리 후 코팅층 형성 및 구조변화를 비교 및 평가하기 위해 생분해성 아크릴계 코팅제를 스프레이 방식의 동일조건으로 코팅한 후 각 시료의 코팅층을 비교 및 평가하였다. 이때 각 시료의 단면을 전자현미경으로 관찰하였으며, 코팅층의 전체적인 모습은 500 배율에서 관찰하여 나타내었고, 코팅층의 두께 및 형상을 살펴보고자 1000 배율로 코팅층을 확대하여 평가하였다. Fig. 2에서 나타난 바와 같이 각 시료에서 코팅 도막이 형성되어 있는 것을 확인할 수 있으며, 표면구조가 균일한 백상지와 건식 펄프몰드에서는 일정한 두께의 코팅층이 형성되는 것을 확인할 수 있었다. 습식 펄프몰드 시료의 경우 다수의 내부 공극으로 인해 일부 코팅액이 내부로 흡수되고 남은 코팅액으로 코팅층이 형성되어 건식 펄프몰드 보다 얇은 코팅층을 형성함을 알 수 있었다. 또한, 표면 코팅층으로 인해 일부 표면 공극을 막아주는 기능을 가져올 수 있을 것으로 판단되나 불균일한 표면구조로 인해 코팅층 또한 불균일하게 형성된 것을 확인할 수 있었다.
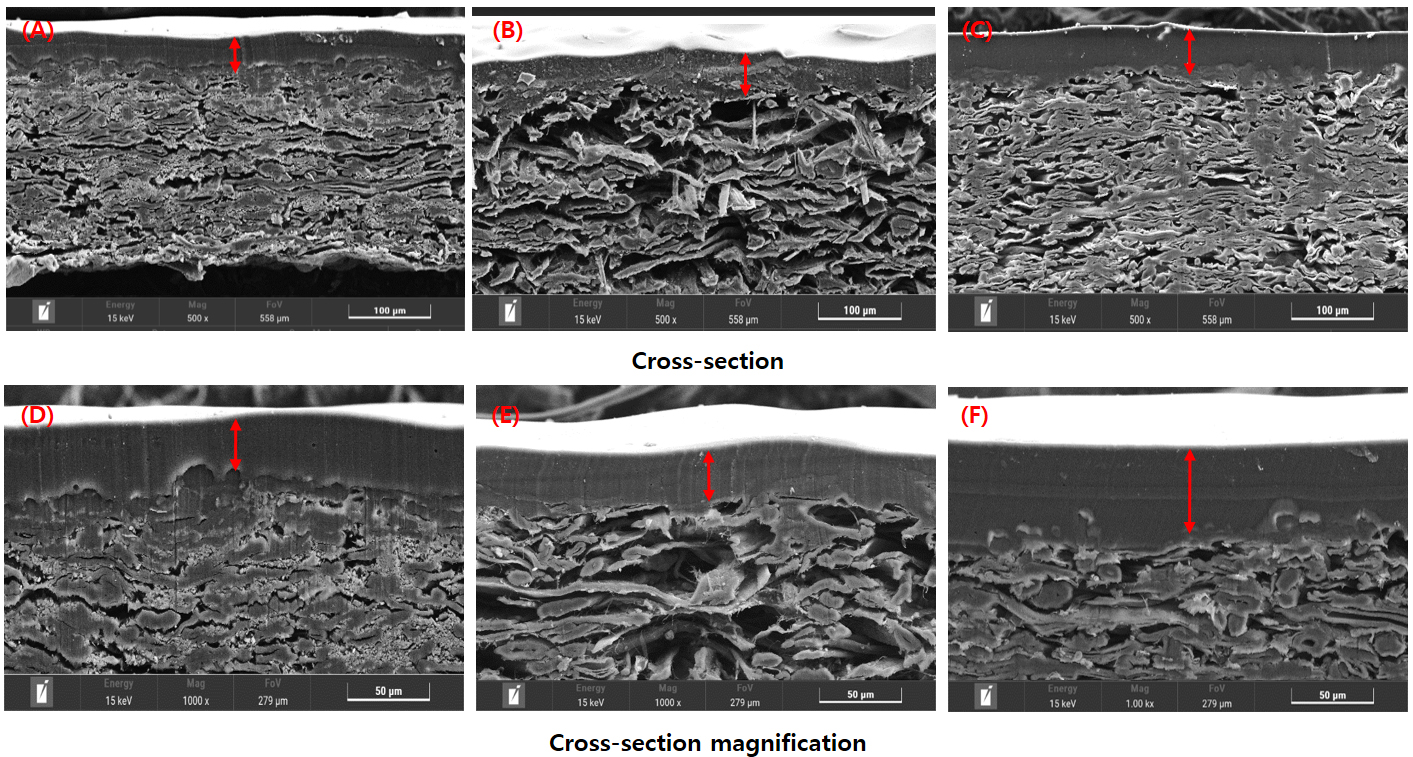
Fig. 2.
Cross-section SEM Images of Fine Paper and Pulp Mold samples after surface coating treatment. A: cross-section of Fine Paper (x 500), B: cross-section of Wet Pulp Mold (x 500), C: cross-section of Dry Pulp Mold (x 500), D: cross-sectional magnification of Fine Paper (x 1000), E: cross-sectional magnification of Wet Pulp Mold (x 1000), F: cross-sectional magnification of Dry Pulp Mold (x 1000).
건식 펄프몰드 시료의 경우 상대적으로 균일한 표면구조를 가짐에 따라 일정한 코팅층의 형성이 가능한 것을 확인할 수 있었다. 이를 바탕으로 본 연구에서는 건식 펄프몰드 제품을 중심으로 다양한 스프레이 코팅 공정을 적용하여 내수성 및 내유성, 수분투과성 등의 기능성을 향상시키는 방안을 알아보았다.
3.2 펄프몰드 코팅처리 효과
3.2.1 코팅액 특성 평가
지류 제품의 표면 코팅처리를 위해서는 다양한 방법들이 가능하지만, 3차원의 입체적 구조를 가지는 펄프몰드의 균일한 코팅처리를 위한 방법으로는 함침 처리 또는 스프레이 코팅처리가 대표적이다. 펄프몰드의 경우 성형과정에서 수분의 탈수와 건조를 위하여 금형의 한쪽 면이 메쉬상으로 이루어져 있기 때문에 펄프몰드 표면과 이면의 구조적 특성이 크게 다른 양면성을 가지게 된다. 이러한 구조적 특성으로 함침 공정의 적용 시 표면과 이면의 코팅에 흡수와 건조가 상이하게 나타나는 한계가 있으며, 3차원적 구조로 인해 미터링 공정이 제한적인 단점이 있다. 이에 펄프몰드의 적용성에 따라 표면 코팅만을 실시하는 경우와 코팅양의 조절 등을 고려할 때 스프레이 코팅방식의 적용이 가장 적절한 방법으로 판단되었다. 이러한 스프레이 코팅 방법은 코팅 적용 시 코팅액의 농도 및 점도 등에 의한 영향을 크게 받기 때문에 본 연구에서는 코팅액의 종류별 특성을 파악하여 스프레이 코팅 적용성을 비교 및 평가하였다.
스프레이 코팅을 실시하는 경우 코팅액의 점도 및 농도가 과도하게 낮은 경우 코팅액이 펄프몰드에 분사된 후 분사된 위치에 정착하지 못하고 흘러내려 한 곳에 고이는 등의 문제가 생길 수 있다. 반대로 코팅액의 점도 및 농도가 너무 높은 경우 코팅액 분사 과정에서 스프레이 노즐이 자주 막히거나 분사압력을 불균일하게 하여 품질 및 공정효율을 떨어뜨리며, 분사된 액적이 쉽게 퍼지지 않고 그대로 남아 건조 과정에서 불균일한 코팅층을 형성하는 문제를 발생시키게 된다.
코팅액이 스프레이 코팅에 미치는 영향을 알아보기 위하여 전분 코팅액의 고형분 함량을 각각 다르게 조성하여 코팅액의 특성 변화와 그 영향을 알아보았다. Table 2에 나타낸 바와 같이 전분 코팅액의 고형분 함량을 변화시킴에 따라 코팅액의 점도는 크게 변화되는 것을 확인할 수 있었으며 그에 따른 스프레이 분사성 및 흐름성을 평가하여 Table 3에 나타냈다.
Table 2.
Evaluation of physical properties based on solid contents of starch coating solution
| Solid Contents (%) | Spindle | Temp (°C) | RH (%) | RPM | cP | |
| A | 1 | 63 | 18 | 35 | 60 | 4.0 |
| B | 3 | 63 | 18 | 35 | 60 | 125 |
| C | 5 | 63 | 18 | 35 | 60 | 448 |
| D | 10 | 63 | 18 | 35 | 60 | 10000↑ |
Table 3.
Spray coating applicability based on physical properties of starch coating solution
| Spray-ability (g/sec) | Flow-ability (g/sec) | |
| A | 1.77 | 1.46 |
| B | 2.65 | 6.80 |
| C | 2.94 | 15.37 |
| D | N/A | N/A |
코팅액의 특성에 따른 스프레이 분사성은 100±10 bar의 동일한 압력 조건에서 1s 동안 스프레이 분사 후 분사된 코팅액의 무게를 측정하여 평가하였다. Table 3에서 보이는 것과 같이 코팅액의 농도 및 점도가 높을수록 분사된 코팅액의 양이 많은 것을 확인할 수 있었다. 코팅액의 점도 및 농도가 너무 낮은 경우에는 분사된 코팅액의 입자가 펄프몰드 표면에 정착하지 않고 공중에서 분무된 상태로 존재하는 경우가 많아짐에 따라 표면 코팅공정 적용에 한계가 있었으며, 코팅액의 도포량 조절이 어려워져 일정한 코팅층을 형성하는데 용이하지 않은 것으로 판단되었다. 10% 농도로 제조된 코팅액의 경우 과도한 점도로 인해 스프레이 분사가 이루어지지 않는 것을 확인할 수 있었다.
스프레이 코팅 후 코팅액이 3차원 구조의 펄프몰드 표면에 정착됨으로써 균일한 코팅이 가능하기 때문에 본 연구에서는 스프레이 코팅 후 코팅액의 흐름성(유동성)을 평가하여 코팅 적용성을 알아보았다. 이를 위해 3 cm × 10 cm 크기로 준비한 시료 위에 2 g의 코팅액을 떨어트린 후 시료를 수직으로 세워 코팅액이 표면을 타고 흘러내려 일정 구간에 도달할 때까지의 시간을 측정하여 나타내었다. Table 3에서 나타낸 바와 같이 코팅액의 점도 및 농도가 높을수록 샘플 표면을 타고 흘러내리는 속도가 느려짐을 확인할 수 있었는데, 이는 코팅액의 점도가 높을수록 분자 간의 마찰력이 커져 액체의 유동성이 작아지기 때문임을 알 수 있었다. 10% 농도의 고점도 코팅액의 경우 높은 점도로 인한 마찰력 증가로 흐름성이 나타나지 않았다. 이러한 결과들을 바탕으로 스프레이 코팅 적용 시 코팅효율과 코팅 도막 형성의 균일성을 위하여 일정 정도의 분사성과 흐름성을 가지는 것이 필요하며 이를 위해 코팅액의 점도 수준이 400 cp 이상일 때 적절한 것으로 판단되었고 과도한 점도를 가지는 경우 코팅 적용성이 크게 나빠질 수 있음을 확인하였다.
3.2.2 코팅액 종류에 의한 영향
펄프몰드 코팅 시 코팅액 종류에 따른 영향을 평가하기 위하여 Table 4에서 나타낸 바와 같이 3종의 코팅액을 준비하여 동일조건에서 건식 펄프몰드 시료에 표면 코팅을 실시하고 그 영향을 비교 및 평가하였다. 이때, 동일한 온도 및 습도(18°C, 35%) 조건에서 평가를 진행하여 나타내었다.
Table 4.
Physical properties of coating solutions
| Spindle | RPM | cP | Solid contents (%) | |
| Corn Starch | 63 | 60 | 448 | 5.0 |
| Latex | 63 | 60 | 490 | 55.8 |
| Acrylic Polymer | 63 | 60 | 1566 | 42.0 |
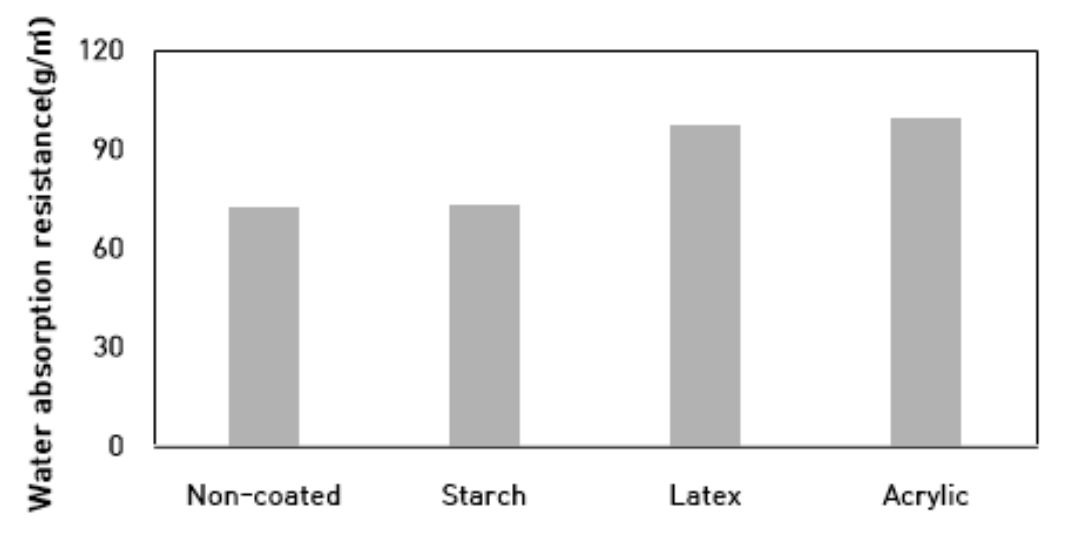
Fig. 3은 코팅처리에 의한 수분흡수 저항성을 통해 내수성을 평가한 결과를 보여주고 있는데, 무처리 시료에 비해 표면 코팅을 실시하는 경우 내수성이 향상됨을 확인할 수 있었다. 이를 통해 펄프몰드 표면 위에 스프레이 코팅을 실시함으로써 코팅층이 형성되고 이를 통해 내수성의 향상을 가져올 수 있음을 확인할 수 있었다. 특히 라텍스 및 아크릴계 고분자 코팅액을 사용할 경우 내수성 증대 효과가 전분 코팅액 적용에 비해 상대적으로 높게 나타나는 것을 확인할 수 있었다.
3.2.3 코팅처리에 의한 펄프몰드 품질변화
코팅처리에 의한 건식 펄프몰드 표면 기능성 변화를 확인하기 위해 각 코팅액을 처리한 시료의 내유성 변화를 평가하였다. 내유성은 다양한 식품포장 용기의 중요한 품질기준 중 하나로 이를 평가하기 위해서는 주로 식물성 기름원(올리브유 등)을 사용하나, 본 연구에서는 기름원 흡수정도를 색차계로 평가하고자 빨간색을 띠는 고추기름을 사용하여 표면의 색 변화를 평가하였다. 고추기름의 흡수정도에 따라 펄프몰드 표면색의 변화가 나타나는데 Fig. 4에서 나타낸 바와 같이 코팅 처리하지 않은 시료의 경우 표면의 색이 진하게 변색되고 코팅 처리 시료는 코팅액 종류에 따라 색 변화가 다른 정도로 나타나는 것을 알 수 있다. 이러한 색 변화의 정도에 따라 내유성 정도를 평가할 수 있으며 이를 위해 본 연구에서는 고추기름 처리 후 시료 표면의 L* 값과 a* 값을 측정 및 비교하여 내유성을 평가하였다.
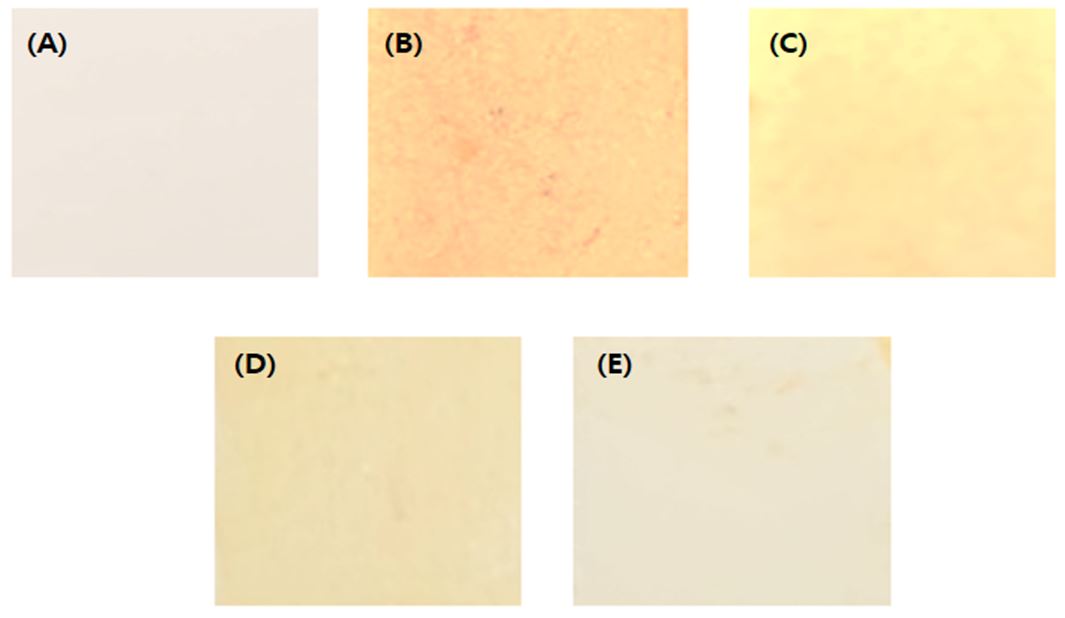
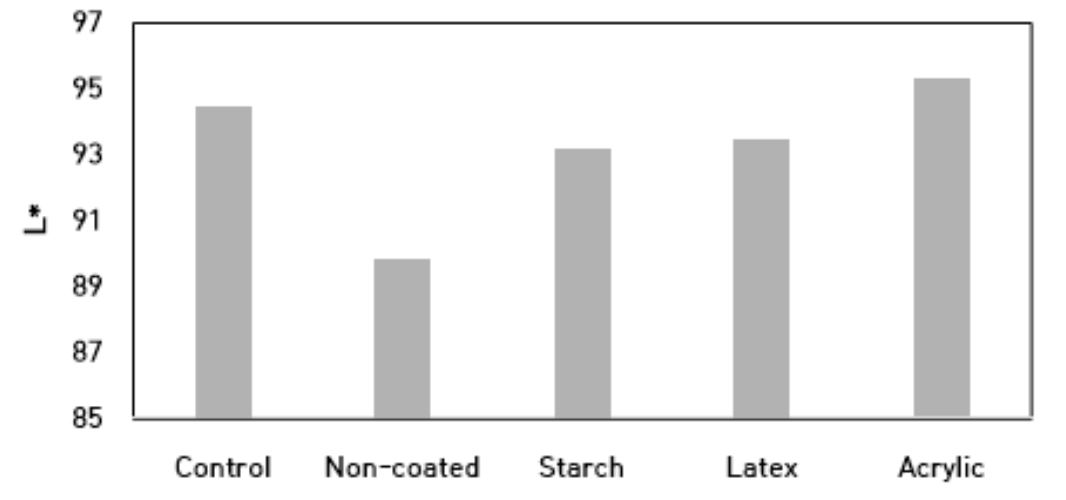
Fig. 5는 코팅처리에 의한 표면색의 명도변화를 나타내고 있는데 코팅처리가 되지 않고 고추기름을 처리한 경우에는 명도가 크게 감소한 것을 볼 수 있으나, 표면 코팅처리를 진행할 경우 고추기름을 처리하지 않은 펄프몰드 수준으로 향상하는 것을 확인할 수 있었다. 특히, 아크릴계 고분자 코팅을 실시한 경우 가장 높은 명도를 나타내어 코팅처리에 의한 내유성이 상대적으로 가장 높게 나타나는 것을 확인할 수 있었다.
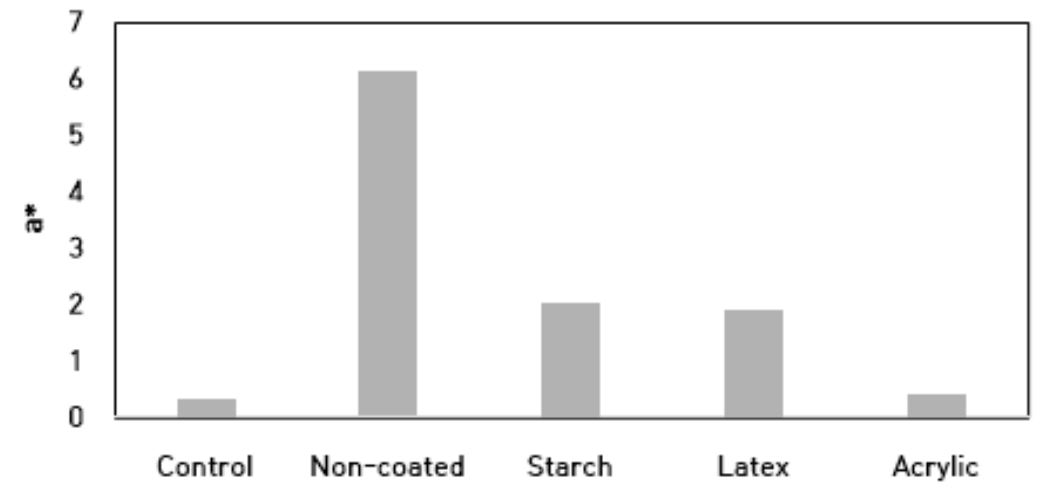
표면색의 붉은색 정도를 보이는 a* 값을 평가한 결과를 Fig. 6에 나타낸 바와 같이 명도 값과 유사한 경향을 보이는 것을 확인할 수 있었다. 이러한 결과들을 바탕으로 펄프몰드의 표면 코팅처리 시 내유성이 크게 향상될 수 있는 것으로 판단되었다.
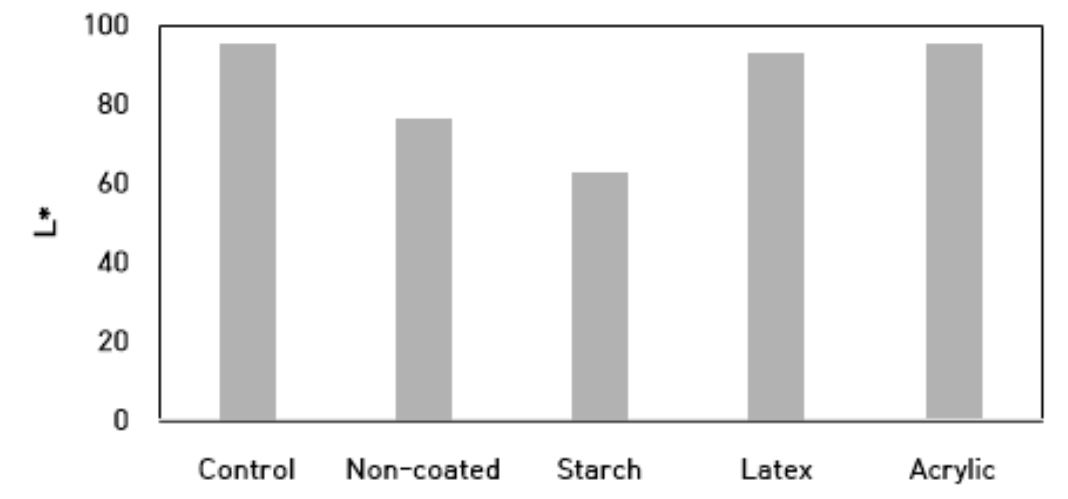
코팅처리에 의한 펄프몰드의 내수성 변화를 평가하기 위하여 건식 펄프몰드 시료에 각 코팅액 종류별로 코팅처리를 실시한 후 수분 흡수도를 평가하였다. 이때, 표면의 수분 침투 정도를 육안으로 관찰하여 평가하기에 어려움이 있어, 증류수에 빨간색 수용성 잉크를 희석하여 적용한 후 잉크흡수에 따른 펄프몰드 표면 색변화를 색차계의 L* 값을 통해 측정하여 수분흡수 정도를 비교 및 평가하였다. Fig. 7은 코팅처리 전후 시료들의 L* 값을 보여주고 있는데, 전분 코팅 시 수분흡수의 증가로 낮은 값을 나타내는 것을 확인할 수 있었으며, 라텍스와 아크릴계 고분자 코팅의 경우 수분흡수가 거의 이루어지지 않아 잉크를 적용하지 않은 수준의 표면 명도를 나타내는 것을 확인할 수 있었다.
3.3 코팅처리에 의한 펄프몰드의 수분차단성 변화
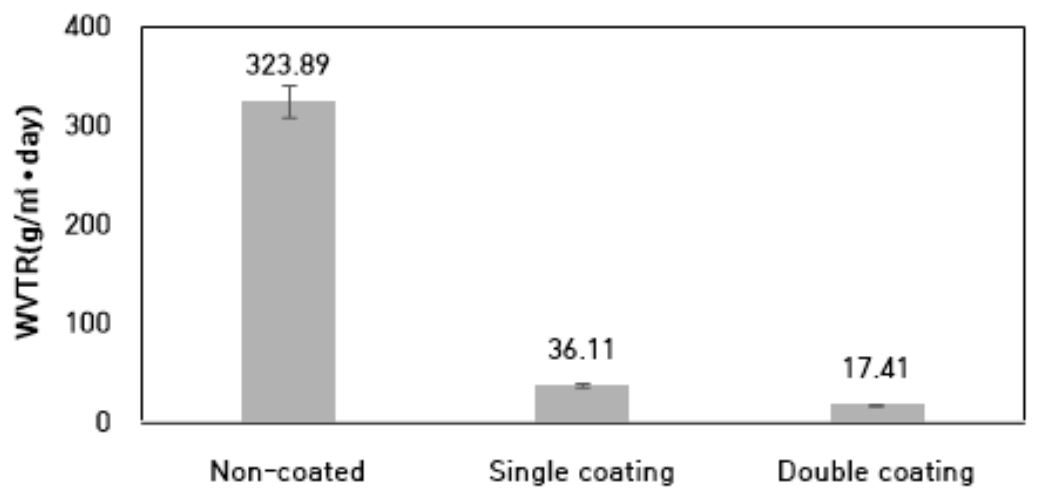
펄프몰드 제품 활용 시 기존의 플라스틱 제품을 대체하기 위하여 액체상의 물이나 기름의 흡수에 대한 저항성을 가지는 것과 더불어 수분차단성이 필요한 용도로의 적용확대가 요구되고 있다. 특히, 수분차단성의 경우 물 분자 자체의 크기는 동일하나 액체 상태의 물과 기체상태의 수증기는 분자간 거리가 달라짐에 따라 흡수되고 확산되는 작용 방법이 달라지게 된다. 액체 상태에 비해 분자 간 거리가 넓은 수증기의 경우 밀도가 낮아 단일 입자로 존재할 경우 미세한 공극으로도 투과되어 확산되고 전달될 수 있기에 수분차단성의 경우 치밀한 구조의 코팅층 형성이 요구된다. 본 연구에서는 펄프몰드 코팅 시 우수한 내수성 및 내유성을 나타내는 아크릴계 고분자 코팅액 적용에 따른 수분차단성 변화를 평가하였다. 또한 코팅 횟수에 따른 영향을 알아보기 위해 1회 코팅 실시 후 건조된 표면에 추가 코팅을 진행하여 그 영향을 알아보았다.
각 코팅 횟수에 따른 내수성을 비교한 결과인 Fig. 8에서 볼 수 있듯이 내수성은 1회 코팅과 2회 코팅에서 유의한 차이가 나타나지 않는 것을 확인할 수 있었다. 이를 통해 내수성의 경우 표면에 코팅층이 형성된 이후 코팅층의 두께와 같은 요인에 큰 영향을 받지 않는 것을 확인할 수 있었다.
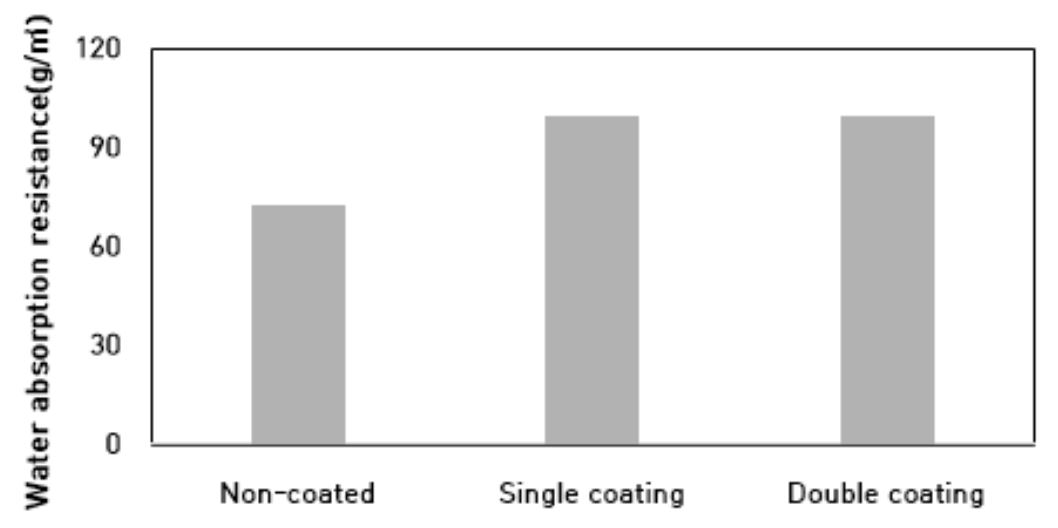
Fig. 9는 코팅 횟수에 따른 수분차단성 결과를 보여주고 있는데 아크릴계 고분자 코팅처리를 통한 코팅층 형성은 펄프몰드 수분차단성을 크게 증가시키고 이러한 효과는 코팅 횟수의 증가를 통해 더욱 향상될 수 있음을 보여주고 있다. 이를 통해 펄프몰드 표면에 코팅처리를 진행함으로써 수분차단성을 부여할 수 있음을 확인하였다. 더불어 코팅액의 개질과 특성 강화를 통해 수분차단성을 증가시켜 펄프몰드 제품의 활용 용도를 크게 확대할 수 있을 것으로 판단되었다.
4. 결 론
플라스틱을 대체하기 위한 소재로써 친환경 소재인 펄프섬유를 이용한 몰딩제품에 대한 관심이 증가하면서 배달 및 포장과 같은 기존 포장용 플라스틱 소재의 대체를 위한 펄프섬유몰딩 제품의 표면 기능성 강화가 요구되는 실정이다. 이에 본 연구에서는 내수성 및 내유성 등의 펄프몰딩 제품의 표면 기능성 향상을 위해 표면 코팅처리를 실시하고 코팅조건과 코팅제 종류에 따른 영향을 알아보았다.
펄프섬유몰딩 제품의 구조적 특성에 따른 코팅 효과를 비교 및 평가하기 위하여 고평량 백상지와 습식 펄프몰드, 건식 펄프몰드 시료의 구조를 각각 비교하고 이에 따른 코팅처리 효과를 비교 및 평가하였다. 특히, 입체적 구조를 가지는 펄프섬유몰딩 제품의 표면개질을 위하여 스프레이 코팅처리를 실시하였으며 이때 코팅제의 특성에 따른 스프레이 코팅처리 효율을 알아보았는데, 코팅 후 품질과 코팅공정효율을 위하여 코팅액 점도의 조절이 필요한 것을 확인할 수 있었다. 또한 전분, 라텍스, 아크릴계 고분자 코팅액을 각각 적용하여 코팅제 종류에 따른 펄프몰드 코팅 효과를 평가하였는데 아크릴계 고분자 코팅 시 내수성과 내유성이 크게 향상됨을 확인할 수 있었다. 특히, 아크릴계 고분자 코팅처리는 도막의 형성을 통해 수분차단성을 효과적으로 향상시킬 수 있음을 확인하였다. 이러한 결과들을 바탕으로 펄프몰드 제품의 표면코팅 처리를 통해 향후 플라스틱 제품들을 대체할 수 있는 고기능성 펄프몰드 제품의 제조가 가능할 수 있음을 확인할 수 있었다.
