

1. 서 론
백판지는 상품의 포장박스로서 주로 쓰이고 있다. 백판지의 중요한 특성으로 휨강성(bending stiffness)과 접힘특성, 표면의 인쇄특성을 들 수 있으며 이들은 소비자들이 백판지를 사용할 때에 직접적으로 마주하는 특성들이라고 할 수 있다. 접힘특성은 백판지를 상자로 만들 때에 접힘부분이 터지는 성질과 직접적으로 관련이 있으며, 파일폴더로 사용할 때에는 반복적인 접힘에도 잘 견디는 특성이 필요하다. 특히 과자나 시리얼과 같은 식품포장에서는 소비자의 눈을 끌며, 필요한 정보를 한눈에 보이게 할 수 있는 화려한 표면 인쇄특성이 필수적이다. 이러한 특성들이 만족되고 가격이 저렴한 백판지를 생산하는 것이 대부분의 제지업자들이 바라는 일이다. 그중에서 백판지의 휨강성은 판지의 품질을 좌우하는 중요한 특성인데, 판지의 휨강성이 부족하면, 상자로서 튼튼하지 못하며, 높이 쌓을 수도 없는 저급 품질의 판지로 취급될 수밖에 없다. 이 휨강성은 판지의 두께의 삼승에 비례하므로1) 판지의 두께가 백판지를 제조하는데 가장 중요한 특성이라고 할 수 있다.
백판지는 일반적으로 표면의 코팅층(coating)과 일층 혹은 탑층(top), 이층 혹은 언더탑층(sub or under top), 필러층(filler), 백층(back) 으로 구성되며, 백판지의 종류나 제조회사에 따라 한 개 혹은 두 개의 층을 더하거나 빼기도 한다.2) 이중에서 필러층은 백판지의 두께를 주로 형성하며, 저렴한 종류의 지료로서 OCC가 사용되는 층으로 알려져 있다. 즉 필러층은 벌크가 가장 중요하고, 강도적으로 크게 떨어지지 않으며, 내부결합강도와 탈수 성능도 유지해야 할 것이다. 백판지에서 경제적인 효과와 품질향상을 동시에 나타낼 수 있는 부분은 필러층의 벌크를 높이는 일로 볼 수 있다. 이 필러층의 벌크를 높임으로서 백판지의 휨강성을 높이게 되어 백판지의 품질을 높이는 것이 한 가지 목적이 될 수 있고, 다른 한 가지 목적은 기존의 벌크를 유지한 채로 필러층의 평량을 줄임으로서 원료비용과 건조에너지를 줄이는 것이 목적이 될 수 있다.
CC를 골판지에서 효과적으로 이용하는 연구는 주로 강도와 탈수성을 높이는데 집중되어있는데 비해,3,4) 백판지에서의 이용은 벌크를 높이는데 집중되어있다. 종이의 벌크를 높이는데는 목질계 충전제로서 목분을 사용하기도 하였는데, Kim 등은 주로 백상지에서 이용한 바 있으며,5-7) Yoon 등은 목분을 사용한 종이의 코팅에 관하여 발표하였다.8) Hwang 등은 목분과 탄산칼슘을 이용하여 골판지의 고형분을 증대하는 연구를 실시한 바 있으며,9,10) Xu 등은 OCC와 탄산칼슘과의 관계를 연구한 바 있다.11)
본 연구에서는 MDF(medium density fiberboard) 에 사용되는 거친 섬유를 이용하여 OCC 지료와 함께 사용함으로서 필러층의 두께를 증가시키며, 적절한 고해를 OCC와 MDF 섬유에 적용하여 강도적으로도 부족됨이 없도록 연구를 실시하였다. MDF 섬유도 고해에 의해 강도가 증가될 수 있는데 그것은 수소결합을 할 수 있는 표면적이 급격히 늘어나기 때문으로 판단할 수 있다. 특히 MDF 를 따로 고해하는 것과 OCC와 함께 고해하는 것의 차이를 연구하였다. 또한 MDF 섬유를 첨가한 종이의 평량을 5%와 10%씩 줄여서 종이를 제조함으로서 OCC만으로 제조한 종이에 비해 벌크와 강도가 어떻게 변화하는지 알아보았다. 평량이 저하된 종이가 OCC 만으로 제조된 종이와 물리적 특성이 같거나 월등한 특성을 나타낸다면, 원료의 절감과 건조에너지의 저감을 동시에 얻을 수 있게 될 것이다.
2. 재료 및 방법
2.1 공시 재료
골판지고지인 OCC는 국내 H 회사에서 분양받은 것으로서 실험실 Valley beater를 사용하여 고해하였고, 고해 전후의 섬유장을 Morfi fiber analyzer(Techpap, France)에 의해 측정하였으며, 그 결과를 Table 1에 나타내었다. 또한 사용된 MDF용 섬유는 국내 MDF 전문업체인 U 회사에서 분양받은 것이며, MDF 섬유로 지칭하였다. 역시 Valley beater를 사용하여 고해하였고, 고해 전후의 섬유장 변화를 Table 1에 나타내었다. OCC의 경우 3분, 5분간 고해를 실시하였고, MDF 섬유의 경우는 7분, 10분의 고해를 실시하였다. 또한 혼합고해의 경우를 알아보기 위해, OCC에 MDF 섬유를 혼합한 후에, 함께 고해를 하는 방법도 실시하였고 각각의 MDF의 첨가량이 다른 혼합지료를 3분, 5분, 7분씩 고해를 실시하였다. MDF의 효과를 목분과 비교하기 위해서 수입된 제품인 Lignocel®(JRS France)을 사용하였는데 이는 상업화된 목분으로서 잘 규격화되어있는 것으로 판단되어 본 연구에 사용하였다.
Table 1.
Length weighted fiber lengths of the sample furnish
2.2 수초지 제조
백판지의 필러층을 대상으로 200 g/m2 의 평량의 수초지를 제조하였다. 대조구로서 OCC만으로 수초지를 제조하였으며, 3분과 5분간 고해한 OCC로도 수초지를 제작하였다. MDF를 사용하는 경우, 섬유의 조성은 OCC 지료에 MDF 섬유를 무게비로 10, 20, 30%씩 첨가하였다. 또한 벌크를 유지하거나 높인 채로 얼마나 평량을 줄일 수 있는지 알아보기 위해 평량 180 g/m2 과 190 g/m2 수초지들을 추가적으로 제조하였고 이름과 섬유조성들을 Table 2에 나타내었다. Lignocel®은 일종의 목분으로 볼 수 있으며, OCC에 5, 10, 15% 첨가하여 수초지를 제작하였다.
Table 2.
Names of the samples
3. 결과 및 고찰
3.1 평량 200 g/m2 에서의 MDF의 첨가효과
MDF 섬유를 고해처리하지 않고 첨가하였을 때에는 벌크의 향상이 뚜렷하였지만 강도의 저하가 매우 크므로 본 연구에서는 고해 처리한 MDF 섬유를 사용하였다. OCC를 백판지의 필러층에 사용하는 경우에는 강도와 탈수성은 허용하는 한도 내에서 최소로 유지하되 벌크의 향상을 꾀해야하므로 고해공정을 최소로 사용하는 것이 보통이다. 따라서 본 연구에서는 고해하지 않은 OCC를 대조구로 하여 결과를 분석하였다. Fig. 1은 OCC를 단독으로 고해하는 경우 벌크와 열단장, ZDT를 나타내고 있다. 모든 측정치는 고해하지 않은 OCC인 OCC-0를 100% 로 기준하여 비교하였다.
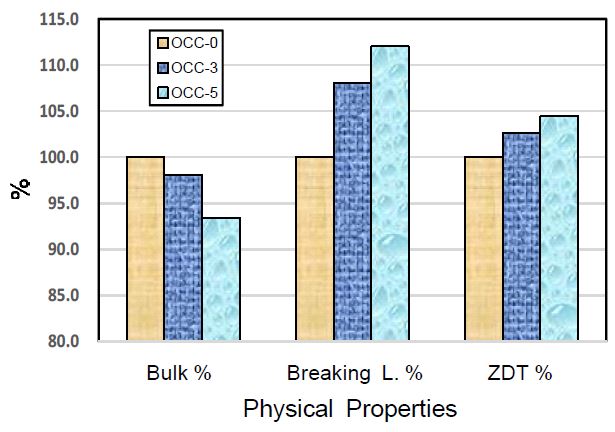
Fig. 1.
Properties of OCC refined by Valley beater (OCC-0, OCC-3, and OCC-5: refined for 0, 3, and 5 minutes, respectively).
Valley beater로 7분과 10분간 고해한 MDF를 10, 20, 30% 로 첨가한 샘플 수초지들이 모두 제작되었으며, Fig. 2는 평량 200 g/m2 의 수초지 중에서 벌크가 크고, 열단장이 유지되는 수초 조건들을 선택하여 비교하였다.
Fig. 2에서 보면, MDF를 첨가한 종이의 벌크가 7-20% 까지 증대하는 것을 알 수 있었으며, 열단장은 모두 97% 이상 혹은 대조구보다 10% 이상 증대한 수초지가 존재하였다. 따라서 열단장이 같거나 우수한 상태에서 대조구보다 현저히 높은 벌크를 지닌 종이들이 MDF 의 첨가에 의해 제조되었음을 알 수 있었다. 하지만 이들 대부분의 경우 ZDT가 92-97%를 차지함을 볼 수 있었다. 이는 모두 대조구보다 3-8% 적은 값인데, 실제 공장에서는 백수에 미세분들이 많이 존재함으로서 실험실에서 제조된 종이의 ZDT보다는 공장에서 제조된 종이의 ZDT가 우수한 경우가 있기도 하다. 또한 공장에서는 층간결합제의 사용이 일반적이므로 이러한 층간결합제의 양을 조금 늘림으로서 ZDT의 감소를 해결할 수 있을 것으로 판단되었다. 혼합고해인 (OCC+MDF)-7/20% 의 경우, 분리고해의 경우보다 매우 우수한 벌크와 인장특성을 보이고 있었다.
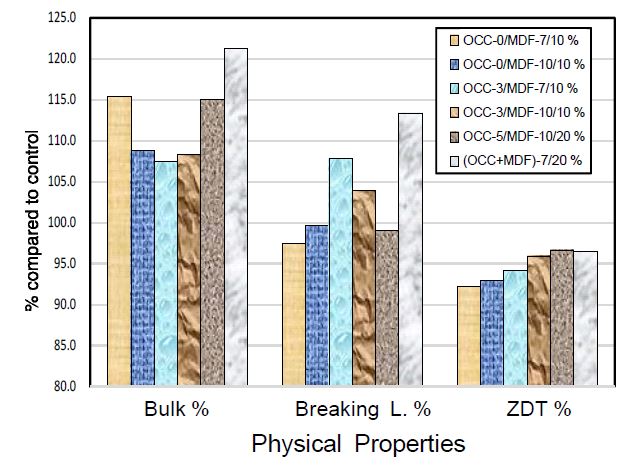
Fig. 2.
Properties of MDF-added OCC samples (OCC-0/MDF-7/10%: OCC-refining 0 min./ MDF-refining 7 min./MDF added 10%) ((OCC+MDF)-7/20%: OCC and MDF mixture refining 7 min./MDF added 20%).
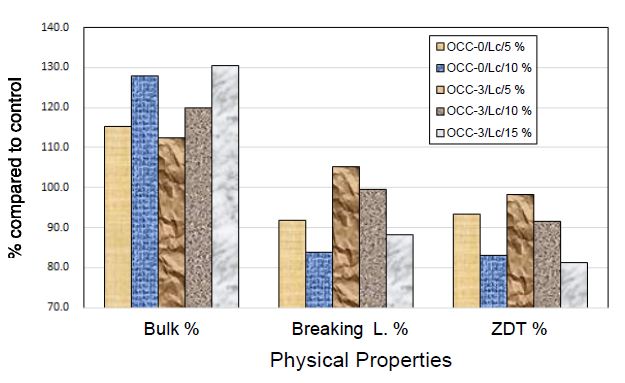
이들 지료의 탈수시간을 Fig. 3에서 보이고 있다. MDF를 사용한 대부분의 지료는 OCC만을 사용한 지료들에 비해 탈수속도가 현저히 빠른 것이 일반적이다. 탈수속도가 느려지더라도 Fig. 3처럼 대조구와 거의 동일한 것을 볼 수 있었다. 대조구에 가까운 탈수속도를 지닌 샘플들은 Fig. 2에서 보면 열단장이 크게 높은 것을 알 수 있었다. Fig. 4는 Lignocel®을 첨가한 지료의 물리적 특성을 보이고 있다.
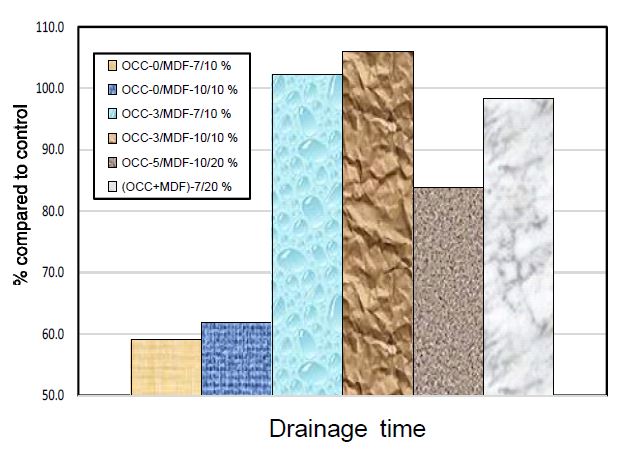
Fig. 3.
Comparison of drainage time for the MDFadded OCC samples (OCC-0/MDF-7/10%: OCC-refining 0 min./ MDF-refining 7 min./MDF added 10%) ((OCC+MDF)-7/20%: OCC and MDF mixture refining 7 min./MDF added 20%).
Lignocel®을 첨가한 지료는 그 첨가량이 MDF보다 매우 적어도 열단장과 ZDT가 현저히 떨어지는 특성을 보이고 있었다. 그러므로 ZDT가 최소한 대조구보다 80%를 달성하는 지료만을 Fig. 4에 나타내었다. Fig. 4에서 Lignocel®을 첨가한 지료는 열단장과 ZDT가 대조구의 90% 이상을 달성하는 지료가 세 가지로 나타났다. 특히 OCC-3/LC/10% 지료는 ZDT만 대조구에 비해 90% 정도로 나타날 뿐, 벌크와 열단장은 충족시키는 것으로 나타났다. Lignocel®의 경우 벌크가 특히 높게 나타났는데, 이는 Lignocel®의 형태가 무정형이며 평균적으로는 공모양처럼 둥글기 때문으로 판단되었다. 즉 MDF는 길쭉한 침상으로 벌크의 기여도가 공모양보다는 적지만 인장강도에 더 크게 기여하며, Lignocel®은 공모양으로 벌크에 더 기여할 것으로 판단되었고 강도보완에는 기여하지 못할 것으로 판단되었다. Lignocel®을 공장에서 시험한 경험에 의하면, Lignocel® 혹은 목분은 보류가 MDF 보다 현저히 낮은 편이여서, 서로 다른 초지기의 백수가 섞일 수 있는 공장 시스템에서는 공정상 어려움을 추가적으로 야기시킬 수 있는 것으로 판단되었다.
3.2 혼합고해와 분리고해의 차이
혼합고해와 분리고해의 차이를 비교하기 위하여 동일한 고해를 실시한 지료를 찾아야 했다. 하지만 정확히 같은 것이 없으므로 혼합고해의 경우 OCC 90%와 MDF 10% 를 혼합한 후에, Valley beater 로 5분간 고해한 경우를 선택하였고, 분리고해의 경우, OCC를 5분간 고해하고, MDF를 7분간 고해한 것을 10% 첨가한 경우를 선택하였다. 그러한 경우, 사실상 분리고해의 경우가 고해를 더 실시한 것으로서, 벌크는 약간 낮아지지만 더 높은 열단장을 보일 것으로 판단되었다. Figs. 5-8은 이들 지료들의 특성을 비교하고 있다.
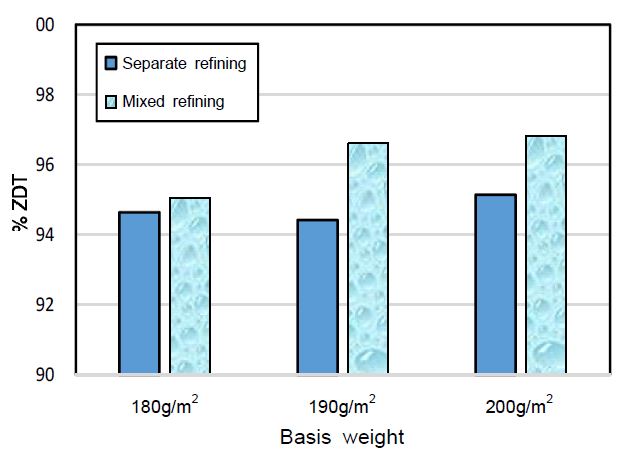
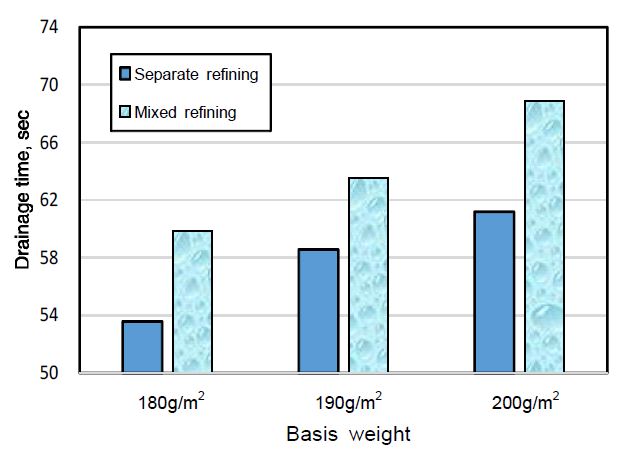
Fig. 5는 혼합고해가 분리고해보다 고해시간이 적었음에도 불구하고 더 높은 인장강도를 보임을 알 수 있었다. 열단장이 아닌 인장강도를 y축에 사용하는 이유는 평량이 서로 다르기 때문이었다. 열단장은 평량 차이를 보정한 값이고, 인장강도는 해당 평량을 고려하지 않고 인장 측정값을 그대로 나타내기 때문이다. 저평량의 종이와 고평량의 종이의 인장강도가 같다면, 저평량 종이의 열단장이 훨씬 높게 될 것이다. 저평량의 종이를 만들어도 고평량의 종이와 같은 인장물성을 갖는 것이 평량을 줄일 수 있는 근거가 될 수 있는 것이다. 혼합고해의 경우 사실상 190 g/m2 평량 이상에서는 대조구인 100% OCC 미고해 지료의 200 g/m2 평량 종이보다 높은 인장강도를 보임을 알 수 있었다. Fig. 6에 있어서도 서로 평량이 다른 샘플들 간에는 벌크를 비교할 수 없기 때문에 두께를 사용하였다. 두께도 MDF를 첨가한 지료가 190 g/m2 평량 이상에서는 대조구 200 g/m2의 값인 100%를 이미 넘고 있음을 알 수 있었고, 더 나아가 혼합고해가 분리고해보다 더 우수할 수 있음을 보이고 있었다. 하지만 내부결합강도를 나타내는 ZDT는 Fig. 7에서 보는 바와 같이 모두 대조구보다 낮았으나, 대조구의 94% 이상을 기록하였다. 여전히 더 적은 고해 에너지를 사용하였음에도 혼합고해가 더 높은 ZDT를 보이고 있었다. 이는 혼합고해가 분리고해보다 섬유간의 결합을 더 촉진시키며, 벌크에는 분리고해에 비해 뒤지지 않음을 나타내는 것으로 판단하였다. Fig. 8 에서처럼 혼합고해가 더 적은 고해 에너지를 사용함에도 더 탈수가 오래 걸림을 보이고 있었다. 이러한 현상은 강직한 MDF 섬유가 약한 OCC와 함께 고해처리를 받을 때, OCC는 더욱 심하게 기계적 처리가 되고, MDF 섬유는 오히려 기계적 충격을 덜 받음으로 생기는 결과로 보이고 있었다.
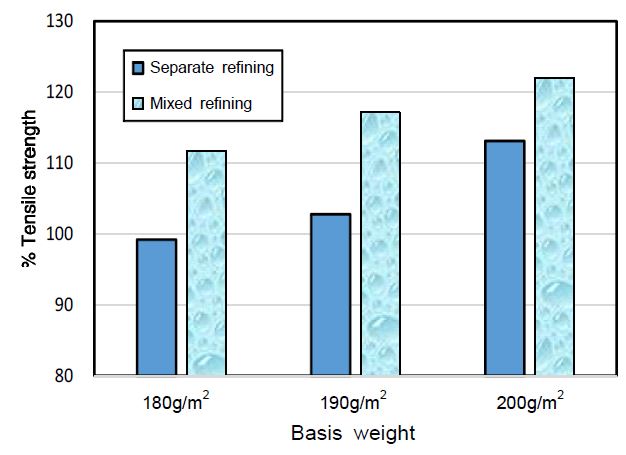
Fig. 5.
Comparison of tensile strengths between MDF separate and mixed refining (100% is the property of OCC unrefined furnish of 200 g/m2).
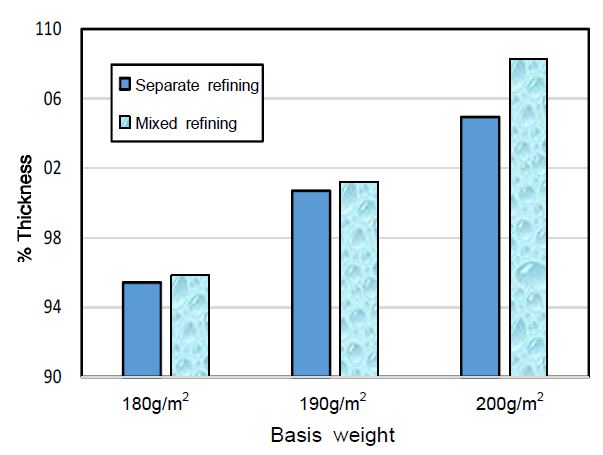
Fig. 6.
Comparison of thickness between MDF separate and mixed refining (100% is the property of OCC unrefined furnish of 200 g/m2).
3.3 평량을 감소시켰을 때의 물성변화
OCC 지료의 평량을 5%(190 g/m2)나 10%(180 g/m2)로 감소시켰을 때의 물성의 변화를 비교하였다. 만일 모든 물리적 성질이 대조구(OCC 200 g/m2)와 같거나 우수하다면, 혹은 비슷한 정도라면, 그만큼 평량을 감소시킴으로서 원료를 줄이고, 건조에너지를 줄일 수 있기 때문이다. Fig. 9은 원료를 5% 줄였을 때, 분리고해에서 나타나는 지료의 조합을 나타낸 것이다. 두께의 경우 원료를 5% 줄였음에도 모두 대조구보다 우수한 것을 알 수 있었다. 하지만 인장강도에서는 대조구의 95-105% 사이를 유지하였다. ZDT의 경우는 91-96%를 유지하였다. 이러한 경우 지료에 전분을 첨가함으로서 용이하게 극복할 수 있는 문제로 판단되었다. 특히 OCC-3/MDF-7/10%의 경우가 매우 우수함을 볼 수 있었다. Fig. 10은 평량을 10% 줄인 샘플들을 보이고 있다. ZDT를 제외하고는 모두 대조구에 비해 물성이 유지되는 것을 볼 수 있었다. 여기에 사용된 지료들은 대조구에 비해 월등히 빠른 탈수시간를 보이는 데, 그것은 평량이 5-10% 낮을뿐더러 MDF 섬유가 탈수속도를 높이기 때문이었다. Lignocel®의 경우는 나타내지 않았는데, 그 이유는 인장강도와 ZDT 가 이미 낮아져 있어서 평량을 줄일 여유가 없어졌기 때문이었다.
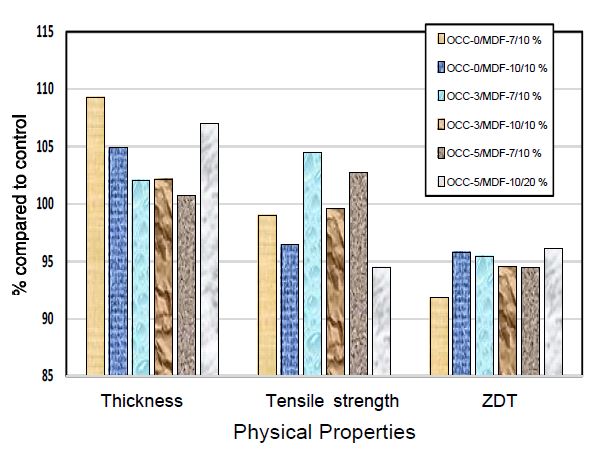
Fig. 9.
Comparison of properties for the 5% basis weight reduced samples (OCC-0/MDF-7/10%: OCC-refining min./ MDF-refining min./MDF added %).
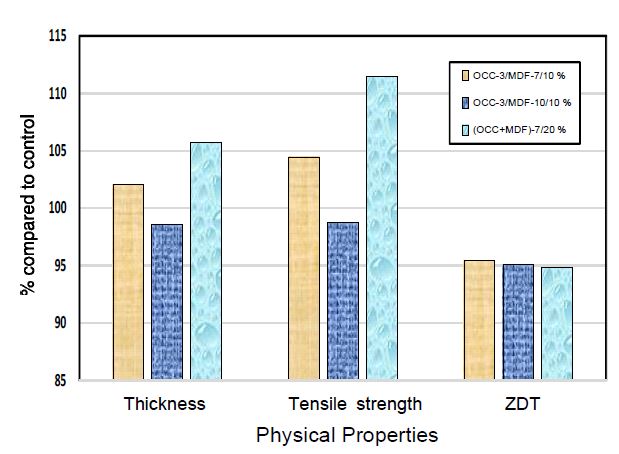
Fig. 10.
Comparison of properties for the 10% basis weight reduced samples (OCC-0/MDF-7/10%: OCC-refining min./ MDF-refining min./MDF added %) ((OCC+MDF)-7/20%: OCC and MDF mixture refining min./MDF added %).
본 연구에서는 OCC와 MDF 섬유를 고해하여 사용하였는데, 둘 다 Valley beater를 동일 압력과 농도조건에서 사용하였으므로 고해 에너지는 고해시간에 비례한다고 할 수 있다. 따라서 MDF 섬유를 사용할 때에는 고해에너지가 추가로 소비되었다고 할 수 있다. 하지만 탈수시간이 빠르고, 평량을 줄일 수 있는 장점이 있으므로 전체적으로는 에너지 저감에 크게 기여할 수 있는 것으로 판단되었다. 지합의 관점에서는 거친 MDF 섬유가 포함됨으로 문제점이 될 수 있을 것으로 예상되지만 고해한 MDF 섬유를 사용한 수초지에서는 지합이 우수하였으며, 더구나 백판지의 필러층에 사용할 경우에는 문제가 되지 않을 것으로 판단되었다.
4. 결 론
백판지의 필러층에 사용되는 OCC층의 벌크를 높이며 필요물성을 충족시키기 위해 MDF 섬유를 고해하여 사용하였다. OCC 100%의 200 g/m2 평량의 종이를 대조구로 하였을 때에 다음과 같은 결과를 얻었다.
• MDF 섬유를 고해하여 무게비로 10-20%를 OCC 지료에 첨가할 때에, 적절한 첨가비에서 대조구에 비해 10% 이상의 벌크향상과 동일한 수준의 인장강도, 현저히 빠른 탈수를 얻을 수 있었다. 다만 내부결합강도가 95% 수준을 유지하였으나 현장 생산공정 적용에서는 큰 문제가 되지 않을 것으로 판단되었다.
• MDF 섬유를 OCC 지료와 따로 고해하는 것보다 OCC 지료와 함께 혼합하여 고해하는 것이 벌크향상과 인장강도, 내부결합강도에 유리하였다. 다만 탈수 특성이 약간 저하하는 경향을 보였다. 이는 혼합고해시에 OCC가 더 많이 고해되는 성질 때문으로 판단되었다.
• 벌크와 인장강도가 높은 지료에서 지료를 5%와 10% 낮춘 종이를 제조하여 특성을 비교한 결과 200 g/m2 평량의 대조구에 비해 벌크, 인장강도 등에 문제가 되지 않음을 확인하였으며, 내부결합강도의 저하가 발견되었으나 공장시험을 통한 공정의 조절로 극복될 수 있는 것으로 판단되었다.
