

1. 서 론
닥 섬유는 우리나라의 전통한지 제조에 있어 주요 섬유상 원료로 오랫동안 사용되어 왔다. 전통한지와 대칭적 의미를 지니는 양지의 주 섬유상 원료인 목재 펄프에 비해 닥 섬유는 비목질계 인피섬유로서 셀룰로오스 분자구조의 중합도 및 분자량이 매우 높으며, 섬유장이 길어 물리.화학적으로 우수한 특성을 지니고 있다. 특히 닥 섬유 소재의 한지는 물리적 강도 특성이 뛰어날 뿐 아니라 섬유 간 꼬임 특성이 두드러져 유연성을 지니며, 우수한 내구력의 보존성을 지닌다.1) 최근에는 한지의 투기성, 강도 특성 외에도 방음, 향균, 소취 등의 기능 특성이 증명되면서 닥 섬유는 기록용 한지 외에도 벽지, 방음소재, 위생용품, 의료용품, 의류산업 등에도 폭넓게 응용되어 닥 펄프의 수요가 급격히 증가하는 추세를 나타내고 있다.2) 다양한 한지의 용도 중 닥 섬유사는 한지를 얇게 slitting하여 꼬아줌으로써 실의 형태로 가공한 것이다. 이는 시트 상태일 때에 비하여 강도가 매우 높을 뿐 아니라 형태 안정성도 뛰어나다. 최근 친환경 천연계 소재를 이용한 웰빙 제품이 부각되면서 닥 섬유사로 제작된 기능성 소재는 수분 흡수 능력 및 건조 능력 등이 모두 뛰어나 스포츠 의류로도 사용하고 있으며, 황색포도상구균 및 폐렴구균 등에 대한 항균성, 원적외선 방출 등의 효과를 나타내 내의용, 유아용품 등에 이미 광범위하게 활용되고 있다.3) 그러나 지사의 섬유상 원료로 사용되는 닥 펄프 제조는 전공정이 수작업으로 이루어져 왔으며, 대량생산이 어렵고 제품의 품질이 불균일하였다. 이와 같은 문제점을 해소하기 위해 최근에는 한지의 우수한 품질 특성을 유지하며 대량생산 시스템으로 전환하고자 닥 펄프 제조 자동화를 위한 펄프화 공정개발에 대한 연구가 진행되고 있다.4~6) 닥나무를 이용한 닥 섬유화 및 시트를 제조하기 위한 자동화 공정으로서 닥 가지의 채취, 절단, 흑피 제거, 증해, 세척, 표백, 고해, 초지, 건조 등의 단위공정을 거치게 되며, 이 과정에서 양지 제조공정과 마찬가지로 시트화 공정까지 다량의 물을 필요로 하게 된다. 제지공정은 초지기에 의한 자동화 시스템으로 운영되기 때문에 대량생산에 따른 백수의 양 및 다양한 첨가 약품 사용으로 인한 발생 폐수의 오염도가 높아지게 된다.7~9) 반면 한지 제조공정은 자동화되어 있지 않아 전 공정이 수작업으로 진행되기 때문에 일일 작업량의 한계가 있어 최종 제품 생산량 및 폐수의 발생량도 많지 않아 폐수의 질에 대한 분석 및 처리 방법에 대한 연구가 이루어지지 않았었다. 근래에 들어오면서 닥 펄프의 제조원가 및 생산시간 단축을 위해 전통 증해 약품인 잿물 대신 가성소다(수산화나트륨, sodium hydroxide, NaOH) 또는 소다회(탄산나트륨, sodium carbonate, Na2CO3)으로 대체하게 되었고, 표백과정에도 차아염소산나트륨(sodium hypochlorite, NaOCl) 등의 화학약품 처리를 하게 되면서 환경에 대한 관심이 높아지고 폐수처리에 대한 필요성 및 규제도 강화되기에 이르렀다.10) 이는 닥 펄프 생산 자동화에 따라 생산량이 증가하면 폐수처리의 중요성은 더욱 부각될 것으로 판단되며 효과적인 폐수처리를 위한 단위공정별 폐수의 오염도를 분석해 볼 필요가 있다. 따라서 본 연구에서는 닥 섬유를 이용하여 기계한지를 제조하기 위한 닥 펄프 제조공정 자동화 연구의 일환으로 폐수가 발생되는 단위공정에서의 폐수 특성 분석 및 기계화 공정 내에서 재활용하기 위한 목적으로 수행되었다.
2. 재료 및 방법
2.1 닥 가지 및 절단(cutting)
본 연구에서 사용한 닥은 전라북도 익산시 산림조합에서 식재한 것으로 1~3년생 닥나무 가지를 사용하였다. 닥 가지의 길이는 1.5~2.5 m 정도이었으며 박피공정으로 이송되기 전에 절단기(cutter)를 통해 3~5 cm 길이로 절단하였다.
2.2 실험방법
2.2.1 박피(debarking)
닥나무 가지로부터 흑피 및 청피를 제거하여 백피를 얻기 위한 박피공정은 닥 펄프 자동화 공정에서의 단위공정인 드럼 로터리 박피기(drum type rotary de-barker)11)를 사용하였으며, 1회 10 kg 이상의 닥나무 투입이 가능한 자동 흑피 및 목질부 제거장치11)를 사용하였다. 닥나무는 10 cm로 절단한 후 10 kg을 드럼 로터리 박피기에 투입하였으며, 박피 용수는 10 L/kg로 첨가하였다. 박피 속도를 45 rpm로 고정하고, 박피 시간은 총 120 min로 60℃에서 60 min 80℃에서 60 min을 실시하였다. 본 실험에서는 박피 공정조건에 따라 발생하는 미세한 박피 입자의 생성에 의한 폐수의 오염부하 정도를 통해 박피 상태를 확인하기 위하여 박피기 내의 돌기 크기를 10 mm, 20 mm, 30 mm로 변화시켜 박피를 진행한 후 폐수를 채취하였다.
2.2.2 증해 및 세척(cooking and washing)
박피공정에서는 닥 가지의 흑피와 청피가 제거될 뿐만 아니라 닥 가지의 속대로부터 백피가 벗겨진다. 증해는 백피화 된 시료를 사용하였으며 50 L 용량의 대형 단속식 증해기를 사용하였다. 본 실험에서 증해 약품은 NaOH를 사용하였으며, 증해 조건은 Table 1과 같다. 증해 후 200 mesh 망을 이용하여 폐액은 별도로 분리하였으며, 닥 섬유질 내에 남아 있는 증해 약품 제거하기 위하여 물로 충분한 세척을 행하였다.
2.2.3 표백(bleaching)
본 연구에서 사용한 백피의 리그닌 함량은 10% 미만으로서 목재 펄프에 비해 낮아 비교적 온화한 조건에서도 표백이 가능하다. 일반적으로 닥 섬유의 표백에는 차아염소산나트륨을 사용해 왔으나 본 연구에서는 점차 강화되는 환경규제 요인에 부응하여 염소계 약품 약품 보다는 산소계 약품으로서 과산화수소 표백 처리를 통한 닥 펄프를 표백하였다. 표백처리에 사용된 시료는 세척공정을 거친 시료를 사용하였으며 표백에 사용된 약품은 H2O2, NaOH, Na2SiO3, EDTA로서 선행 실험 결과에12) 따라 주 표백 약품인 H2O2는 섬유 대비 5%, pH 조절을 위한 NaOH는 과산화수소 대비 35%를 투입하였다. Na-2SiO3와 EDTA의 경우 각각 과산화수소 대비 25%, 0.1%로 조절하였다. 닥 펄프의 표백 조건은 Table 2와 같다.
2.2.4 정선(screening)
정선공정은 세척을 거친 닥 펄프를 이용하여 진동 스크린 처리를 하였다. Screen plate는 slot type을 사용하였으며 slit size는 0.25 mm를 사용하였다. 닥섬유는 섬유장이 길어 섬유 간 꼬임 특성이 야기될 수 있기 때문에 스크린 처리 시 정선 효율을 높이기 위해 고해처리를 선행하였다. 닥 펄프 고해에는 칼 비터를 사용하였으며, 고해 후 여수도는 600 CSF-mL 이었다. 스크린 처리는 30분 동안 진행하며 정선과정에서 accept 시료로부터 물을 채취하여 분석하였다.
2.2.5 폐수분석
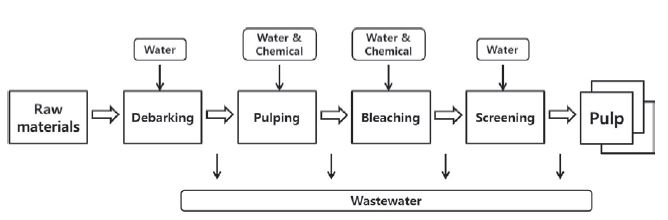
각 단위공정에 공정수 및 약품 투입과 폐수 발생에 대한 모식도를 Fig. 1에 나타냈다. 각 공정에서 채취한 폐수는 Turbidity (HACH 2100P Turbidimeter), SCODCr (HACH DR/2500 Spectrophotometer), conductivity (ORION Model 120 conductivity meter), pH (ORION pH meter 1420 A model)를 측정하였다. MLSS는 GF/C filter를 사용하여 filtering 전후 무게에 따라 비율을 계산하였다.
3. 결과 및 고찰
3.1 드럼 박피기 형태에 따른 박피공정 폐수의 특성
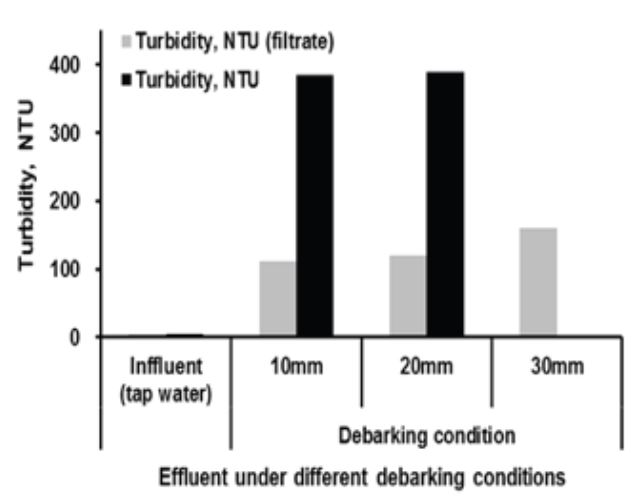
드럼 박피기 내의 돌기 크기에 따른 박피공정에서 발생하는 탁도를 분석하여 박피 조건에 의해 발생되는 폐수에서의 미세 분산입자 특성을 분석했다. 박피공정에서는 드럼 박피기 내에 분사되는 물을 제외한 약품을 전혀 사용하지 않았기 때문에 간단한 물리적 여과 처리만으로도 일정한 미세 분산입자 제거가 가능할 것으로 판단된다. 따라서 여과 처리에 따른 폐수처리 가능성 여부를 판단하기 위해 GF/C 여과를 통한 여액의 오염도를 측정하여 여과 전후의 탁도 결과를 각각 Fig. 2에 나타냈다. 박피 조건에 따른 폐수 내 미세 입자의 변화를 확인하기 위하여 박피기의 돌기 크기를 조정한 결과 돌기의 크기가 증가함에 따라 폐수의 탁도는 증가하는 경향을 나타냈으며, 그 중 30 mm의 돌기를 사용한 조건의 폐수에서는 탁도 측정의 범위를 초과했다. 반면, GF/C filter를 이용하여 1차적 물리적 여과 처리를 한 경우에는 부유 고형물질이 상당량 제거되어 기기 측정범위 내에서 탁도 측정이 가능했고, 돌기 크기 10 mm와 20 mm 조건에서도 각 조건 당 약 300 NTU의 값이 감소함을 확인할 수 있었다. 박피공정에 따른 백피 수율은 약 15% 정도이며, 백피 15 kg를 얻기 위해 필요한 용수는 1 ton으로 많은 양이 요구되기 때문에 물리적 여과로 상당한 폐수처리 효과를 나타낸다면 이후 약품 처리 등의 폐수처리 시 온화한 조건에서 진행할 수 있을 것으로 판단된다.
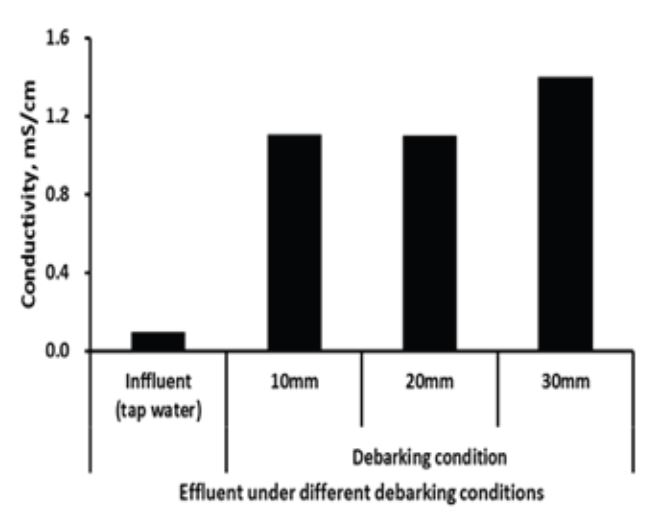
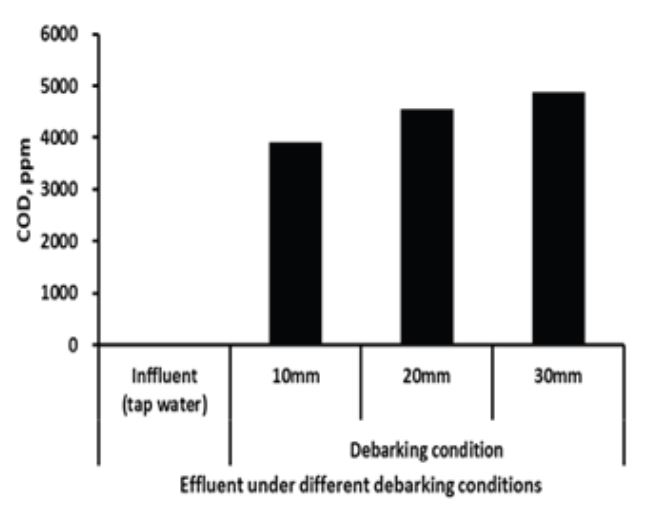
부유 고형성분 이외에 COD 및 전기전도도 등에 영향하는 물질들의 존재 여부를 확인하기 위하여 박피공정 조건에 따라 발생한 폐수를 GF/C filter로 여과한 후 전기전도도 및 COD를 측정하였으며, 그 결과를 각각 Fig. 3 및 4에 나타냈다. 드럼 박피기의 돌기를 10, 20 및 30 mm로 각각 다르게 조절하여 박피했을 경우 발생 폐수의 COD는 각각 3920 ppm, 4550 ppm 및 4870 ppm으로 증가하는 경향이 나타났다. 또한 탁도를 유발하는 물질인 부유 고형분을 제거한 후에도 COD 부하는 여전히 높게 나타나 단순한 물리적 처리만으로는 발생 폐수를 재이용을 할 수 없을 것으로 판단된다. 또한 폐수 내의 유기물 함량과 더불어 이온성 물질 또한 용수 재이용 가능성 검토 측면에서 중요한 인자로 고려되어 전기전도도를 분석하였다. 전기전도도는 물속에 존재하는 전해질의 농도를 측정하는 방법으로써 물속에 각종 이온성 물질이 다량 용해되어 있을 경우 약품의 작용기 전하를 중화시키거나 섬유가 아닌 이물질과의 결합이 이루어져 약품 발현성이 떨어지고 이물질이 계 내에 축적되어 생산되는 닥 펄프의 품질을 저하시킬 수 있으며, 이를 해결하기 위해서는 부가적인 약품 첨가에 의한 펄프의 품질 개선을 필요로 할 수 있다. 본 실험에서는 유입수로 수돗물을 사용하였으며, 이의 전기전도도는 0.09 mS/cm인데 반해 드럼 박피기의 돌기를 각각 10 mm, 20 mm 및 30 mm 조건 하에서 발생 폐수의 전기전도도를 측정한 결과 각각 1.11, 1.10 및 1.40 mS/cm를 나타냈다.
한편 박피공정에서 발생하는 폐수 내에 존재하는 각종 유기물에 의한 교질물질의 표면전하, 고분자 전해질의 전하밀도 등에 미치는 상관성을 분석하기 위해 pH 특성을 분석하였다. 그 결과 유입수의 pH는 6.65인 반면 박피공정의 폐수 pH는 약 5.55 정도로서 1 point 이상 저하되는 경향을 나타냈다. 이는 박피공정에서 분사되는 용수 및 스팀에 의해 닥 섬유 자체에서 약산성의 추출물에 의한 것이라 사료된다.
3.2 증해 및 세척공정 발생 폐수의 오염 부하 변화
증해공정에서는 강알칼리계 약품을 사용하기 때문에 증해 폐액은 높은 오염부하를 유발하게 된다. 과거 닥 백피를 삶을 때는 볏짚, 콩대, 고추대, 메밀대 등의 농산폐기물을 태워 물을 사용하던 잿물과는 달리 근, 현대 한지제조에서는 증해 시간 단축 및 원가 절감을 위해 수산화나트륨을 사용하고 있다. 수산화나트륨은 강알칼리로써 발생하는 증해 폐액 또한 강알칼리 특성을 지닌다. 따라서 증해 과정 중에 닥 섬유의 셀룰로오스 성분이 가수분해에 의하여 일부 용출되기도 하고 헤미셀룰로오스 성분은 과다한 용출이 발생하여 알칼리 폐액과 더불어 오염 부하가 상승하게 된다. 본 실험에서는 수산화나트륨에 의한 증해를 진행하였으며 공정에 따른 펄프의 수율은 65-70% 정도를 나타내기 때문에 이는 3.1에서 얻은 15 kg의 백피를 증해했을 때 10 kg의 펄프를 얻을 수 있을 것으로 판단된다. 또한 2.2.2의 실험조건에 따르면 증해 액비가 10 : 1이고 알칼리 15%의 조건에서 공정이 진행되므로 펄프 10 kg을 얻기 위해 필요한 용수의 양은 약 130 L이다. 증해 폐액의 오염도 결과는 Table 3에 나타냈다. NaOH를 이용한 따른 증해 폐액은 리그닌 분해에 따른 발색물질에 의해 흑갈색을 나타냈으며, 탁도도 매우 높았다. 폐액의 색과 탁도를 고려하였을 때 오염부하가 매우 높기 때문에 자동화 공정에서 증해 폐액의 대량 발생에 따른 효율적인 폐수처리 방법이 요구된다.
Table 3.
Pollution level of wastewater by cooking process
| Value | |
|---|---|
| Turbidity, NTU | 534 |
| Conductivity, mS/cm | 19.4 |
| pH | 12.94 |
| COD, ppm | 34,600 |
증해 폐액의 전기전도도는 수돗물의 전기전도도가 0.09 mS/cm인 것과 비교하였을 때 19.4 mS/cm로 상당히 높은 수치를 나타냈으며, COD 부하의 경우 GF/C filter로 여과시킨 후에도 34,600 ppm으로 매우 높은 수치를 나타냈다. 이는 강알칼리 성상의 증해 약품에 의해 셀룰로오스의 저분자화 및 헤미셀룰로오스 등의 유기물 용출에 따라 영향하는 것으로 사료된다. 증해액의 pH는 13.8로서 14 point에 가까운 강알칼리 특성을 나타냈으며 증해 후 폐액은 12.94를 나타냈다. 증해 폐액의 이러한 특성으로 볼 때 폐액 내에 용출되어 있는 유효 천연물의 재회수 공정의 개발 및 폐액의 증발 건조에 의한 처리 등의 물리적 또는 화학적 처리 방법의 개발이 수반하여야 할 것으로 사료된다.
3.3 표백약품에 따른 표백공정 발생 폐수의 오염 부하 변화
최근 펄프의 표백공정에서는 염소계 약품 사용에 따른 환경규제 정책에 따라 박피 및 증해공정 폐수에 존재하는 유기물과 염소계 약품의 반응 시 독성의 chlorinated compound를 형성할 수 있으므로 산소계 약품으로의 전환이 점차 요구되어 과산화수소 표백을 시도하였다. 따라서 증해공정에서 잔류된 리그닌 등 발색물질을 분해함으로써 닥 펄프의 백색도 향상을 꾀하고자 하였다. Table 4는 표백 폐수의 오염도 부하를 나타낸 결과이다. 과산화수소 표백에 따른 폐수는 증해공정 폐액에 비해 탁도, COD 등에 있어 상대적으로 낮은 값을 나타냈다. 과산화수소는 약산성임에도 불구하고 표백 폐수의 pH는 11 이상을 나타냈다. 이는 과산화수소 표백공정은 pH가 10~12 정도의 알칼리 조건에서 최적 효율을 나타내기 때문에 NaOH를 첨가한 결과이다. 전기전도도, COD 및 탁도는 증해공정 폐액과 비교했을 때 상대적으로 낮았지만 단위공정에서의 재사용이 가능한 정도는 아니다. 따라서 증해공정 폐액과 마찬가지로 여과에 의한 물리적 처리로는 폐수처리가 어려울 뿐 아니라 체계적인 폐수처리 및 방류의 검토가 요구된다.
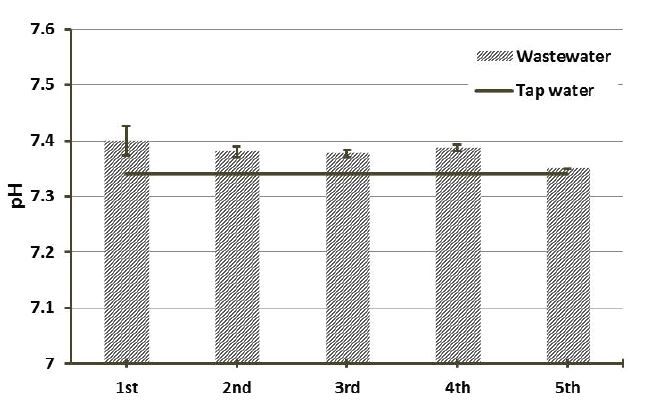
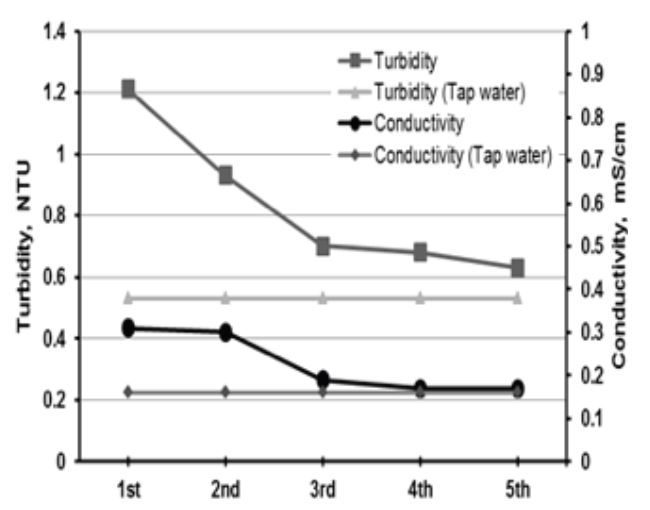
3.4 정선공정에서의 폐수 특성 및 용수 재이용 가능성 평가
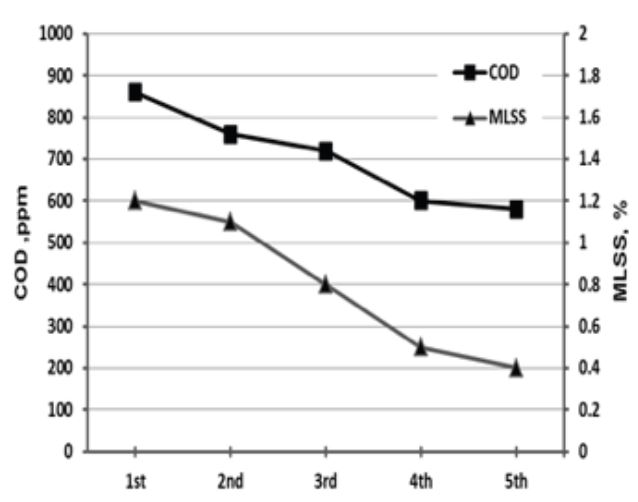
정선공정에 사용된 닥 펄프는 여수도 600 CSF-mL 까지 고해처리를 한 후 사용하였다. 따라서 세척 표백펄프를 사용하고 추가 약품투입이 없는 정선공정의 경우 오염도가 높지 않다면 상대적으로 clean water가 요구되지 않는 박피공정의 용수 등으로 사용이 가능할 것으로 사료되어 이의 가능성을 확인하고자 실험실적 평판 스크린에서 정선처리를 하였다. 이때 정선처리 중의 공정수와 정선처리 후 폐수의 pH를 측정하여 그 결과를 Fig. 5에 나타냈다. 그 결과 스크린 공정 투입수와 배출 폐수에서의 pH는 소폭의 차이가 나타났다. 이는 세척 및 고해공정에서 미처 제거되지 못한 섬유 내의 표백 약품에 의한 것으로 사료되며 정선처리 약 30분 후에는 공정 투입수와 동일한 pH를 확인할 수 있었다. 한편 수질 오염물질 배출 허용기준이 약산성에서 약알칼리 정도의 수준임을 감안할 때 공정 용수와 폐수 모두 중성으로서 pH 수준에서는 폐수처리 과정에서 별도의 중화처리 없이 방류가 가능할 것으로 판단된다. 하지만 본 실험에 사용된 용수의 경우 10 sec 당 0.8 L의 분사 속도를 나타내는 수도를 기준으로 30 min 처리하였으므로 1 kg 당 약 150 L의 용수를 사용한다. 10 kg의 닥 펄프를 정선처리하는 데 1.5 ton의 많은 양이 요구되므로 정선공정에서 배출되는 폐수를 재이용할 수 있다면 경제적 측면에서도 이점이 있을 것으로 판단하고 폐수 특성을 검토하기 위하여 탁도, 전기전도도 및 COD, MLSS 측정하여 그 결과를 각각 Fig. 6 및 7에 나타냈다. 탁도와 전기전도도에서는 정선처리 시간이 경과할수록 낮아지는 경향을 보였으며, 수돗물과 비교했을 때 15 min 이후부터 비슷한 수치를 나타냈다. 또한 COD의 경우 정선 처리 초기에 800 ppm 이상을 나타냈지만 15 min 이후 300 ppm가량 감소하였다. 정선 공정 폐수에서 나타나는 유기물함량은 고해에 따른 미세섬유 생성에 의한 결과로 사료되며 상당량이 정선 초기에 제거됨을 확인할 수 있었다. MLSS도 마찬가지로 20 min 이후에는 0.5% 미만으로 현저히 감소하는 특성을 나타내므로 정선폐수의 경우 펄프 10 kg 기준 최소 5 ton의 용수를 박피공정 또는 정선공정의 용수로 이용함으로써 용수를 절감할 수 있을 것으로 사료된다.
4. 결 론
본 연구에서는 닥 펄프 제조공정 자동화와 관련하여 닥 펄프 제조공정 별 배출되는 공정폐수의 특성을 분석하고 공정 내 용수 재이용 가능성 및 폐수처리에 대하여 고찰하였다.
1. 박피공정은 약품첨가 없이 샤워수와 스팀으로만 진행되지만 닥 인피부로부터 다양한 추출물이 용출되어 오염 부하가 높았으며, 드럼 박피기의 돌기 형태에 따라 발생폐수의 오염도 차이가 나타났다.
2. 증해공정에서 배출되는 폐액은 가장 높은 오염부하를 나타냈으며 공정 운전에 따라 다량 발생할 경우 화학적 처리법에 의한 폐수처리 방법이 도입되어야 할 것으로 사료된다.
3. 표백공정에서 배출되는 폐수는 표백제 사용에 따른 높은 오염부하를 나타냈으며 증해공정 후 잔존 리그닌의 분해 정도에 따라 차이가 나타났다.
4. 정선공정에서 배출되는 폐수의 오염부하는 타 공정에 비해 상대적으로 낮은 수치를 나타내었으며, 처리 시간에 따라 오염부하가 정수에 가깝게 감소하므로 폐수의 일부는 박피공정 용수 혹은 정선공정 초기 단계 내에서 재사용할 수 있을 것으로 판단된다.
이상에서와 같이 닥 펄프 자동화 공정에서 생성되는 폐수의 특성 분석을 통해 각 공정 내 폐수의 재사용 가능성을 진단하였다. 특히 공정 오염부하가 높은 폐수의 분리 처리 시스템 및 천연물질의 회수 시스템 개발과 아울러 오염부하가 낮은 폐수의 물리적 여과처리 등을 활용한 방류 및 재이용 설계를 통하여 공정 용수의 사용량을 저감할 수 있을 것으로 사료된다.
