

1. 서 론
오프셋 인쇄 (offset printing)방식은 고무블랭킷(blanket)에 잉크를 공급하여 종이의 표면에 인쇄 압에 의해 잉크를 전이시키는 전형적이고 세계에서 가장 널리 사용되는 컬러 인쇄방식이다. 오프셋 인쇄는 서적이나 잡지, 신문, 카탈로그뿐만 아니라 현재는 인쇄 전자 (printed electronics) 등의 제작도 연구단계에 있기 때문에 정보 전달 매체로서의 아주 중요한 부분을 담당하고 있으며, 점차 보다 고도로 정밀한 인쇄가 요구된다. 그러나 고도의 정밀한 인쇄를 하기 위해서는 오프셋 인쇄 기구를 과학적으로 연구해야 하고, 고무블랭킷을 통과하는 잉크의 거동과 분열에 대해 해석하여야 하는데 이 부분이 아직도 난해한 과제로 남아있는 실정이다. 왜냐하면 오프셋 인쇄 속도는 고속이고, 특히 종이에 인쇄를 할 경우 비도공지의 구조가 복잡하며, 잉크는 여러 가지 물질의 혼합물이기 때문이다. 또한, 고무블랭킷과 종이가 접촉하는 부분인 틈새(고무블랭킷과 종이가 만나는 부분, printing nip)이 육안으로 관찰하기에는 너무 작기 때문에 실험적으로 이 부분을 관찰하기는 어렵다. 이와 같은 오프셋 인쇄에서 틈새를 통과하는 잉크의 거동에 대한 해석은 잉크 전이 측면에서 대단히 중요하므로 많은 연구자들에 의해 연구되었다.1-4) 특히, 오프셋 인쇄 시스템은 Fig. 1과 같이 틈새의 입구에서부터 bank, laminar, cavitation 그리고 필라멘트의 4단계로 구분하여 연구해 왔는데, 그 이유는 틈새의 폭이 너무 작고 선속도가 빠른 구조에서 전이현상이 일어나기 때문에 잉크의 거동을 단번에 전체적으로 해석하는 데는 어려움이 있기 때문이다. 잉크가 틈새의 출구에서 분열하기 전까지의 단계에 관한 연구들은 고분자가공 공정이나 금형제작 공정과 유사하여 많은 연구자들의 관심을 보였으며, 따라서 그에 관한 연구는 많은 발전을 보았다.56) 그러나 틈새 출구 부분에서 발생되는 잉크의 분열 거동은 아직 이론적으로나 실험적으로 명확히 규명되지 못하고 있는 실정이다. 한편 틈새의 출구에서 잉크가 분열하는데 필요한 에너지를 택(tack)에너지 또는 부압력(negative pressure)등으로 부르며, 이 택에너지를 측정하는 장치는 개발되어 이용되고 있다.7) 잉크가 고무블랭킷의 틈새출구 부분을 나와서 공동에 의해 필라멘트 형태로 된 다음, 늘어나서 분리되는 점을 분리점(splitting point)이라고 하며 코팅과 인쇄 등에서 이 분리점이 전이율(transfer rate)을 결정하게 되므로, 분리점을 구하는 것이 중요한 과제로 되어 있다. 그러나 실험적으로 롤러와 판의 틈새에서 잉크의 분열은 매우 순간적으로 일어나는 현상으로서, 실험으로 관찰하기에 많은 어려움이 있다. 특히 고무블랭킷에서 종이의 전이현상은 기본적인 레오로지 뿐 아니라, 다양한 환경변수의 영향을 받기 때문에 현실적으로 모든 조건들을 고려하여 실험 하는 것이 거의 불가능하다. 또한 기능성 인쇄잉크를 사용하게 될 때 잉크의 불투명성으로 인한 기포의 형성 및 성장과 분열을 측정하기가 어렵다.
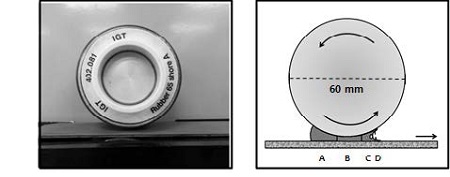
Fig. 1.
A part of IGT printability tester(left) and the simulation model(right) of the offset printing system. (A is the bank, B is the laminar, C is the cavitation and D is the filament region.)
따라서 본 연구는 기본적인 잉크의 전이 메커니즘8-10)을 과학적으로 규명하기 위한 기본단계로 틈새 출구에서 잉크의 점도와 인쇄압력에 따라 어떠한 전이특성을 가지는가를 규명하고자 하였다. 특히 본 논문에서 주안점을 둔 것은 실험적으로 해석이 어려운 틈새의 출구부분에서 잉크의 거동을 Navier-Stokes식에 의해 해석하고, 유변학적 점탄성 이론에 의해 시뮬레이션 하여 그 얻어진 결과와 실험한 결과 값들을 비교하고자하였다. 본 논문의 시뮬레이션 결과들은 오프셋 인쇄 시스템에서 잉크 흐름의 연구에 유용하게 이용될 것으로 생각된다.
2. 시뮬레이션
오프셋 인쇄를 시뮬레이션하기 위해서는 첫째로 시스템의 단순화 및 둘째로 잉크 전이 구조의 가정이 필요하다. 첫째로 오프셋 시스템은 한 방향으로만 잉크가 흐른다고 가정할 때 단순화할 수 있다. 그리고 고무블랭킷과 종이의 사이의 틈새에서 들어온 잉크는 틈새의 중심부에서 층류흐름을 하면서 최대의 압력을 받다가 틈새의 출구를 빠져나간다고 본다. 출구를 나온 잉크의 일부는 종이로 전이되고 나머지는 다시 고무블랭킷을 타고 돌아서 다음에 입력되는 잉크와 혼합되게 된다. 이러한 전 과정에서 잉크의 흐름이 정상상태 (steady state)로 된다고 가정하여 시뮬레이션 하였다. 여기서 회전하는 고무블랭킷과 종이의 속도는 동일하며, 고무블랭킷의 선속도를 Vs 라고 한다. 고무블랭킷과 종이의 틈새는 수 마이크론으로서 통과하는 잉크의 양에 따라 결정된다.
둘째로, 중요한 것은 틈새의 출구를 나온 잉크의 어느 지점이 갈라져서 분리하는가를 시뮬레이션 하여 분리점을 찾는 것이다. 이 분리점을 시뮬레이션에 의해 찾기 위해서 본 논문에서는 분리의 공동이론(pore theory) 또는 캐비테이션 이론(cavitation theory)을 가정하였다. 공동 이론이란 잉크를 교반할 때 들어가게 되는 공동, 그리고 종이의 요철 및 거칠기에서 생기는 공동 등이 잉크 속에 생기는 것이고, 캐비테이션 이론은 틈새의 출구부분에서 부압력(negative pressure)에 의해 공동이 늘어나고 필라멘트가 생기며, 결국엔 필라멘트가 끊어져서 분열한다고 가정하는 것이다.
오프셋 인쇄의 시뮬레이션은 3차원적으로 할 수도 있으나 잉크의 흐름이 한 쪽 방향이고 내부 와류가 없다고 가정했을 때 2차원 벡터로 결과를 계산할 수 있다. 시뮬레이션의 모델은 다음 Fig. 1에서 보는 바와 같이 사용할 실험 장치와 직경 60 mm 및 회전속도 30 cm/sec 등과 동일하게 하였다.
그리고, 롤러의 틈새에서 일어나는 잉크의 거동과 캐비테이션 현상을 연구하기 위한 시뮬레이션 도메인은 Fig. 2와 같다. 틈새사이의 잉크의 전이특성을 시뮬레이션하기 위하여 기본 도메인(domain)은 2차원으로 하고, 워크스테이션의 CPU(central processing unit) 시간을 고려하여 780개의 메시(mesh)를 주었다. 기본적인 도메인은 하나로 하였으며, 이 도메인에서 경계조건 BS(boundary surface)1과 BS4 부분을 고무블랭킷과 종이 사이 잉크와 접촉한다고 설정하고, BS4 부분에 롤러의 회전속도(Vs=30)를 부여하여 선속도 값에 의한 잉크의 흐름을 설정하였다. BS2와 BS3는 자유계면(free surface)으로 설정함으로서 경계층의 유동현상과 분리점을 계산하고자 하였다. 자유 계면은 고무블랭킷과 종이의 틈새에 해당하는 부분이다. 즉, 스트레스에 의해 변형이 일어나는 부분으로서 잉크의 표면장력과 점탄성 변화에 따른 Navier-Stokes식으로 계산하고, 그 결과에 의해 다시 반복적으로 격자 재배열(re-meshing) 되는 부분이다.
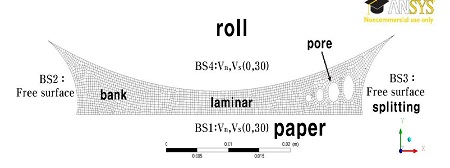
Fig. 2.
Geometry of the offset printing system and the boundary surfaces(BS) with two free surfaces for simulation.
자유 계면에 가해지는 힘과 대응하는 스트레스는 롤러를 강제 회전하는 동시에 종이를 같은 속도로 맞물려 이동하면서 생기는 힘에 의해 전단변형 하거나, 수직변형하게 되며, 어느 시간 경과 후에는 공동의 분열에 의해 잉크가 분리되고 종이로 전이 되는 결과를 얻을 수 있다. 또한 공동 이론에 의하여 롤러와 종이의 틈새에는 기공을 형성하여주었고, 기공 주변의 잉크 변화와 기공이 성장하여 분열하는 캐비테이션 과정도 역시 시뮬레이션 하였다.
시뮬레이션을 위한 모델 잉크는 단일 조성으로서 투명하며, 반응성이 없고 점도와 탄성을 조정하기 쉽다는 이점 때문에 PDMS(Polydimethylsiloxane)을 사용하였다. PDMS는 전단속도의 증가에 따라서 점도가 상승하는 shear thickening 물질이다. 따라서 본 시뮬레이션에서는 laminar 영역과 출구에서 분열되는 지점이 결정되는 부분까지를 정상상태로 보고, generalized Newtonian 잉크로서 단열로 가정하여 계산하였다. 그러나 인장되는 과정과 최종 필라멘트의 분열 단계에서는 shear thickening 현상에 의해 점도가 상승하게 될 것이다.
모델 잉크의 시뮬레이션 조건은 Table 1과 같다. 선속도와 압력, 점도 등은 모델 잉크와 같게 하였으며, 온도는 상온에서 실험하는 것을 감안하여 20℃로 일정하게 하였다. 한편, 모델링 작업 중 상세한 정보가 요구될수록 많은 메시를 만들어 주어야하고 결과 값에서 푸아송비 (Poisson’s ratio)가 2 이하인 양질의 메시를 얻는 것이 시뮬레이션 결과가 실측치에 잘 일치하기 때문에 중요하다. 따라서 본 시뮬레이션에서는 메시 모양과 크기를 삼각형과 사각형 모양의 방식으로 1×10-4 m단위로 설정하여 고무블랭킷과 종이 틈새사이 뿐만 아니라 잉크전이 모형 전 영역에 균일하게 집중시켜서 각각의 경계조건에서 잉크의 거동을 유효하게 계산하도록 설정하였다.
Table 1
Flow model of the PDMS and the condition of simulation
상대적으로 많은 시뮬레이션 시간이 소요되므로 CPU시간과 효율성을 고려하여 잉크 전이 모형을 2차원으로 계산하였다. 시스템 구조는 시간의 흐름에 따라 잉크의 변형이 생기는 시간 의존성 흐름(time dependent flow) 모델로 시뮬레이션 하였다. 시뮬레이션의 계산 과정과 격자 재배열, 그리고 post processor (Ansys inc. 미국), 비선형 점성 현상 및 점탄성 효과가 지배적인 유동을 해석하도록 설계된 범용 유한 요소법 방식의 Polyflow(Workbench Release 13, Ansys, USA)를 이용하였다.
3. 실 험
3.1 잉크 시료
실험결과를 시뮬레이션 결과와 비교하기 위해서는 실험에 사용한 시료의 물리적인 특성과 동일하게 시뮬레이션 계산에 입력시켜 주어야한다. 시료의 선택은 넓은 범위의 점도를 실험하기 위해 PDMS를 사용하였다. 본 연구에서 사용한 PDMS는 일본 Shinetsu사의 모델 KF-96으로서 그 물성은 Table 2와 같다.
Table 2
Physical properties of PDMS samples
| factor | properties |
|---|---|
| appearance | transparent |
| viscosity(poise) | 10, 50, 100, 300, 500, 2000 |
| specific gravity | 0.97 (at 20℃) |
| refractive index | 1.403 (at 20℃) |
| pour point (℃) | -50 |
| flash point (℃) | 315 |
PDMS를 사용한 이유는 다양한 점탄성을 가진 시료를 수집할 수 있으며, 내열, 내수 및 내약품성이 우수하기 때문이다. 또한 PDMS는 투명하여(염료에 의해 염색도 가능함) 유동현상을 직접 관찰 할 수 있다.
3.2 실험 장치
오프셋 시스템의 틈새 출구에서 잉크의 분리점을 찾기 위한 실험은 일정 속도와 일정 압력에서 수행되어야 하며, 특히 잉크의 두께와 균일성이 보장되어야 한다. 이와 같이 일정 속도와 압력에서 틈새 출구의 분리 현상을 관찰할 수 있게 제작된 오프셋 인쇄적성시험기 (offset printability tester, IGT-C1, Holland)를 사용 하였으며, 이 장치는 100 N에서 1 kN까지 실린더 압력의 변화를 주면서 실험할 수 있게 되어있는데 모양은 Fig. 3과 같다. 잉크의 두께 조절은 부속된 IGT용 특수 피펫 (IGT-408.200.031.D.001)을 사용하여 일정한 양을 공급하였다. 실험 조건은 Table 3과 같다.

Table 3
Condition of the printing experiment using by IGT
| factor | properties |
|---|---|
| total time(sec) | 45 |
| pressure(N/cm2) | 100, 300, 500, 700 |
| printing area (cm2) | 77 (3.5W×22L) |
| roll speed(cm/s) | 30 |
| roll size(mm) | 60 |
| temperature(℃) | 20 |
PDMS의 두께를 일정하게 유지하기 위해서 IGT 오른쪽에 장착되어있는 연육 장치에 시료를 특수 피펫으로 0.5 cc를 넣고, 오프셋 인쇄적성 시험기의 매뉴얼 값과 동일하게 30초간 연육 시킨 뒤에 다시 롤러를 교체하여 15초간 점착력에 의해 전이되게 한 후, 실험 전의 롤러의 무게 120 g과 PDMS의 전이 후의 롤러의 무게를 측정하고, 종이에 전이 된 롤러의 무게를 분석저울로 측정함으로써 PDMS의 양을 알 수 있도록 하였다. 실험 온도는 20℃로서 시뮬레이션 조건과 같다.
4. 결과 및 고찰
4.1 공동의 성장과 분열
본 실험에서 사용한 PDMS는 길이가 늘어나는 성질이 크기 때문에 종이의 인쇄적성실험에서 뜯김 실험용 오일 (PTO, pick test oil)로 사용된다. 300 poise 정도의 점도를 갖는 PDMS는 필 테스트(peel test)에서 약 4-5개의 필라멘트가 생기고 분리되는 것을 예비실험으로 확인할 수 있었다. 실험적으로 이 필라멘트의 개수를 시료 별로 더 정확히 측정하는 것은 본 연구에서는 범위 안에 넣지 않았으나, 앞으로 고속도카메라와 특수한 장치에 의해 촬영 분석할 예정이다. 정상상태에서 시뮬레이션 한 결과 점도 10 poise의 PDMS는 초기에 Fig. 4에서 보는 바와 같은 메시 파일을 얻을 수 있었다. 첫 번째 공동의 직경은 초기에 주어진 조건으로서 PDMS의 교반과 공기 접촉에 의해 들어간 공동의 직경으로 간주한 것이다. 다음의 Photograph 1은 정지 상태에서 실험장치의 틈새 폭을 나타낸 것이다. 그 폭은 1.24 cm이었으며, PDMS의 점도와 선속도에 따라서 틈새의 폭은 달라졌다.
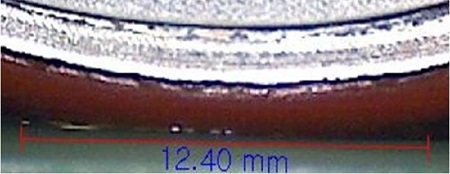
이와 같은 틈새의 모양을 시뮬레이션한 초기 결과가 Fig. 4이다. 여기서 W는 오프셋 시스템에서 롤러와 종이 틈새의 폭(width of nip)이며, 틈새의 폭은 롤러의 회전속도에 따라서 달라진다. 즉, 초기에 정지 상태에서 측정한 결과는 1.24 cm이었으나 정상상태에 도달하면 더 짧아진다. 그러나 본 연구에서는 회전 속도를 실험 장치들에 일치시켰기 때문에 회전 선속도를 변화시키지는 않았다.
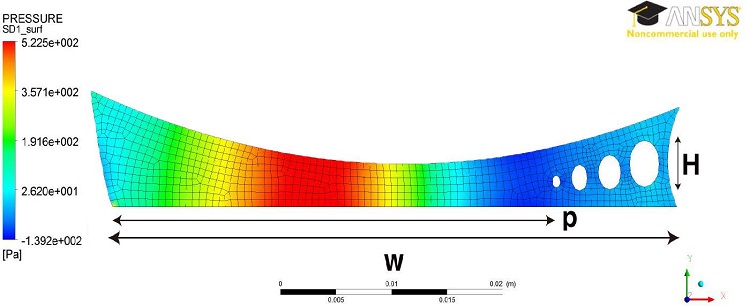
Fig. 4.
Simulated mesh file of the ink (viscosity is 10 poise) in offset printability tester at initial state. (W is the width of nip, P is the distance to the start point of cavitation and H is the length of filament.)
Fig. 5는 정상상태에 도달했을 때 점도 10 poise의 잉크의 시뮬레이션 결과이다. 캐비테이션이 발생하고 공동이 부압력에 의해서 늘어나며, 결국 필라멘트를 형성하고 분리되는 현상을 본 시뮬레이션 결과에서 잘 해석할 수 있었다.
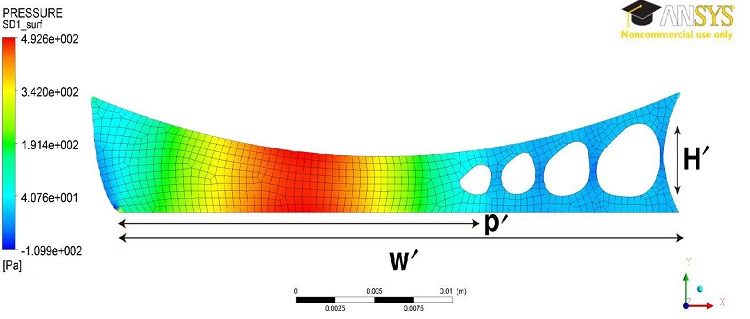
그러므로 이 시뮬레이션 결과들은 오프셋 인쇄의 틈새에서 일어나는 잉크의 거동과 분리점의 위치를 분석하는데 많은 도움이 될 것으로 생각된다. 한편 시뮬레이션 결과, 고점도 잉크일 경우 또 속도가 빠를수록 틈새의 폭 W가 줄어드는 것을 알 수 있었다. 또한 시뮬레이션 결과로 잉크의 흐름이 정상상태에 도달하면 Fig. 5와 같이 첫 번째 공동의 위치가 롤러의 좌측으로 이동하는 것을 알 수 있다. 즉 틈새의 폭 W가 줄어들고, 첫 번째 캐비테이션이 일어나는 지점까지의 거리 P도 짧아지는 것을 알 수 있었다.
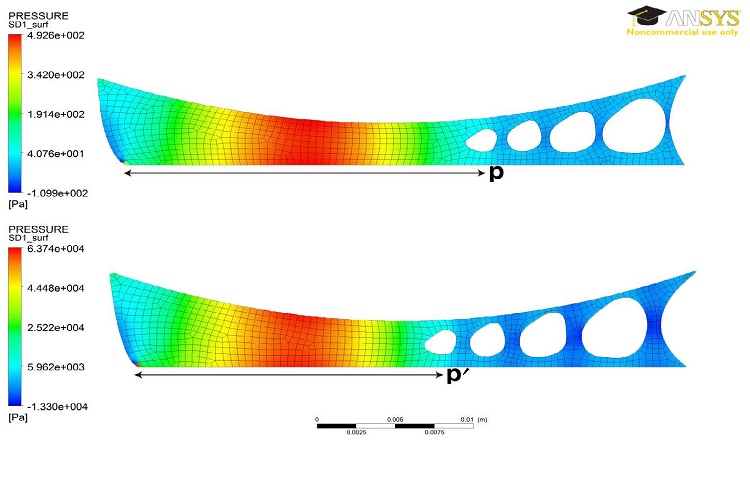
Fig. 6은 정상상태의 공동의 위치변화에 대한 시뮬레이션 결과이다. 저점도인 10 poise와 고점도인 2000 poise의 결과를 비교하면 동일한 인쇄압력일 때, 점도가 높을수록 공동의 위치는 틈새의 중심부로 이동하며, 틈새의 폭이 미세하게나마 줄어든 것을 확인 할 수 있었다.
4.2 점도와 압력의 영향
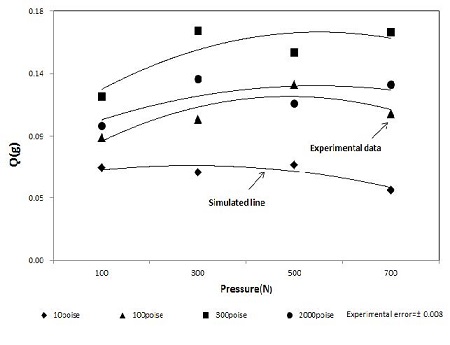
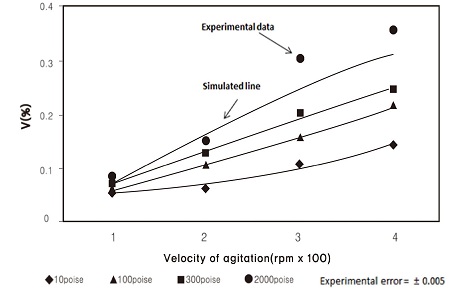
오프셋 인쇄 시스템에서 점도의 영향은 비뉴톤성 잉크의 경우 점도 변수하나의 영향보다는 점탄성을 같이 고려해야한다. 그러나 본 실험은 일정한 점도에서 흐름이 정상상태일 경우를 시뮬레이션 했기 때문에 일반화된 뉴우톤성 잉크로 취급했다. 또한 본 실험에서 점도의 영향은 점도 단독으로 영향을 주는 것 보다는 롤러의 압력과 인쇄 속도 등 다른 조건과 함께 영향을 주는 경우를 고려해야했다. 왜냐하면 공동의 성장에는 점도, 압력, 인쇄시간, 표면장력 및 원심력 등이 함께 변수가 되고 피전이체의 종류에 따라서도 영향을 받기 때문이다. 시뮬레이션에 의한 전이율을 구하는 방법은 우선, 틈새의 출구에서 분리점을 구하고 그 분리점에 의해 전이율을 구하며, 이 전이율은 2차원적으로 시뮬레이션한 것이기 때문에 다시 3차원으로 확대하여 전이량을 계산한다. 한편, 실험에 의한 전이율은 실린더의 실험 전과 후의 무게를 측정하여 계산하며, 인쇄물의 인쇄농도를 측정함으로써 확인하였다. 단, 시간이 지난 후에 용지 속으로 침투되어 들어가는 것은 종이의 뒷면 반사율 차에 의해 뒤비침(print through)를 측정하였다. 각각 점도가 다른 PDMS로 실험한 후 인쇄농도를 측정하여 전이율과 전이량11)을 산출한 결과가 Fig. 7,8이다. 실험으로 측정한 전이량은 점도가 높을수록 증가하며, 압력이 증가할수록 전이량은 다소 증가한다. 그리고 어느 압력에서 최대 농도값을 갖게 된다. 그 이유는 두께가 어느 정도 두꺼워지면 농도값은 더 이상 증가하지 않기 때문이다. 이 최대 농도값 이후에는 PDMS의 두께와 농도값이 비례하지 않기 때문에 오차가 발생한다. 실험결과의 점도와 압력이 전이량에 비례하는 경향성은 시뮬레이션 결과와 유사함을 보여준다. 하지만, 실험결과는 시뮬레이션 결과와 완전히 일치하지 못하고 농도값의 ±0.005 범위 내에서 그리고 전이량은 ±0.008 범위에서 시뮬레이션 결과와 접근함을 알 수 있었다. 또한 높은 압력, 즉 500N 압력에서는 다소 전이농도가 낮게 나온 것은 아직 규명하지 못했다.
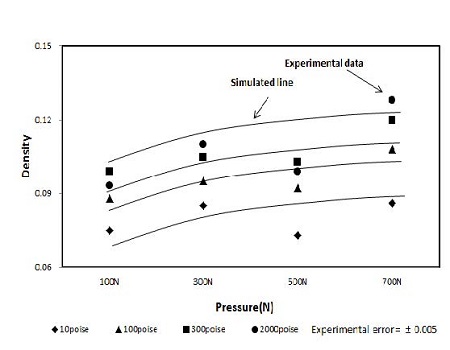
Fig. 7.
Simulated and experimental results of optical density of PDMS in the offset printing system at steady state.
점도의 영향은 첫째 공동의 성장과 상관관계가 있으며, 둘째 피전이체에 잉크의 침투 또는 접착에 영향이 있을 수 있다. 본 실험에서와 같이 피전이체가 종이라면 종이의 기공에 의해 종이의 근처에서 공동이 발생될 가능성이 많기 때문에 분리점도 종이의 근처에서 만들어지고 결국 피전이체로 전이량이 감소할 것이다. 완전히 기라도 표면의 거칠기나 표면의 불규칙한 접촉각 등은 잉크를 잡아주는 트래핑(trapping) 능력이 불균일하기 때문에 기공과 같은 역할을 하여 전이율에 영향을 줄 수 있다. 본 연구에서 사용한 PDMS는 점도가 높은 것일수록, 공동(또는 수 마이크론 단위의 작은 기포들)이 생길 가능성이 많다. 그 이유는 고점도 일수록 기포의 생성 속도보다 연화시간(relaxation time)이 길기 때문이다.
이와 같은 결과들은 PDMS에 기포가 들어가서 공동이 되어 추후에 틈새에서잉크가 분리될 수 있는 핵(nuclei) 들을 만들어 주기 때문에 고점도 일수록, 또는 기포들의 증가에 의해 전이율을 증가시키는 원인이 될 수 있다고 본다. 속도 30 cm/sec에서 PDMS가 종이로 전이되어 분리될 때, 점도에 따라서 기포 형성이 달라지는 실험 결과가 Fig. 9이다.
실험 결과에서 보는 바와 같이 높은 점도의 PDMS일수록 전이량이 증가하는 데, 그 이유는 점도가 높을수록 캐비테이션이 일어나기 쉽고, 공동들은 분리의 핵으로 작용하여 필라멘트의 중심 근처에서 분열되기 때문이라고 볼 수 있다.12) 또한 공동의 성장 속도도 고점도 잉크일수록 빨라져서 쉽게 분열하는 것을 시뮬레이션 결과로 알 수 있는데, 실험에서 얻어진 결과와 시뮬레이션 결과를 비교해보면 캐비테이션과 공동의 역할에 대해 잘 이해할 수 있고, 실험에서 예상했던 가정들과 일치한다는 것을 알 수 있었다. 즉, 점도에 의한 공동의 형성과 분열의 결과에서, 컴퓨터 시뮬레이션 결과는 고점도일 수록 공동의 분열이 중앙에서 일어나고 있음을 보여준다. 단 공동의 형성은 PDMS 전체에 균일하게 분포된다는 것을 전제로 하는 결과이다.
공동의 분포가 틈새의 출구에서 불균일한 경우도 생각해 볼 수 있는데, 그것은 피전이체가 종이와 같은 다공성 물질일 경우이다.
본 실험에서는 180 gsm의 비도공지를 사용하였기 때문에 압력의 영향을 받았다. 즉, 롤러의 압력이 높을수록 PDMS의 전이량이 증가함을 알 수 있었다. 그 이유는 피전이체가 압력에 의해 PDMS를 잘 트래핑해주기 때문이라고 생각한다. 그러나 피전이체가 다공성 종이이고 인쇄압력이 낮거나 인쇄속도가 빠르면 전이되는 핵이 될 수 있는 공동의 형성이 종이 방면에 형성될 가능성이 많아져서 전이율이 감소하게 된다. 이와 같은 가정도 역시 실험결과 및 시뮬레이션 결과와 거의 일치한다. 이 결과들은 Waker-Fetsco의 피복면적(coverage)의 이론13)에 의해서도 설명될 수 있는데, 압력이 없을 때는 요철이 있고 거친 종이의 표면이 전이되는 순간 틈새에서 롤러의 압력에 의해 평평해지고 매끈해져서 접촉면이 넓어지기 때문에 피복저항이 줄어들어 전이량이 증가한다는 것과 일치한다.
4.3 시뮬레이션에 의한 전이율 계산
오프셋 인쇄에서 PDMS의 전이율에 관한 실험결과들은 시뮬레이션 결과와 거의 비슷한 경향을 가진다. 그러나 인쇄 압력 500 N구간에서는 시뮬레이션 결과 값과 실험 결과 값이 일치하지 않음을 알 수 있다. 이러한 원인으로 많은 변수가 있겠으나, 종이의 기공도 및 흡수속도 등의 영향이 크다고 사료되나, 이러한 영향 차후의 연구과제로 하고 본 시뮬레이션은 전이율 및 전이량의 계산에 중점을 둔 것이기 때문에 피전이체의 조건에 따라 다소 차이가 날 수 있다. 만일 시료가 건조가 잘 되는 속건성이라면 이론에 근접하는 결과를 얻을 수 있겠으나, 속건성 재료로 사용하면 휘발성이 강하여 정확한 전이량을 산출하기가 어려워진다. 시뮬레이션과 PDMS에 의한 실험조건을 동일하게 하였고 IGT 실험 장치에서 롤러의 압력을 각각의 100-700 N 범위에서 4단계로 나누어 시뮬레이션 하였다. 같은 조건으로 종이에 전이된 양을 예측 하였으며, 종이에 전이된 양은 2차원적인 시뮬레이션인 관계로 면적×실린더 길이로 계산하였다. 이 값(면적)들은 2차원적 결과에서 얻은 것이기 때문에 롤러의 틈새에서 z-방향 와류가 있거나 정상상태에 도달하지 못한 경우는 3차원적인 시뮬레이션을 수행해야할 것이다. 그러나 본 실험은 롤러의 회전속도가 충분히 빠르다고 생각되고 롤러의 축방향의 흐름이 거의 없다고 볼 수 있기 때문에 그 값들은 매우 유효하다고 생각된다. 오프셋 인쇄에서 피전이체가 종이라면, 종이의 침투현상을 고려해야 한다. 즉, 전이율이 높지만 농도(print density, PD)가 높지 않은 것은 용지의 내부로 PDMS가 침투되어 들어갔기 때문이다. 이것은 용지 뒷면의 농도(print through, PT)를 측정하여 알 수 있었다. 이런 경우는 PT가 높다. 그러므로 종이에 전이된 후의 시뮬레이션과 실험값의 비교 오차는 PT에 의해 보정할 수 있다. 이와 같은 시뮬레이션 결과들은 실험에 의해서 직접 관찰할 수 없는 오프셋 인쇄의 틈새에서 일어나는 현상들을 이해할 수 있도록 해주고 또 그 결과 값들이 잘 일치하고 있음을 알 수 있었다.
5. 결 론
본 논문은 오프셋 인쇄에서 틈새출구의 잉크 거동 해석과 분리점에 관해 연구한 것이다. 오프셋 인쇄의 틈새출구에서 일어나는 공동의 변화를 Navier-Stokes식에 의해 컴퓨터 시뮬레이션하고, 실제 오프셋 실험에서 전이량 결과와 비교하였다. 모델 잉크는 PDMS를 사용하였으며, 실험기는 IGT 인쇄적성시험기를 사용하였다. 그 결과 다음과 같은 결론을 얻었다.
1. 시뮬레이션 결과, 정상상태에서 점도가 높은 PDMS 일수록 틈새의 폭이 좁아지고, 따라서 공동의 위치는 중심부로 이동하며, 전이율이 증가한다. 이것은 고점도에서 공동의 발생이 많아지기 때문이다.
2. 시뮬레이션 결과 인쇄 압력이 증가하면 역시 전이량이 증가하는데, 그 이유는 피복저항의 감소와 피복면적비의 증가 때문이라고 생각된다. 피복면적비의 증가 경향은 농도값 ±0.005, 전이량 ±0.008 범위에서 시뮬레이션 결과와 일치하는 결과를 얻었다.
3. 인쇄물의 인쇄농도 값과 뒤비침 값 및 전이량을 비교 관찰하면 피복저항의 영향을 계산하여 시뮬레이션 값을 보정할 수 있다.
4. 정상상태에서 출구틈새 공동의 개수를 4-5개로 시뮬레이션 했으나 다음 연구에서는 공동의 개수와 형성과정은 계속 연구할 예정이다. 본 연구 결과들은 오프셋에서 잉크흐름의 해석으로 보다 정밀하고 균일한 제품이 요구되는 오프셋 시스템을 이용한 인쇄전자분야에의 연구에 매우 유용하게 사용될 것으로 사료된다.
