

1. 서 론
2. 재료 및 방법
2.1 공시재료
2.2 실험 방법
3. 결과 및 고찰
3.1 해조류 및 목질계 펄프 섬유의 주요 물성 평가
3.2 기계적 처리로 제조한 셀룰로오스 나노섬유의 물성
4. 결 론
1. 서 론
셀룰로오스는 지구상에서 가장 풍부하게 존재하는 천연 고분자로 무독성, 생분해성 및 재생 가능성과 같은 특성을 지니고 있어 섬유, 종이, 제약, 식품 포장 등 다양한 산업에서 널리 활용되고 있다[1,2,3]. 기존에는 셀룰로오스 공급원으로서 주로 목질계 자원을 이용하였으나, 이는 높은 리그닌 함량과 복잡한 전처리 과정으로 인해 많은 에너지와 비용을 필요로 한다[4]. 이러한 한계를 극복하기 위해 종자 섬유계, 해조류, 농업 부산물 등 목질계 자원을 대체할 수 있는 비목질계 셀룰로오스 공급원에 대한 연구가 활발히 진행되고 있다[5].
해조류는 해안가에서 지속적이고 풍부하게 공급이 가능한 장점이 있으며, 목질계 바이오매스에 비해 빠른 생장 속도를 보여 자원 공급 측면에서 효율적이다. 또한 리그닌 함량이 매우 낮거나 거의 존재하지 않아 셀룰로오스 추출이 용이하다[6,7,8]. 이로 인해 표백공정을 간소화하여 생산 효율을 높일 수 있다는 장점이 있다[9]. 더불어, 해조류 유래 셀룰로오스는 높은 순도와 생체 적합성을 지녀 생물의학 분야에도 적용 가능성이 높은 자원으로 주목받고 있다[10,11]. 해조류는 홍조류, 녹조류, 갈조류로 구분되며, 이 중 홍조류는 특히 높은 탄수화물 함량을 가지고 있어 다양한 응용 분야에서 잠재력이 높은 바이오매스 공급원으로 평가받고 있다[12,13]. 홍조류는 육상식물과는 다른 독특한 셀룰로오스 구조를 가지고 있는 것으로 알려져 있으며[12], 이는 기존의 목재 유래 셀룰로오스와는 차별화된 물성을 가진 소재를 개발할 수 있음을 시사한다. 특히 홍조류는 식용이나 산업용으로 활용하고 남은 부산물을 재활용하여 셀룰로오스 자원으로 활용할 수 있어 해양 자원 순환 체계에 기여할 수 있다[14].
셀룰로오스 나노섬유(cellulose nanofiber, CNF)는 나노셀룰로오스의 한 종류로 셀룰로오스 섬유를 물리적 또는 화학적 방법으로 섬유폭이 100 nm 이하로 제조된 물질이다[15]. CNF는 높은 종횡비와 기계적 강도, 열적 안정성, 넓은 표면적 및 뛰어난 생체 적합성 등의 독특한 물성을 가지며, 이러한 특성으로 인해 복합 재료, 식품 및 화장품, 제지 및 포장재, 생체 의료, 전자 재료 등 다양한 첨단 분야에서 응용될 수 있는 잠재력을 지니고 있다[16].
해조류 기반의 CNF 연구는 목질계 CNF에 비해 상대적으로 초기 단계이다. 기존 연구들은 주로 산 가수분해나 효소처리와 같은 화학적 방법을 통해 CNF를 제조해 왔으나, 이는 고비용 및 환경 오염 문제를 야기할 수 있다. 이에 본 연구에서는 마이크로 그라인더와 같은 기계적 방법을 적용하여 홍조류를 CNF의 원료로 활용하는 기초 연구를 수행하였다[17,18,19].
본 연구에서는 홍조류를 CNF의 원료로 활용하기 위한 기초 연구를 수행하였다. 우선 홍조류 표백 펄프(red algae bleached pulp, RaBP)를 이용하여 주요 물성을 평가하고, 이를 목질계 표백펄프와 비교하였다. 이후 홍조류 펄프와 목질계 펄프를 각각 이용하여 마이크로 그라인더 처리를 통해 CNF를 제조하고, 제조된 CNF의 특성을 평가하였다. 이를 통해 홍조류 표백 펄프가 CNF 제조 원료로서 가지는 장점 및 활용 가능성을 확인하고자 하였다.
2. 재료 및 방법
2.1 공시재료
본 연구에서는 R사에서 제공받은 RaBP와 M사에서 제공받은 활엽수 표백 화학펄프(hardwood bleached kraft pulp, HwBKP), 침엽수 표백 화학펄프(softwood bleached kraft pulp, SwBKP)를 이용하였다. RaBP의 화학조성은 회분 5.02%, 단백질 7.62%, 지방 0.08%, 헤미셀룰로오스 5.23%, 알파셀룰로오스 82.05%로 구성되었다.
2.2 실험 방법
2.2.1 해조류 바이오 섬유의 주요 물성 평가
RaBP와 HwBKP, SwBKP를 이용하여 실험실용 밸리비터(valley beater, FRANK-PTI, Germany)로 섬유가 개별화되도록 각 섬유를 20분간 해리하여 시료를 준비하였다. 펄프 섬유의 형태를 분석하기 위해 광학현미경(BX-51, Olympus, Japan)을 이용하여 40배, 100배, 200배, 400배로 섬유 이미지를 촬영하고, 각각의 섬유 형태를 관찰하였다. 각 섬유의 섬유장 및 섬유폭을 측정하기 위해 섬유장 측정기(FQA-360, OpTest Equipment Inc., Canada)를 이용하여 평균 섬유장(length weighted average fiber length) 및 섬유폭(average fiber width)을 측정하였다. 해리 펄프의 탈수성을 평가할 수 있는 지표인 초기 여수도(initial freeness)를 측정하기 위해 TAPPI T 227에 따라 캐나다 표준 여수도 측정기(Canadian Standard Freeness (CSF) tester)를 이용하여 여수도를 측정하고 단위로 mL CSF를 이용하였다.
RaBP와 HwBKP의 중합도(degree of polymerization, DP)를 비교하기 위해 TAPPI T 230에 의거하여 CED (cupriethylenediamine) 용액을 이용하여 평가하였으며 각 시료의 CED 점도를 측정한 후 Eq. (1)에 대입하여 DP로 환산하였다.
where, : the TAPPI T 230 viscosity∈cP
2.2.2 셀룰로오스 나노섬유의 제조 방법
셀룰로오스 나노섬유(CNF)는 마이크로 그라인더(Super Masscolloider, MasukoSangyo Co., Ltd., Japan)를 이용하여 1,500 rpm, 스톤간격 -150 µm의 조건으로 기계적 분쇄를 실시하였다. 펄프 슬러리는 1% 농도로 조절하여 진행하였으며, 마이크로 그라인더의 위쪽으로 지료를 투입하여 아래로 지료가 빠져나와 통과하는 일련의 과정을 1회 통과로 정의하였다.
CNF의 물성 평가를 위해 RaBP와 HwBKP를 각각 5회 통과시켜 CNF를 제조하였다. 펄프의 여수도에 따라 고해가 필요하다고 판단되는 펄프는 1.57% 농도로 밸리비터(valley beater)에 분산된 상태에서 그대로 고해를 실시하였다. 이후 고해된 펄프를 1% 농도로 희석하여 마이크로 그라인더 처리를 실시하였다.
본 연구에서는 RaBP로 제조한 CNF는 RaCNF, HwBKP로 제조한 CNF를 HwCNF로 명명하였다.
2.2.3 셀룰로오스 나노섬유의 물성 평가
CNF의 주요 물성을 측정하기 위해 평균 입도, 섬유폭, 점도 등을 측정하였다. 평균 입도는 CNF의 섬유장이나 섬유폭을 직접적으로 반영하는 항목은 아니지만[20] 물리적 크기변화를 정성적으로 판단할 수 있는 측정 항목이므로 본 연구에서는 입도 분석기(1090LD, CILAS, France)를 이용하여 평균 입도를 측정하였다[21]. CNF의 섬유 형태와 섬유폭 측정을 위해 전계방사 주사전자현미경(field emission scanning electron microscope, FE-SEM, JSM-7910F, JEOL, Japan)을 이용해 이미지를 촬영하고, 촬영한 각 이미지에 100개의 섬유폭을 개별 측정하여 평균값과 표준편차를 이용하였다. SEM 측정 시료 제조 시, 섬유의 응집 현상을 최소화하기 위해 에틸알코올과 n-헥산으로 용매 치환하여 전처리하였다. 기계적 처리에 따른 물리적 특성을 평가하기 위해 저전단 점도계(DV-IP, Brookfield Engineering Laboratories, USA)를 이용하여 CNF 슬러리의 저전단 점도를 측정하였다. 저전단 점도는 마이크로 그라인더에 1, 3, 5회 통과하여 제조된 셀룰로오스 나노섬유의 농도를 모두 1%로 희석시킨 후 24°C의 항온항습기에서 24시간 처리하여 64번 spindle, 60 rpm 조건에서 측정하였다. 제타포텐셜 측정기(Zetasizer Nano ZS, Malvern, UK)를 이용하여 CNF의 제타전위를 측정하였다.
3. 결과 및 고찰
3.1 해조류 및 목질계 펄프 섬유의 주요 물성 평가
해리된 펄프 섬유의 이미지를 광학현미경을 이용하여 촬영하였고 Figs. 1, 2, 3, 4에 도시하였다. RaBP가 SwBKP와 HwBKP에 비해 섬유길이가 짧고 섬유폭이 가장 낮았으며 HwBKP, SwBKP 순으로 섬유장이 길어지고 섬유폭이 커지는 것을 확인할 수 있었다. 세 조건 모두 미고해 조건의 펄프 섬유들로 섬유 끝이 뾰족하고 섬유 표면이 매끈한 것을 확인할 수 있었다.
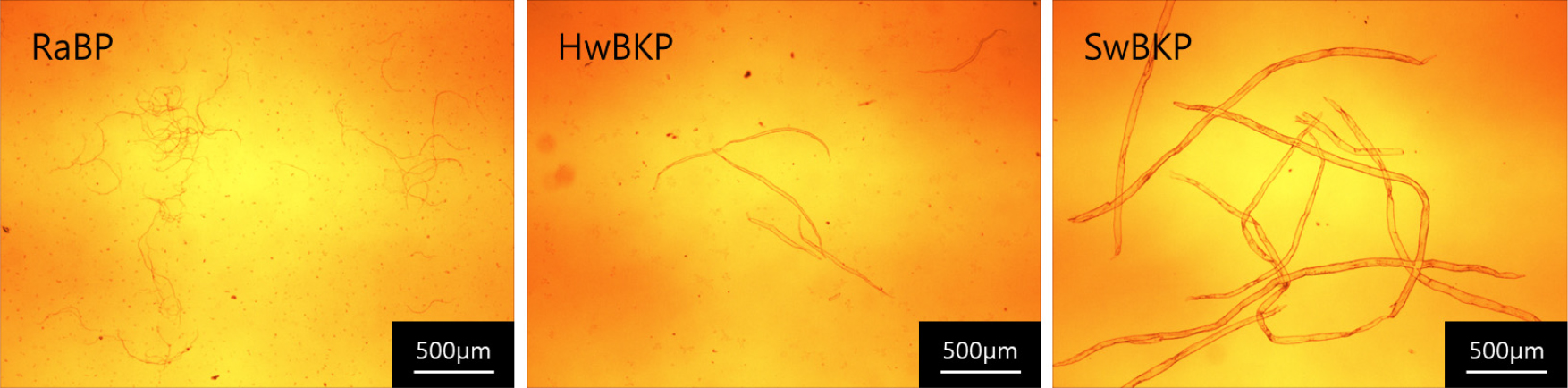
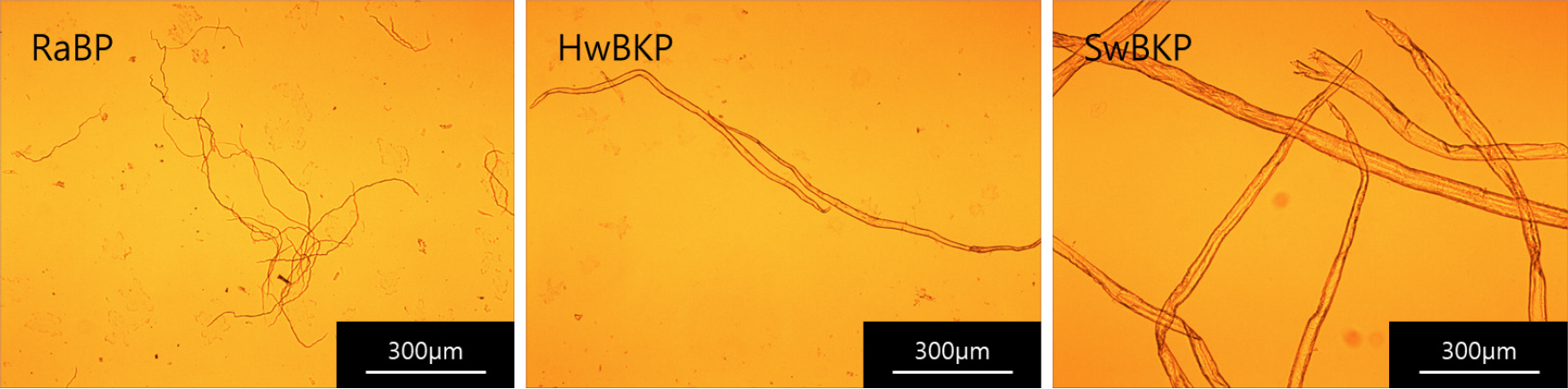
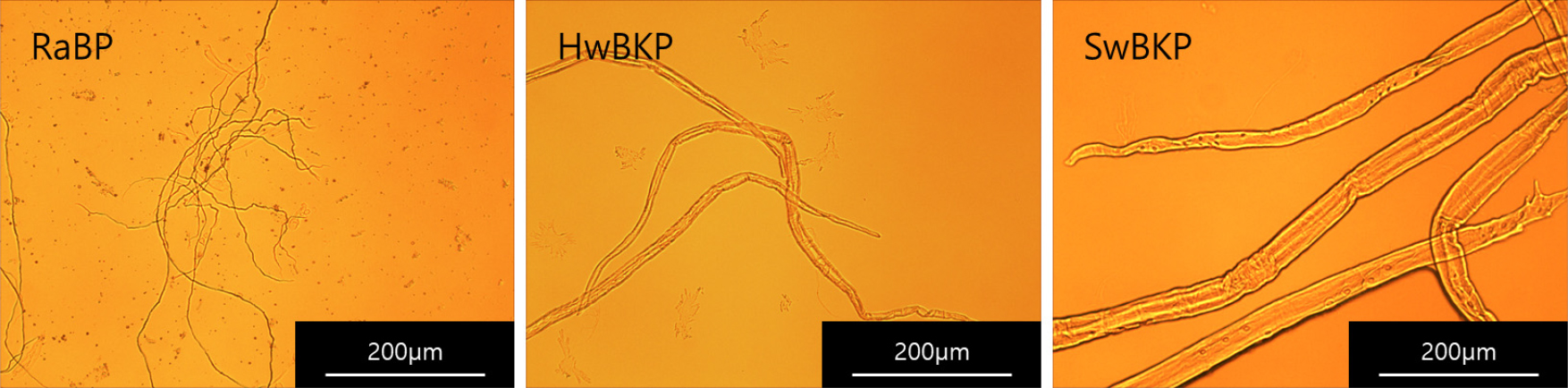
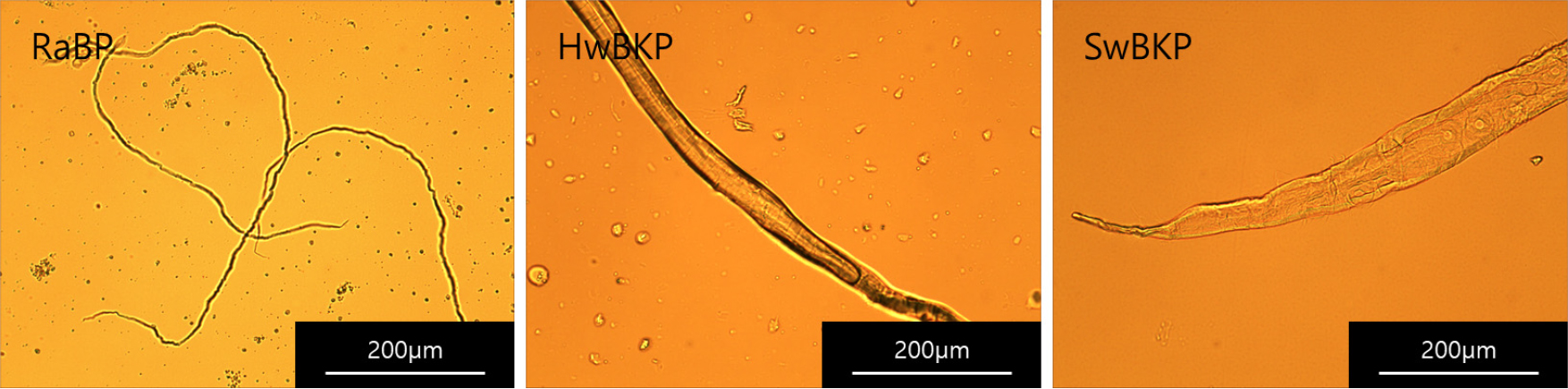
각 조건별 섬유의 특성을 Table 1에 나타냈다. RaBP의 평균 섬유장은 0.49 mm, 평균 섬유폭은 4.5 µm로 목질계 펄프 섬유보다 섬유장과 섬유폭이 훨씬 작은 것으로 나타났다. HwBKP의 섬유장은 0.67 mm, 섬유폭은 18.5 µm로 나타났으며 SwBKP의 섬유장은 2.10 mm, 33.6 µm로 가장 긴 섬유장과 섬유폭을 나타냈다. 섬유장 및 섬유폭 측정 결과, RaBP가 가장 짧은 섬유장, 섬유폭을 나타냈으며 HwBKP, SwBKP 순으로 긴 섬유장과 큰 섬유폭을 나타냈다. 초기 여수도 측정 결과, RaBP는 93 mL CSF, HwBKP는 600 mL CSF, SwBKP는 730 mL CSF로 나타났다. RaBP는 해리만으로도 충분히 낮은 섬유장과 여수도를 나타내어 마이크로 그라인더 처리 이전에 추가적인 고해 전처리가 불필요하다고 판단하였다. 이에 반해, 목질계 펄프는 상대적으로 높은 섬유장과 여수도를 나타내어 고해 처리가 요구되었다. 이에 따라 HwBKP는 CNF 제조를 위한 기계적 전처리로서 여수도 450 ± 5 mL CSF가 될 때까지 고해한 후 마이크로 그라인더 처리를 실시하였다[22].
Table 1.
Physical properties of RaBP, HwBKP and SwBKP
| Pulp type | Average fiber length (mm) | Average fiber width (µm) | Initial freeness (mL CSF) |
| RaBP | 0.49 | 4.5 | 93 |
| HwBKP | 0.67 | 18.5 | 600 |
| SwBKP | 2.10 | 33.6 | 730 |
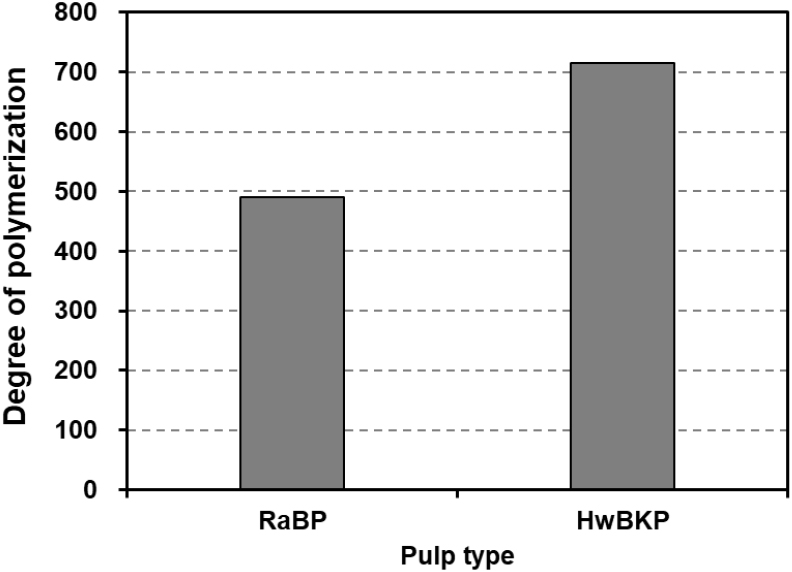
중합도는 고분자의 한 사슬에 단량체가 결합된 수로 측정 결과를 Fig. 5에 도시하였다. RaBP의 중합도는 490, HwBKP의 중합도는 715로 RaBP는 HwBKP보다 낮은 중합도를 나타냈다. 중합도 결과도 섬유장, 초기 여수도와 동일한 경향을 나타냈다.
3.2 기계적 처리로 제조한 셀룰로오스 나노섬유의 물성
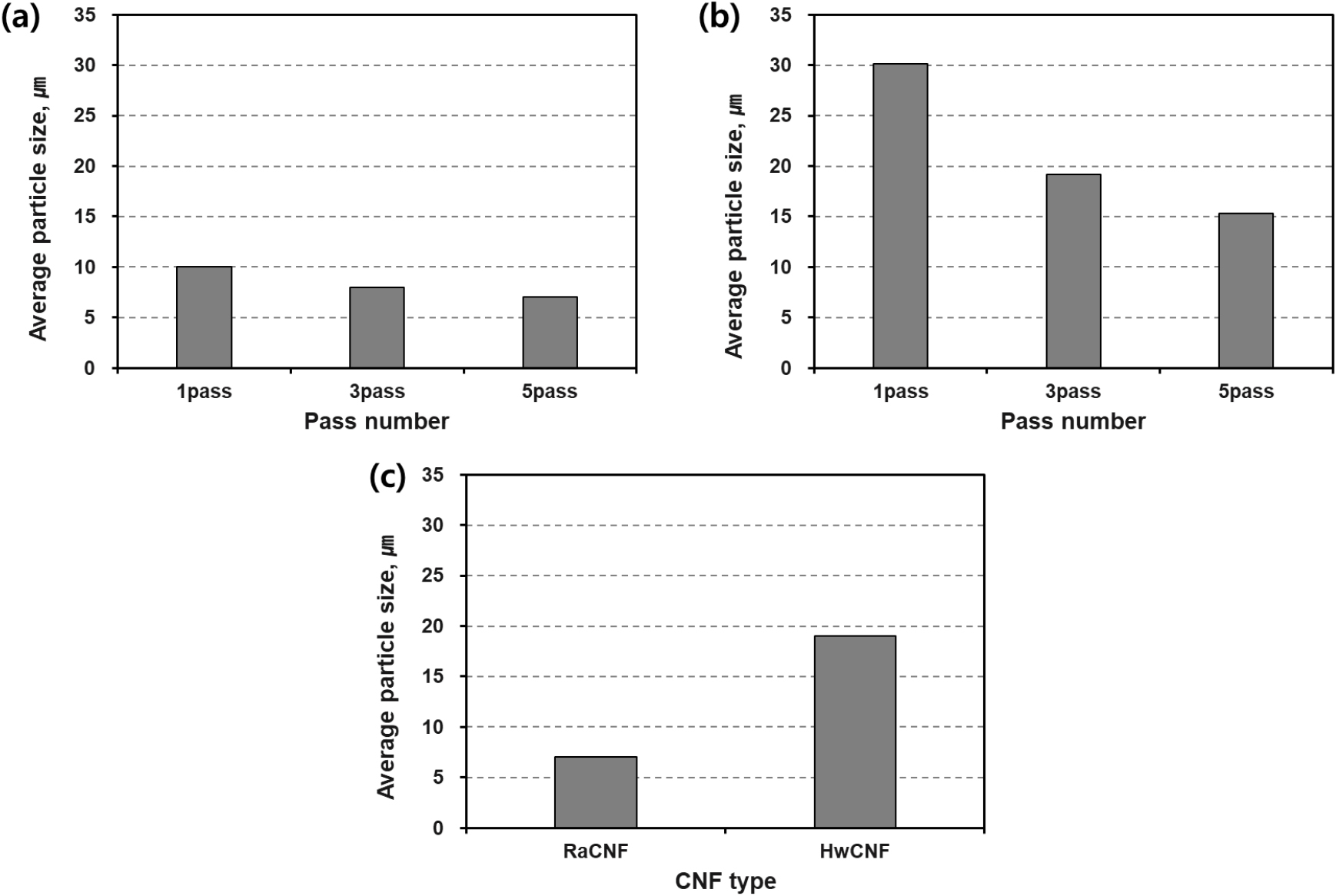
RaBP와 기계적 전처리를 진행한 HwBKP를 마이크로 그라인더로 최대 5회까지 통과시켜 CNF를 제조하였다. CNF의 주요 물성 측정을 위해 RaCNF와 HwCNF의 그라인더 통과 횟수별(1, 3, 5회)로 시료를 수집하였으며, 5회 통과된 각 CNF를 비교 평가하였다. 입도 분석 결과는 Fig. 6에 도시하였으며 그라인더 통과 횟수가 증가함에 따라 두 CNF 모두 평균 입도가 점진적으로 감소하는 경향을 보였으나, 미세화 양상에는 차이가 존재하였다. 구체적으로 RaCNF의 평균 입도는 1회 통과 시 10.0 µm에서 5회 통과 후 7.0 µm로 감소하였다. 반면 HwCNF의 경우 1회 통과시 30.1 µm에서 5회 통과 후 15.3 µm로 감소하여 RaCNF에 비해 상대적으로 더 큰 입도 감소 폭을 보였다. 이러한 결과에도 불구하고 RaCNF의 최종 입도가 HwCNF의 최종 입도보다 현저히 작은 값을 나타냈다. 이는 RaBP가 HwBKP에 비해 초기 섬유장과 섬유폭이 현저히 작아 고해 전처리가 불필요했음에도 고효율의 나노화가 가능했음을 시사한다. 즉, 초기 원료의 특성 면에서 RaBP가 나노화에 더 적합한 원료이기 때문으로 판단된다.
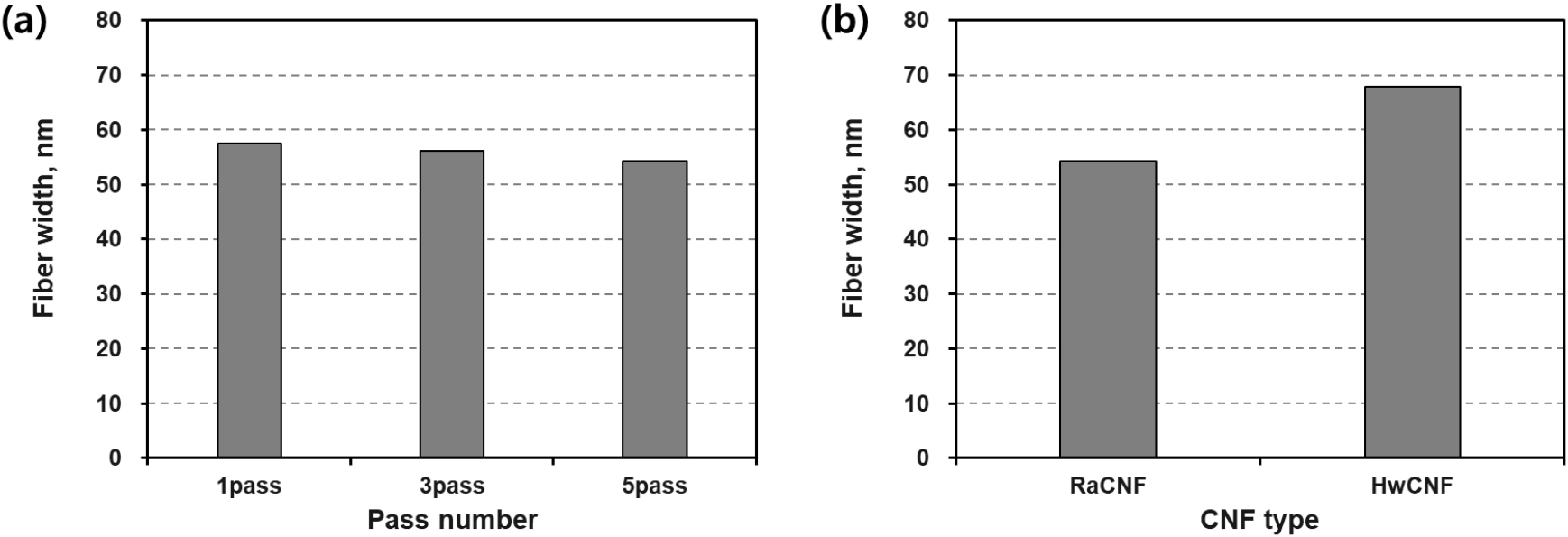
두 CNF의 섬유폭 결과를 Fig. 7에 도시하였다. 입도 분석 결과와 마찬가지로 그라인더 통과 횟수가 증가할수록 RaBP의 섬유폭은 점차 감소하는 경향을 보였으며, 펄프 종류별 그라인더 5회 통과한 CNF의 섬유폭을 비교 분석한 결과 HwCNF보다 RaCNF의 섬유폭이 더 작게 나타났다.
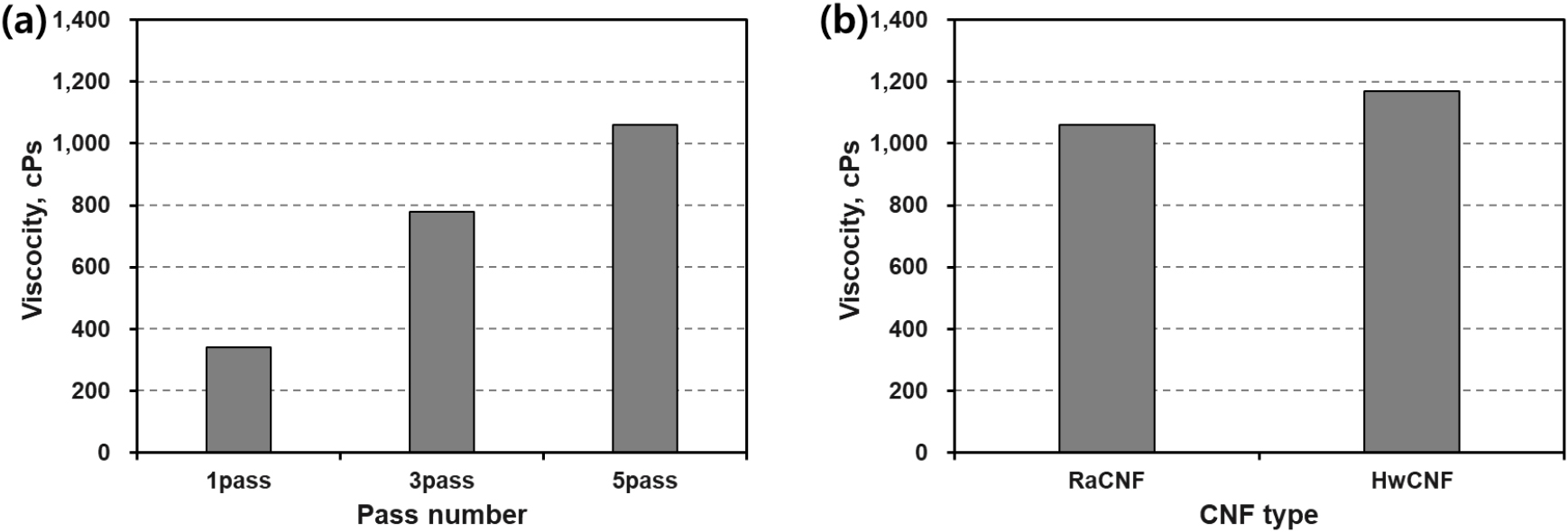
RaCNF 및 HwCNF의 저전단 점도를 Fig. 8에 도시하였다. RaCNF의 점도는 그라인더 통과 횟수가 증가함에 따라 점진적으로 증가하는 경향을 보였다. 그라인더 5회 통과시켜 제조된 RaCNF 및 HwCNF의 점도를 비교 분석한 결과, RaCNF의 점도가 상대적으로 낮게 나타났다. RaCNF가 HwCNF보다 입자가 더 작음에도 불구하고 점도 또한 낮게 나타나는 현상은 중합도 측정 결과 RaBP의 분자량이 HwBKP의 분자량보다 더 낮기 때문으로 판단된다[23,24].
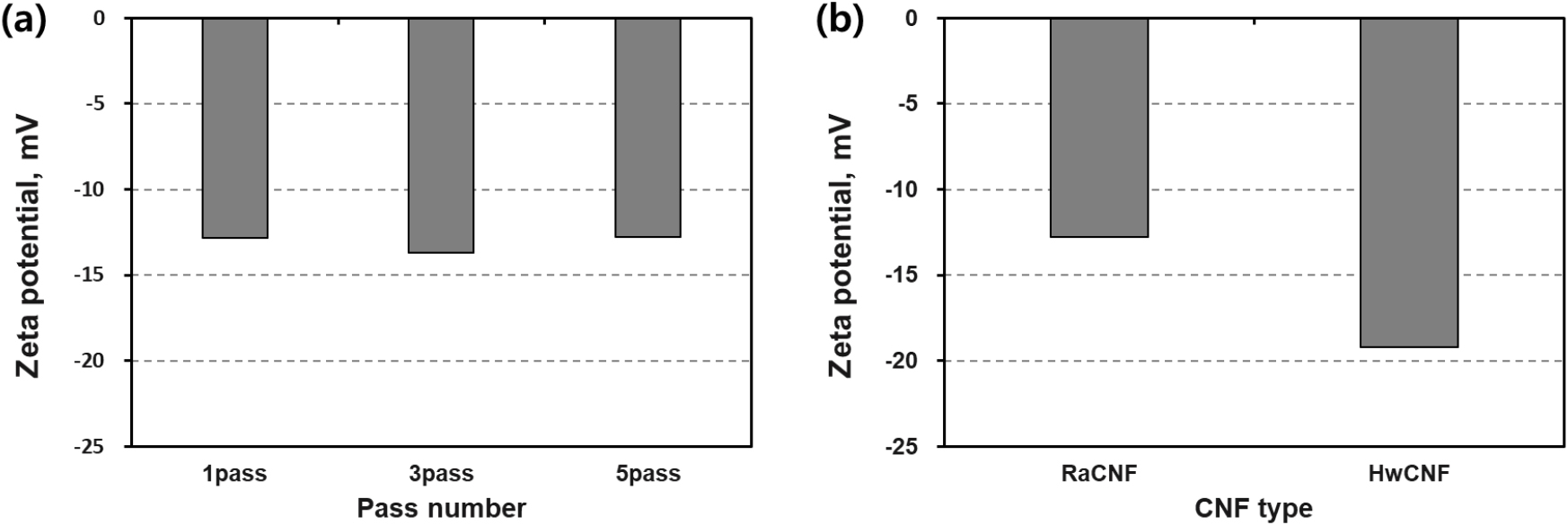
RaCNF 및 HwCNF의 제타전위는 Fig. 9에 도시하였다. RaCNF의 제타전위 분석 결과 그라인더 통과 횟수에 따른 제타전위의 변화는 미미했으며 -12 mV에서 -13 mV 수준을 유지하였다. RaCNF와 HwCNF는 모두 음이온성을 나타냈지만, HwCNF의 제타전위가 비교적 더 낮게 측정되었다. 이는 HwCNF를 구성하는 헤미셀룰로오스의 비율이 더 높고, 이 헤미셀룰로오스에 음전하를 띠는 glucuronoxylan이 포함되어 있기 때문으로 판단된다[25].
4. 결 론
본 연구는 홍조류 섬유를 이용하여 셀룰로오스 나노섬유(CNF)를 제조하고 그 특성을 목질계 펄프와 비교하여 CNF의 원료로서 홍조류의 잠재력을 평가하였다. 원료 펄프의 물성 분석 결과, RaBP의 초기여수도는 93 mL CSF로 HwBKP (600 mL CSF) 및 SwBKP (730 mL CSF)와 비교했을 때 현저히 낮아 CNF 제조를 위한 별도의 전처리 과정이 불필요함을 확인하였다. 이후 CNF 제조 과정에서 고해 전처리를 거친 HwBKP와 비교했을 때, RaBP는 고해 없이 마이크로 그라인더 공정만으로도 HwCNF보다 더 작은 입도와 섬유폭을 가진 CNF를 제조할 수 있었으며, 이는 RaBP가 초기 원료의 특성면에서 나노화에 더 적합한 원료임을 시사한다.
마이크로 그라인더 처리 후 제조된 RaCNF와 HwCNF의 물성 비교 결과, 두 CNF 모두 그라인더 통과 횟수가 증가함에 따라 입도와 섬유폭이 감소하는 경향을 보였다. 저전단 점도는 RaCNF, HwCNF 모두 그라인더 통과 횟수가 증가함에 따라 증가하였다. 그러나 RaCNF의 입도가 HwCNF보다 작음에도 불구하고 점도가 낮은 결과는 RaBP의 낮은 중합도에 기인한 것으로 판단된다. RaCNF, HwCNF 모두 그라인더 통과 횟수와 관계없이 음전하를 나타냈으며, RaCNF에 비해 HwCNF의 제타전위가 더 낮게 나타났다.
위 결과들을 바탕으로 판단했을 때, RaBP는 목질계 펄프인 HwCNF보다 간단하고 기계적 전처리 없이 CNF를 더 효율적으로 제조할 수 있을 것으로 판단된다.
