

1. 서 론
신문지용 원료는 주로 ONP(Old Newsprint)와 OMG(Old Magazine)로 구성되어 있으며 압축베일의 형태로 공급된다.1,2) 베일 내의 폐지가 각각의 단일지종으로 구성되어 있다면 원료의 배합, 공정조건 설정, 제품의 품질관리 등이 수월하겠으나 폐지베일은 한 가지 지종이 아닌 여러 종류의 폐지가 뒤섞여 있는 경우가 대다수이다. 최근 국내 ONP 베일에는 광고전단이 많이 포함되어 있으며 고급인쇄용지인 coated paper의 소비량이 증가하면서 수거되는 폐지 내의 OMG 함량이 증가하는 추세이다.3)
OMG는 회분이 다량 함유되어 있고 다색 인쇄되는 반면, ONP는 상대적으로 회분 함량이 낮은 편이고 단색의 옵셋 인쇄가 주로 적용된다.4) Pratima는 OMG의 섬유가 ONP에 비해 유연한 편이며 OMG 내에 존재하는 장섬유는 신문용지의 제조에 간헐적으로 사용되는 화학펄프 사용량을 감소시키는데 일조한다고 보고하였다.5) Letscher 등6)은 신문용지 원료의 탈묵 시 일정량의 OMG 배합이 광학적 특성에 긍정적인 영향을 미치나 회분 함량이 높은 OMG의 배합비율 증가 시 백색도의 개선효과와 함께 수율이 급격히 감소하는 경향을 보고하였다. 이처럼 폐지의 구성 비율변화는 최종 제품의 품질변화뿐만 아니라 재활용 공정 전체에 영향을 미치며 특히 재활용 공정의 핵심인 부상부유 탈묵 시 잉크의 제거효율을 좌우할 수 있다.
Feridun 등7)은 유럽과 아시아 지역에서 ONP와 OMG제조 시 사용되는 옵셋 인쇄방식의 잉크 구성을 분석하였으며 oil 구성, resin 사용량 등에 차이가 있다고 보고하였다. 잉크의 선택적 제거를 위해 Beneventi 등8-10)은 폐지의 선택적 활용, 거품으로부터의 섬유 회수, 지방산과 비이온성 계면활성제의 blending 등에 대해 연구한 바 있으며 Zeno 등11)은 천연 고분자 분산제를 이용해 잉크 제거효율을 증대시키고자 하였다. Allix 등12)은 지방산과 비이온성 계면활성제를 혼합하여 ONP와 OMG의 비율이 50:50인 지료의 탈묵에 사용하였으며 각 약품의 혼합비율에 따라 부상부유 탈묵공정의 잉크 제거 및 수율에 대한 효율적인 제어가 가능할 것으로 보고하였다. 이와 같이 기존의 연구는 잉크와 탈묵제 간의 기작, 섬유로부터 잉크의 탈착 등 기초연구와 OMG의 비율을 제한적으로 사용한 원료에 대해 진행되어왔으며 폐지의 구성변화, 품질저하 등에 대한 고려가 미흡하였다. 또한 탈묵공정 중 부상부유 단계에서의 변화를 분석하는 수준에서 이뤄졌기 때문에 펄핑에서부터 부상부유 단계까지 발생하는 다양한 변수에 대한 이해가 부족하였다. 일반적으로 탈묵제는 지방산과 계면활성제로 대별할 수 있는데13) 매년 변화하는 폐지구성 비율, 품질 등의 탈묵환경 변화에 대처할 수 있도록 각 탈묵제를 신문용지 제조에 적용하는 노력이 요구된다. 따라서 본 연구에서는 OMG 함량 증가에 대응하는 효율적인 탈묵방안 탐색을 위해 OMG 함량을 달리한 폐지를 대상으로 비이온성 계면활성제 및 지방산을 적용하고 OMG 함량이 50% 이상으로 높을 때 나타나는 탈묵 양상에 적합한 탈묵제 적용방안을 살펴보고자 하였다.
2. 재료 및 방법
2.1 실험재료
2.2 실험방법
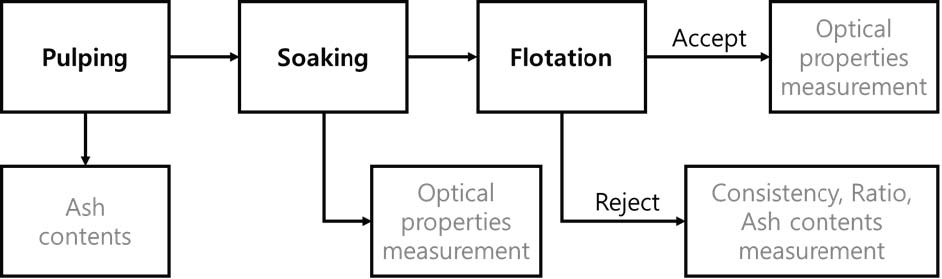
펄핑 및 soaking과 부상부유 처리를 통해 지방산과 비이온성 계면활성제의 탈묵효율을 비교하고자 하였으며 실험진행의 전체적인 모식도는 Fig. 1과 같다.
2.2.1 펄핑 및 부상부유처리
각각의 폐지는 동일한 날짜의 신문과 전단지를 사용하여 전건 750 g을 취하고, 농도 15%, 온도 45℃의 조건으로 30 분간 helico type rotor가 장착된 고농도 펄퍼로 해리하였다. 이때 공정수의 Ca2+를 300 ppm으로 유지하고 NaOH를 0.3%(active content 100%) 첨가하였으며 현장 채취 Na-silicate를 1.0% 첨가하였다.
부상부유처리는 cell의 수두조절을 위한 순환 루프를 설치하고 weir를 통해 수두를 조정하게끔 개조한 26 L 용량의 Voith delta cell을 이용하였는데 1% 농도의 펄프를 45℃의 온도에서 8 분간 처리하였다. 각 폐지혼합 비율에 따른 탈묵제 투입 총량은 전건펄프 대비 0.08%로 설정하였으며 투입위치 및 각 탈묵제의 투입량 조건은 Table 1과 같다.
Table 1.
Addition levels of de-inking agents
3. 결과 및 고찰
폐지의 혼합비율에 따른 탈묵제별 효능을 파악하고자 ONP:OMG 비율을 50:50에서 0:100까지 조절하였으며 지방산계 탈묵제와 비이온성 계면활성제를 이용하여 탈묵하고 억셉트와 리젝트의 물성을 분석하였다.
Fig. 2는 soaking 후와 부상부유처리 후의 백색도 변화를 나타낸 그래프이다. 비교적 광학적 물성이 우수한 OMG의 비율이 증가할수록 백색도가 증가하는 경향을 나타냈으며 최종 부상부유처리 후의 백색도는 지방산과 비이온성 계면활성제를 함께 사용하는 조건에서 가장 우수한 것으로 분석되었다. 100% OMG 지료의 백색도는 ONP가 50% 비율로 혼합되어 있는 지료에 비해 20% 이상 높은 것으로 나타났으나 ONP:OMG 비율이 50:50인 지료의 부상부유 처리에 따른 백색도 증가는 약 8 %, 100% OMG 지료의 백색도 증가는 약 5.5%로 OMG의 비율이 증가함에 따라 부상부유 처리에 의한 백색도 개선효과는 감소하는 것을 확인할 수 있었다. 일반적으로 국내에서 제조되는 OMG는 10% 미만이 로토그라비어 인쇄를 통해 제조되며 약 90%가 옵셋 인쇄를 실시한다. 유럽의 경우 로토그라비어와 옵셋 인쇄가 50:50 비율로 이뤄지는 것에 비해 우리나라의 경우는 옵셋 인쇄의 비율이 높은 편이며 Feridun 등7)과 Carre 등14)에 의하면 로토그라비어 인쇄된 OMG보다 옵셋 인쇄된 OMG의 탈묵이 다양한 문제점을 지니고 있다고 보고한 바 있다. 지방산계 탈묵제와 비이온성 계면활성제를 동시에 사용할 경우 부상부유 처리에 따른 백색도 개선효과는 OMG 혼합비율에 관계없이 일정 수준을 유지하는 것으로 나타났기에 두 가지 탈묵제를 혼합 사용한다면 폐지품질에 따른 탈묵효율 저하를 개선할 수 있을 것으로 판단된다.
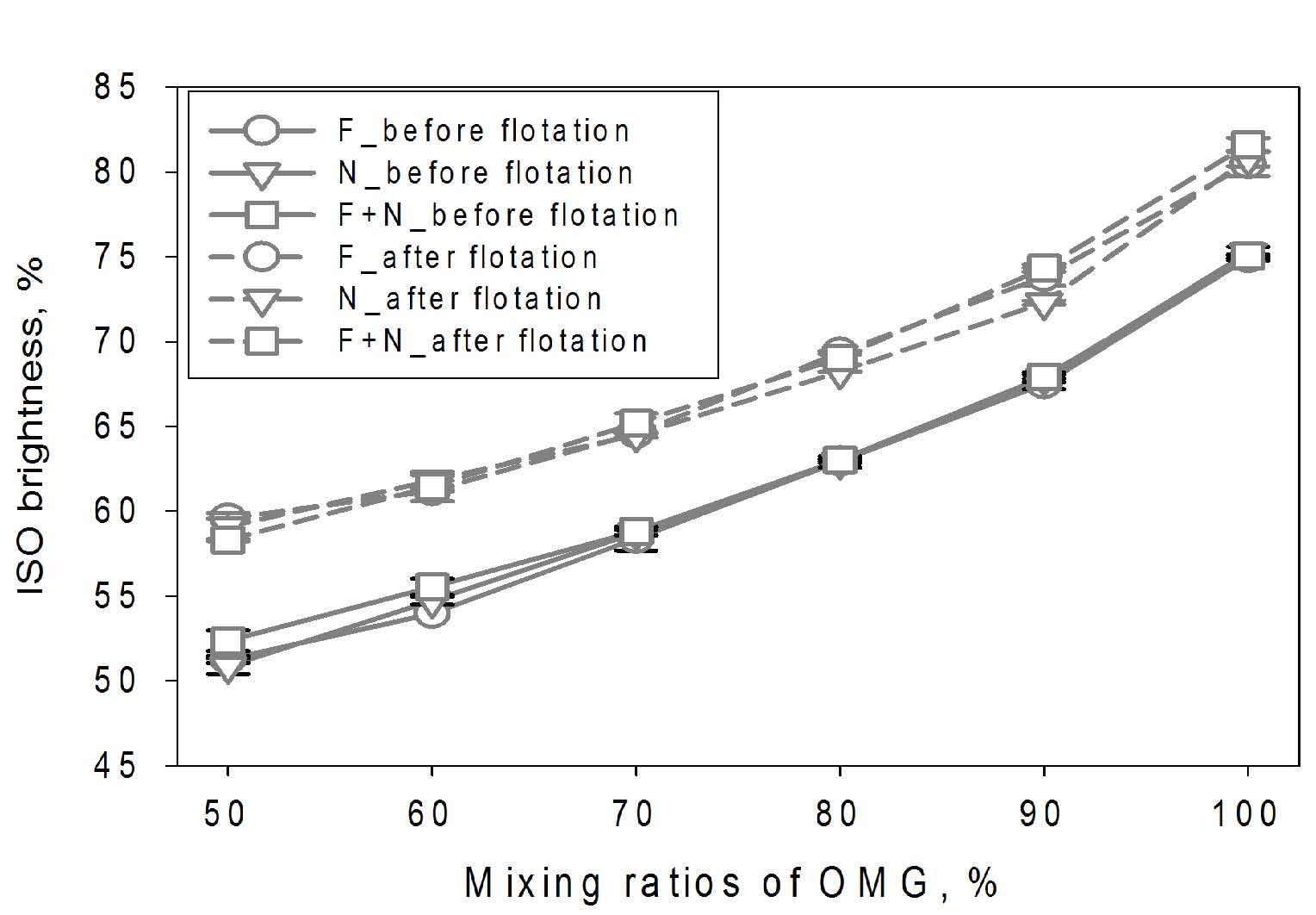
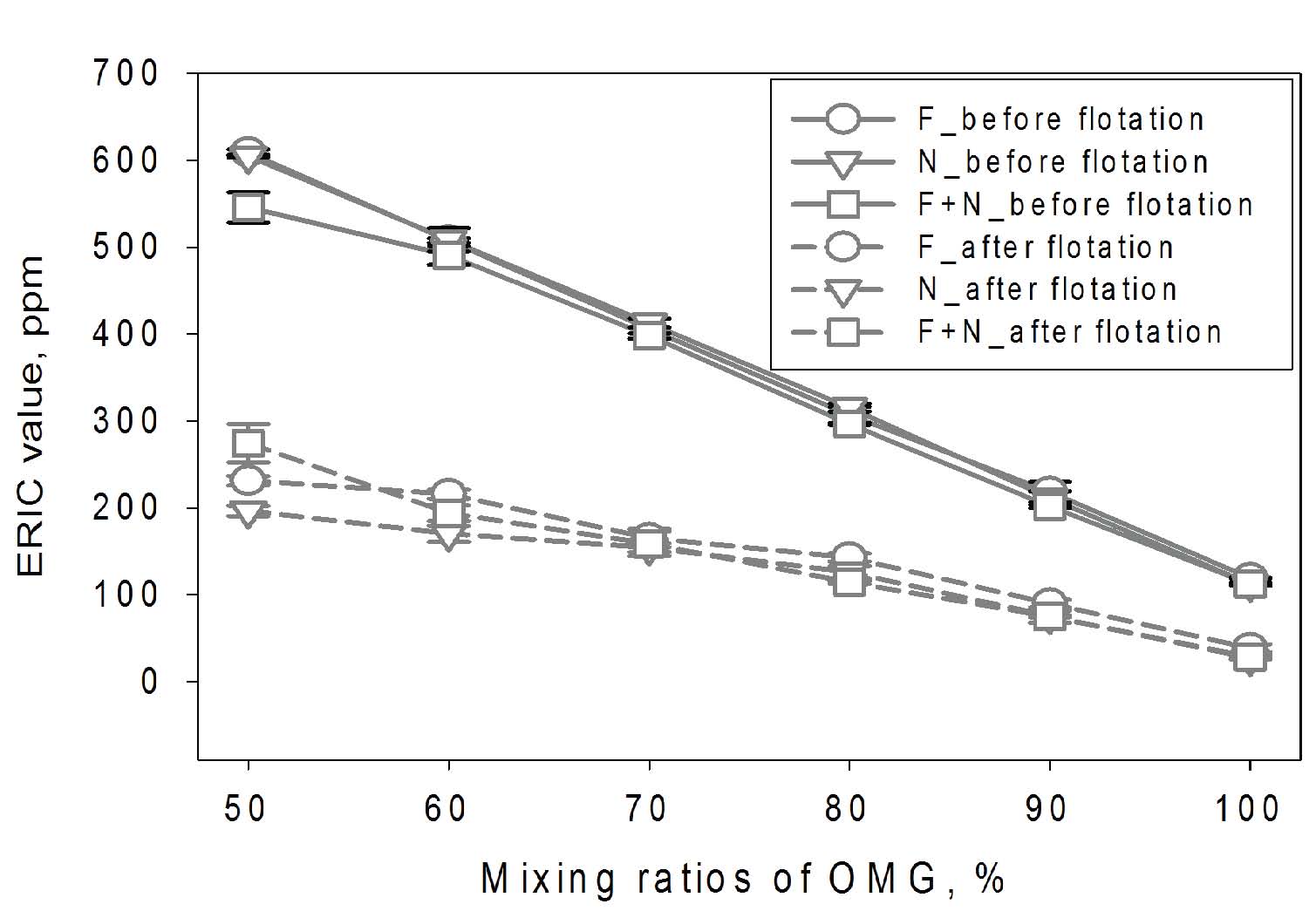
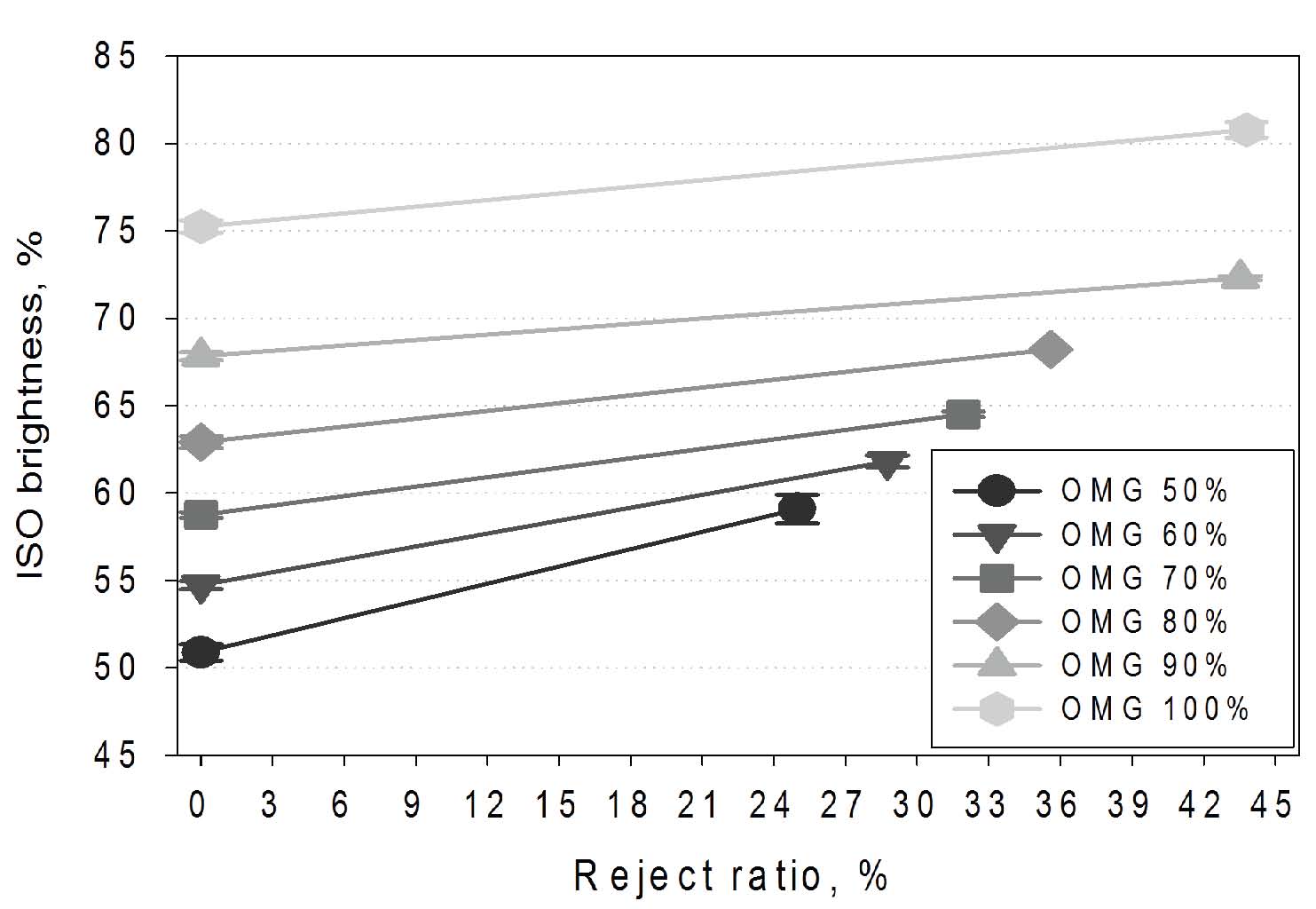
Fig. 4.
Nonionic surfactant applied froth-flotation reject ratios vs. ISO brightness at the varied mixing ratios of OMG.
Fig. 3은 soaking 후와 부상부유 처리 후의 ERIC 값 변화를 나타낸 그래프이다. OMG의 혼합비율이 증가할수록 ERIC 값이 개선되는 경향을 나타냈으나 부상부유 처리효율도 감소하는 것을 확인할 수 있었다. 각 탈묵제간의 효율 차이는 크지 않은 것으로 나타났으며 지방산계 탈묵제의 효율이 다소 낮은 것으로 분석되었고 이는 잉크의 재흡착에 의한 것으로 판단된다.
비이온성 계면활성제를 이용하여 부상부유 처리 시 폐지 혼합비율에 따른 리젝트 비율과 백색도의 관계를 Fig. 4에 나타냈다. OMG의 비율이 50%에서 100%로 증가함에 따라 부상부유 처리 전 지료의 백색도는 50.87%에서 75.25%로 증가하는 경향을 보였으나 부상 부유 리젝트 비율도 증가하는 것을 확인할 수 있었다. 일반적으로 광학적 특성이 ONP에 비해 우수한 OMG함량이 증가하면 백색도가 개선되고 전체 지료의 회분이 증가하는데 비이온성 계면활성제를 첨가한 경우 탈리된 잉크와 함께 회분이 부상부유 처리됨으로써 비례적으로 리젝트의 비율이 증가한 것으로 판단된다.
Fig. 5는 지방산계 탈묵제를 이용한 부상부유 리젝트 비율과 백색도의 관계를 나타낸 그래프이다. 지방산계 탈묵제를 적용한 탈묵 시 비이온성 계면활성제와 유사수준의 백색도 개선효과를 보이면서도 리젝트 비율이 낮은 것을 확인할 수 있었다. 지방산계 탈묵제가 collector 역할을 수행함으로써 상대적으로 낮은 수준의 부상부유 리젝트 발생량을 유지한 것으로 판단되며 지방산계 탈묵제의 단점인 잉크 탈리 및 재흡착 방지 기능을 보완한다면 광학적 특성과 수율을 함께 개선할 수 있을 것으로 판단된다.
지방산계 탈묵제와 비이온성 계면활성제를 함께 적용한 탈묵 시 백색도와 리젝트 비율 변화를 Fig. 6에 나타냈다. 지방산계 탈묵제를 단독으로 사용한 조건보다는 리젝트 비율이 증가하였으나 백색도가 소폭 개선되는 것을 확인할 수 있었으며 지방산계 탈묵제의 투입량이 높은 조건에서 리젝트 비율이 감소하고 백색도 개선효과는 더욱 증진되는 것을 확인할 수 있었다.
Fig. 7은 비이온성 계면활성제를 이용한 부상부유처리시 ERIC 값과 리젝트 비율의 관계를 나타낸 그래프이다. Soaking 후의 ERIC 값과 부상부유 처리 후의 ERIC 값 간의 변화를 살펴보면 ONP의 배합비율이 높을 때에 비이온성 계면활성제가 잉크 재흡착 방지를 통해 부상부유 처리 시 억셉트의 ERIC값을 낮추는데 효과적이었으나 반대로 OMG의 배합비가 증가할수록 전술한 잉크 재흡착 방지를 통한 ERIC 값의 현저한 저하효과를 볼 수 없었다.
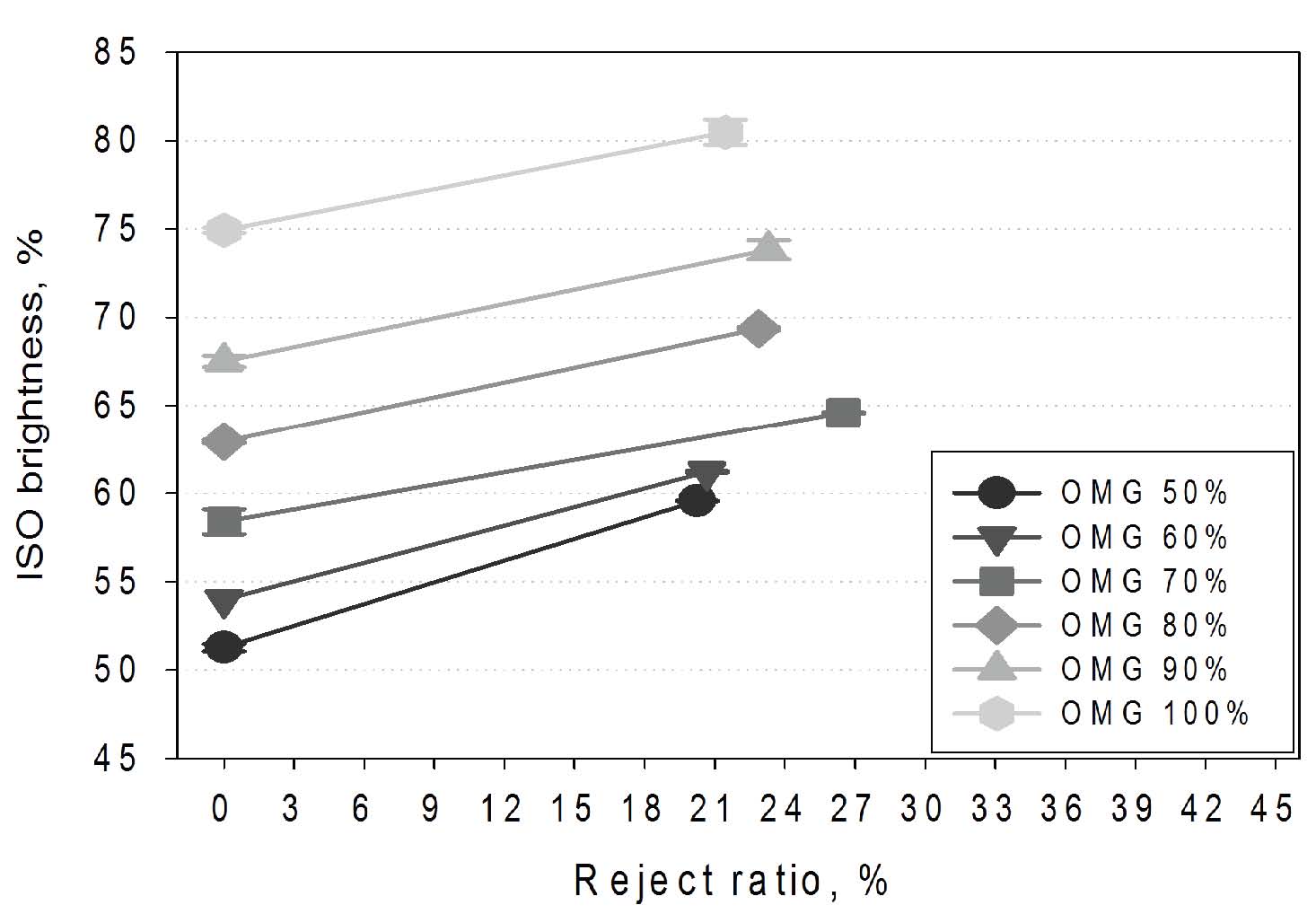
Fig. 5.
Fatty acid applied froth-flotation reject ratios vs. ISO brightness at the varied mixing ratios of OMG.
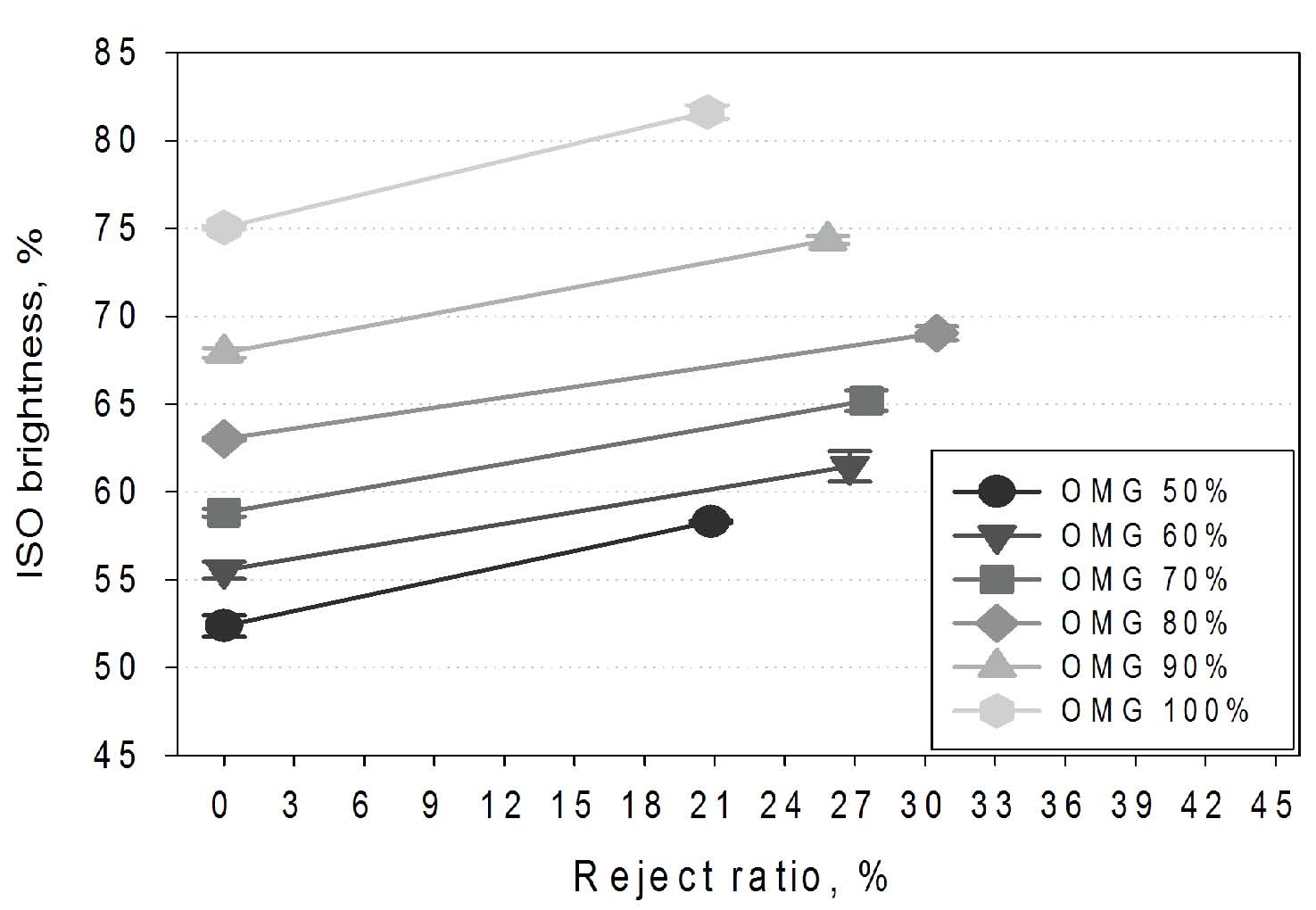
Fig. 6.
Effect of sequential use of fatty acid and non-ionic surfactant on reject ratio and ISO brightness of de-inking stock at various mixing ratios of OMG.
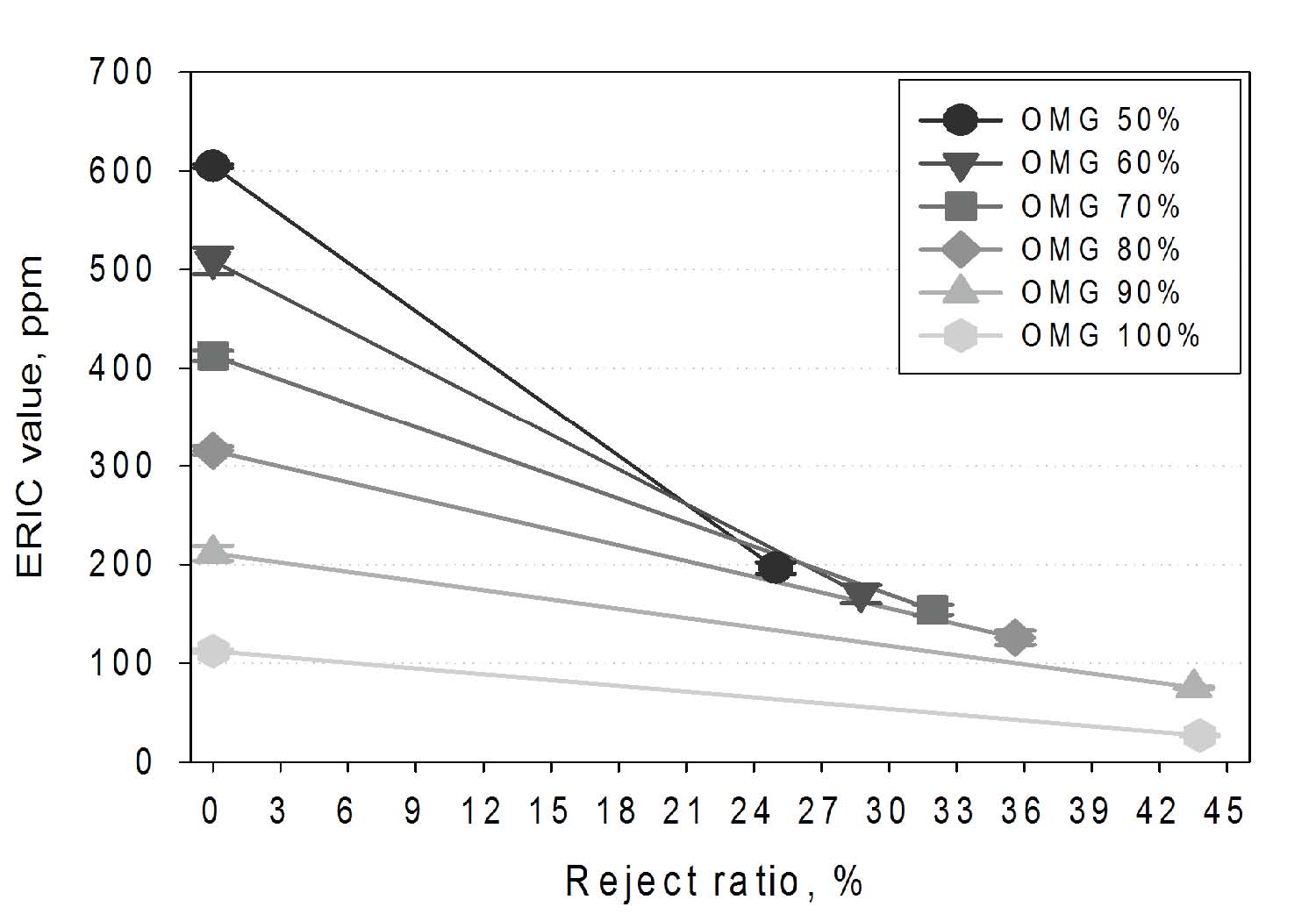
Fig. 7.
Effect of non-ionic surfactant on reject ratio and ERIC value of de-inking stock at various mixing ratios of OMG.
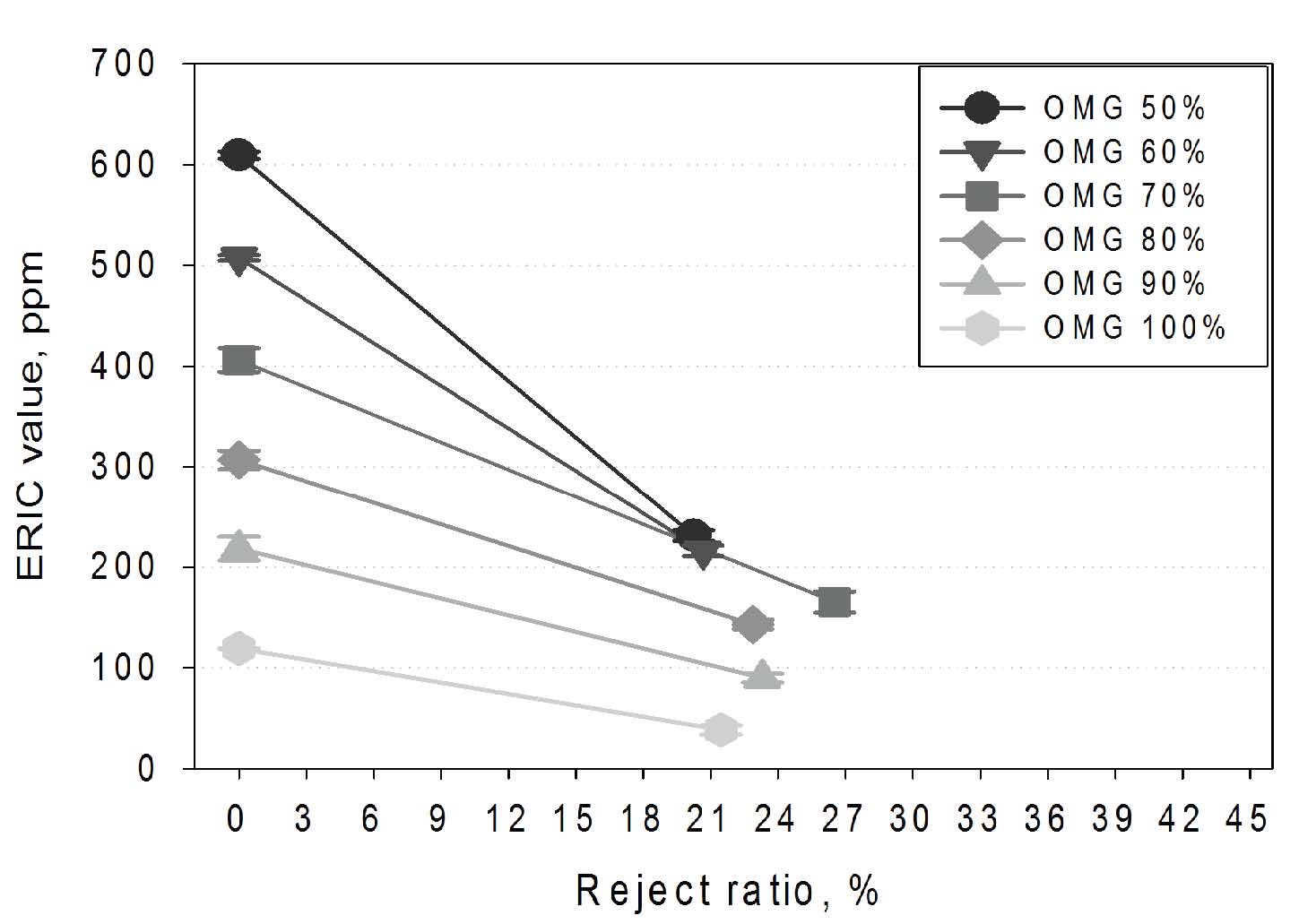
Fig. 8.
Effect of fatty acid on reject ratio and ERIC value of de-inking stock at various mixing ratios of OMG.
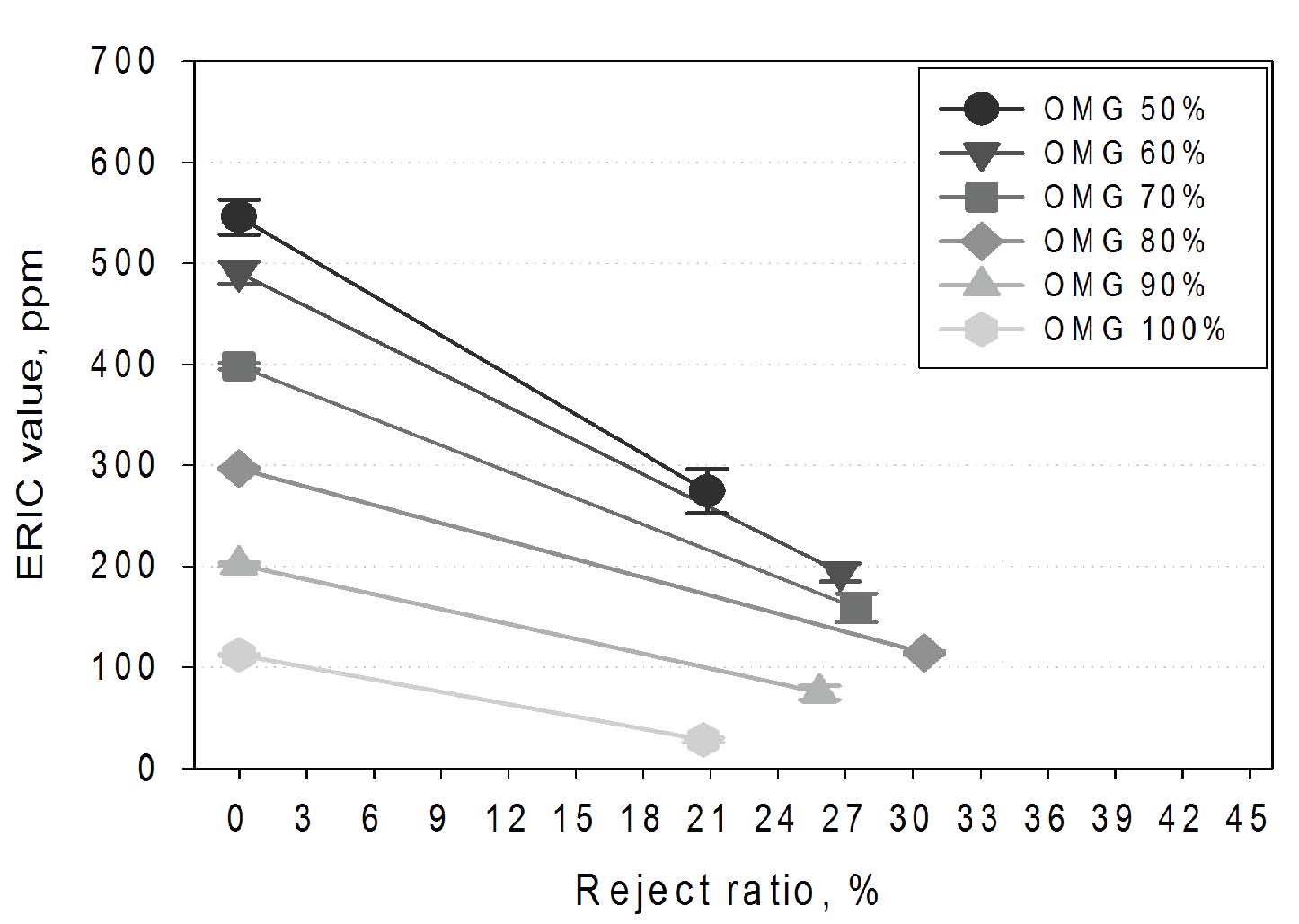
Fig. 9.
Effect of sequential use of non-ionic surfactant and fatty acid on reject ratio and ERIC value of de-inking stock at various mixing ratios of OMG.
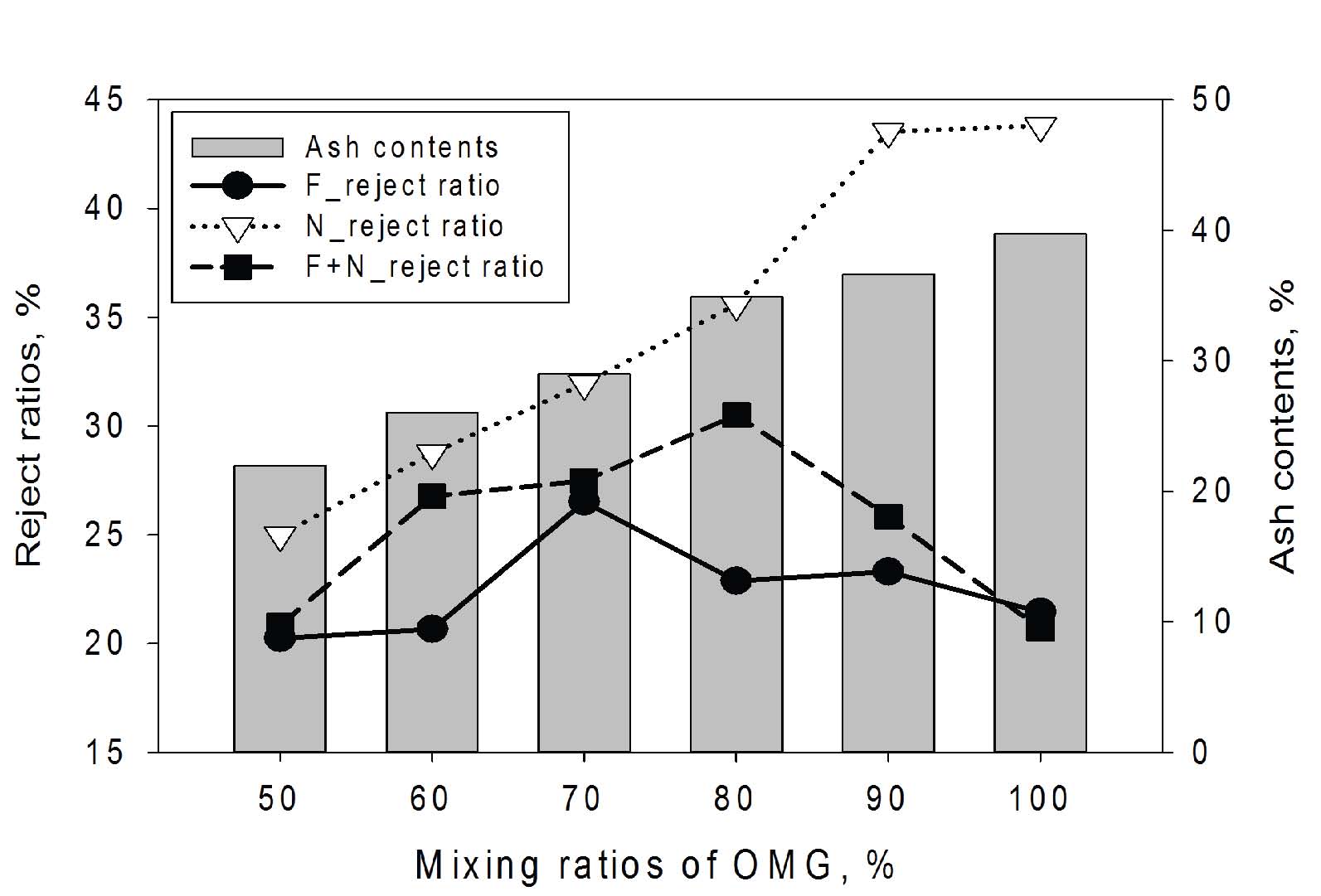
Fig. 10.
Froth-flotation reject ratios and ash contents of de-inking stock depending on mixing ratios of OMG.
Fig. 8은 지방산계 탈묵제 사용 시 ERIC 값과 리젝트 비율의 관계를 나타낸 그래프이다. Soaking 후와 부상부유처리 후 ERIC 값은 모두 비이온성 계면활성제를 사용한 경우보다 다소 높게 나타났으며 OMG의 비율이 증가할수록 ERIC 값의 개선효과는 감소하는 것으로 분석되었다. 지방산계 탈묵제의 경우 잉크의 탈리 및 재흡착 방지에 적합한 비이온성 계면활성제에 비해 잉크의 미분화가 조장되고 재흡착 방지 기능이 부족하기에 재흡착에 의해 ERIC 값 개선효과가 비교적 미흡한 것으로 판단된다.
부상부유 리젝트 발생량 대비 ERIC 값의 저하 경향을 기울기로 나타낼 때 비이온성 계면활성제의 경우보다 가파른 기울기를 나타냄을 확인하였다. 이는 동일한 리젝트가 발생된다는 비교조건 하에서 지방산이 비이온성 계면활성제보다 잉크의 제거효율이 우수함을 의미한다.
지방산계 탈묵제와 비이온성 계면활성제를 같이 적용한 탈묵 시 ERIC 값과 리젝트 비율의 관계를 Fig. 9에 나타냈다. 전체적으로 부상부유처리 후 ERIC 값이 비이온성 계면활성제를 단독으로 사용한 조건과 유사한 수준으로 나타났으며 OMG의 비율이 높은 조건에서 비이온성 계면활성제의 투입량을 크게 감소시켰음에도 불구하고 개선효과는 그대로 유지되는 것을 확인할 수 있었다. 비이온성 계면활성제에 의한 잉크 탈리와 함께 지방산계 탈묵제의 collecting 효과에 의해 효율적인 잉크 제거가 가능했던 것으로 보이며 각 약품을 단독으로 사용한 경우에 비해 백색도 및 ERIC 값의 개선효과가 높게 나타난 것으로 판단된다.
Fig. 10은 OMG 비율이 증가함에 따른 각 약품별 리젝트 비율과 지료 내의 회분함량 변화를 나타낸 그래프이다. OMG 함량이 증가함에 따라 지료 내의 회분함량은 증가하는 경향을 나타냈으며 비이온성 계면활성제를 사용한 경우 회분 함량이 증가되는 만큼 리젝트 비율이 비례적으로 증가하였다. 지방산계 탈묵제를 단독으로 사용한 조건에서 회분함량 증가와 관계없이 리젝트 비율이 일정한 값을 보였다. 지방산계 탈묵제와 비이온성 계면활성제를 함께 사용하여 부상부유처리한 경우 회분함량이 증가함에 따라 리젝트 비율도 비례적으로 증가하다가 OMG 혼합비율 80% 이상에서 다시 감소하는 경향을 보였다. 지방산계 탈묵제가 collector 역할을 함으로써 낮은 리젝트 비율을 유지할 수 있었던 것으로 보이며 각 탈묵제를 혼합 사용한 경우 OMG 비율 80% 이상의 조건에서 지방산계 탈묵제의 투입량이 증가함에 따라 리젝트 비율이 감소된 것으로 판단된다. OMG의 비율이 증가할수록 비이온성 계면활성제를 단독으로 투입하는 부상부유 처리의 탈묵효율이 저하됨을 확인하였는데 거품의 안정성이 과도하게 증가하여 수율의 감소와 잉크 제거의 선택성 저하를 유발하였기 때문으로 판단된다.
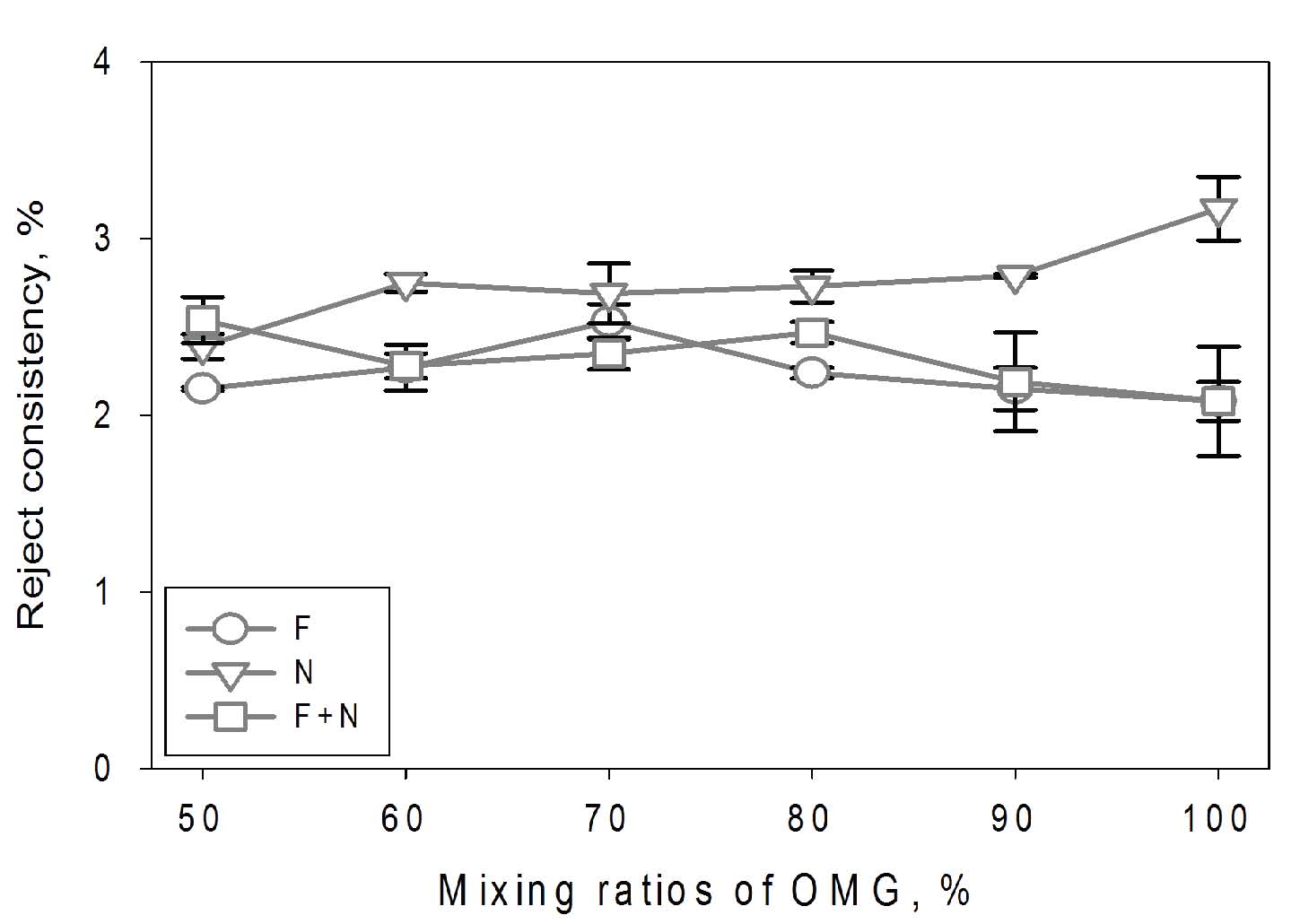
Fig. 11에 나타낸 바와 같이 비이온성 계면활성제를 이용한 부상부유 처리 시 지방산계 탈묵제를 사용한 경우나 혼합사용한 경우에 비해 리젝트의 농도가 높은 경향을 확인할 수 있으며 리젝트 비율과 농도가 모두 높게 나타남에 따라 부상부유 처리의 수율이 감소하는 것을 알 수 있었다. 비이온성 계면활성제를 사용할 경우 OMG의 비율이 증가할수록 리젝트 비율이 증가하는 결과는 향후 부상부유 리젝트 발생량 절감을 위한 새로운 비이온성 계면활성제계의 탈묵제 개발이 필요하며 특히 신규 탈묵제의 design factor로서 거품의 안정성을 조절하는 부분이 중요하다는 것을 의미한다.
4. 결 론
본 연구에서는 OMG의 혼합비율 증가에 따른 탈묵 특성을 파악하고자 ONP:OMG 비율을 50:50에서 0:100 까지 조절하였으며 지방산계 탈묵제와 비이온성 계면활성제를 이용하여 soaking 및 부상부유 처리하고 억셉트와 리젝트의 특성을 분석하였다.
두 종류의 탈묵제 중 어떤 것을 투입한 경우에도 원료의 OMG 비율이 증가할수록 탈묵펄프의 백색도 등 광학적 물성이 개선되는 경향을 나타냈으며 최종 부상부유처리 후의 백색도는 지방산과 비이온성 계면활성제를 함께 사용하는 조건에서 가장 우수한 향상효율을 보였다. OMG의 비율이 낮은 조건에서 비이온성 계면활성제를 사용할 경우 잉크의 재흡착이 방지됨에 따라 ERIC값의 개선되었으나 OMG 비율이 증가할수록 ERIC값 절감 폭이 감소하였으며 OMG 내의 회분의 영향으로 인해 리젝트율이 증가하는 것을 알 수 있었다. 지방산계 탈묵제를 적용한 탈묵처리 시 비이온성 계면활성제에 비해 낮은 리젝트 비율에서도 유사한 부상부유처리 억셉트의 광학적 특성을 얻을 수 있었으며 탈묵효율에 미치는 원료 내 회분의 영향이 비이온성 계면활성제를 적용한 경우보다 비교적 적은 것을 확인할 수 있었다. 비이온성 계면활성제와 지방산계 탈묵제를 펄퍼와 부상부유 단계에 각각 분할 투입한 경우 원료의 OMG함량이 늘어나더라도 탈묵효율이 우수하고 리젝트 비율이 절감되는 경향이 나타나는 바, 원료의 OMG 비율 증가에 대처할 수 있는 효율적인 탈묵처리 방안임을 알 수 있었다.
본 연구를 통해 탈묵원료의 회분함량에 따른 각 탈묵제 별 탈묵 효율을 파악할 수 있었으며 두 종류의 탈묵제를 함께 사용할 경우 상승효과를 확인할 수 있었다.
