

1. 서 론
펄프·제지 산업은 백색의 종이를 제조하면서 품질 경쟁이 시작되었고, 이 후 화학 쇄목펄프에 활엽수를 이용하기 시작한 것을 계기로 각종 기계펄프가 개발되었다. 한편 기계펄프의 문제점들로 인해 개발된 새로운 펄프화법인 화학 펄프(소다 펄프, 아황산 펄프, 크라프트 펄프 등)가 개발되면서 제지 시장은 더욱 크게 발전하였다. 하지만 친환경적 공정이 필수적인 현대 산업에서 펄프·제지 산업은 대표적인 공해 유발 및 에너지 다소비 산업 중 하나이다. 기존의 펄프 화법 중 크라프트 펄프화(KP) 공정이 개발되기 전에 아황산 펄프화법(SP)을 주로 사용하였는데 이는 표백을 하지 않아도 사용할 수 있는 높은 백색도를 가지며 고해가 용이하기 때문에 주로 사용되었으나 생산된 펄프의 강도가 비교적 낮고 수종의 제한이 있다는 문제점으로 인해 KP 공정이 개발된 후 쇠퇴하였다. KP 공정은 약품 회수 과정이 효과적이고 경제적이며, 수종의 제한을 받지 않고, 생산된 종이의 강도와 백색도가 높은 종이를 얻을 수 있다는 점에서 현재 대규모 펄프 공정에서 지배적으로 사용되고 있으며 그 외 다른 펄프화법은 제한적으로 사용되고 있다. 하지만 이 KP 공정은 증해 과정 중에 발생되는 악취문제, 폐액 처리문제 그리고 표백과정 중에 사용되는 염소계 약품에 의한 수질오염 등의 공해 문제가 사회적 문제로 크게 부각되고 있다.1,2)
이에 친환경적 펄프화법의 개발에 초점을 맞춰 organosolv 펄프화법이 개발되었으며 대표적인 공정은 에탄올을 이용한 Alcell 공정과 메탄올을 이용한 organocell 공정이다. 이 두 공정은 운전이 비교적 간단하고 온화한 성질의 용제를 사용하며 용제 회수가 용이하다는 장점이 있다. 하지만 저분자 알코올을 이용하여 180-210°C와 2.0 - 3.5 MPa의 조건에서 가수분해 하기 때문에 내압설비가 필요하다. 이는 장치 산업인 펄프 산업에서 초기 투자비용이 크다는 단점이 된다. Alcell 공정의 경우, 시험가동 된 사례가 있으며 일간 생산량이 약 300톤 정도 되었으나 친환경적이라는 장점보다 초기 투자비용이 크고 상대적으로 수익 가치가 낮으며 수종 제한이 있다는 등의 문제로 기존 KP 공정을 모두 대체 할 수 없었다. 그럼에도 부산물의 이용과 친환경적 관점 등에 있어서 organosolv 공정에 대한 다양한 연구는 현재에도 진행 중에 있다.3-8)
이에 본 연구에서는 친환경적이고 무수 및 약품 회수를 통한 저비용의 목질 펄프화 공정 개발을 위한 기초연구로서 고비점 용제와 산을 촉매로 하여 비교적 낮은 온도와 상압에서 목분으로부터 리그닌을 제거 및 분리하고자 하였으며 이에 따른 펄프의 수율, 잔존 리그닌 함량 및 탈리그닌 선택성 등을 비교·분석하였다.
2. 재료 및 방법
2.1 재료
2.1.1 소나무 목분(Pinus densiflora)
본 연구에서는 기존의 펄프화법에 있어 수지와 같은 추출성분으로 인해 펄프화 공정에서 문제가 많이 발생하는 수종으로부터 펄프화 가능성을 알아보기 위해 소나무를 재료로 선정하였다. 20–80 mesh 크기의 소나무 목분을 에탄올·벤젠(1 : 2, v/v) 혼합용액으로 추출 및 탈지하여 본 연구의 시료로 사용하였다. 본 연구에 사용된 소나무 목분의 제원은 Table 1과 같다.
2.1.2 고비점 용제(High-boiling point solvent, HBP solvent)
본 연구에 사용된 고비점 용제는 Rodriguez 등(2008)9), Rezayati-Charani 등(2006)10), Gonzalez Alriols 등(2009)11)이 언급한 것들과 상업적인 용도로 많이 사용되고 있는 ether, glycol 및 ketone계 용제를 사용하였으며 이에 대한 제반사항은 Table 2에 자세히 나타내었다.
Table 2.
Specification of HBP solvents
2.2 실험방법
2.2.1 시료의 탈리그닌
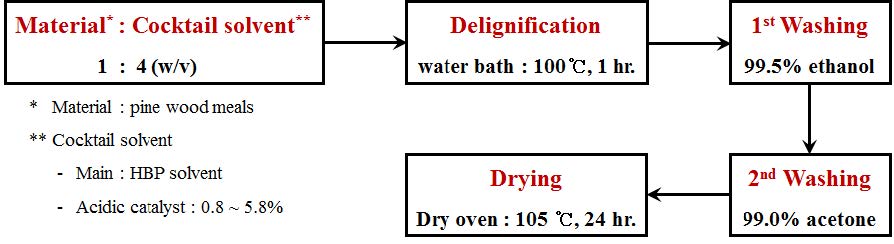
본 연구는 Fig. 1과 같이 소나무 목분을 탈리그닌화 시켰다. 자세히 설명하면, 분급된 소나무 목분과 혼합용제를 1 : 4(w/v)로 혼합하였다. 이 때 사용된 혼합용제는 고비점 용제(HBP solvent)에 0.8–5.8%의 염산을 혼합하여 제조한 것이다. 용제가 혼합된 시료는 150 rpm으로 교반을 하며 100℃ 항온수조에서 1시간동안 반응시켰다. 이때 반응 시료는 무수상태를 유지하였다. 반응 종료 후 10 mL 에탄올을 추가적으로 투입하여 2분간 150 rpm으로 교반하였고, 다시 에탄올을 이용하여 반응액을 깨끗이 세척하였다. 1차적으로 세척된 반응액은 다시 아세톤을 이용하여 반응 시료에 잔류물이 없을 때 까지 세척한 후 105±3℃의 건조 오븐에서 24시간 동안 건조시켰다.
3. 결과 및 고찰
3.1 탈리그닌화 시료의 수율과 잔존 리그닌 함량
Fig. 2-4는 촉매의 첨가량을 달리하여 고비점 용제의 종류에 따라 탈리그닌화한 목분의 수율(왼쪽)과 리그닌(오른쪽)을 비교한 것이다. 본 연구에 사용된 목분은 소나무 목분으로 불용성 리그닌의 함량이 28.1%이다. 3가지 형태의 고비점 용제를 사용하여 탈리그닌화를 실시하였을 때 수율은 촉매의 투입량이 증가함에 따라 감소하였으며 잔존 리그닌의 함량도 감소하는 결과를 보였으며 이는 Liu 등(2010)6)의 연구결과와 일치하였다. 하지만 촉매의 농도가 5%를 초과하게 되면 오히려 리그닌의 함량이 다시 증가하는 것으로 나타나는데 이는 반응에 의해 분해된 저분자 리그닌의 재축합에 의한 결과로 판단된다. 일반적으로 미표백 크라프트펄프(UKP) 제조 시 펄프의 수율과 잔존 리그닌의 함량은 각각 45–55%, 6–8%로12) 본 연구에서의 결과와 비교하면 촉매의 투입량이 5%까지는 UKP의 수율과 유사하거나 그 이상이며 잔존 리그닌의 함량은 약 3-6% 정도 더 높게 나타났다.
Fig. 2에서와 같이 ether계 고비점 용제를 사용하였을 때 4종류의 용제 모두 산 촉매의 투입량에 따라 수율과 리그닌의 감소가 유사하게 나타났으며 이 중에서도 E-Ca 용제를 사용하였을 때 가장 우수한 결과를 보였다. 또한, Me-C 용제를 사용하면 적은 양의 산 촉매에도 리그닌을 주로 분해하기 때문에 E-Ca와 함께 ether계 용제에서는 적합한 용제로 판단되었다. Glycol계 고비점 용제의 경우(Fig. 3), PEG는 4% 이하의 산 촉매를 사용하면 리그닌의 감소보다는 주로 탄수화물의 감소가 뚜렷이 나타났다. 이 중에서도 분자량이 낮은 헤미셀룰로오스의 분해가 급격히 일어났을 것으로 보인다. DEG는 산 촉매의 투입량을 증가시킴에도 리그닌의 감소가 많이 일어나지 않아 펄프화를 위한 용제로서는 적합하지 않을 것으로 보인다. 반면에 TEG 용제를 사용하면 산 촉매에 따라 잔존 리그닌의 함량이 비교적 많이 줄어들고 상대적으로 수율의 감소가 다른 용제에 비해 적었다.
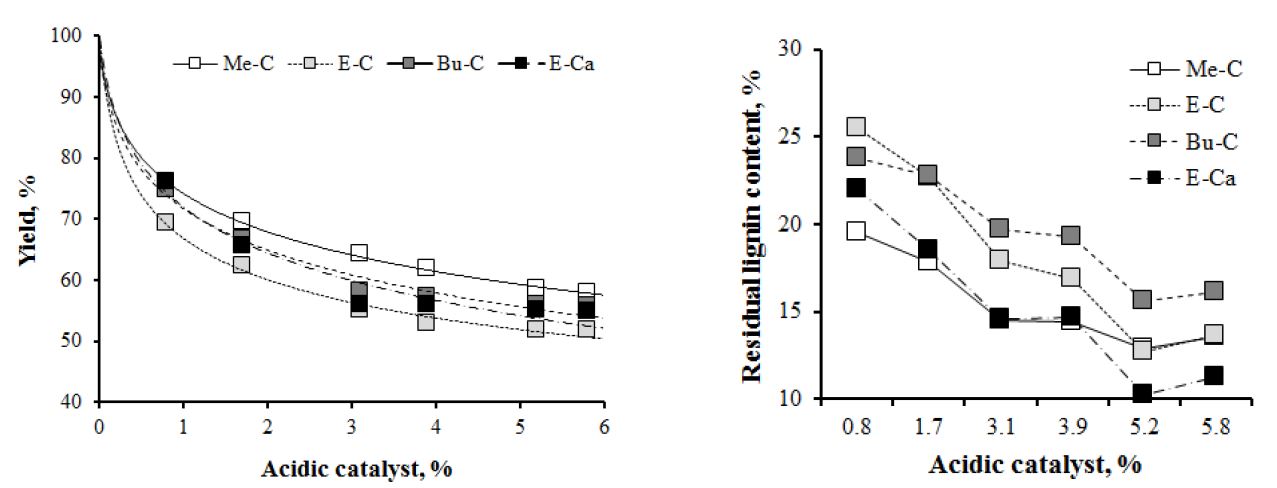
Fig. 2.
Yield (left) and residual lignin content (right) of delignified samples by ether type solvents.
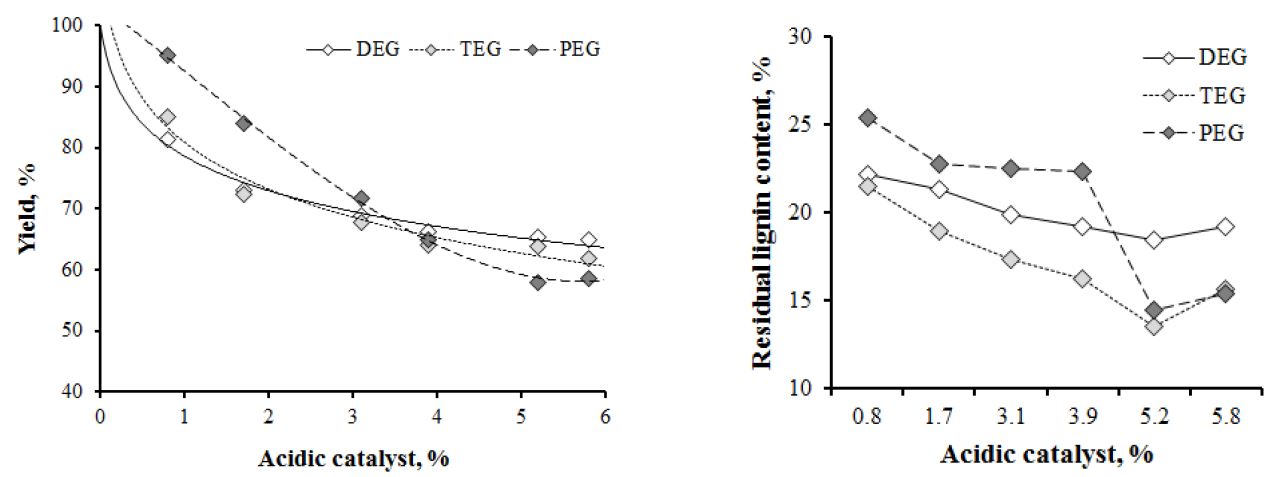
Fig. 3.
Yield (left) and residual lignin content (right) of delignified samples by glycol type solvents.
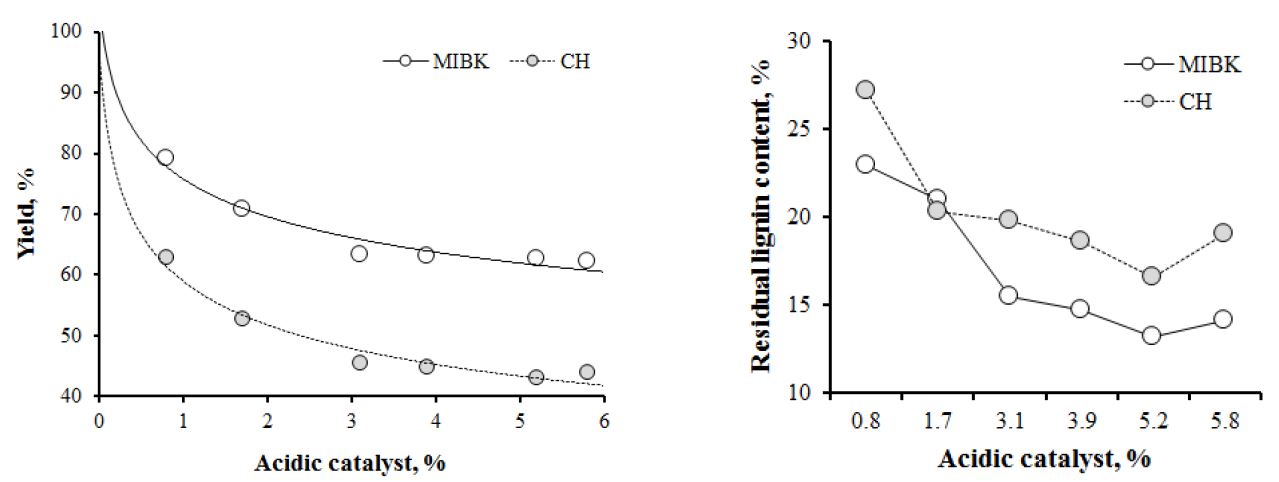
마지막으로 ketone계 고비점 용제에서는 CH를 가수분해 용제로 사용하였을 때, 산 촉매의 투입량에 따라 수율이 급격히 감소하는 반면 리그닌의 감소율은 낮아 주로 탄수화물을 분해하는 것으로 확인되었다. 따라서 비교적 높은 수율과 낮은 리그닌 함량을 보이는 MIBK가 Ketone계 용제에서는 적합한 것으로 판단되었다(Fig. 4).
수율과 리그닌의 함량의 결과를 바탕으로 각 용제별로 최적의 용제는 Me-C, E-Ca, TEG 및 MIBK로 선별되었다. 하지만 이들의 셀룰로오스와 헤미셀룰로오스의 분해율 및 리그닌의 분해율을 정확히 알아보기 위해 각각의 분해율을 비교해 보았다.
3.2 탈리그닌화 시료의 탄수화물과 리그닌 분해율
Fig. 5는 고비점 용제에 의해 탈리그닌화 된 목분 중 탄수화물(셀룰로오스+헤미셀룰로오스)과 리그닌의 분해율을 비교한 그래프이다. 산 촉매의 투입량이 증가함에 따라 대부분의 고비점 용제를 사용한 목분에서 리그닌이 분해되는 속도가 급격히 증가하였으며 탈리그닌화 반응이 주로 촉매의 acidolysis에 의해 나타난 것이라는 Kangas 등(2015)4)의 결과와도 일치하였다. 각각의 분해율을 비교해 보면 9 종류의 고비점 용제 중 5%의 산 촉매를 사용하였을 때까지 가장 낮은 탄수화물의 분해율과 높은 리그닌의 분해율을 보인 것은 각각 TEG(탄수화물 분해율 30.0%)와 E-Ca(리그닌 분해율 63.5%)이었으며 저 촉매에서도 리그닌 분해율이 가장 뛰어난 것은 Me-C이었다.
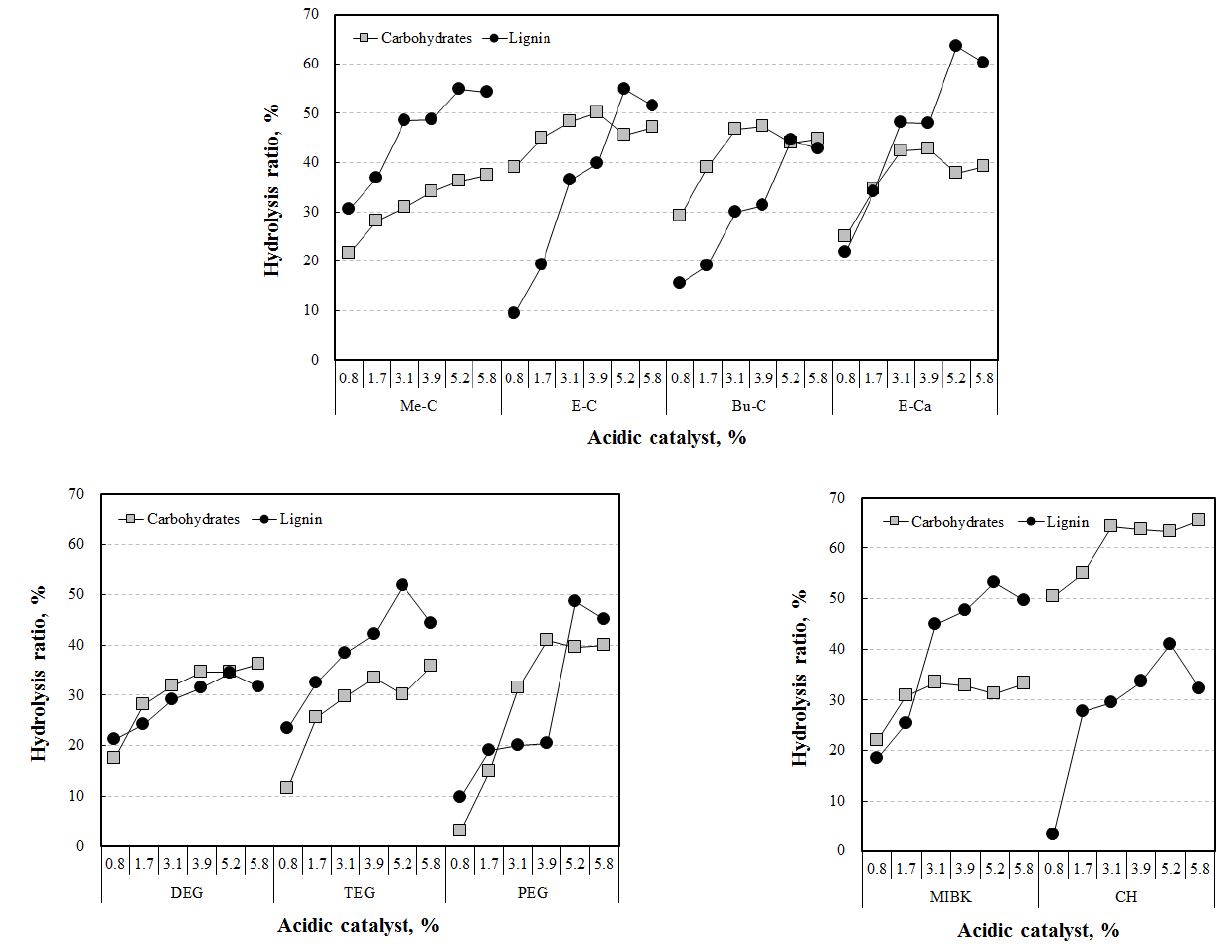
KP 공정에서 탄수화물과 리그닌의 분해율은 각각 34–46%, 72–79%로 본 연구의 5% 산 촉매 투입 시 고비점 용제와 비교한 것을 Table 3에 나타내었다. 선별된 4 종류의 용제는 모두 UKP보다 탄수화물 및 리그닌의 분해율이 낮았다. 그 중 E-Ca를 용제로 사용하였을 때에 탄수화물과 리그닌의 분해율이 가장 높았다. 본 연구는 목재를 탈리그닌화(펄프화)하는데 있어서 가장 많이 사용되는 용수의 양을 거의 0에 가깝게 하였기 때문에 UKP와 비교하였을 때 잔존 리그닌의 양이 조금 높아도 펄프화 시 이점이 더욱 많을 것으로 예상된다. 그리고 펄프화 후에도 잔존해 있는 리그닌은 섬유의 소수화에 있어서도 장점으로 작용될 수 있을 것으로 판단된다.
3.3 탈리그닌의 선택성
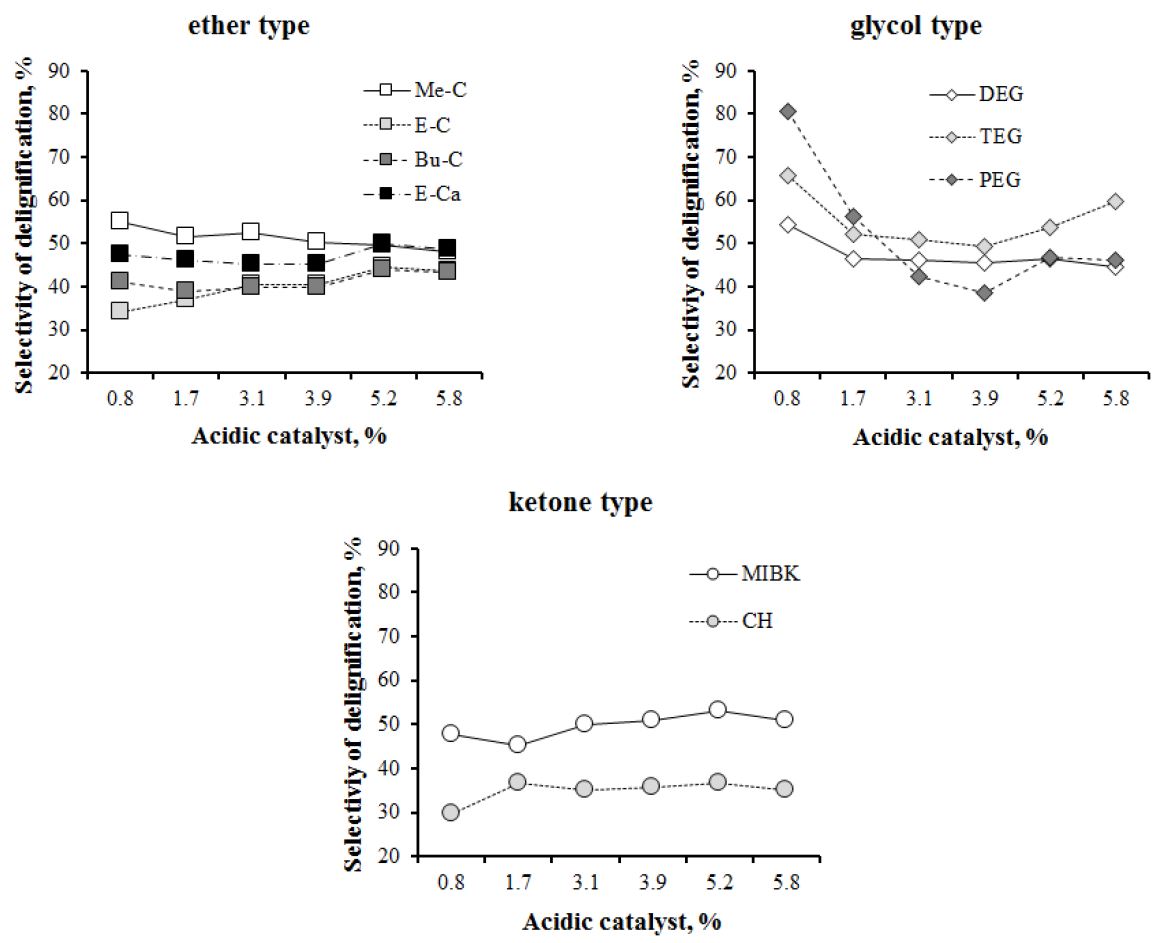
탈리그닌 선택성이란 목재를 펄프화 하는데 있어서 얼마나 리그닌이 효율적으로 제거되었는지에 대하여 수치화한 것이다. 일반적으로 UKP는 50±3%의 탈리그닌 선택성을 보인다. Fig. 6은 본 연구에서 사용한 9 종류의 용제를 산 촉매하에서 탈리그닌화 시켰을 때의 탈리그닌 선택성을 계산한 그래프이다. 선택성이 높다는 것은 목재 내에 존재하는 탄수화물보다 리그닌을 더욱 집중적적으로 제거하였다는 것을 의미한다. Ether계 고비점 용제를 사용하였을 때 E-C를 제외한 3 종류의 용제는 산 촉매의 농도에 상관없이 거의 비슷한 선택성을 보였다. 그 중에서도 Me-C와 E-Ca 용제를 사용하여 탈리그닌화 한 것이 UKP의 탈리그닌 선택성과 유사한 수치를 보였다. 한편, glycol계 고비점 용제는 저농도 산 촉매 투입 시 탈리그닌 선택성이 아주 높게 나타났다. 하지만 0.8%의 산 촉매를 사용하였을 때에는 잔존 리그닌의 양이 약 25%나 되어 탈리그닌화 되었다고 설명하기가 힘들다. 하지만 TEG 용제로 탈리그닌화 한 경우, 선택성이 약 54%로 UKP의 탈리그닌 선택성과 비교하여도 훨씬 높아 리그닌이 효율적으로 제거되었다고 볼 수 있다. Ketone계 고비점 용제에서도 앞선 결과와 마찬가지로 MIBK는 산 촉매의 농도에 관계없이 거의 일정한 선택성(50% 전후)을 보이고 있었으며 CH는 리그닌보다 탄수화물을 더욱 효과적으로 제거하는 것으로 나타났다.
이상의 결과를 Table 4에 종합하여 나타내었다. 고비점 용제를 이용하여 무수상태에서 탈리그닌화를 실시한 결과, UKP에 비해 잔존 리그닌양이 많아 높은 수율을 얻을 수 있으나 KP 제조 공정에 사용되는 약품과 비교하여 리그닌을 효율적으로 제거하는 능력은 큰 차이가 없었다. 그 중에서도 다음과 같은 4 종류의 고비점 용제가 적합할 것으로 사료되며 이를 이용하여 추후 목재 칩에 적용하는 연구를 진행하고자 한다.
4. 결 론
본 연구에서는 상압의 조건에서 다양한 고비점 용제를 이용하여 탈리그닌화를 실시하였으며 그 결과를 정리하면 다음과 같다.
Ether계, glycol계 및 ketone계 고비점 용제를 사용하여 탈리그닌화를 실시하였을 때 잔사 목분의 수율은 촉매의 투입량이 증가함에 따라 감소하였으며 잔존 리그닌의 함량도 감소하였다. 하지만 촉매의 농도가 5%를 초과하게 되면 오히려 리그닌의 함량이 다시 증가하였다. Ether계 고비점 용제에서는 Me-C와 E-Ca이 리그닌 제거 효율이 높았다. Glycol계 용제에서는 TEG 용제를 사용하는 것이 가장 좋았으며 ketone계 용제에서는 비교적 높은 수율과 낮은 리그닌 함량을 보이는 MIBK가 우수하게 나타났다.선별된 용제의 분해율을 비교해 보면 5%의 산 촉매를 사용하였을 때까지 가장 낮은 탄수화물의 분해율과 높은 리그닌의 분해율을 보인 것은 각각 TEG(탄수화물 분해율 30.0%)와 E-Ca(리그닌 분해율 63.5%)이었으며 저 촉매에서도 리그닌 분해율이 가장 뛰어난 것은 Me-C이었다. 리그닌 선택성에서도 Me-C, E-Ca, TEG 및 MIBK 용제는 각각 49.6, 49.9, 53.8 및 53.1%로 UKP의 탈리그닌 선택성과 유사한 수치를 보였다.
이상의 결과를 정리하면 고비점 용제를 이용하여 무수상태에서 탈리그닌화를 실시하였을 때 UKP에 비해 잔존 리그닌양이 많아 높은 수율을 얻을 수 있으나 KP 제조 공정에 사용되는 약품과 비교하여 탈리그닌 선택성의 차이는 없었다.
