

1. Introduction
2. Materials and Methods
2.1 Materials
2.2 Refining
2.3 Sizing
2.4 Preparation of the cellulose-based paper materials for liquid packaging
2.5 Analysis and testing
3. Results and Discussion
3.1 Effect of sizing treatment on tensile strength of the cellulose-based paper materials
3.2 Effect of sizing treatment on the bursting strength of the cellulose-based paper materials
3.3 Effect of sizing treatment on the tearing strength of the cellulose-based paper materials
3.4 Effect of sizing treatment on the water absorption of the cellulose-based paper materials
3.5 Effects of sizing methods on the hydrophobic property of the cellulose-based paper materials
3.6 Morphology of the cellulose-based paper materials after sizing
4. Conclusions
1. Introduction
It is well known that the traditional petroleum-based plastic packaging materials have drawbacks such as being non-renewable, non-biodegradable, and prone to environmental pollution. With the development of technology and improvement of the people’s living standards, human requirements of food hygiene and safety have been continuously increasing. As a result, the global demand for cellulose-based liquid packaging materials is showing a trend of increasing year by year [1]. Particularly, the gradual implementation of plastic ban worldwide have further promoted the research and development of environmentally friendly packaging alternatives that can replace petroleum-based plastics [2]. Thereby, the cellulose paper-based functional packaging materials that can replace plastics have become a research hotspot.
Plastic packaging has long dominated the market due to its lightweight nature and excellent water resistance [3]. The traditional mainstream liquid packaging cartons materials usually adopt a multi-layer structure including polyethylene (PE) coating [4,5], cardboard, and aluminum foil, and which mainly relies on non-biodegradable plastic components to ensure the barrier properties against liquids and gases [6]. While the cellulose paper-based functional materials can be an ideal alternative to plastic packaging due to their biodegradability, renewability [7], and low environmental impact.
However, the inherently high content of hydrophilicity groups in cellulose limits its application in the liquid packaging field. Usually, cellulose-based paper materials need to undergo sizing treatment to enhance their hydrophobicity [8]. When rosin and AKD are mixed in the sizing process, rosin mainly relies on electrostatic adsorption onto the cellulose fiber surface and precipitates under acidic conditions, while AKD covalently binds through esterification with fiber hydroxyls under neutral/alkaline conditions. The combination of rosin and AKD for sizing can produce a synergistic effect that rosin provides rapid initial sizing, AKD offers lasting, acid-resistant sizing performance, and the electrostatic effect of rosin may enhance AKD retention and distribution. The hybrid sizing technology is an effective approach to increase the hydrophobicity and mechanical strength of cellulose-based paper materials [9], can improve their packaging performance (such as water resistance and moisture resistance). The cellulose-based materials with anti-liquid-permeation properties can be used to prepare high-quality liquid packaging materials (e.g., paper boxes, paper bags) [10], which can effectively extend the shelf life of food products, and can be used in medical packaging (e.g., medicine bags, medical tissues) to ensure product safety [11].
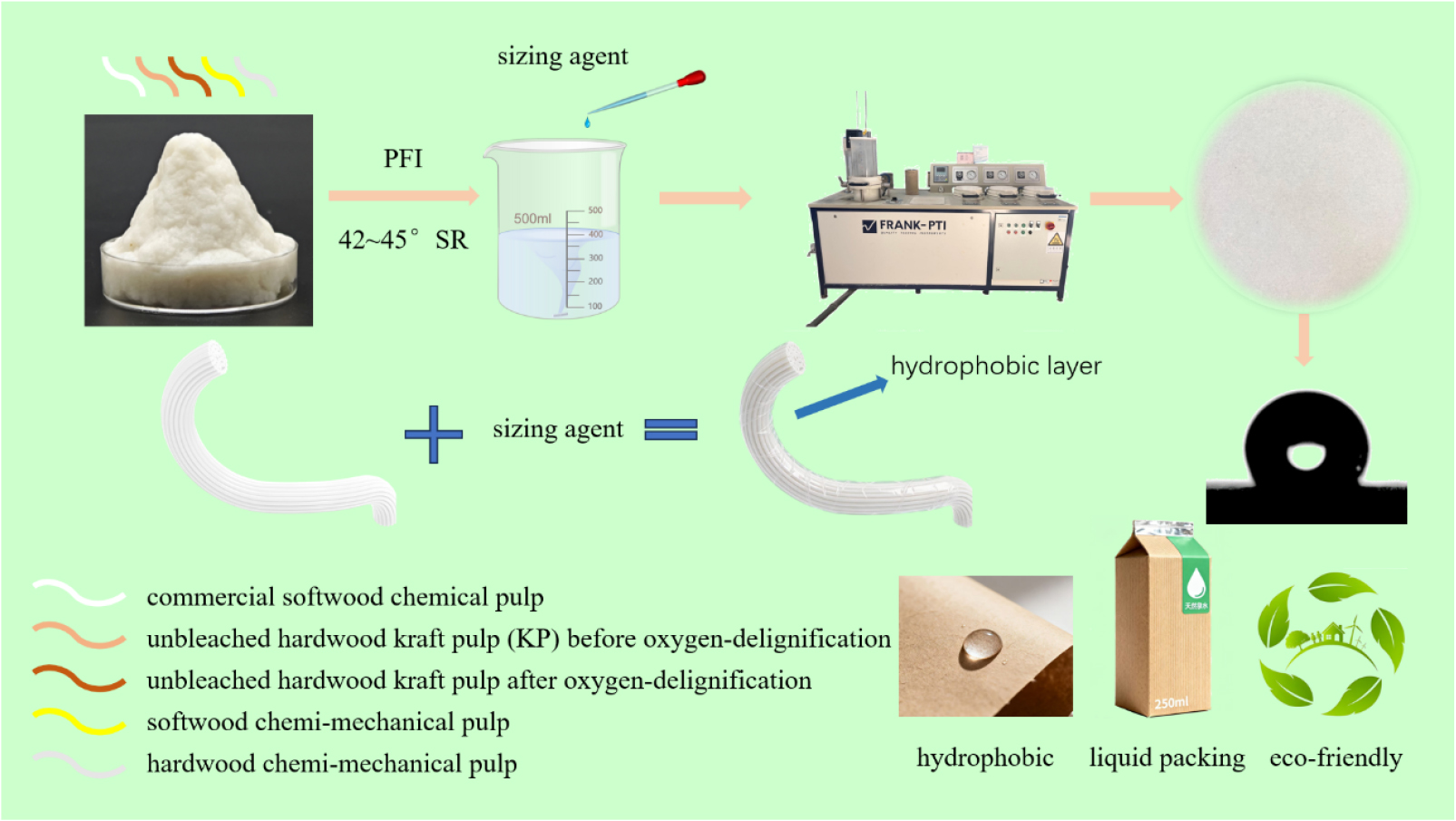
The aims of this work is to improve the liquid penetration resistance and hydrophobicity of cellulose-based paper materials by adjusting the parameters of the sizing process. The preliminary experiments optimized the fiber ratios of the unbleached hardwood pulp, chemi-mechanical pulp, and bleached softwood pulp used in the preparation of cellulose-based paper materials [12]. Based on this optimized fiber ratio, by adding rosin glue (in acidic conditions) and AKD (in neutral conditions) for internal sizing in the mixed-pulps, the liquid permeability resistance and hydrophobicity of the cellulose-based paper material will be enhanced [13,14], the optimal dosage, mixing mass ratio, and addition sequence of the sizing agents will be determined, and the sizing process parameters will be optimized. By utilizing an appropriate fiber ratio, the synergistic effect of acidic rosin precipitation and neutral AKD sizing [15], it is expected to provide technical references for the development of high-performance and environmentally friendly liquid packaging materials [16,17]. Experimental flowchart is shown in Fig. 1.
2. Materials and Methods
2.1 Materials
The commercial softwood chemical pulp, unbleached hardwood kraft pulp (KP) before oxygen-delignification and unbleached hardwood kraft pulp after oxygen-delignification, softwood chemi-mechanical pulp [18], hardwood chemi-mechanical pulp, rosin [19], and AKD were taken from a pulping mill in eastern China. 2 wt% of aluminum sulfate solution was prepared in the laboratory [20].
2.2 Refining
The pulp concentration was adjusted to 10%. The pulps were refined in the PFI refiner (SK 90S/4 TF, Norway), and controlled the beating degree of pulps in the range of 42–45°SR.
2.3 Sizing
The sizing process is carried out at room temperature. A predetermined dosage of sizing agent (based on oven-dry pulp fiber) is added in the prepared fiber slurry, and then the mixture is diluted to the set target concentration, followed by ensuing agitation for 4,000 revolutions to ensures mixing uniformity. The rosin for sizing agent needs to be mixed with the aluminum sulfate solution at a mass ratio of 3 : 1 (aluminum sulfate to rosin) to obtain the solution with a pH value of 6.8 [19]. During the mixed sizing process, the sizing agent is added in sequence. After adding the first sizing agent, the mixture is stirred for 2,000 revolutions for mixing and diffusion. Then, the second sizing agent is added and stirred for another 2,000 revolutions to obtain a uniformly mixture.
2.4 Preparation of the cellulose-based paper materials for liquid packaging
The cellulose-based paper materials for liquid packaging are prepared in a PTI rapid handsheet former (PTI model 2DA, Sweden). The cellulose-based paper material is heated and cured in a vacuum environment at 95°C for 5 min to obtain cellulose-based paper material. The grammage of the cellulose-based paper materials is 100 g/m2. The ratio of different pulp fibers used in the handsheet forming process are 70% of bleached softwood chemical pulp, 20% of unbleached hardwood kraft pulp, 5% of softwood chemi-mechanical pulp, and 5% of hardwood chemi-mechanical pulp.
2.5 Analysis and testing
Tensile strength was measured by horizontal tensile strength tester according to the international standard ISO 1924-1:2018 [20].
Bursting strength was measured according to the international standard ISO 2758:2014 [21].
Tearing strength was tested according to the international standard ISO 1974:2012 [22].
Cobb value was measured by paper surface absorption weight tester according to the international standard ISO 535:2014 [23].
Contact angle was measured by an optical contact angle measuring instrument, with the measurement method following the standard ASTM D724-99 (2003) [24].
3. Results and Discussion
3.1 Effect of sizing treatment on tensile strength of the cellulose-based paper materials
Effect of sizing agents dosage and sizing methods on strength properties of the cellulose-based paper materials are shown in Fig. 2. As shown in Fig. 2, the dosage of rosin and AKD agent in the single agent sizing process obviously influenced the tensile strength of paper materials. Compared to the control sample of the un-sizing paper materials, the tensile strength of the paper materials after single agent sizing show a downward trend with the increase of rosin and AKD dosage (from 1.0 to 2.5 wt%). The reason is that the sizing agent deposits on the cellulose fibers, its main function is to improve the hydrophobicity of the paper materials, but it interferes with the bonding between fibers, thus reducing the tensile strength. The optimal dosage of rosin and AKD is in the range of 1.0–2.0 wt%, furthermore effect of the single AKD sizing is better than that of the single rosin sizing, which means the single AKD sizing has less influence on the tensile strength of the paper materials. For the rosin/AKD hybrid mixed sizing, the changing trend of the tensile strength of the paper materials is similar to that of the single agent sizing process. Compared to the control sample of the un-sizing paper materials, the tensile strength of the paper materials after mixed sizing showed a decrease, in which an optimal tensile strength of the paper materials obtained at the ratio of rosin 30% : AKD 70% in the mixed sizing process, while the lowest tensile strength appeared at the ratio of rosin 70% : AKD 30%. This means that the proportion of sizing agents in the mixed sizing process has a significant influence on the tensile strength of the paper materials.
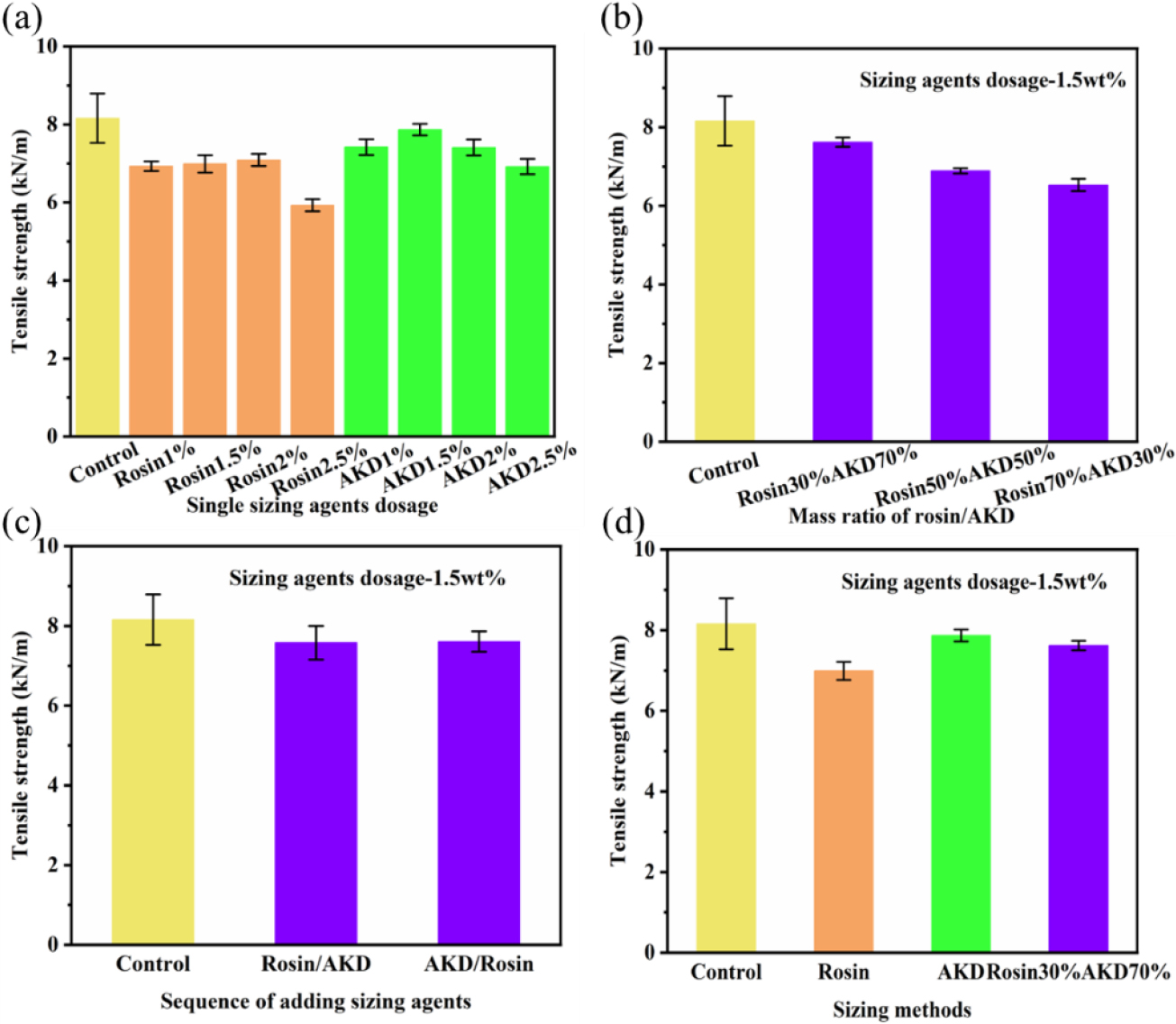
Fig. 2 also indicates that the sequence of adding rosin and AKD agents in the mixed sizing process has no influence on the tensile strength of the paper materials. The mixed sizing process has less influence on the strength than the single sizing process at the same dosage of sizing agent. It can be seen that the influence of the sizing process parameters on the strength of the paper materials varies from significant to minor in the following order: the dosage of sizing agents, the ratio of rosin and AKD agents, the sizing methods, and the sequence of adding sizing agents. Based on the tensile strength performance of the cellulose-based paper materials, the optimal dosage of sizing agents is 1.5 wt%. The optimal methods is the rosin/AKD mixed sizing, and the optimal agent dosage mass ratio of rosin and AKD agents in the mixed sizing process is rosin 30% : AKD 70%.
3.2 Effect of sizing treatment on the bursting strength of the cellulose-based paper materials
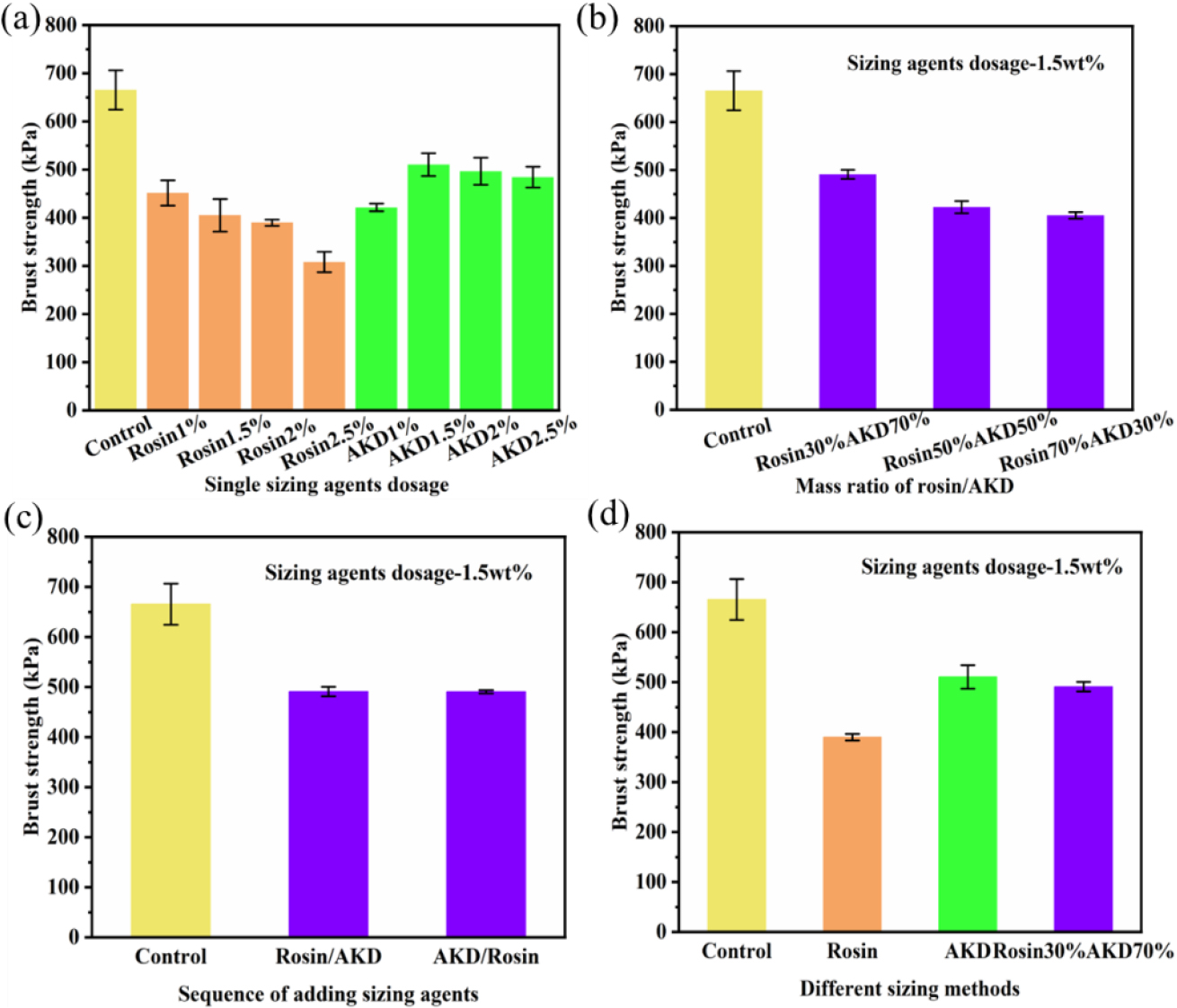
Effect of sizing methods on the bursting strength of cellulose-based paper materials are shown in Fig. 3. It is well known that sizing reduce the formation of hydrogen bonds between fibers, resulting a decrease of the burst strength of the paper-based material after sizing. As shown in Fig. 3a, the bursting strength exhibited a decreasing trend with the increase of rosin dosage in the single agent sizing process, while the bursting strength after AKD sizing was obviously higher than that after rosin sizing at the same dosage, and the bursting strength reached the maximum of 510 kPa at AKD dosage of 1.5 wt%, indicating the effect of AKD sizing is superior to that of rosin sizing in the single agent sizing process. The mixed sizing was explored due to the higher cost of AKD than that of rosin. Fig. 3b showed that the optimal mass ratio of sizing agents was rosin 30% : AKD 70% in the mixed sizing process, in which the optimal bursting strength of 491.2 kPa was obtained. It can be seen from Fig. 3c that the adding sequence of sizing agents in rosin/AKD and AKD/rosin at the same mass ratio of rosin 30% : AKD 70% have no obviously influence on the bursting strength. Fig. 3d indicated that the mixed sizing of was optimal due to its lower cost than the AKD single sizing. The difference between them was minimal, and the corresponding experimental errors were within the same acceptable range. This indicates that the adding sequence of rosin and AKD has no influence on the bursting strength. The optimal bursting strength obtained in the paper materials after AKD sizing process may be attributed to a continuous hydrophobic film on fiber surface, which has no significant influence on the bonding between fibers. In contrast, rosin may accumulate on fiber surface, weakening inter-fiber hydrogen bonding and thereby reducing bursting strength. For the mixed sizing process, the optimal mass ratio of rosin 30% : AKD 70% may balance the hydrophobic modification effect and fiber bonding reinforcement, leading to an optimal bursting strength.
3.3 Effect of sizing treatment on the tearing strength of the cellulose-based paper materials
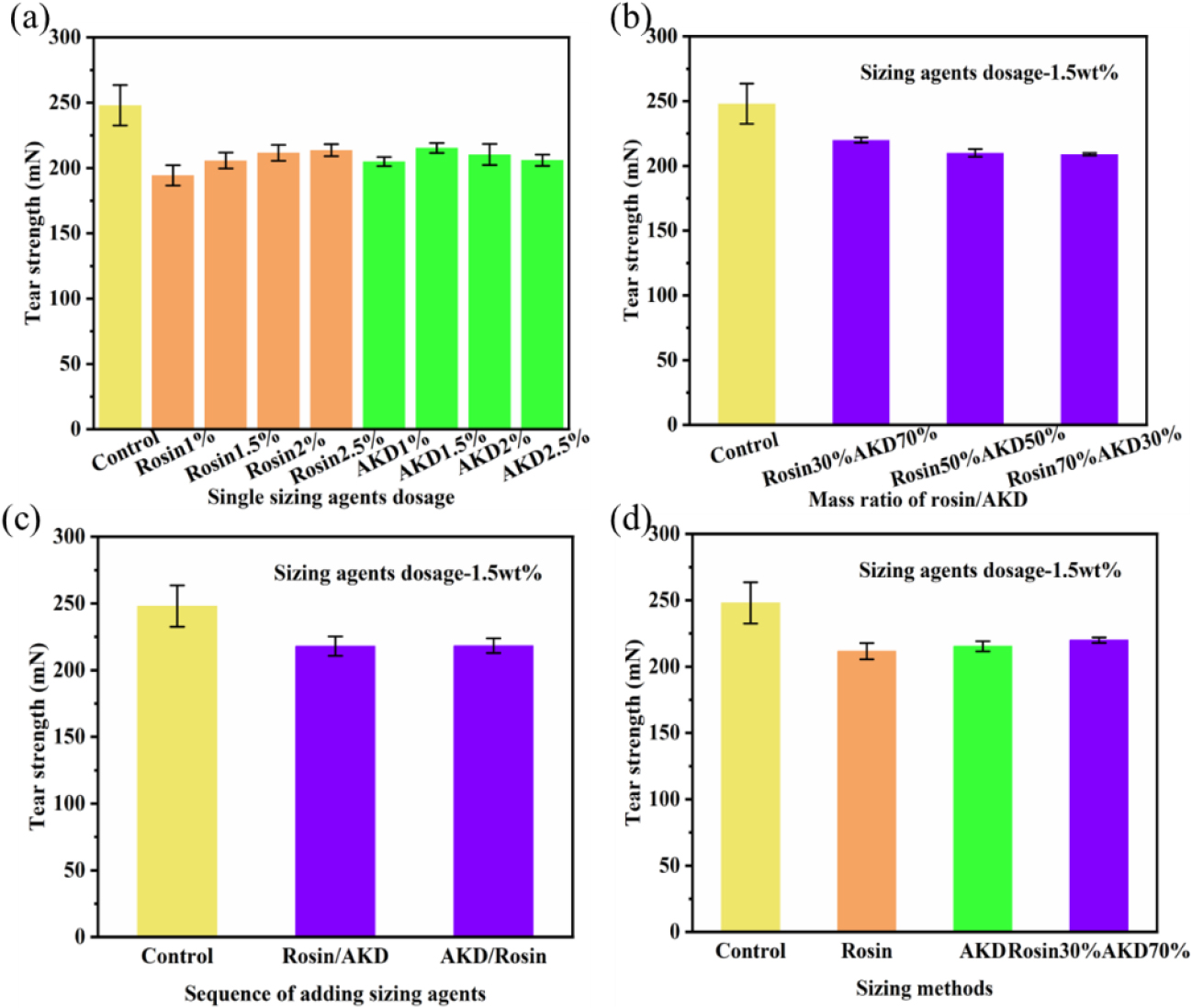
As shown in Fig. 4, the tearing strength of the paper material showed a different trend from the tensile strength and bursting strength. For the single rosin sizing process, the tearing strength slightly increased with the increase of rosin dosage, presenting a slowly rising trend. In contrast, the tearing strength of the paper materials displayed a trend of first increasing and then decreasing when the AKD dosage increased in the single AKD sizing process. The maximum tearing strength of 215 mN was achieved when the AKD dosage was 1.5 wt%, beyond the AKD dosage led to a decline in tearing strength. For the rosin/AKD mixed sizing process, the mass ratio of rosin/AKD (30% : 70%, 50% : 50%, and 70% : 30%) had not significant influence on the tearing strength, in which the optimal tearing strength of 220 mN obtained at the mass ratio of rosin 30%: AKD 70% in the mixed sizing process. The addition sequence of rosin and AKD had no influence on the tearing strength in the mixed sizing process.
3.4 Effect of sizing treatment on the water absorption of the cellulose-based paper materials
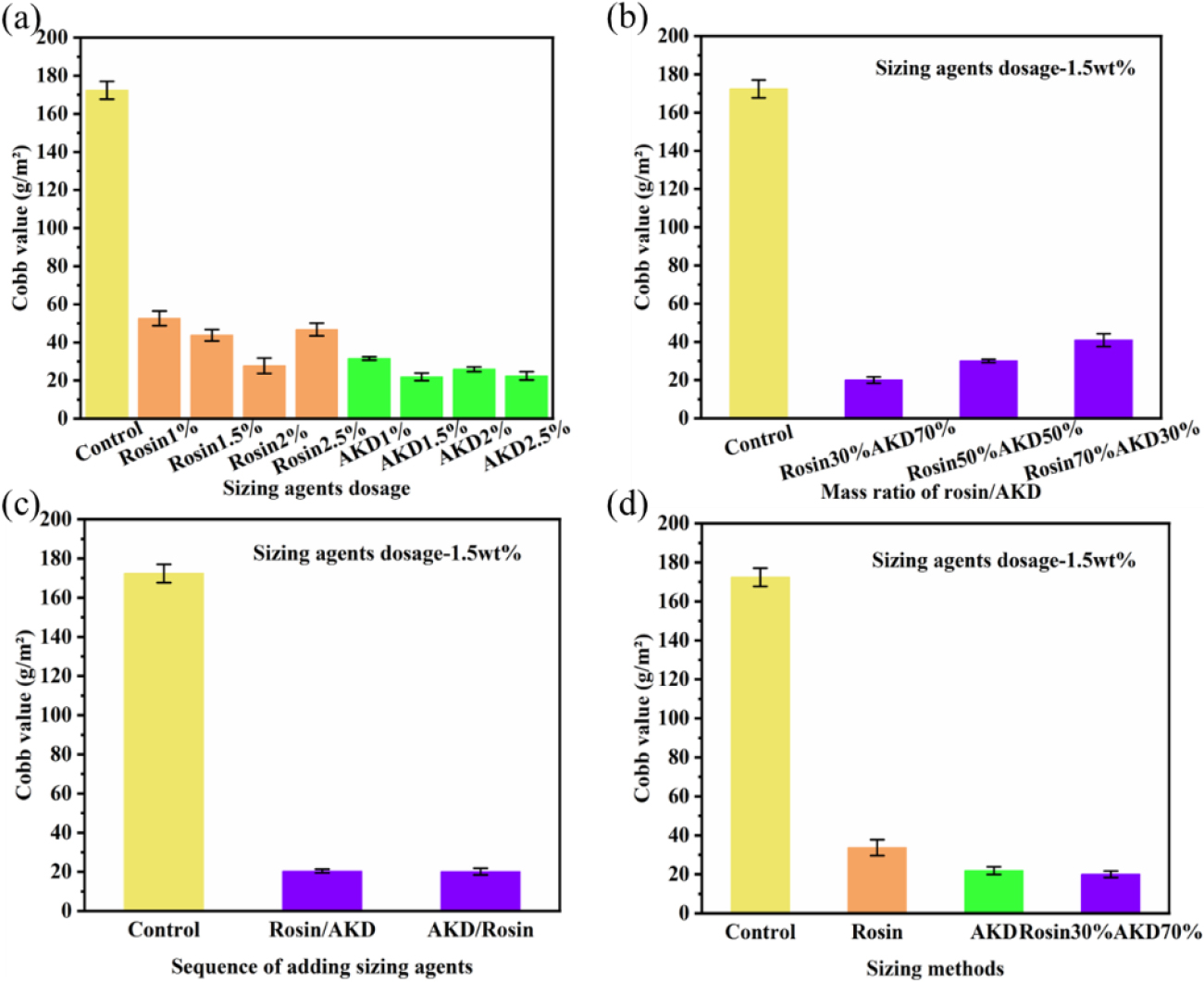
It can be seen from Fig. 5 that the water absorption of Cobb value of the paper materials after single rosin sizing is significantly higher than that of the paper material after single AKD sizing. The Cobb value showed a tendency of first decreasing and then increasing when the rosin dosage increased, and when the rosin dosage was 2 wt%, the Cobb value reached the minimum of 27.7 g/m2, which meant that the rosin dosage of 2 wt% can balance the coverage of fiber surfaces and the formation of hydrophobic barriers, thereby minimizing water absorption. In the single AKD sizing process, the paper materials had lower hydrophobic property with 31.6 g/m2 of the Cobb value when the AKD dosage was 1 wt%. The reason may be attributed to insufficient AKD coverage on fiber surfaces at low dosages, failing to form a continuous hydrophobic layer. The optimal hydrophobic property of the paper materials obtained with 21.9 g/m2 of the Cobb value at 1.5 wt% of AKD dosage. The optimal hydrophobic property of the paper materials obtained with 20.0 g/m2 of the Cobb value when the sizing agents dosage was 1.5 wt% at the mass ration of the rosin 30%: AKD 70% in the mixed sizing process. The differences in Cobb values of the paper materials after rosin and AKD sizing can be explained by their distinct sizing mechanisms. Rosin attached to the pulp fibers by forming acid-colloid complexes, which provides limited hydrophobicity due to the polar groups in rosin. While AKD can react with hydroxyl groups on cellulose fibers to form covalent bonds, generating a non-polar alkyl chain layer on the pulp fiber surface that more effectively repels water. For the mixed sizing process, the consistent Cobb values in the different agent addition sequences reflect the stability of this synergistic mechanism, ensuring reliable water resistance performance in practical applications.
3.5 Effects of sizing methods on the hydrophobic property of the cellulose-based paper materials
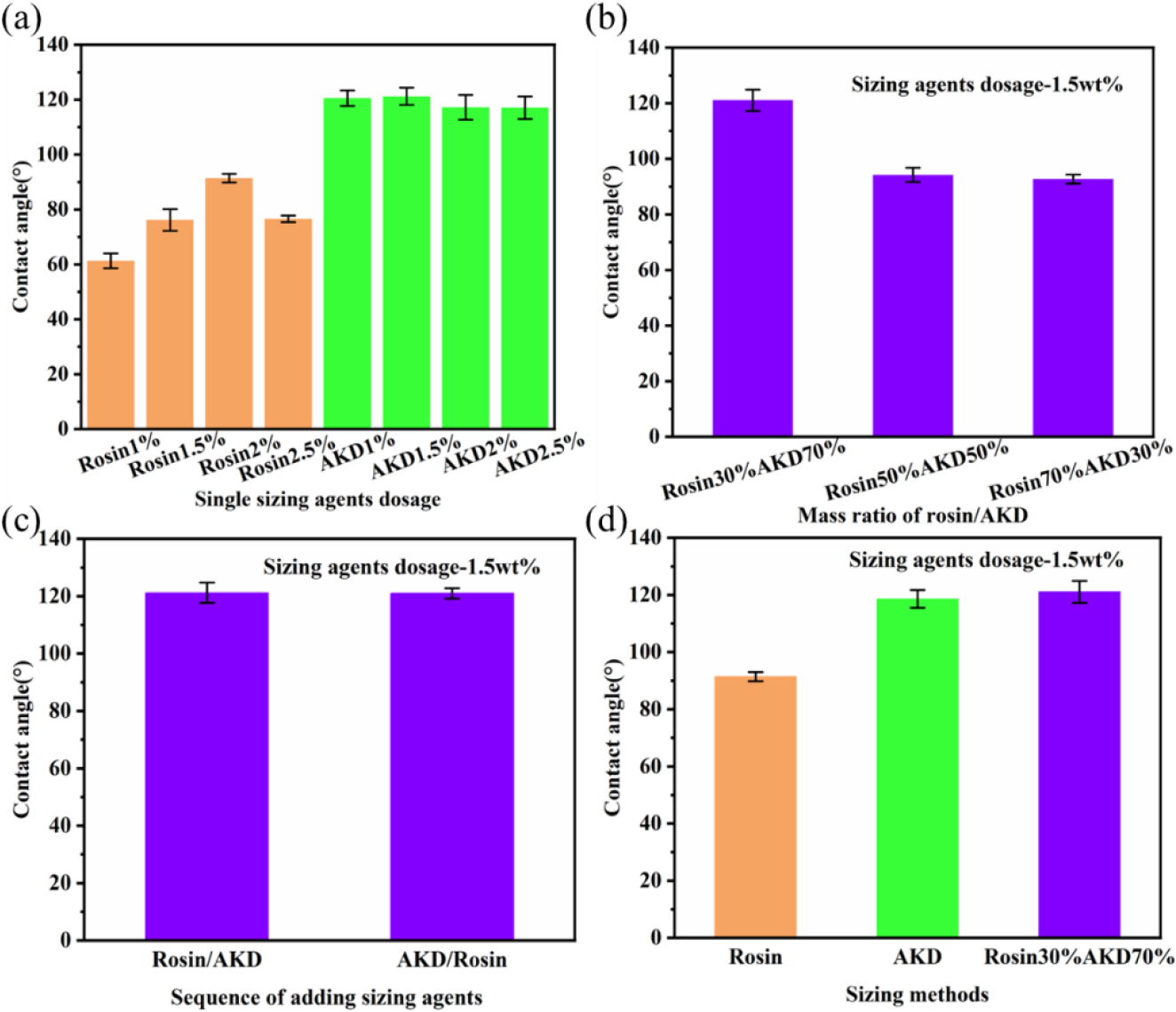
Rosin forms a uniform adhesive layer based its adhesive property on the surface of the pulp fibers of the paper materials, which enhances the surface strength and liquid-repellent property of the paper materials. AKD usually reacts chemically with the fibers of the paper materials during the papermaking process to form a hydrolysis-resistant layer bonded to the fibers, which improves the liquid-repellent property and anti-permeation property of the paper materials. As shown in Fig. 6, the hydrophobic and liquid-repellent properties of the paper materials obtained after the addition of sizing agents. With the increase of rosin dosage, the contact angle of the paper materials gradually increased, and the contact angle reaches the maximum value of 91.4° when the rosin dosage was 2 wt%, indicating the optimal dosage of 2 wt% rosin in the sizing process. The contact angle of the paper materials after AKD sizing at different dosage changed slightly, the contact angle of the paper material at 1.5 wt% AKD dosage reached the maximum value of 118.6°, which indicated that the hydrophobicity is optimal. The hydrophobic and liquid-repellent properties of the paper material after AKD sizing are obviously better than that of the paper materials after rosin sizing. The contact angle of the paper materials reached the maximum value of 121.2° when the mass ratio of rosin 30% : AKD 70% at the agent dosage of 1.5 wt%, which was significantly higher than the contact angle of 94.2° and 92.7° at the other mass ratios of rosin/AKD in the mixed sizing process.
3.6 Morphology of the cellulose-based paper materials after sizing
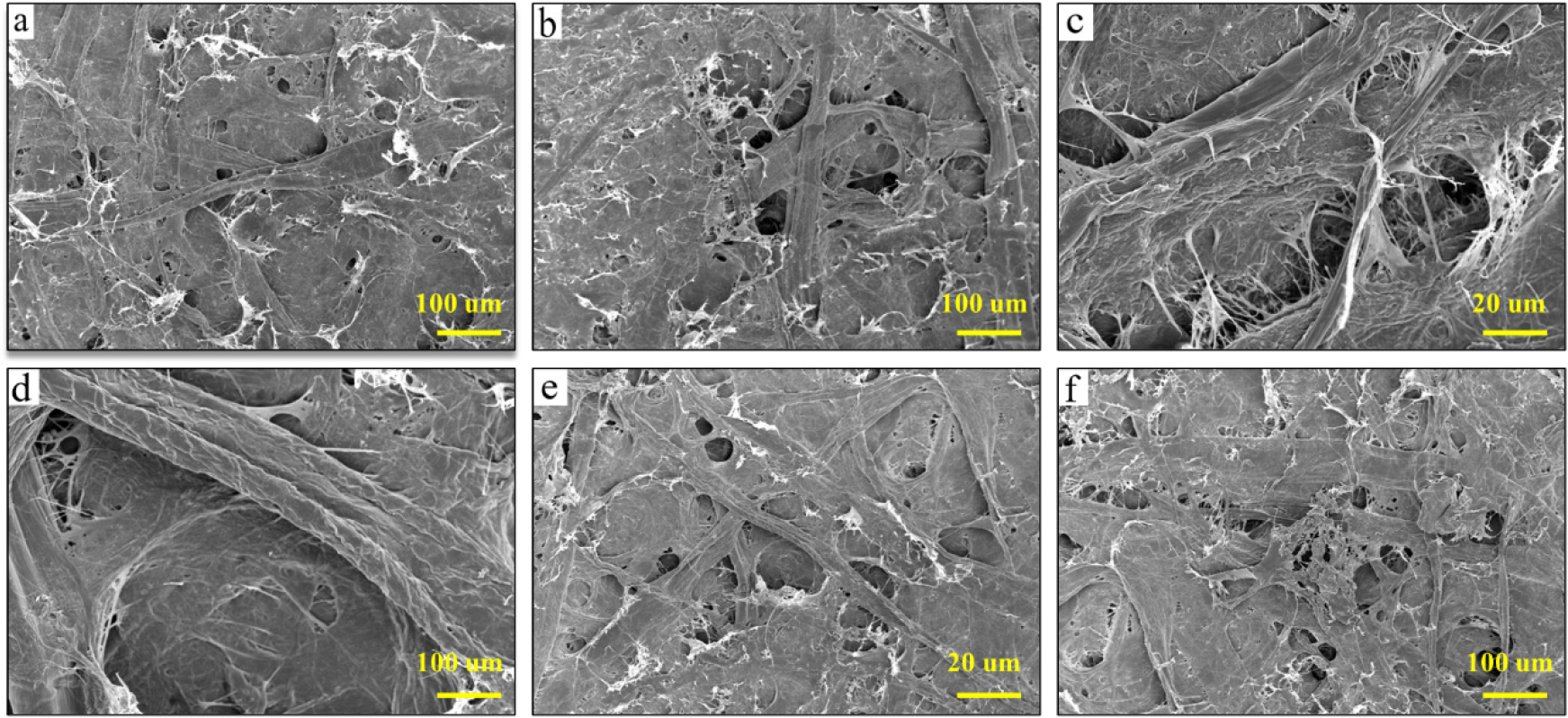
As shown in Fig. 7a–c, when the mass ratio of rosin and AKD in the mixed sizing process is 70% : 30%, the surface of the paper materials appears relatively loose. There are obvious gaps and voids between fibers, and the distribution of sizing agents seems uneven, which shows the bonding between fibers may be insufficient and the sizing agent does not effectively fill or coat the fiber network. Fibers show less intimate contact with each other, and there are still noticeable inter-fiber spaces. The surface of some fibers look relatively smooth, indicating that the sizing agent may not have formed a complete and uniform layer on the fibers surface. The interface between fibers lacks a cohesive sizing agent layer. This could lead to poor hydrophobicity and mechanical properties. As shown in Fig. 7d–f, the surface of the paper materials appears much denser compared to Fig. 7a. The gaps between fibers significantly decreased, and the distribution of the sizing agent was more uniform, which indicated that the sizing agent help to modify the fiber network structure, promoting better fiber bonding. Furthermore, fibers show better contact and interweaving. The sizing agent can fill the inter-fiber spaces, and the fiber surface has a more complete coating, which is beneficial for enhancing the paper’s hydrophobic and mechanical strength properties.
4. Conclusions
Cellulose-based paper materials for liquid packaging were prepared using unbleached hardwood kraft pulp (including before and after oxygen delignification), chemical mechanical pulp, and bleached softwood pulp under optimal fiber ratios. Influence of the types of sizing agents, sizing methods, the mass ratio of sizing agents, and the sequence of adding the sizing agents all have different effects on the strength properties and hydrophobicity of the cellulose-based paper materials. The influence of the sizing process parameters on the strength of the paper materials varies from significant to minor in the following order: the dosage of sizing agents, the mass ratio of rosin and AKD agents dosage, the sizing methods, and the sequence of adding sizing agents. Based on the strength performance of the cellulose-based paper materials, the optimal sizing process were 1.5 wt% of sizing agents dosage, rosin/AKD mixed sizing process, and the mass ratio of rosin 30% : AKD 70%, in which the paper materials obtained 7.62 KN/m of the tensile strength, 491.2 kPa of bursting strength and 220 mN of the tearing strength. AKD agent showed excellent sizing effects for the hydrophobicity of the paper materials compared to rosin agent. The cellulose-based paper materials at 1.5 wt% of AKD dosage sizing in the pulps exhibited the optimal hydrophobicity with a maximum contact angle of 118.6°. For the rosin/AKD mixed sizing process, a decrease of the rosin mass ratio is beneficial to improve the hydrophobicity of the paper materials at 1.5 wt% of sizing agents dosage. The optimal mass ratio of mixed sizing process was rosin 30% : AKD 70%, in which the Cobb value was 20.0 g/m2, the contact angle reached 121.2° and the optimal strength obtained. The sequence of adding sizing agents in the mixed sizing process had no influence on the performance of the cellulose-based paper materials. Green biodegradable cellulose paper-based packaging materials are modified by enhancing their hydrophobicity and liquid barrier properties in this work to replace traditional petroleum-based plastic packaging materials, meet the safety requirements of contemporary food packaging materials. And thereby provide technical guidance for the development of high-performance and cost-effective environmentally friendly liquid packaging materials.
